Fixed-Diamond Abrasive Wire-Saw Cutting Force Modeling Based on Changes in Contact Arc Lengths

Abstract
:1. Introduction
2. Cutting Force Model
2.1. Modeling of the Contact Arc Length
2.2. Modeling of Abrasive Particle Distribution
2.3. Cutting Force Model
3. Simulation and Experiments
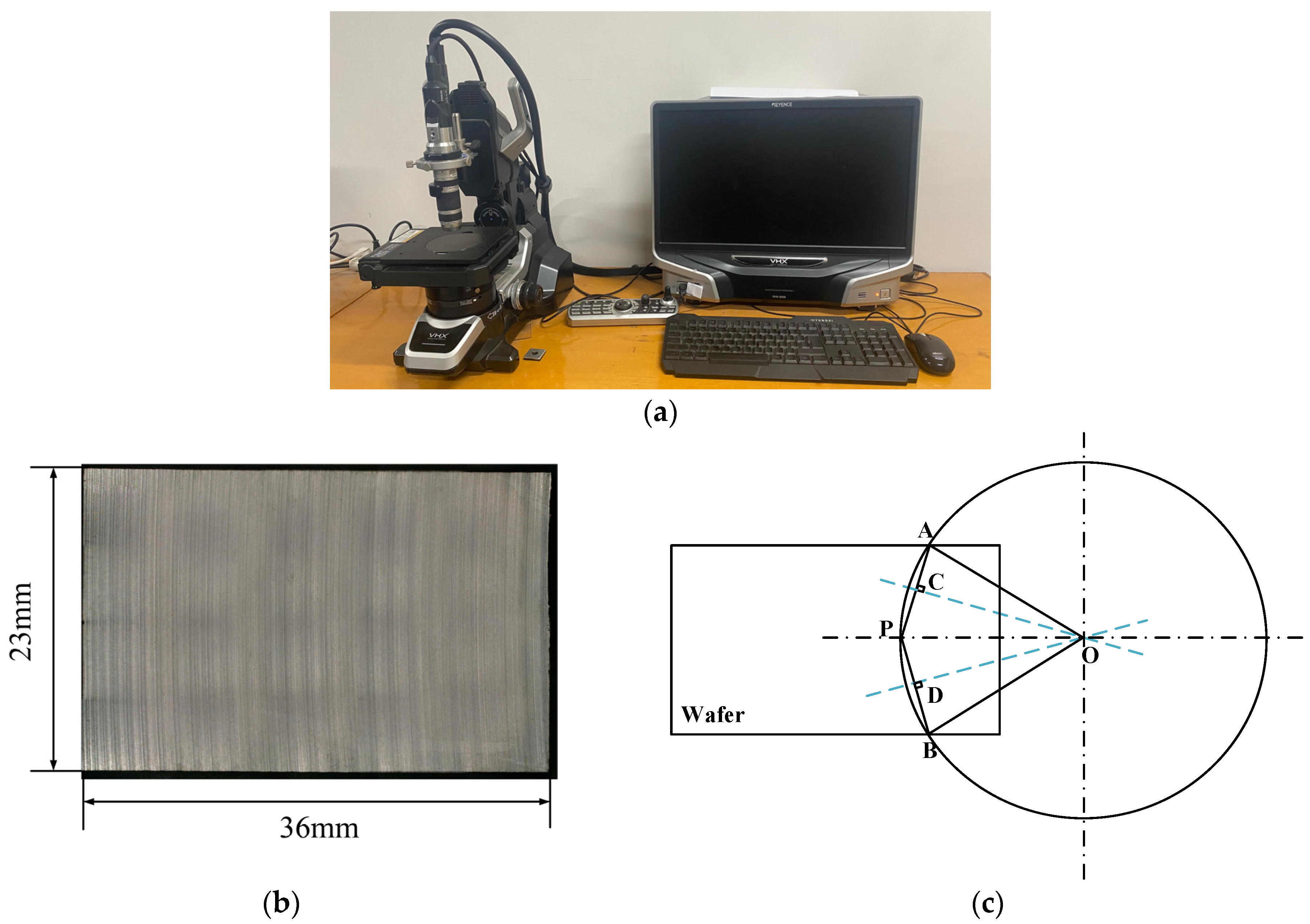
3.1. Simulation and Experiment System
3.2. Results and Discussion
4. Conclusions
- (1)
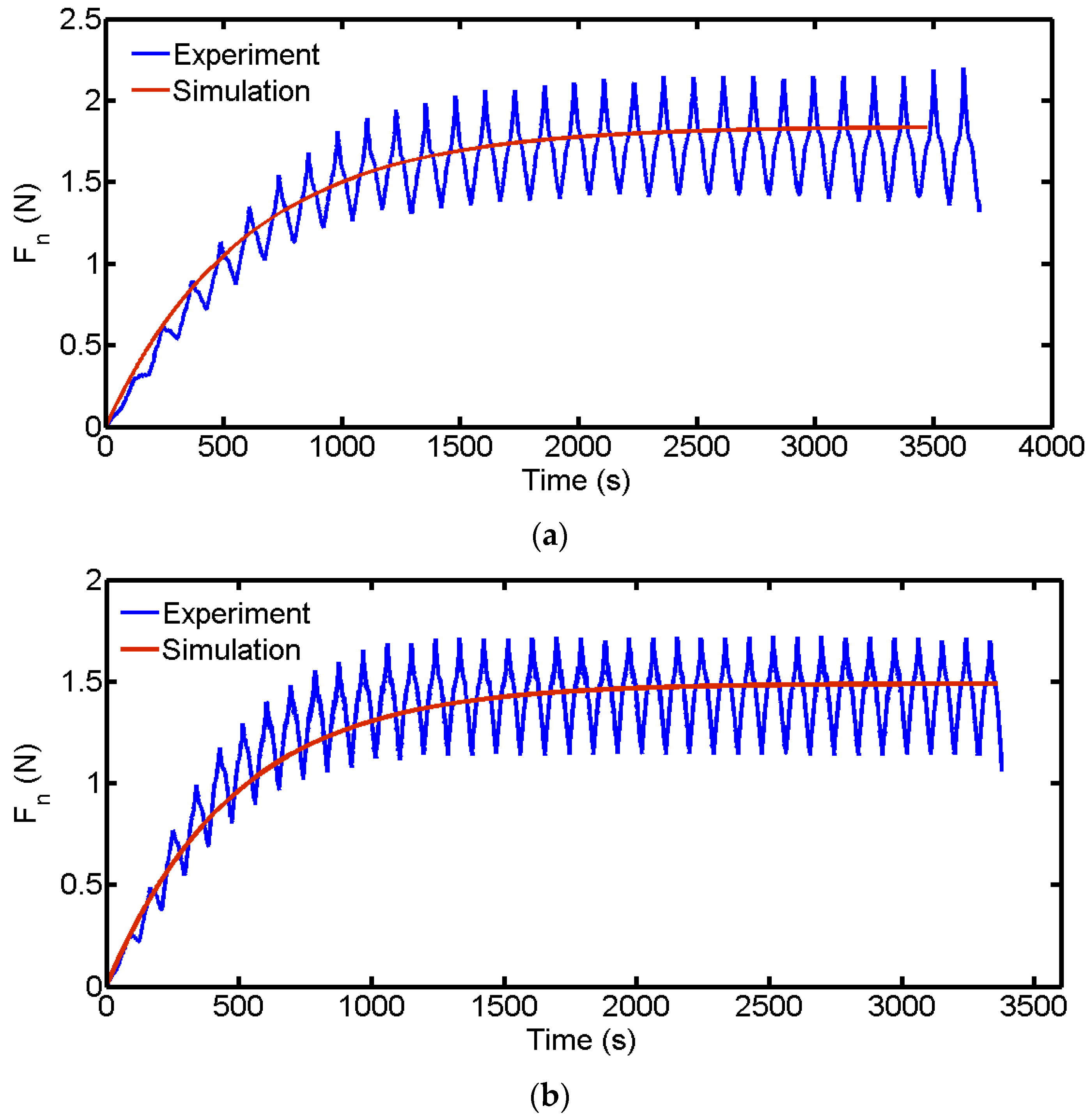
