


Smart Cup for In-Situ 3D Measurement of Wall-Mounted Debris via 2D Sensing Grid in Production Pipelines

Abstract
:1. Introduction
1.1. Background
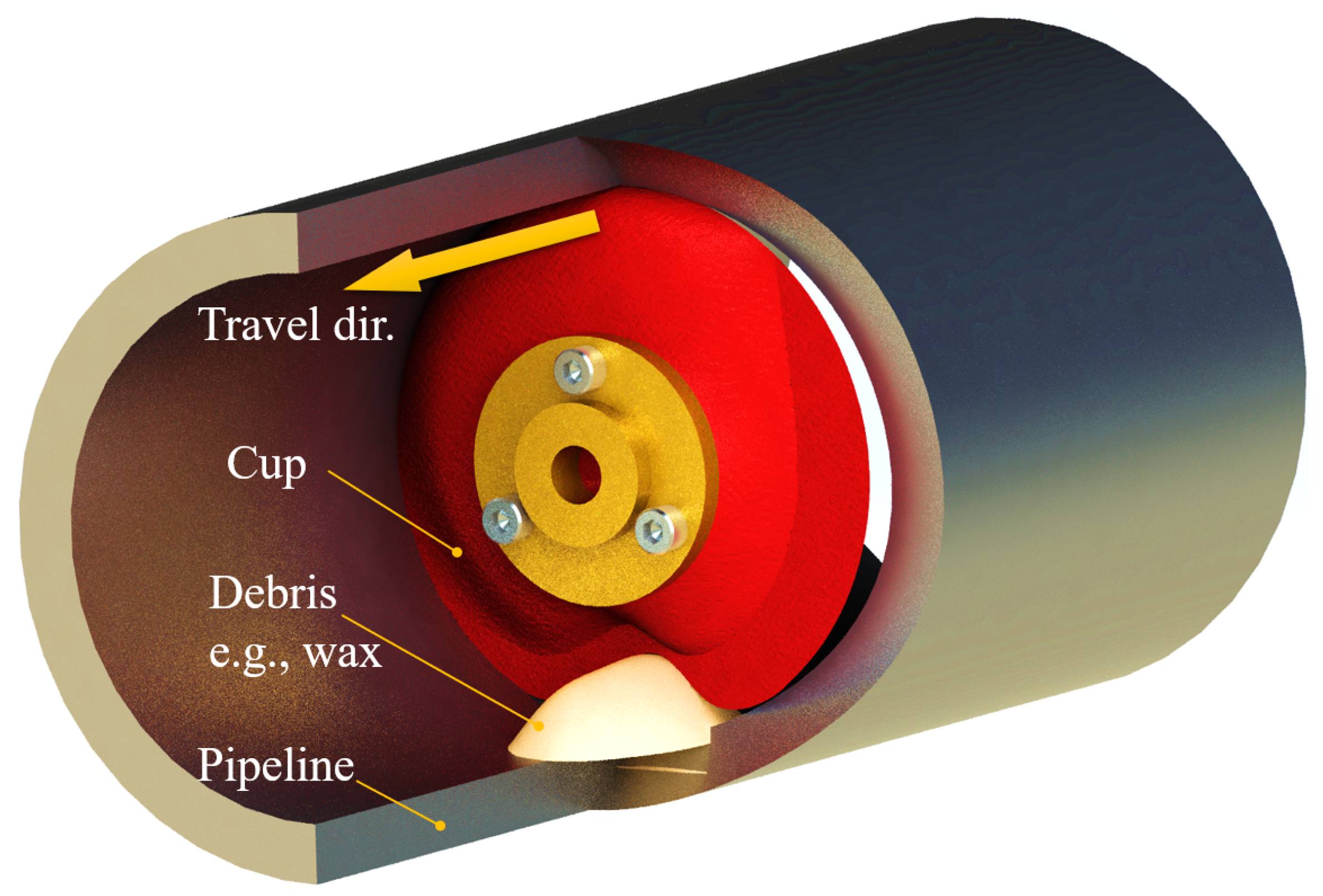
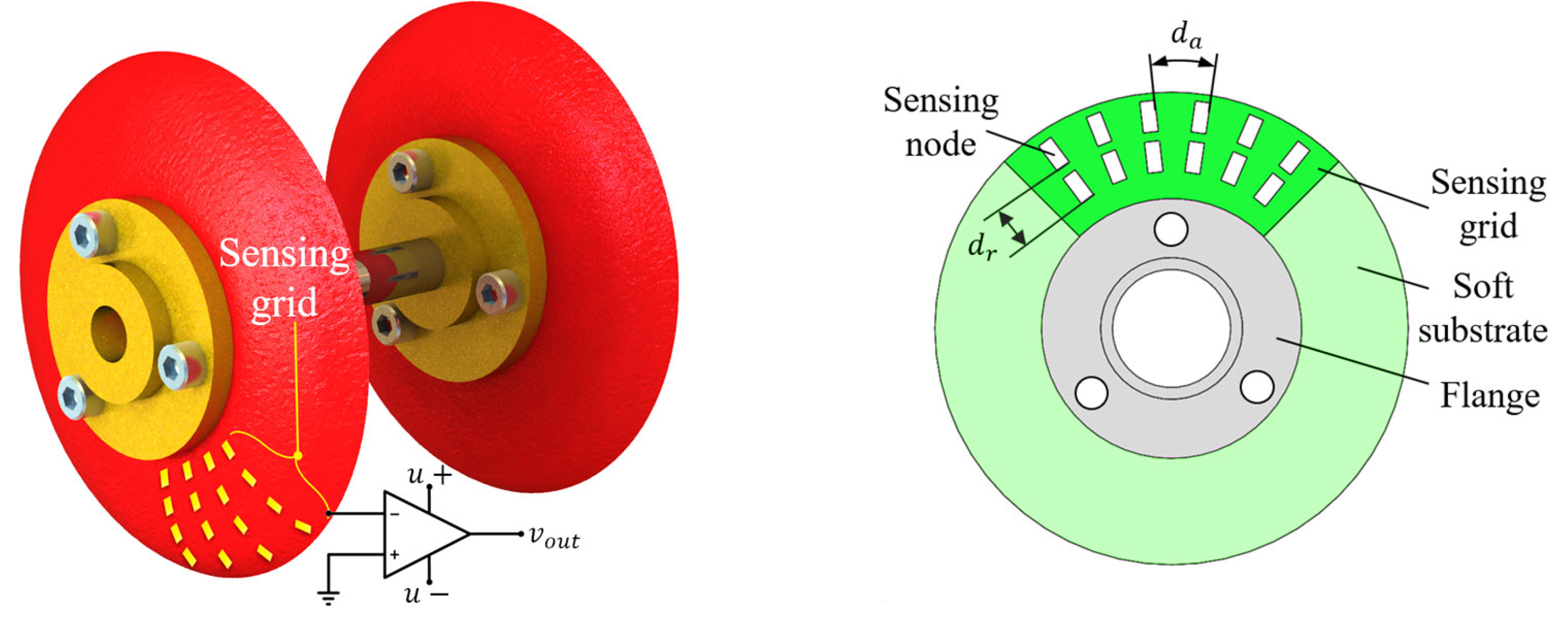
