
Investigation of Heat Accumulation in Femtosecond Laser Drilling of Carbon Fiber-Reinforced Polymer

Abstract
:1. Introduction
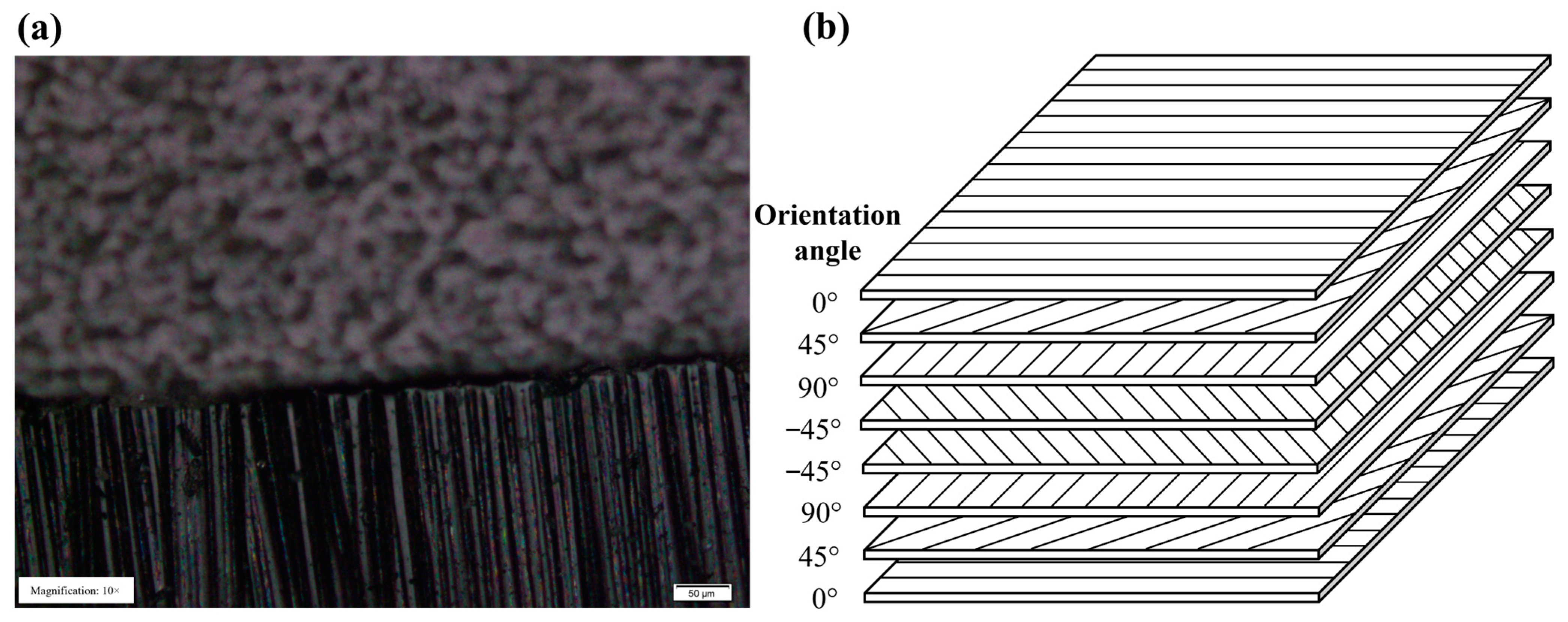
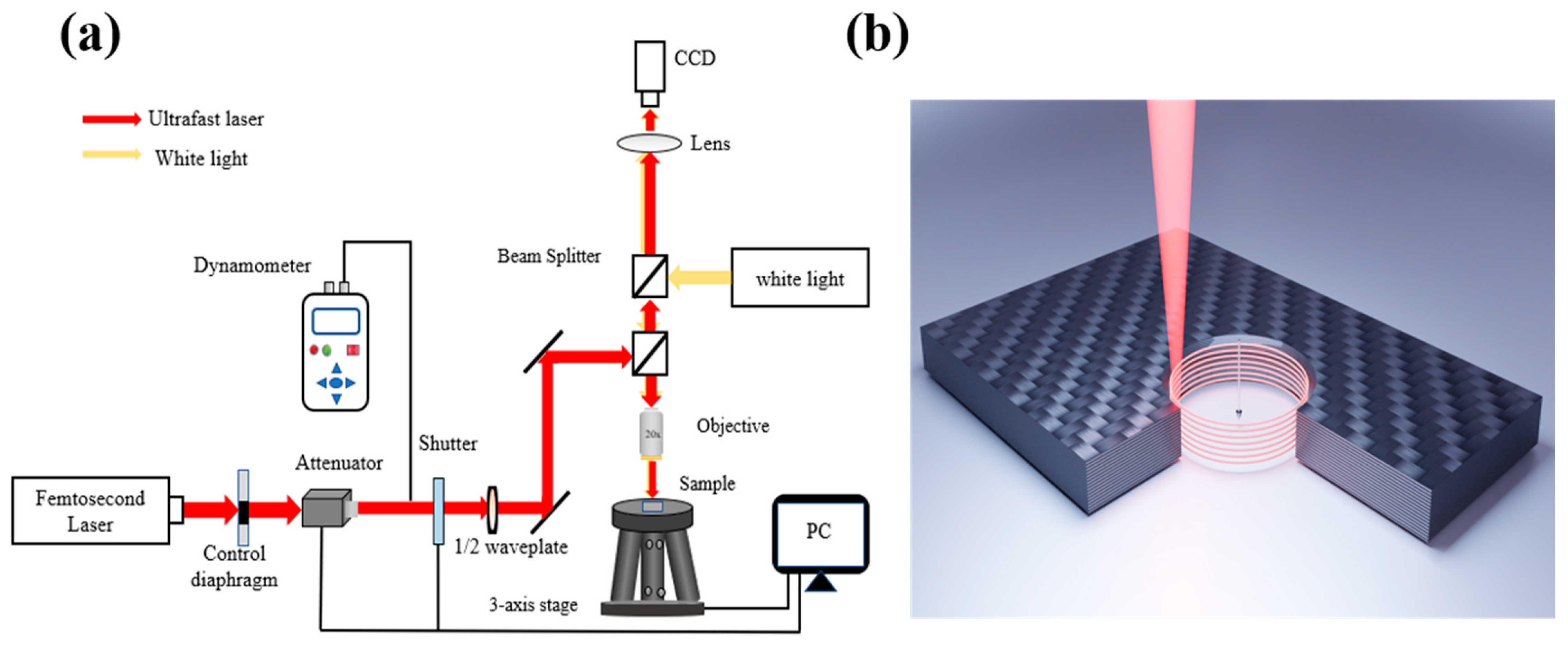
2. Materials and Methods
3. Results and Discussion
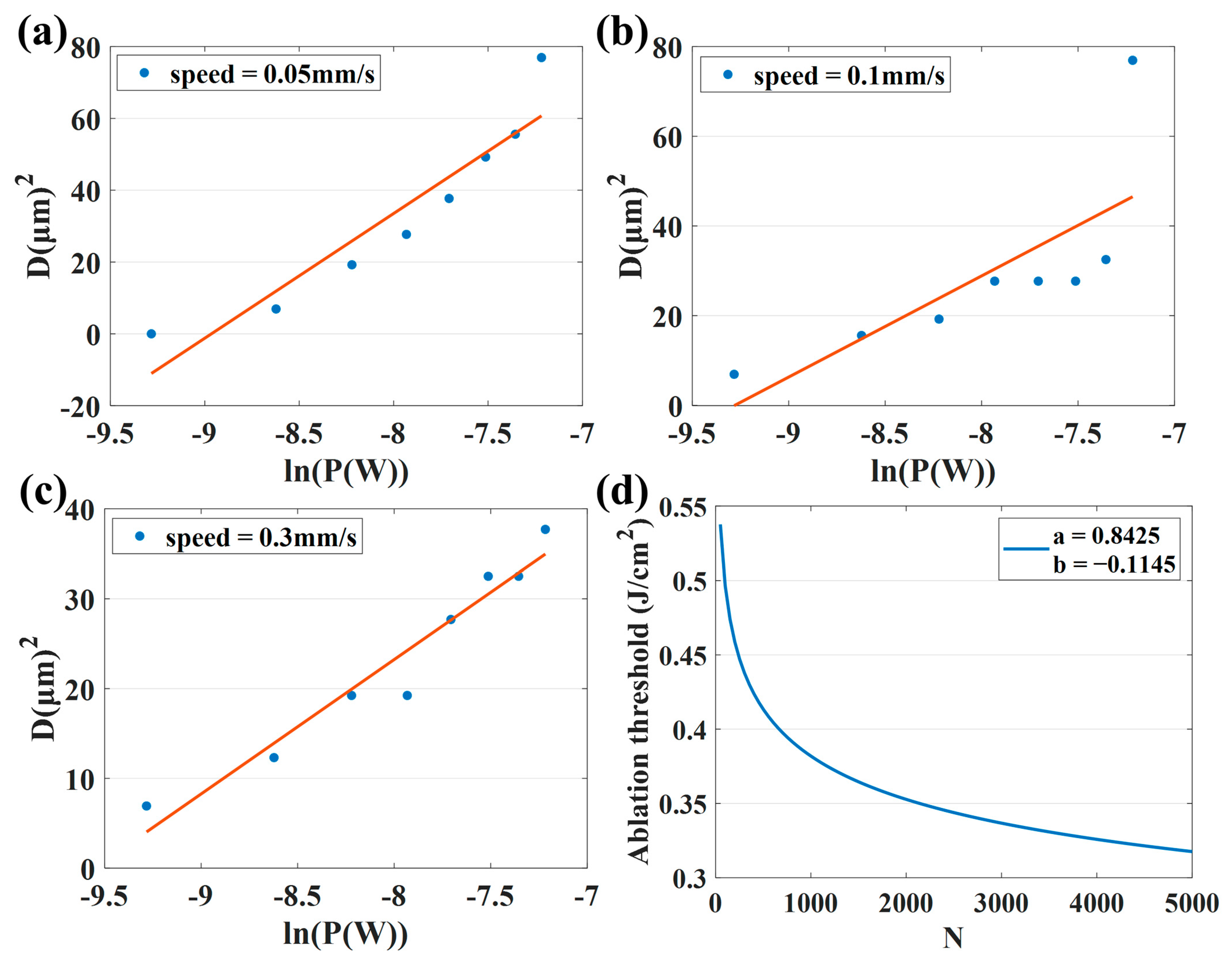
3.1. Determination of the Ablation Threshold
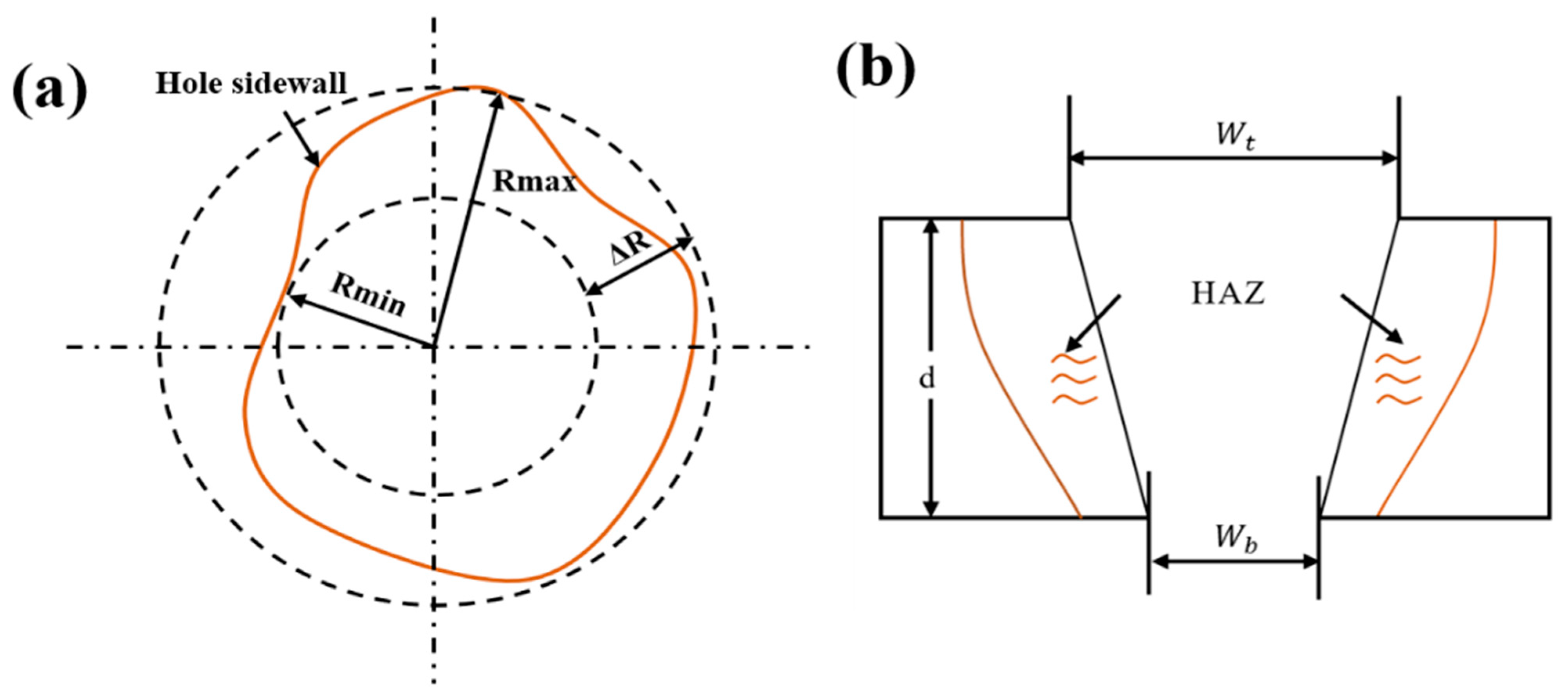
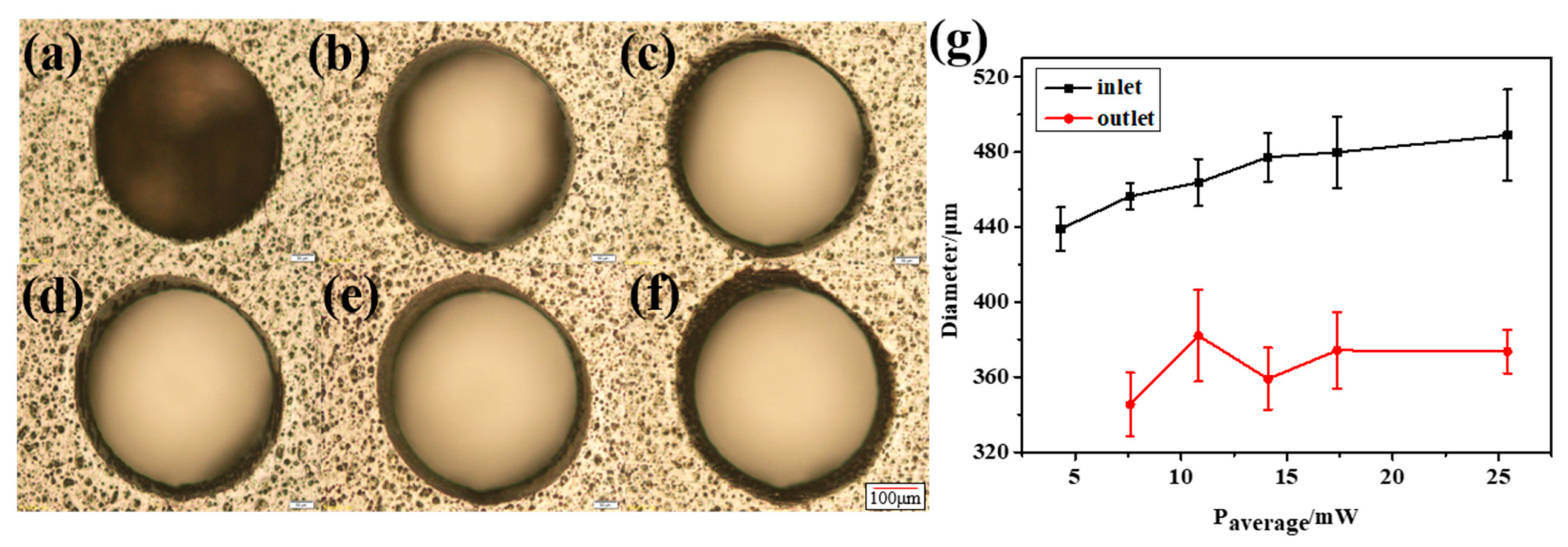
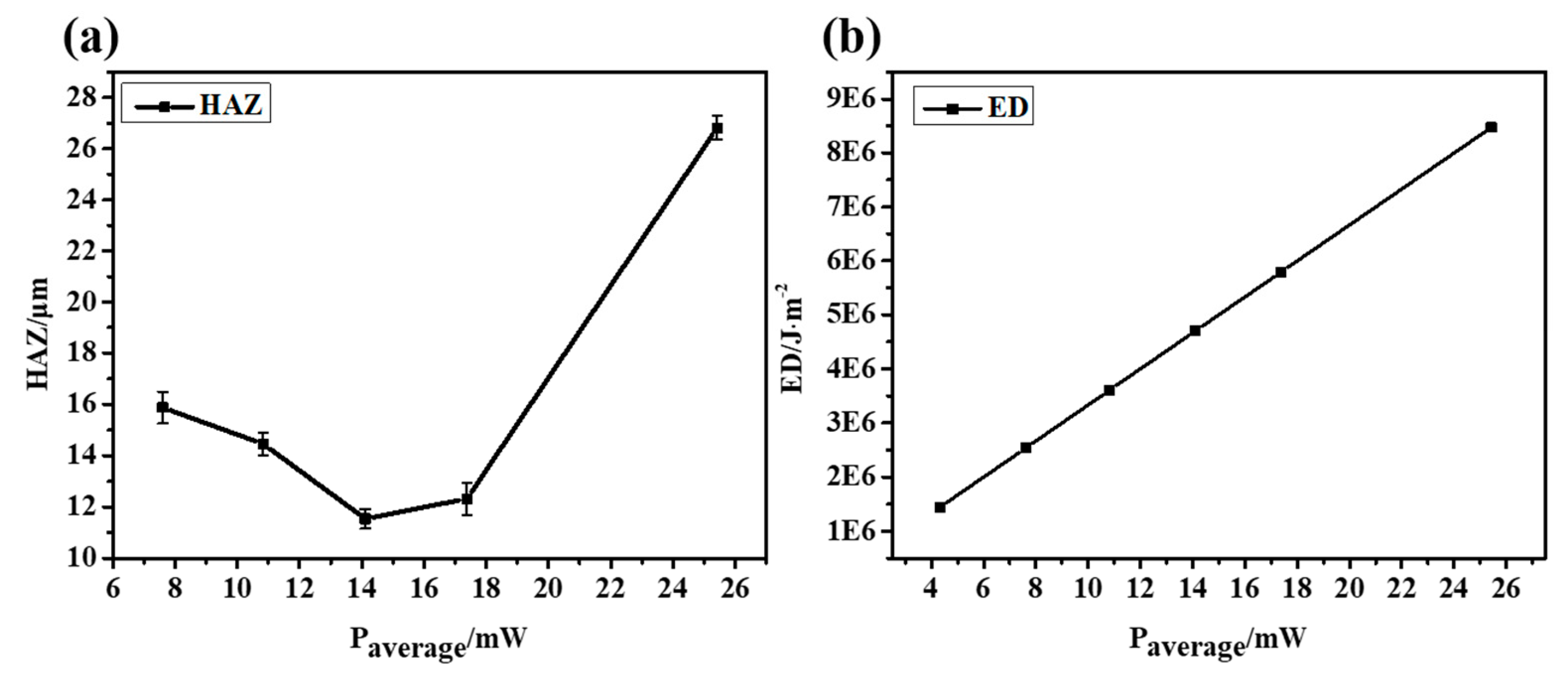
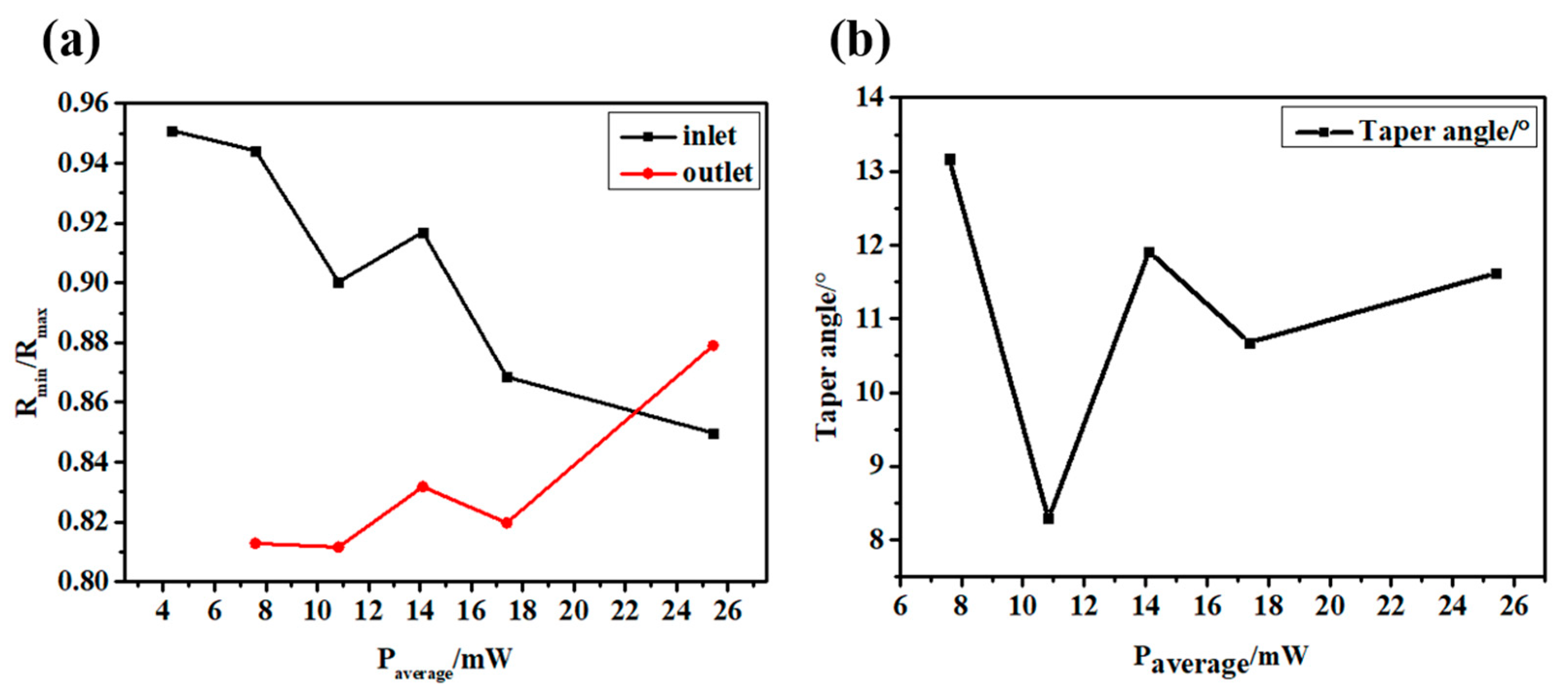
3.2. The Drilling Effect of Laser Machining Parameters
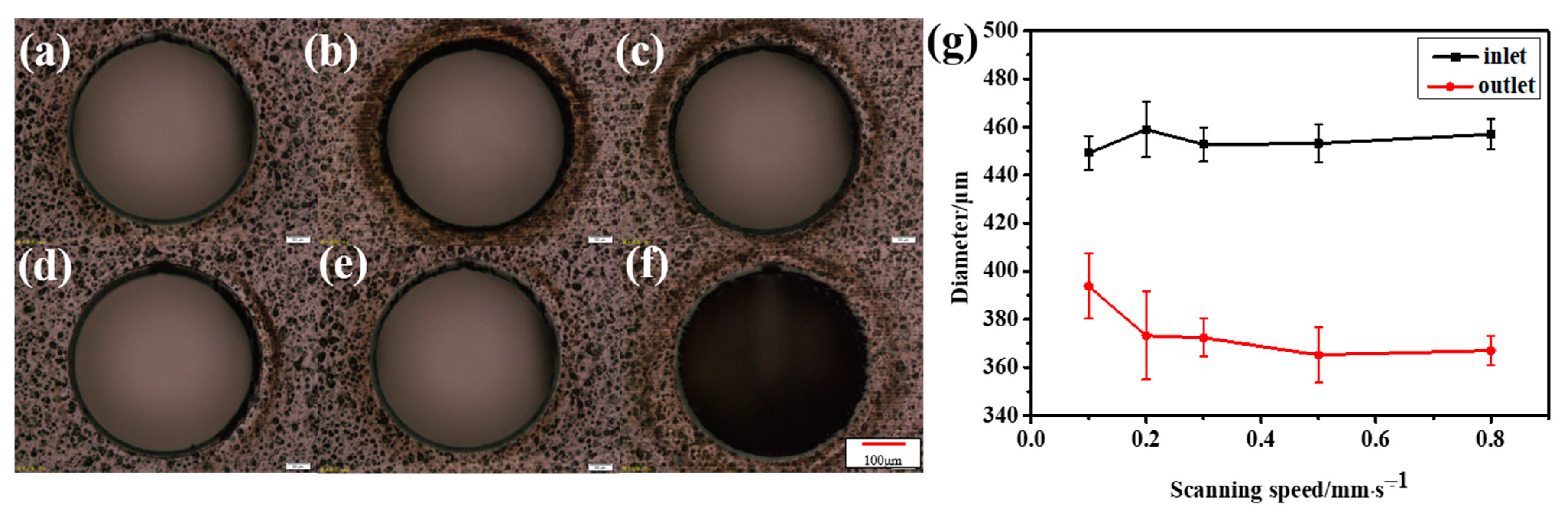
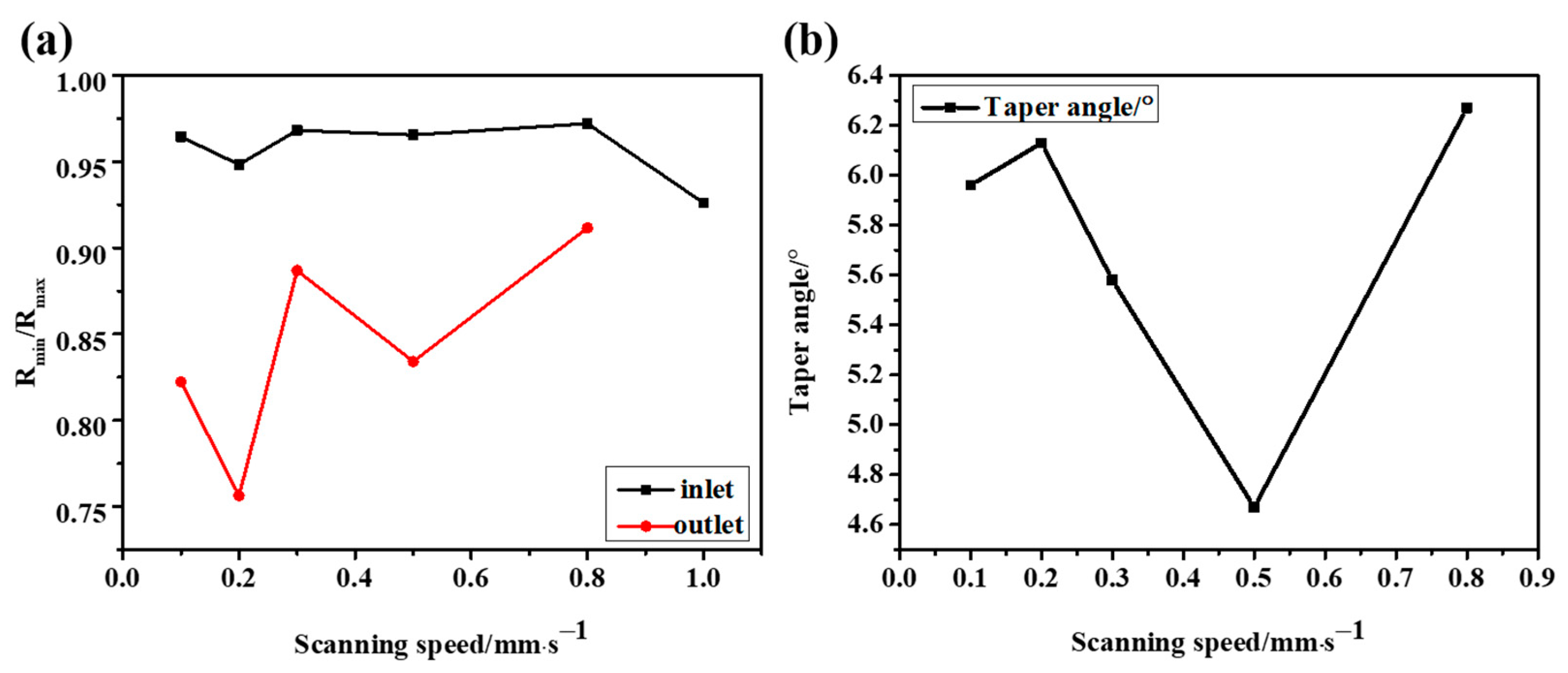
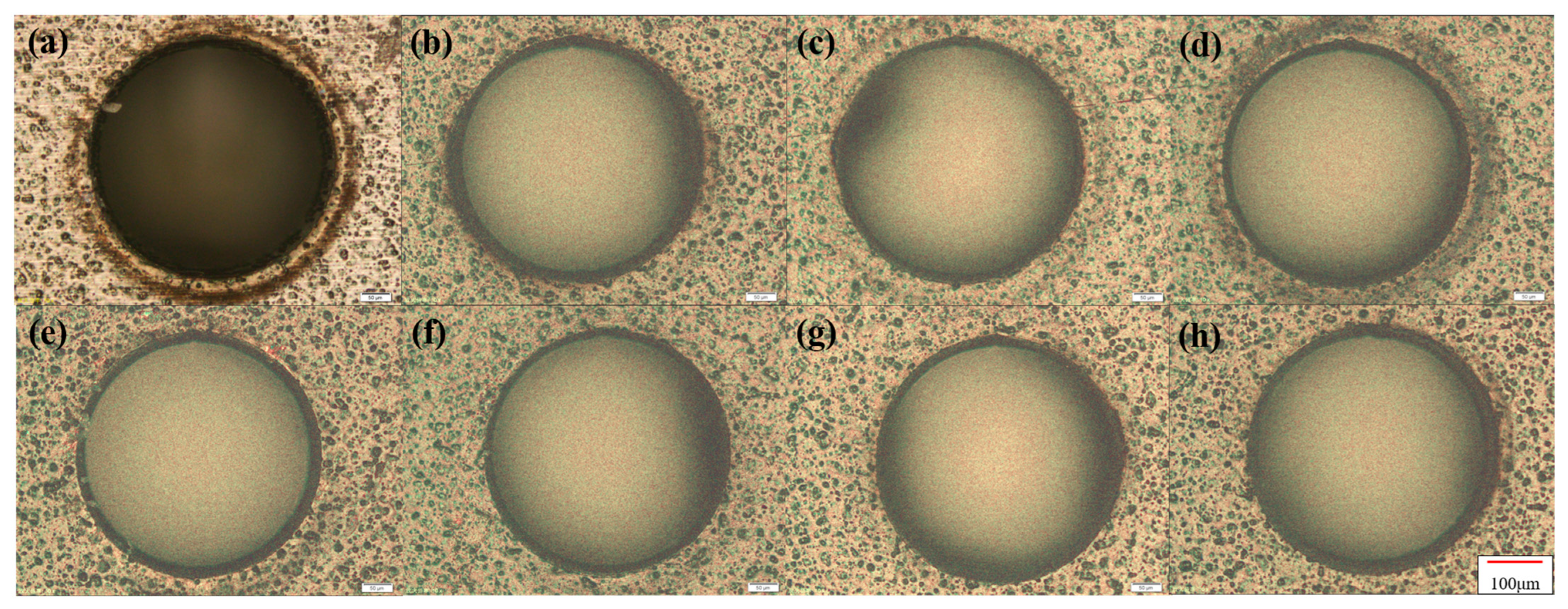
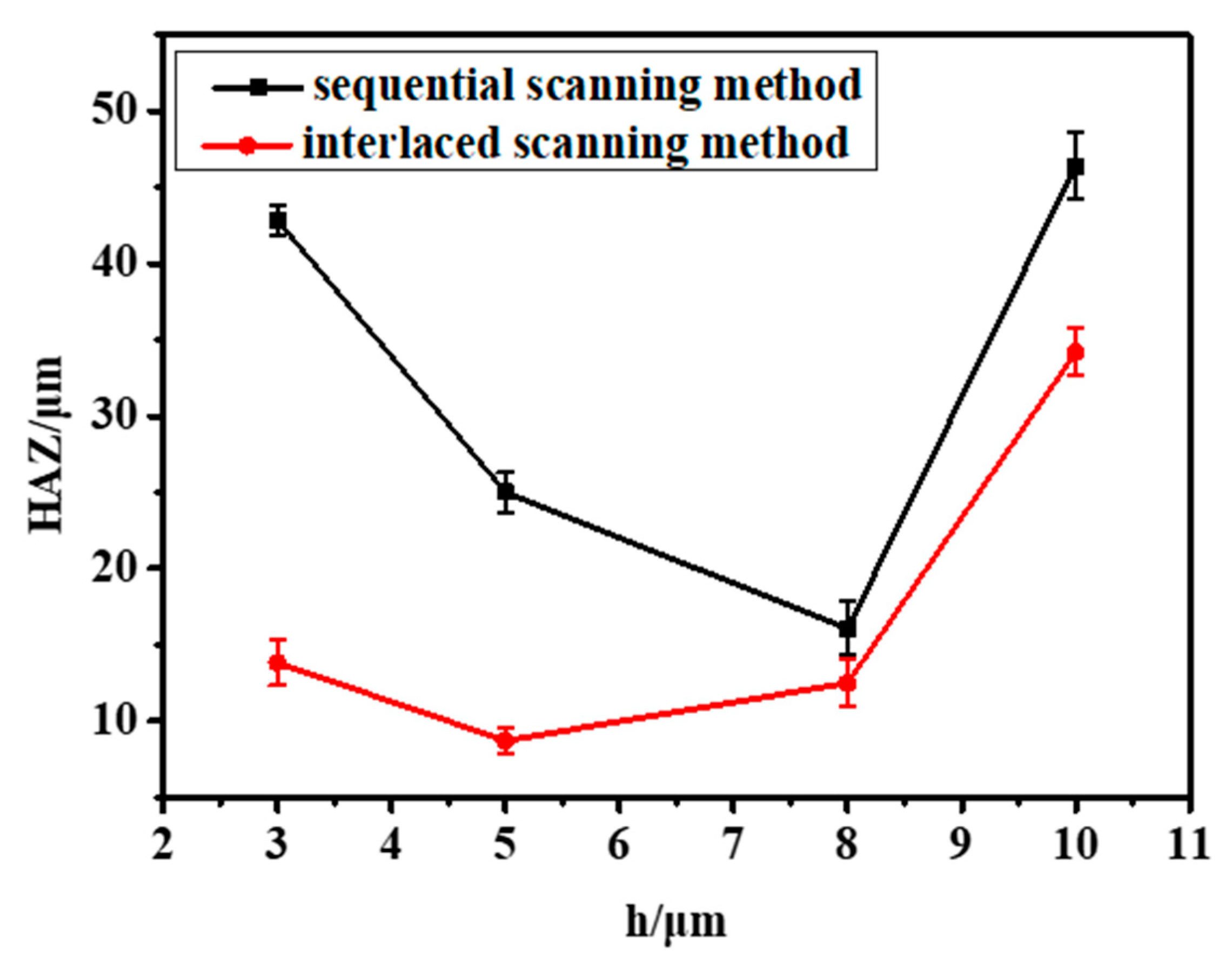
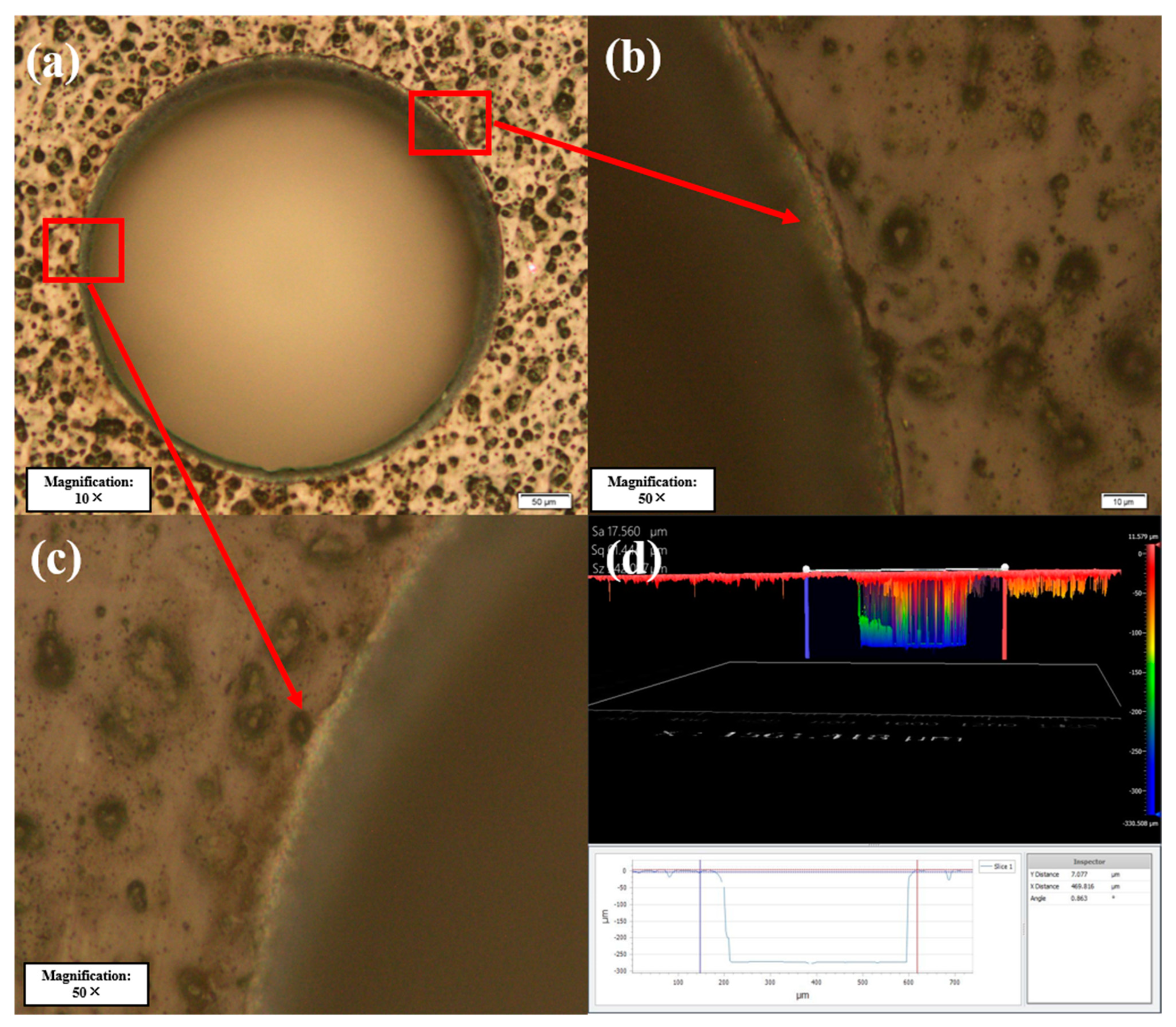
3.3. The Drilling Effect of the Laser Scanning Method
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Chen, Y.; Gao, K.; Sun, Y. Application and Prospect of CFRP. In Proceedings of the 2015 2nd International Workshop on Materials Engineering and Computer Sciences, Jinan, China, 10–11 October 2015; Atlantis Press: Amsterdam, The Netherlands, 2015. [Google Scholar]
- Teti, R.; Segreto, T.; Caggiano, A.; Nele, L. Smart multi-sensor monitoring in drilling of CFRP/CFRP composite material stacks for aerospace assembly applications. Appl. Sci. 2020, 10, 758. [Google Scholar] [CrossRef]