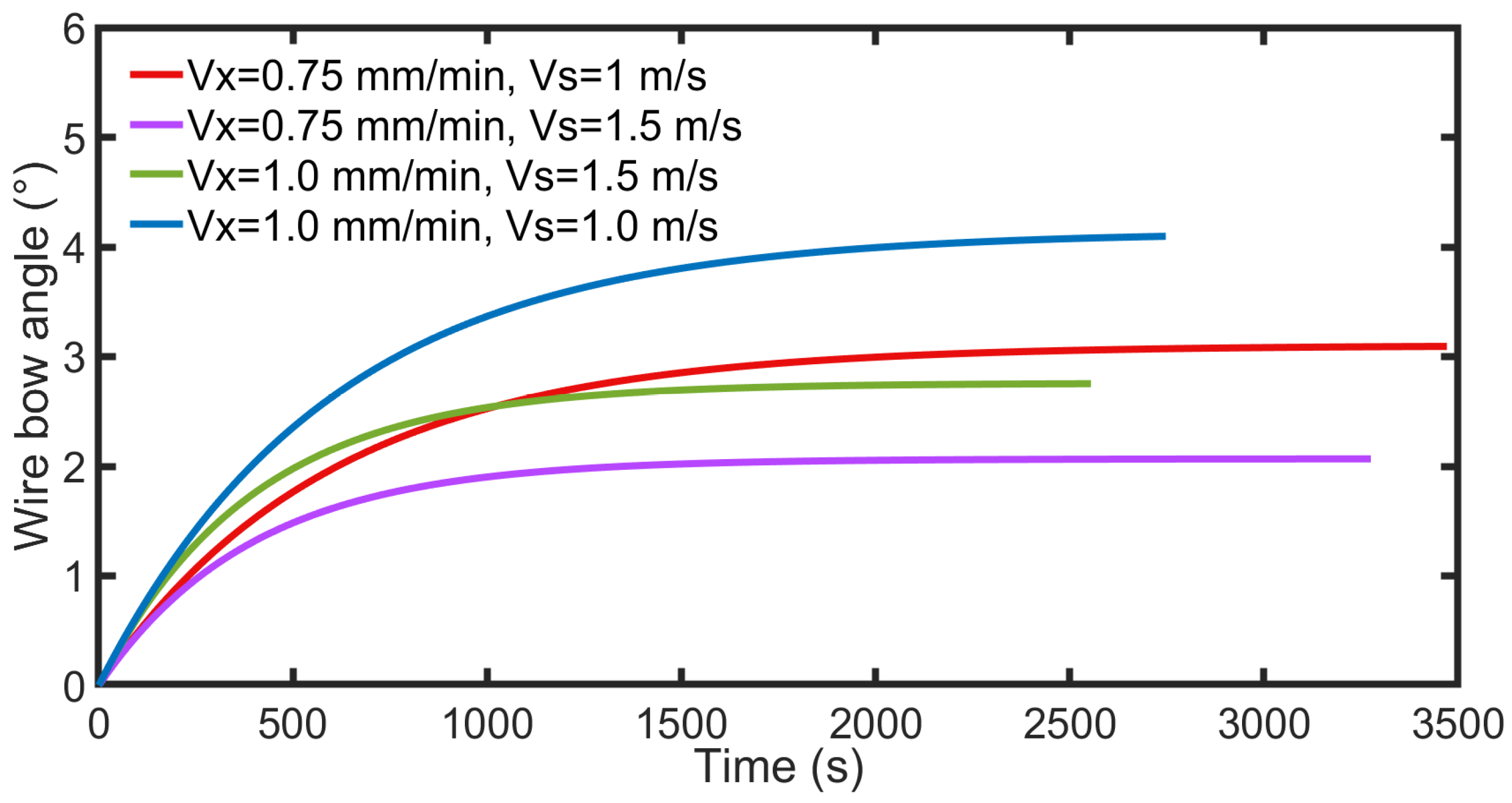
- During the wire-saw cutting process of square monocrystalline silicon, the change in cutting force is mainly divided into two stages: the rising stage and the stable stage. The main reason for this phenomenon is the change in the ability of a wire saw to remove materials. In the initial stage, the bow angle is small, the tension component in the feed direction of the part is low, the depth of abrasive particles pressing into the part is shallow, and the volume of material removal is low, resulting in the accumulation of unremoved material. As the accumulation of unremoved materials increases, the wire’s bow angle increases, and the volume of material removal increases. When the removal capacity of the wire saw matches the volume of material that should be removed by the part feed, the cutting system is stable; thus, the cutting force is stable.