1.2. Proposed Smart Sensing Cup
2. Mathematical Models
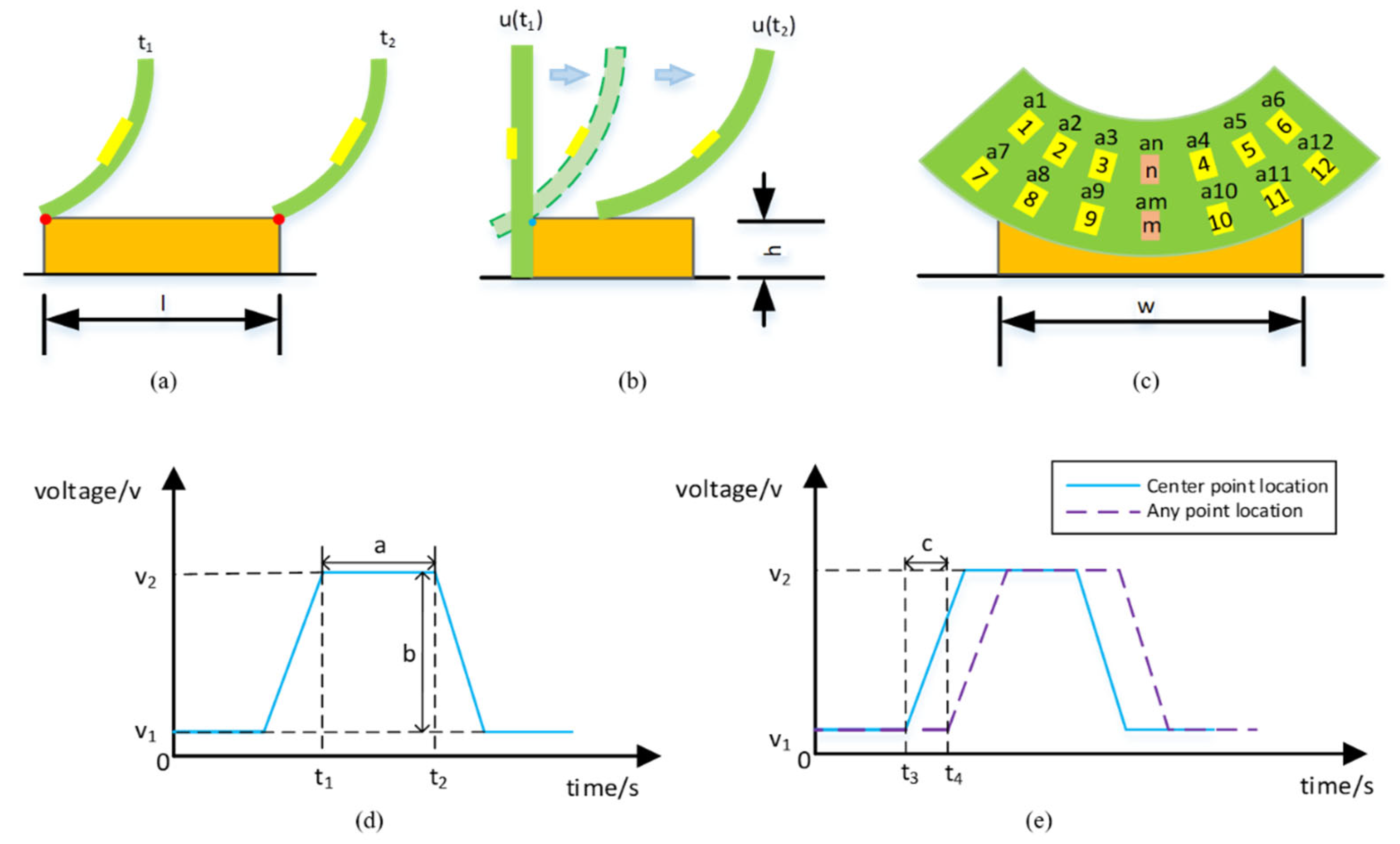
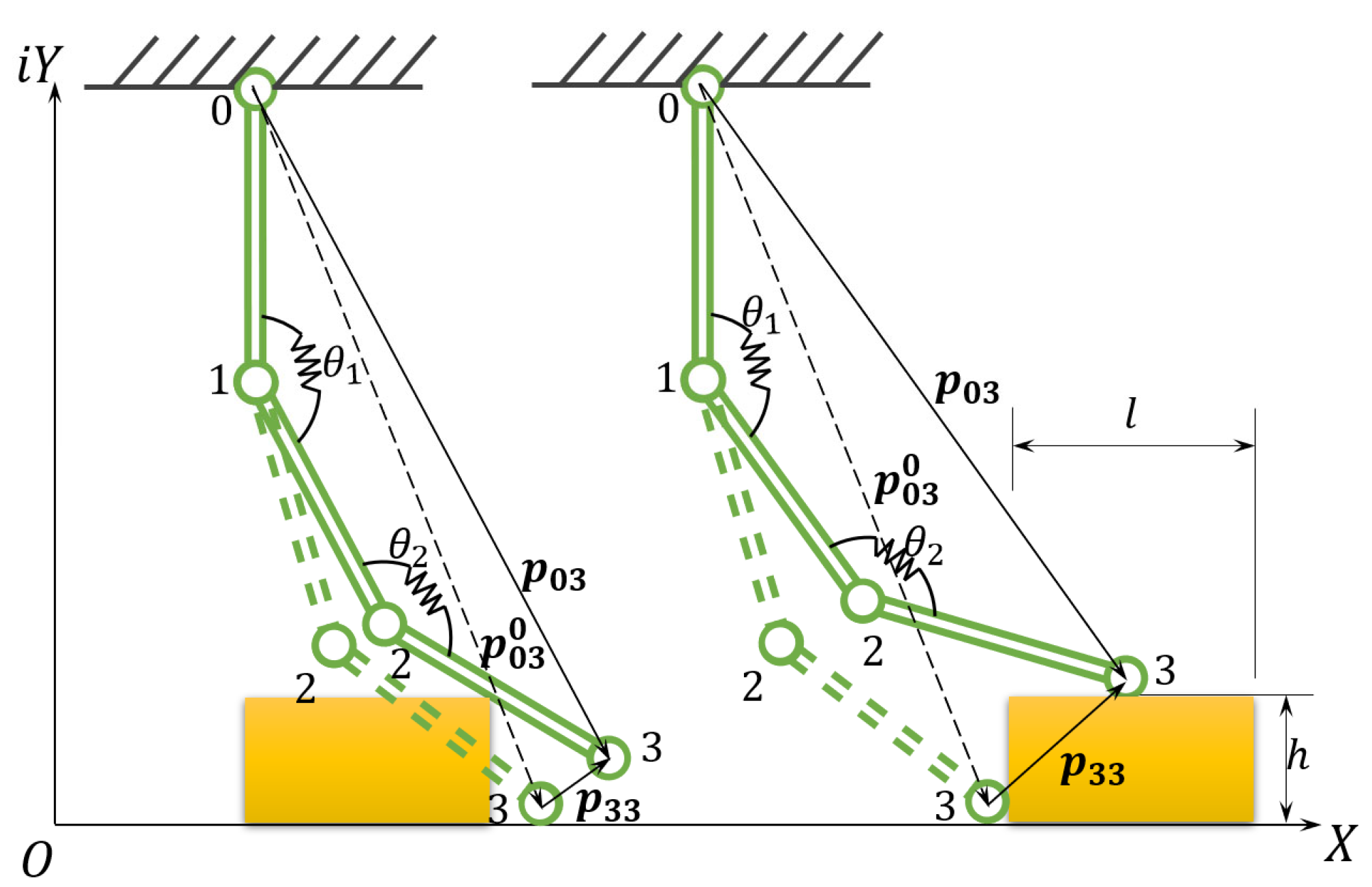