- Xu, Y.; Lv, C.; Shen, R.; Wang, Z.; Wang, Q. Comparison of thermal and fire properties of carbon/epoxy laminate composites manufactured using two forming processes. Polym. Compos. 2020, 41, 3778–3786. [Google Scholar] [CrossRef]
- Liu, C.; Ren, J.; Shi, K.; Zhang, Y. Investigation of fracture mechanism evolution model for UD-CFRP and MD-CFRP during the milling process. Compos. Struct. 2023, 306, 116585. [Google Scholar] [CrossRef]
- Hashizu, M.; Hayakawa, S.; Itoigawa, F. Influence of short-circuitng on machined surface quality in electrical discharge machining of carbon fiber reinforced plastics. Procedia CIRP 2020, 95, 403–407. [Google Scholar] [CrossRef]
- Stock, J.W.; Zaeh, M.F.; Spaeth, J.P. Remote laser cutting of CFRP: Influence of the edge quality on fatigue strength. In High-Power Laser Materials Processing: Lasers, Beam Delivery, Diagnostics, and Applications III; SPIE: San Francisco, CA, USA, 2014. [Google Scholar]
- Herzog, D.; Jaeschke, P.; Meier, O.; Haferkamp, H. Investigations on the thermal effect caused by laser cutting with respect to static strength of CFRP. Int. J. Mach. Tools Manuf. 2008, 48, 1464–1473. [Google Scholar] [CrossRef]
- Raj, S.S.R.; Dhas, J.E.R.; Jesuthanam, C. Challenges on machining characteristics of natural fiber-reinforced composites–A review. J. Reinf. Plast. Compos. 2021, 40, 41–69. [Google Scholar] [CrossRef]