- (2)
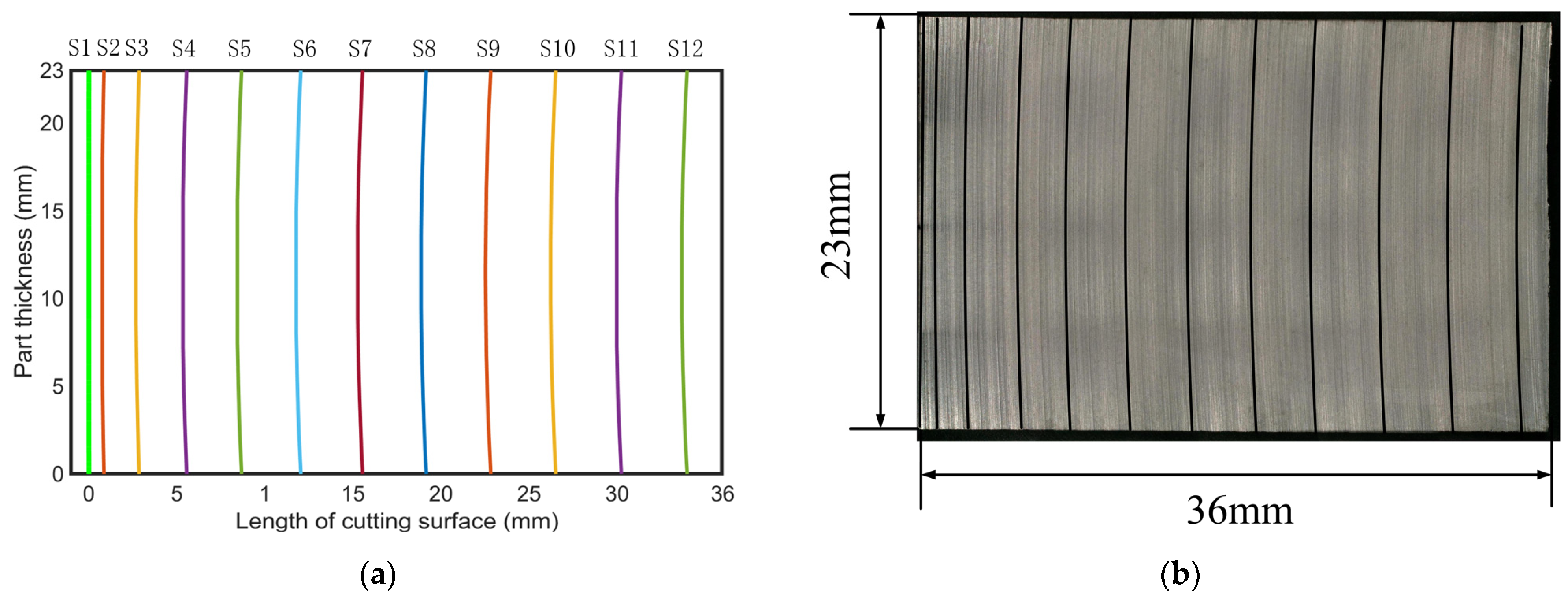
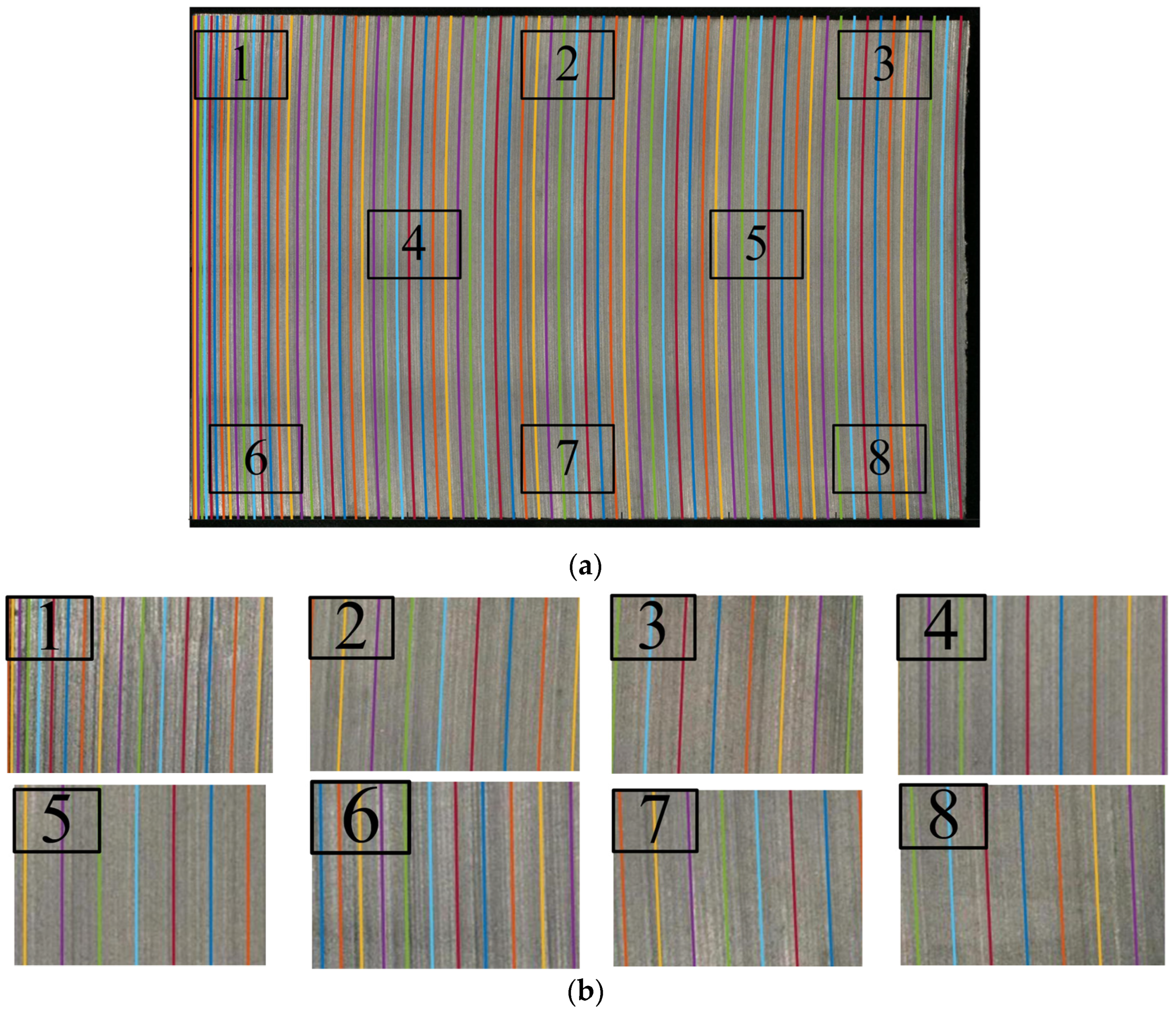
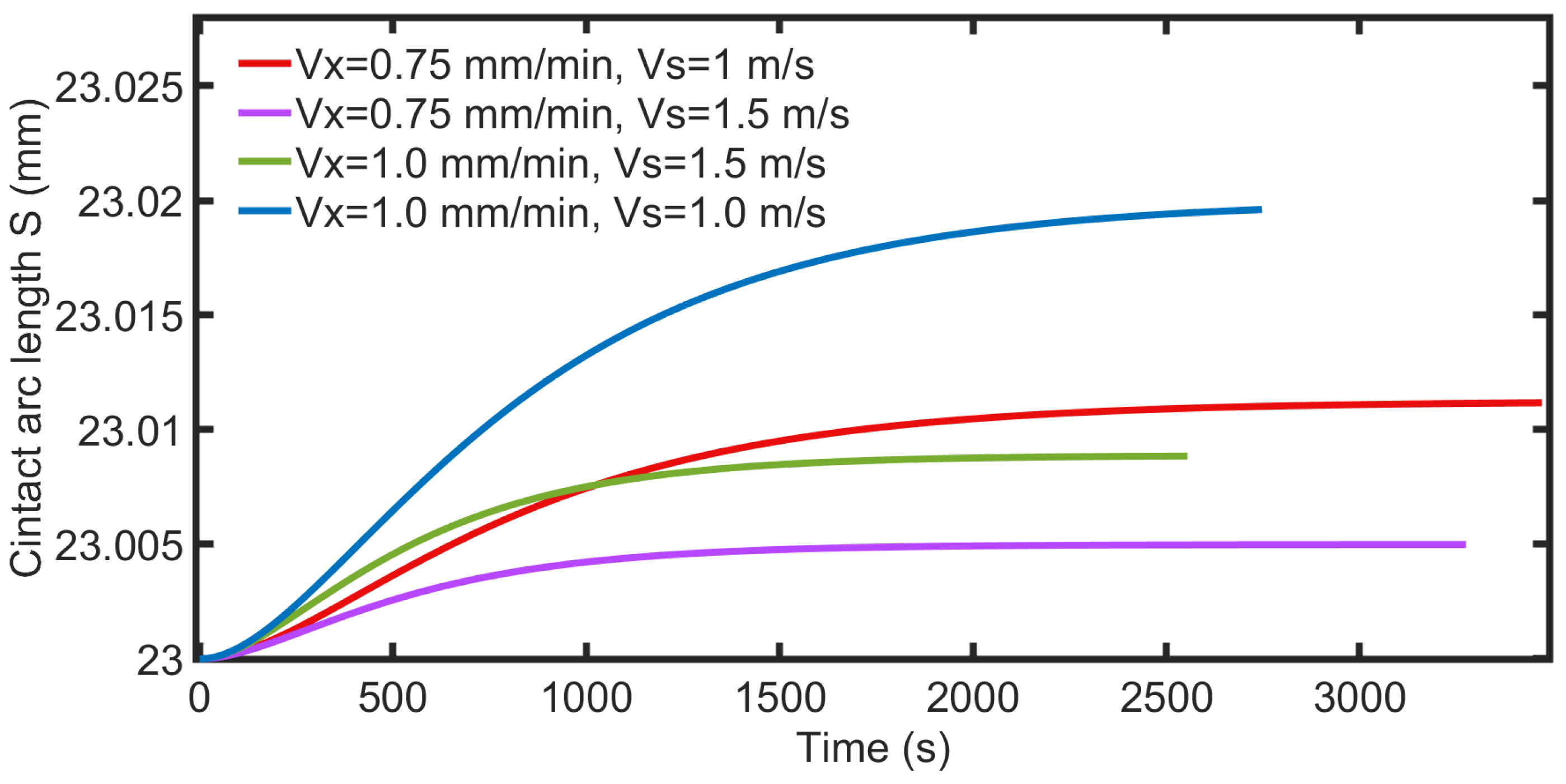
- When cutting square parts with a fixed-diamond abrasive wire saw, previous studies have believed that the contact part remains unchanged due to its relatively small observed change, which is equivalent to the thickness of the part. By carrying out analyses and calculations in this paper, the contact arc length changes during the cutting process, and the simulation results also confirm this phenomenon.
- (3)
- The change in contact arc length during the cutting process with different parameters is consistent with the change in the wire saw’s bow angle, which decreases with an increase in wire saw velocity and increases with an increase in the part feed rate. During a slicing process, the cutting time is more sensitive to the influence of the part feed rate compared to the influence of wire velocity.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Li, X.; Gao, Y.; Yin, Y.; Wang, L.; Pu, T. Experiment and theoretical prediction for surface roughness of PV polycrystalline silicon wafer in electroplated diamond wire sawing. J. Manuf. Process. 2020, 49, 82–93. [Google Scholar] [CrossRef]
- Li, S.; Tang, A.; Liu, Y.; Wang, J.; Cui, D.; Lander, R.G. Analytical Force Modeling of Fixed Abrasive Diamond Wire Saw Machining With Application to SiC Monocrystal Wafer Processing. ASME J. Manuf. Sci. 2017, 139, 041003. [Google Scholar] [CrossRef]
- Ye, G.; Zhang, P.; Zhang, J.; Zhang, Y.; Huang, X. Study on nanometer cutting mechanism of single crystal silicon at different temperatures. J. Manuf. Process. 2023, 93, 275–286. [Google Scholar] [CrossRef]