2.1. Debris Crossing Scenario
2.2. Disturbance Vector and Debris Sizing
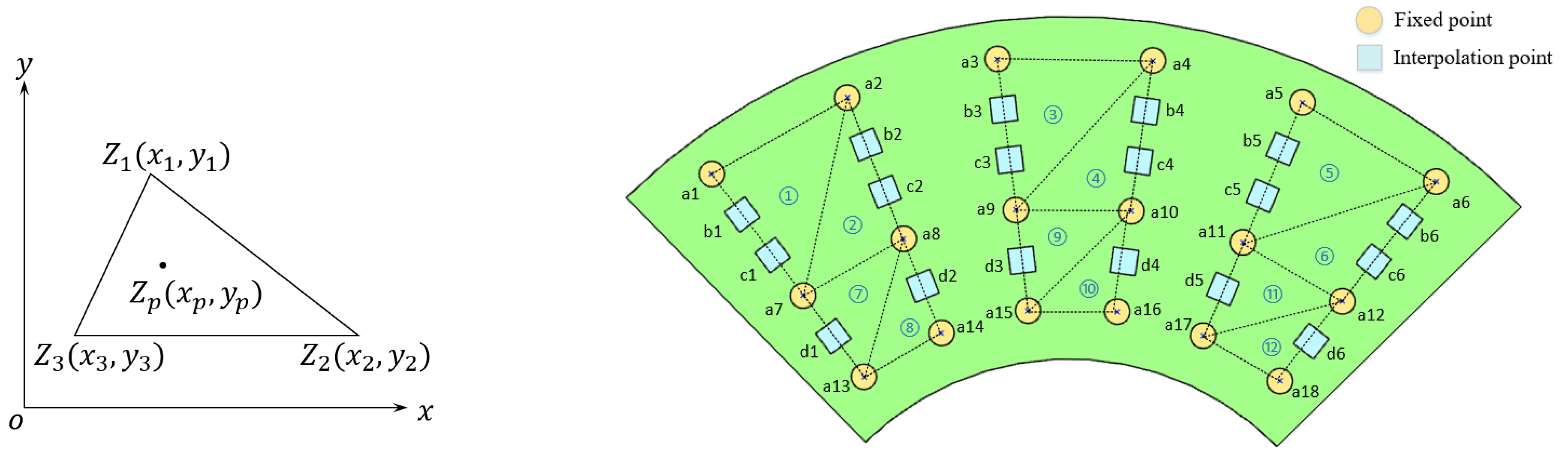