- Fraggelakis, F.; Tsibidis, G.D.; Stratakis, E. Ultrashort pulsed laser induced complex surface structures generated by tailoring the melt hydrodynamics. Opto-Electron. Adv. 2022, 5, 210052. [Google Scholar] [CrossRef]
- Wang, H.; Lin, H.; Wang, C.; Zheng, L.; Hu, X. Laser drilling of structural ceramics—A review. J. Eur. Ceram. Soc. 2017, 37, 1157–1173. [Google Scholar] [CrossRef]
- Yang, J. Femtosecond Laser “Cold” Micro-Machining and Its Advanced Applications. Laser Optron. Prog. 2004, 41, 39–47. [Google Scholar]
- Rethfeld, B.; Ivanov, D.S.; Garcia, M.E.; Anisimov, S.I. Modelling ultrafast laser ablation. J. Phys. D Appl. Phys. 2017, 50, 193001. [Google Scholar] [CrossRef]
- Shihoyama, K.; Furukawa, A.; Bado, P.; Said, A.A. Micromachining with ultrafast lasers. In Proceedings of the First International Symposium on Laser Precision Microfabrication, Omiya, Japan, 14–16 June 2000; SPIE: San Francisco, CA, USA, 2000. [Google Scholar]
- El-Hofy, M.; El-Hofy, H. Laser beam machining of carbon fiber reinforced composites: A review. Int. J. Adv. Manuf. Technol. 2019, 101, 2965–2975. [Google Scholar] [CrossRef]
- Merkininkaitė, G.; Aleksandravičius, E.; Malinauskas, M.; Gailevičius, D.; Šakirzanovas, S. Laser additive manufacturing of Si/ZrO2 tunable crystalline phase 3D nanostructures. Opto-Electron. Adv. 2022, 5, 1–11. [Google Scholar] [CrossRef]