- Liu, C.; To, S.; Sheng, X.; Xu, J. Molecular dynamics simulation on crystal defects of single-crystal silicon during elliptical vibration cutting. Int. J. Mech. Sci. 2023, 244, 108072. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, S.; Dong, G.; Su, J.; Qian, Z.; Zhou, J. Theoretical study on sawing force of ultrasonic vibration assisted diamond wire sawing (UAWS) based on abrasives wear. Wear 2022, 496–497, 204291. [Google Scholar] [CrossRef]
- Pala, U.; Kuster, F.; Wegener, K. Characterization of electroplated diamond wires and the resulting workpiece quality in silicon sawing. J. Mater. Process. Technol. 2020, 276, 116390. [Google Scholar] [CrossRef]
- Pala, U.; Süssmaier, S.; Kuster, F.; Wegener, K. Experimental investigation of tool wear in electroplated diamond wire sawing of silicon. Procedia CIRP 2018, 77, 371–374. [Google Scholar] [CrossRef]
- Fisher, G.; Seacrist, M.R.; Standley, R.W. Silicon Crystal Growth and Wafer Technologies. Proc. IEEE 2012, 100, 1454–1474. [Google Scholar] [CrossRef]
- Wu, H. Wire sawing technology: A state-of-the-art review. Precis. Eng. 2016, 43, 1–9. [Google Scholar] [CrossRef]
- Teomete, E. Investigation of long waviness induced by the wire saw process. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2011, 225, 1153–1162. [Google Scholar] [CrossRef]
- Dong, Z.; Zhang, C.; Liu, Z.; Zhao, Y.; Xing, K.; Guo, W. A Wire Bow Model of Diamond Wire Sawing with Asymmetric Arc Hypothesis. Micromachines 2023, 14, 1004. [Google Scholar] [CrossRef] [PubMed]
- Li, S.; Wang, J.; Tang, A.; Landers, R.G. Force modeling of silicon monocrystal wire machining. In Proceedings of the International Symposium on Flexible Automation (ISFA), Cleveland, OH, USA, 1–3 August 2016; pp. 127–132. [Google Scholar]
- Wang, Y.; Huang, S.; Qian, Z.; Su, J.; Du, L. Modeling and experimental investigation of monocrystalline silicon wafer cut by diamond wire saw. Eng. Fract. Mech. 2023, 278, 109029. [Google Scholar] [CrossRef]