2.3. Sensing Grid Data Interpolation
3. Experimental Design
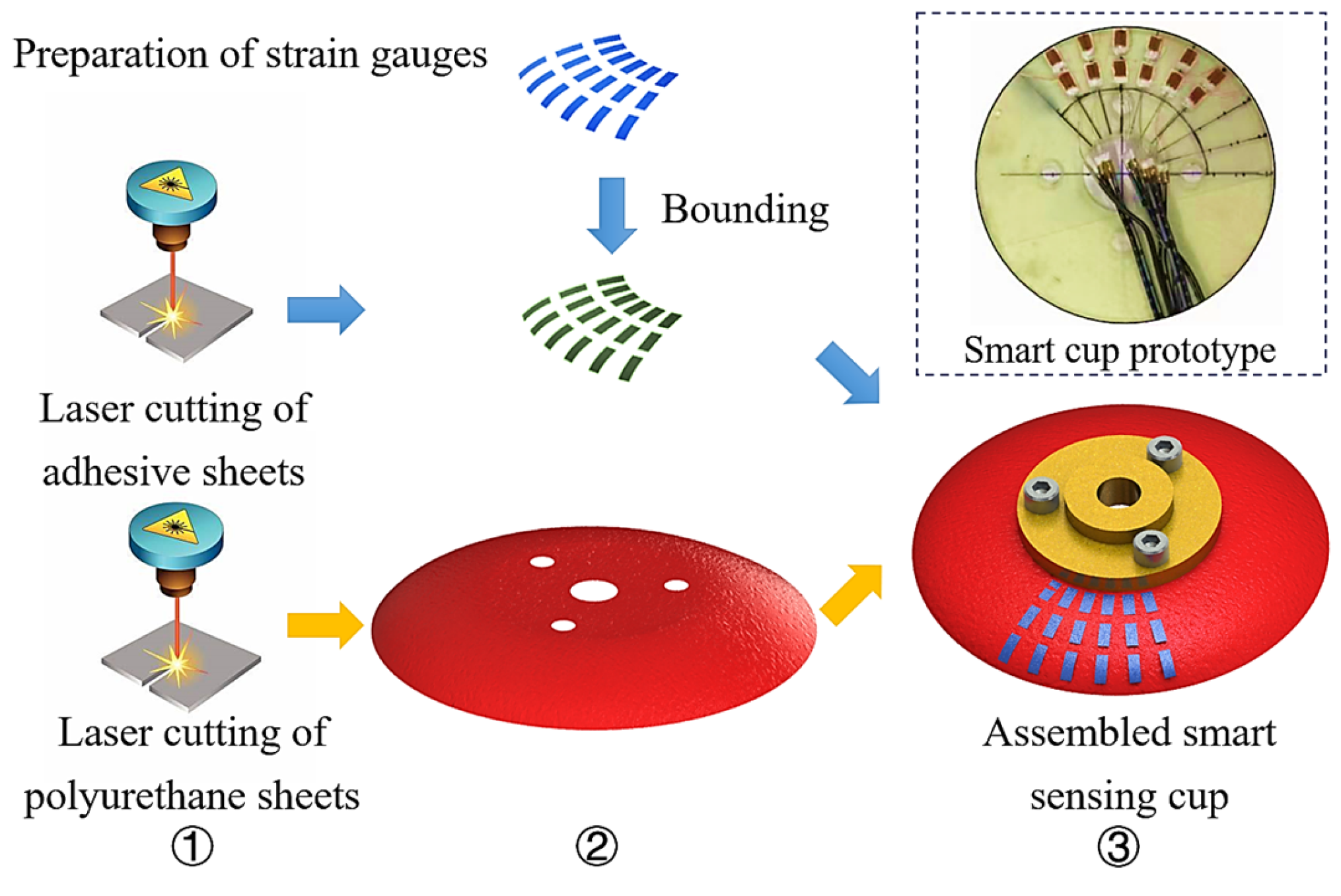