- Han, D.-D.; Zhang, Y.-L.; Chen, Z.-D.; Li, J.-C.; Ma, J.-N.; Mao, J.-W.; Zhou, H.; Sun, H.-B. Carnivorous plants inspired shape-morphing slippery surfaces. Opto-Electron. Adv. 2023, 6, 210163. [Google Scholar] [CrossRef]
- Zhang, D.; Li, X.; Fu, Y.; Yao, Q.; Li, Z.; Sugioka, K. Liquid vortexes and flows induced by femtosecond laser ablation in liquid governing formation of circular and crisscross LIPSS. Opto-Electron. Adv. 2022, 5, 210066. [Google Scholar] [CrossRef]
- Romhány, G.; Czigány, T.; Karger-Kocsis, J. Failure assessment and evaluation of damage development and crack growth in polymer composites via localization of acoustic emission events: A review. Polym. Rev. 2017, 57, 397–439. [Google Scholar] [CrossRef]
- Leone, C.; Genna, S. Heat affected zone extension in pulsed Nd: YAG laser cutting of CFRP. Compos. Part B Eng. 2018, 140, 174–182. [Google Scholar] [CrossRef]
- Finger, J.; Weinand, M.; Wortmann, D. Ablation and cutting of carbon-fiber reinforced plastics using picosecond pulsed laser radiation with high average power. J. Laser Appl. 2013, 25, 042007. [Google Scholar] [CrossRef]
- Freitag, C.; Kononenko, T.V.; Weber, R.; Konov, V.I.; Graf, T. Influence of pulse repetition rate and pulse energy on the heat accumulation between subsequent laser pulses during laser processing of CFRP with ps pulses. Appl. Phys. A 2018, 124, 1–9. [Google Scholar] [CrossRef]