- Li, X.; Gao, Y.; Liu, R.; Zhou, W. Experiment and theoretical prediction for subsurface microcracks and damage depth of multi-crystalline silicon wafer in diamond wire sawing. Eng. Fract. Mech. 2022, 266, 108391. [Google Scholar] [CrossRef]
- Ballif, C.; Kraft, R.; Wasmer, K.; Bidiville, A. Diamond Wire-Sawn Silicon Wafers from the Lab to the Cell Production. In Proceedings of the Presented at the 24th European Photovoltaic Solar Energy Conference and Exhibition, Hamburg, Germany, 21–25 September 2009. [Google Scholar]
- Wang, P.; Ge, P.; Gao, Y.; Bi, W. Prediction of sawing force for single-crystal silicon carbide with fixed abrasive diamond wire saw. Mater. Sci. Semicond. Process. 2017, 63, 25–32. [Google Scholar] [CrossRef]
- Liu, T.; Su, Y.; Ge, P. Breakage Ratio of Silicon Wafer during Fixed Diamond Wire Sawing. Micromachines 2022, 13, 1895. [Google Scholar] [CrossRef]
- Wang, P.; Ge, P.; Li, Z.; Ge, M.; Gao, Y. A scratching force model of diamond abrasive particles in wire sawing of single crystal SiC. Mater. Sci. Semicond. Process. 2017, 68, 21–29. [Google Scholar] [CrossRef]
- Wang, Y.; Li, D.-L.; Ding, Z.-J.; Liu, J.-G.; Wang, R. Modeling and verifying of sawing force in ultrasonic vibration assisted diamond wire sawing (UAWS) based on impact load. Int. J. Mech. Sci. 2019, 164, 105161. [Google Scholar] [CrossRef]
- Huang, H.; Li, X.; Xu, X. An Experimental Research on the Force and Energy During the Sapphire Sawing Using Reciprocating Electroplated Diamond Wire Saw. J. Manuf. Sci. Eng. 2017, 139, 121011. [Google Scholar] [CrossRef]
- Ge, M.; Gao, Y.; Ge, P.; Jiao, Y.; Bi, W. A finite element analysis of sawing stress in fixed-abrasive wire saw slicing KDP crystal. Int. J. Adv. Manuf. Technol. 2017, 91, 2049–2057. [Google Scholar] [CrossRef]
- Tang, A.; Guo, W.; Yuan, Z.; Yang, G.; Hu, S. Simulation analysis on cutting forces based on surface topography of fixed abrasive wire saw. Mater. Sci. Semicond. Process. 2021, 132, 105900. [Google Scholar] [CrossRef]