3.1. Smart Cup Prototype Preparation
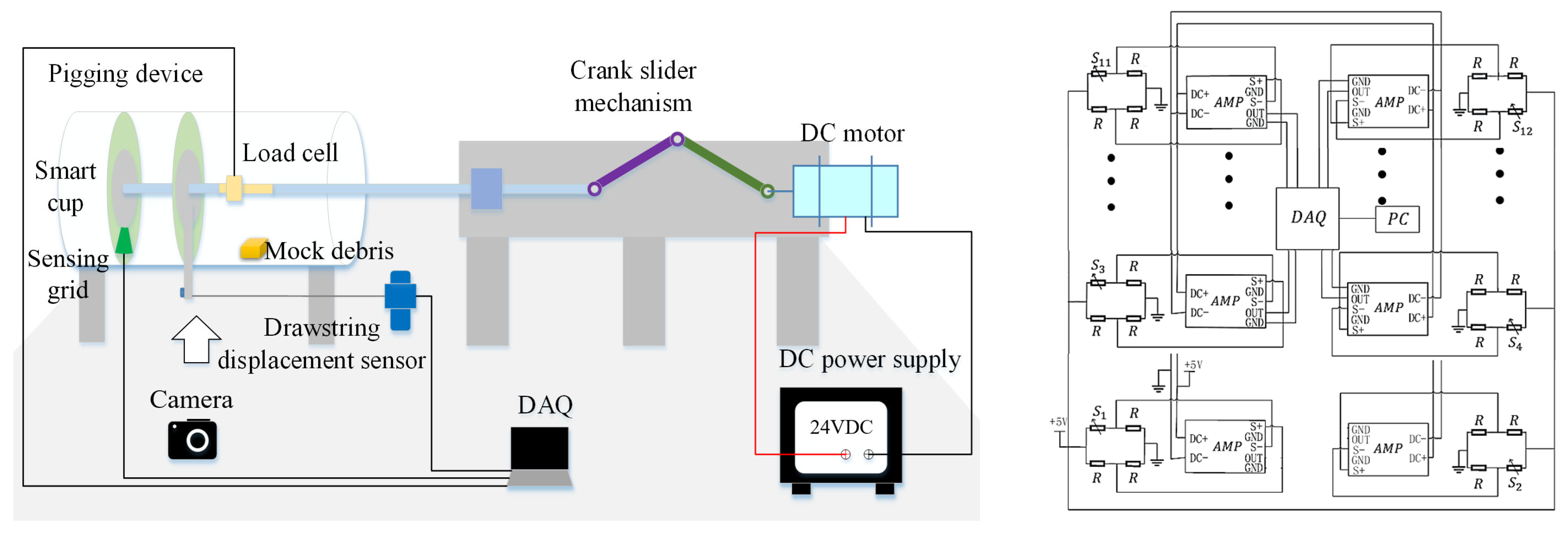
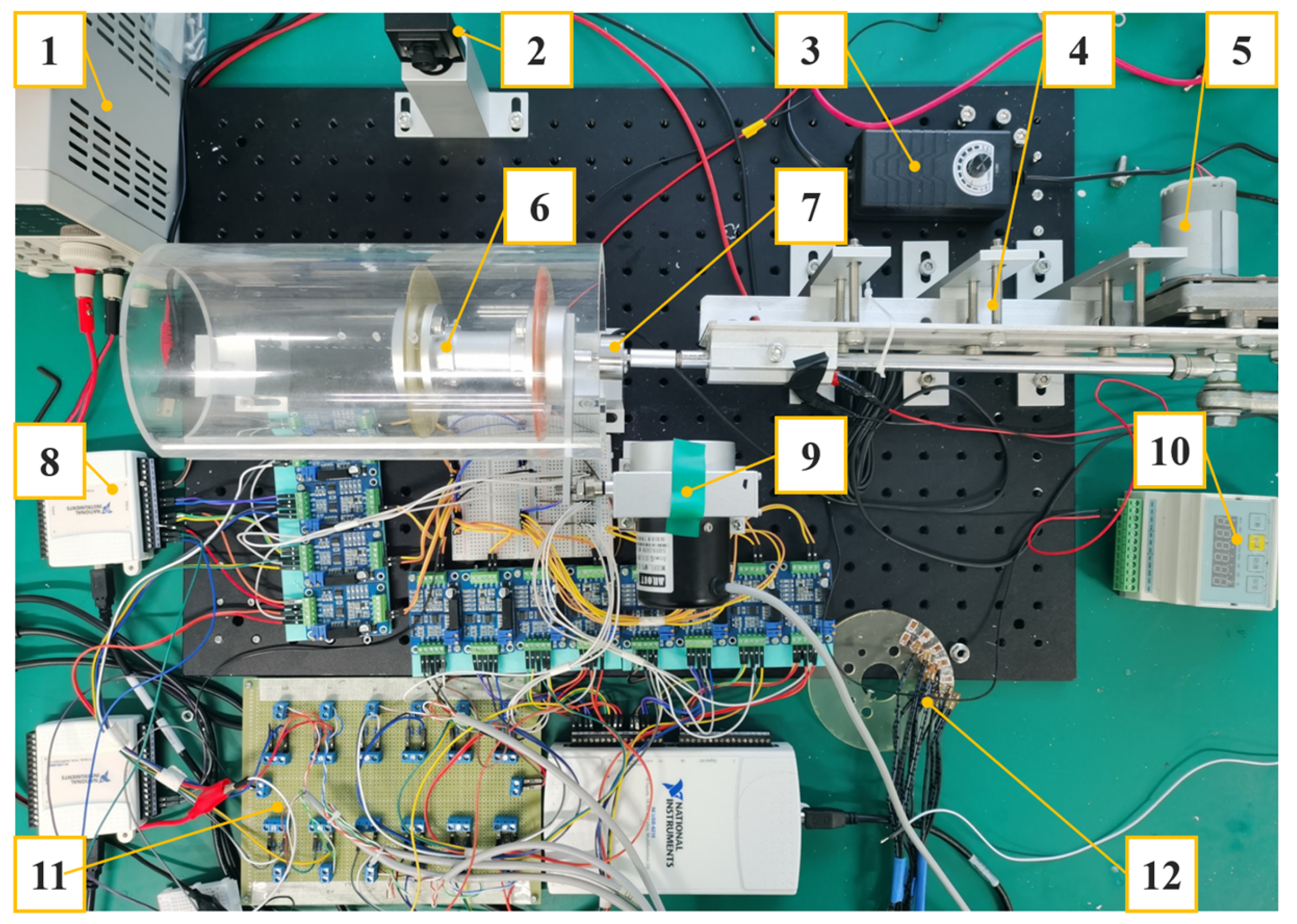