- Kaihu, Z.H.; Yang, Y.U.; Xiaming, Z.H. Laser Cutting Induced Heat Affected Zone in Fiber Reinforced Polymer: A Comparative Analysis. Navig. Control 2019, 18, 60–66. [Google Scholar]
- Choi, I.; Lee, S.-J.; Shin, D.; Suh, J. Green picosecond laser machining of thermoset and thermoplastic carbon fiber reinforced polymers. Micromachines 2021, 12, 205. [Google Scholar] [CrossRef]
- Wang, P.; Zhang, Z.; Liu, D.; Qiu, W.; Zhang, Y.; Zhang, G. Comparative investigations on machinability and surface integrity of CFRP plate by picosecond laser vs laser induced plasma micro-drilling. Opt. Laser Technol. 2022, 151, 108022. [Google Scholar] [CrossRef]
- Qingliang, S.; Tiyuan, W.; Qiang, S.; Fang, Y.; Hejun, L.; Fu, M. Unraveling of the laser drilling of carbon/carbon composites: Ablation mechanisms, shape evolution, and damage evaluation. Int. J. Mach. Tools Manuf. 2023, 184, 103978. [Google Scholar] [CrossRef]
- Gebauer, J.; Burkhardt, M.; Franke, V.; Lasagni, A.F. On the ablation behavior of carbon fiber-reinforced plastics during laser surface treatment using pulsed lasers. Materials 2020, 13, 5682. [Google Scholar] [CrossRef]
- Yu, Z.; Xu, L.; Cao, W.; Hu, J. Study on picosecond laser processing of blind holes in carbon fiber-reinforced plastics. Appl. Phys. A 2020, 126, 1–10. [Google Scholar] [CrossRef]