- Wallburg, F.; Kuna, M.; Budnitzki, M.; Schoenfelder, S. A material removal coefficient for diamond wire sawing of silicon. Wear 2022, 504–505, 204400. [Google Scholar] [CrossRef]
- Wang, N.; Jiang, F.; Xu, X.; Duan, N.; Wen, Q.; Lu, X. Research on the machinability of A-plane sapphire under diamond wire sawing in different sawing directions. Ceram. Int. 2019, 45, 10310–10320. [Google Scholar] [CrossRef]
- Lin, Z.; Huang, H.; Xu, X. Experimental and simulational investigation of wire bow deflection in single wire saw. Int. J. Adv. Manuf. Technol. 2018, 101, 687–695. [Google Scholar] [CrossRef]
- Qiu, J.; Li, X.; Ge, R.; Zhang, S.; Wang, H. Formation mechanism of wire bow and its influence on diamond wire saw process and wire cutting capability. Int. J. Mech. Sci. 2020, 185, 105851. [Google Scholar] [CrossRef]
- Liedke, T.; Kuna, M. A macroscopic mechanical model of the wire sawing process. Int. J. Mach. Tools Manuf. 2011, 51, 711–720. [Google Scholar] [CrossRef]
- Lai, Z.; Huang, H.; Hu, Z.; Liao, X. Dynamic model and machining mechanism of wire sawing. J. Mater. Process. Technol. 2023, 311, 117820. [Google Scholar] [CrossRef]
- Gao, X. Experimental Study on The Micro-Mechanical Properties of Single Crystal Silicon. Sci. Technol. Inform. 2008, 32, 336–337. [Google Scholar]
- Yin, Y.; Gao, Y.; Wang, L.; Zhang, L.; Pu, T. Analysis of crack-free surface generation of photovoltaic polysilicon wafer cut by diamond wire saw. Sol. Energy 2021, 216, 245–258. [Google Scholar] [CrossRef]
- Liang, L.; Li, S.; Lan, K.; Yu, R.; Wang, J.; Zhao, W. Experimental Study on the Influence of Wire-Saw Wear on Cutting Force and Silicon Wafer Surface. Materials 2023, 16, 3619. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number | Part Feed Rate (mm/min) | Wire Velocity (m/s) | Experiment Cutting Force (N) | Simulation Cutting Force (N) | Error (%) |