3.2. Testbed Design
4. Results and Discussions
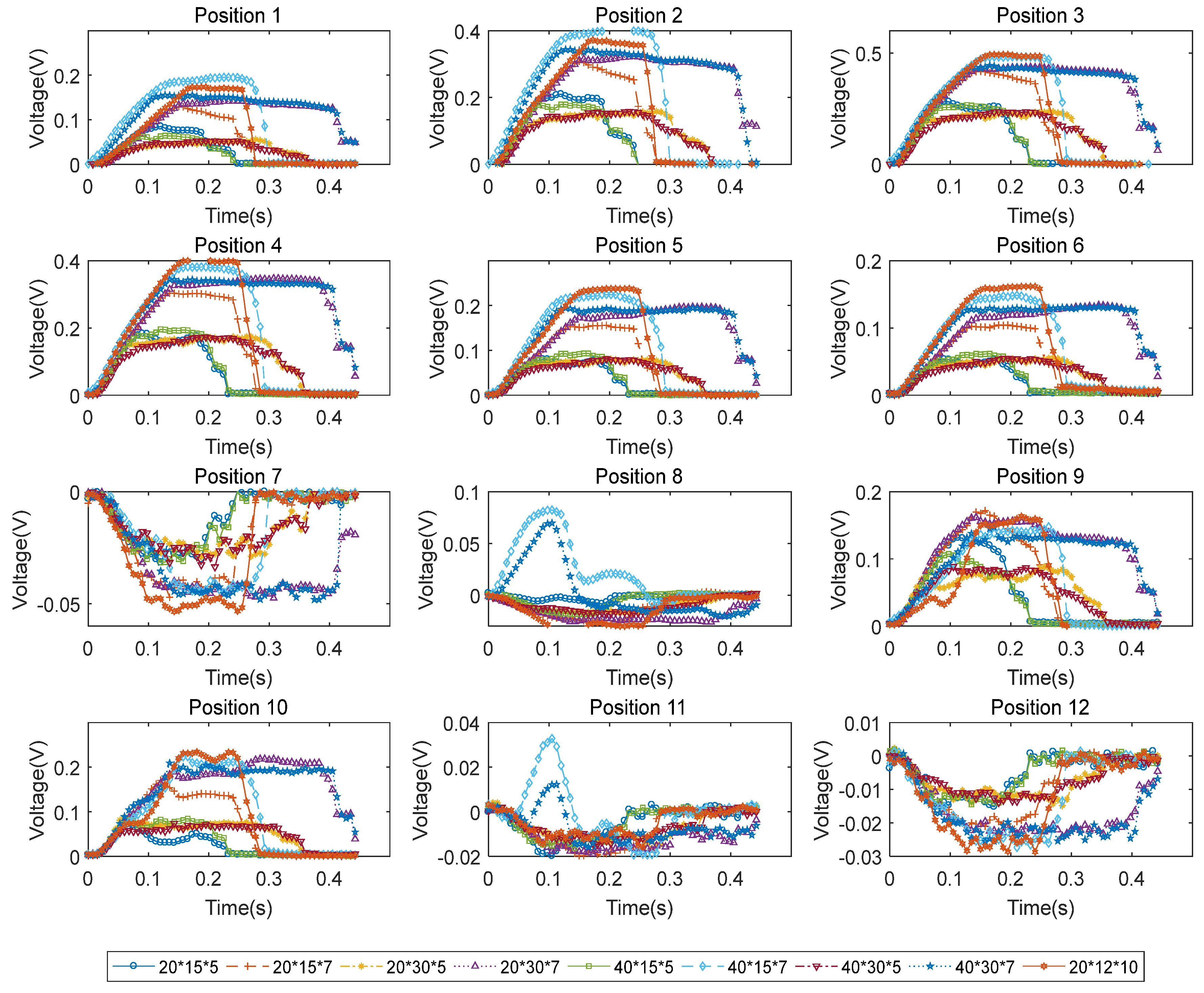
4.1. Prototype Function Validation