- Fujita, M.; Ohkawa, H.; Somekawa, T.; Otsuka, M.; Maeda, Y.; Matsutani, T.; Miyanaga, N. Wavelength and pulsewidth dependences of laser processing of CFRP. Phys. Procedia 2016, 83, 1031–1036. [Google Scholar] [CrossRef]
- Herrmann, T.; Stolze, M.; L’Huillier, J. Laser drilling of carbon fiber reinforced plastics (CFRP) by picosecond laser pulses: Comparative study of different drilling tools. In Frontiers in Ultrafast Optics: Biomedical, Scientific, and Industrial Applications XIV; SPIE: San Francisco, CA, USA, 2014. [Google Scholar]
- Ouyang, W.; Jiao, J.; Xu, Z.; Xia, H.; Ye, Y.; Zou, Q.; Tian, R.; Sheng, L. Experimental study on CFRP drilling with the picosecond laser “double rotation” cutting technique. Opt. Laser Technol. 2021, 142, 107238. [Google Scholar] [CrossRef]
- Li, W.; Zhang, G.; Huang, Y.; Rong, Y. UV laser high-quality drilling of CFRP plate with a new interlaced scanning mode. Compos. Struct. 2021, 273, 114258. [Google Scholar] [CrossRef]
- Jia, X.; Chen, Y.; Liu, L.; Wang, C.; Duan, J. Combined pulse laser: Reliable tool for high-quality, high-efficiency material processing. Opt. Laser Technol. 2022, 153, 108209. [Google Scholar] [CrossRef]
- Jia, X.; Li, Z.; Wang, C.; Li, K.; Zhang, L.; Ji’An, D. Study of the dynamics of material removal processes in combined pulse laser drilling of alumina ceramic. Opt. Laser Technol. 2023, 160, 109053. [Google Scholar] [CrossRef]