|---|---|---|---|---|---|
| 1 | 0.75 | 1.0 | 1.79 | 1.81 | 1.1 |
| 2 | 0.75 | 1.5 | 1.42 | 1.47 | 3.5 |
| 3 | 0.5 | 1.0 | 1.17 | 1.22 | 4.2 |
| 4 | 0.5 | 1.25 | 0.96 | 1.01 | 5.2 |
| 5 | 0.5 | 1.5 | 0.90 | 0.85 | 5.5 |
| Curve | Central Angle | Curvature | ||||
|---|---|---|---|---|---|---|
| Simulation (°) | Experiment (°) | Error (%) | Simulation (m−1) | Experiment (m−1) | Error (%) | |
| S1 | 0.1036 | 0 | - | 0.07859 | - | - |
| S2 | 2.5240 | 2.5 | 0.96 | 1.9151 | 1.8785 | 1.94 |
| S3 | 3.9832 | 3.9 | 2.1 | 3.0219 | 2.9263 | 3.26 |
| S4 | 4.8633 | 4.9 | 0.74 | 3.6893 | 3.6770 | 0.33 |
| S5 | 5.3945 | 5.5 | 1.9 | 4.0920 | 4.1083 | 0.39 |
| S6 | 5.7152 | 5.7 | 0.26 | 4.3351 | 4.2308 | 2.46 |
| S7 | 5.9090 | 5.8 | 1.87 | 4.4819 | 4.3033 | 4.15 |
| S8 | 6.0260 | 6.1 | 1.21 | 4.5706 | 4.5750 | 0.09 |
| S9 | 6.0967 | 6.1 | 0.05 | 4.6242 | 4.5750 | 1.07 |
| S10 | 6.1395 | 6.1 | 0.64 | 4.6566 | 4.5750 | 1.78 |
| S11 | 6.1653 | 6.2 | 0.55 | 4.6762 | 4.6395 | 0.79 |
| S12 | 6.1809 | 6.2 | 0.31 | 4.6880 | 4.6395 | 1.04 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liang, L.; Li, S.; Lan, K.; Wang, J.; Yu, R. Fixed-Diamond Abrasive Wire-Saw Cutting Force Modeling Based on Changes in Contact Arc Lengths. Micromachines 2023, 14, 1275. https://doi.org/10.3390/mi14061275
Liang L, Li S, Lan K, Wang J, Yu R. Fixed-Diamond Abrasive Wire-Saw Cutting Force Modeling Based on Changes in Contact Arc Lengths. Micromachines. 2023; 14(6):1275. https://doi.org/10.3390/mi14061275
Chicago/Turabian StyleLiang, Lie, Shujuan Li, Kehao Lan, Jiabin Wang, and Ruijiang Yu. 2023. "Fixed-Diamond Abrasive Wire-Saw Cutting Force Modeling Based on Changes in Contact Arc Lengths" Micromachines 14, no. 6: 1275. https://doi.org/10.3390/mi14061275