- Pecholt, B.; Vendan, M.; Dong, Y.; Molian, P. Ultrafast laser micromachining of 3C-SiC thin films for MEMS device fabrication. Int. J. Adv. Manuf. Technol. 2008, 39, 239–250. [Google Scholar] [CrossRef]
- Krüger, J.; Kautek, W. Ultrashort pulse laser interaction with dielectrics and polymers. Polym. Light 2004, 168, 247–290. [Google Scholar]
- Wang, W.; Mei, X.; Jiang, G.; Lei, S.; Yang, C. Effect of two typical focus positions on microstructure shape and morphology in femtosecond laser multi-pulse ablation of metals. Appl. Surf. Sci. 2008, 255, 2303–2311. [Google Scholar] [CrossRef]
- Liu, J.-M. Simple technique for measurements of pulsed Gaussian-beam spot sizes. Opt. Lett. 1982, 7, 196–198. [Google Scholar] [CrossRef]
- Jee, Y.; Becker, M.F.; Walser, R.M. Laser-induced damage on single-crystal metal surfaces. JOSA B 1988, 5, 648–659. [Google Scholar] [CrossRef]
- Bonse, J.; Rudolph, P.; Krüger, J.; Baudach, S.; Kautek, W. Femtosecond pulse laser processing of TiN on silicon. Appl. Surf. Sci. 2000, 154, 659–663. [Google Scholar] [CrossRef]
- Dausinger, F.; Lichtner, F.; Lubatschowski, H. Femtosecond Technology for Technical and Medical Applications; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2004. [Google Scholar]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Components | Based resin | YB01 |
| Carbon fiber | T700 | |
| Laminate Mechanical Properties | 0° Tensile strength | 2300 MPa |
| 0° Tensile modulus | 115 GPa | |
| 0° Flexural strength | 1250 MPa | |
| 0° Compressive strength | 1050 MPa | |
| Interlaminar shear strength | 55 MPa | |
| size | 2 cm × 2 cm × 0.3 cm |
| Varied Parameters | Range |
|---|---|
| Average Power | 0–5 W |
| Repetition rate | 1 kHz |
| Scanning speed | 0–95 mm/s |
| Pulse duration | 90 fs |
| Wavelength | 800 nm |
| Objective lens focal length | 10 mm |
| Working distance of objective lens | 20.5 mm |
| Scanning Speed (mm/s) | 0.5 | 0.4 | 0.3 | 0.2 | 0.1 | 0.05 |
|---|---|---|---|---|---|---|
| (J/cm2) | 0.6684 | 0.6072 | 0.6042 | 0.5788 | 0.5266 | 0.4685 |
| N | 12 | 12 | 18 | 22 | 67 | 166 |
| (μm) | 3.1073 | 2.5596 | 2.7357 | 2.1662 | 3.3580 | 4.16 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Y.; He, G.; Liu, H.; Wang, M. Investigation of Heat Accumulation in Femtosecond Laser Drilling of Carbon Fiber-Reinforced Polymer. Micromachines 2023, 14, 913. https://doi.org/10.3390/mi14050913
Li Y, He G, Liu H, Wang M. Investigation of Heat Accumulation in Femtosecond Laser Drilling of Carbon Fiber-Reinforced Polymer. Micromachines. 2023; 14(5):913. https://doi.org/10.3390/mi14050913
Chicago/Turabian StyleLi, Yaoyao, Guangyu He, Hongliang Liu, and Mingwei Wang. 2023. "Investigation of Heat Accumulation in Femtosecond Laser Drilling of Carbon Fiber-Reinforced Polymer" Micromachines 14, no. 5: 913. https://doi.org/10.3390/mi14050913