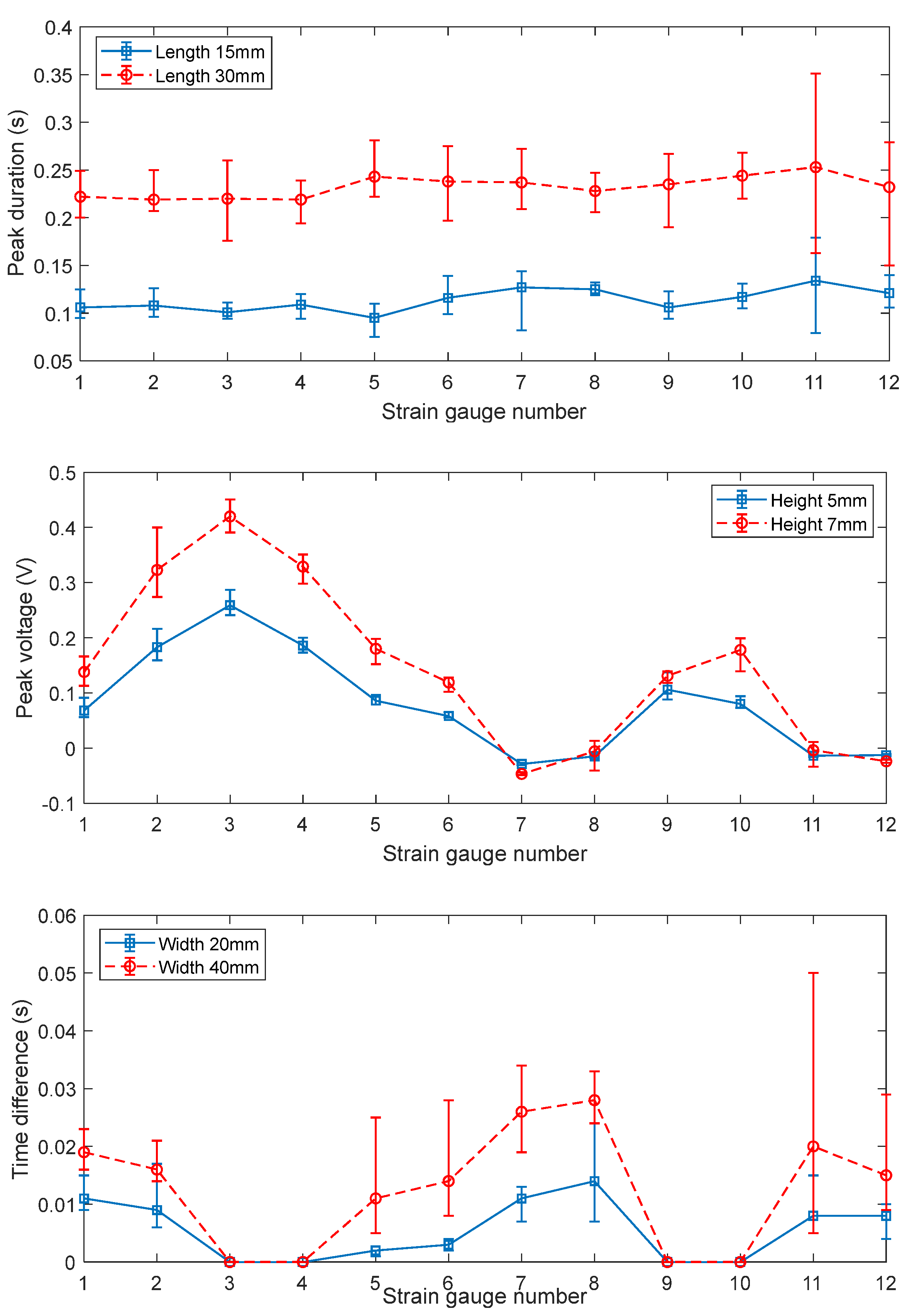
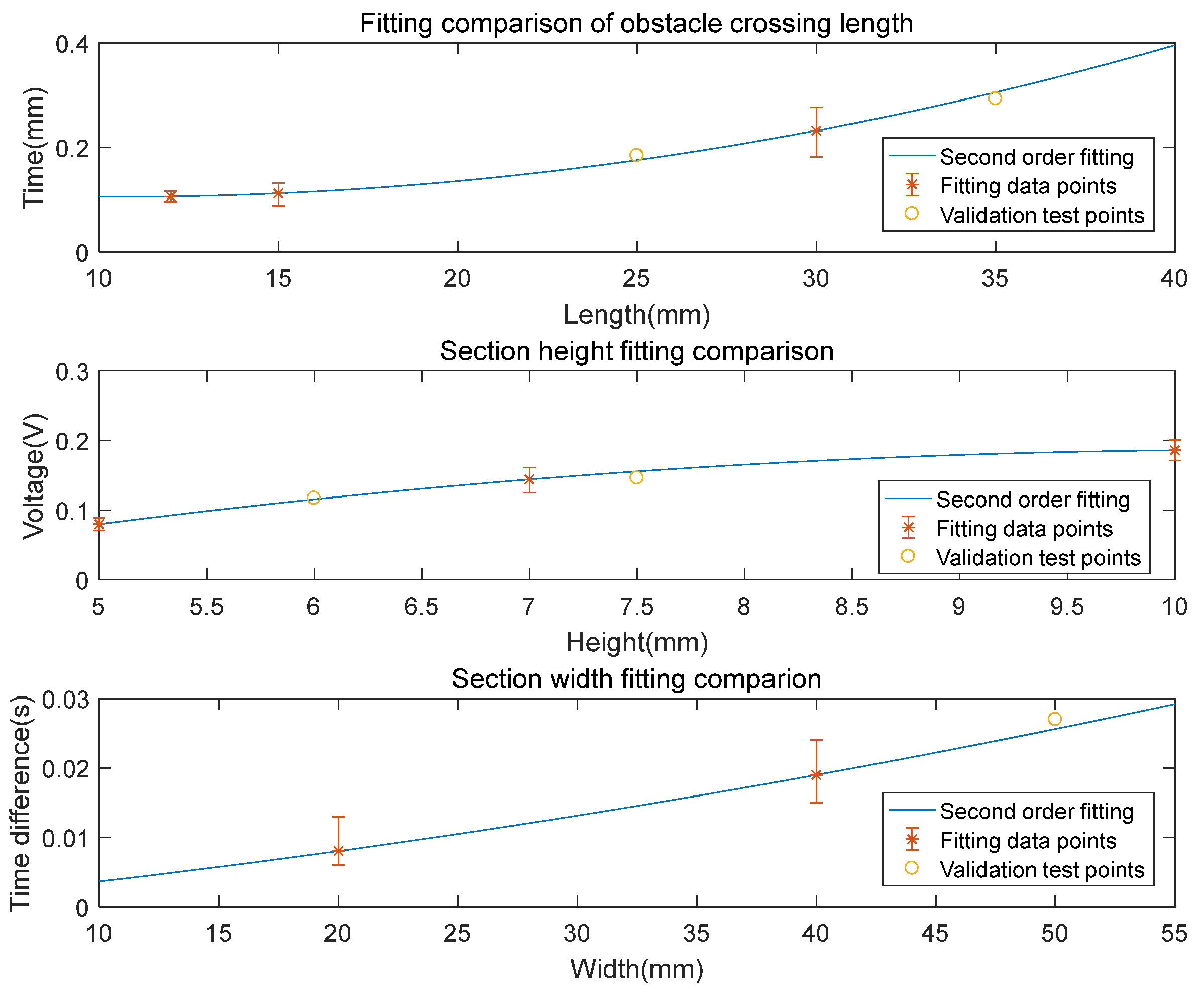
4.2. Features Analysis
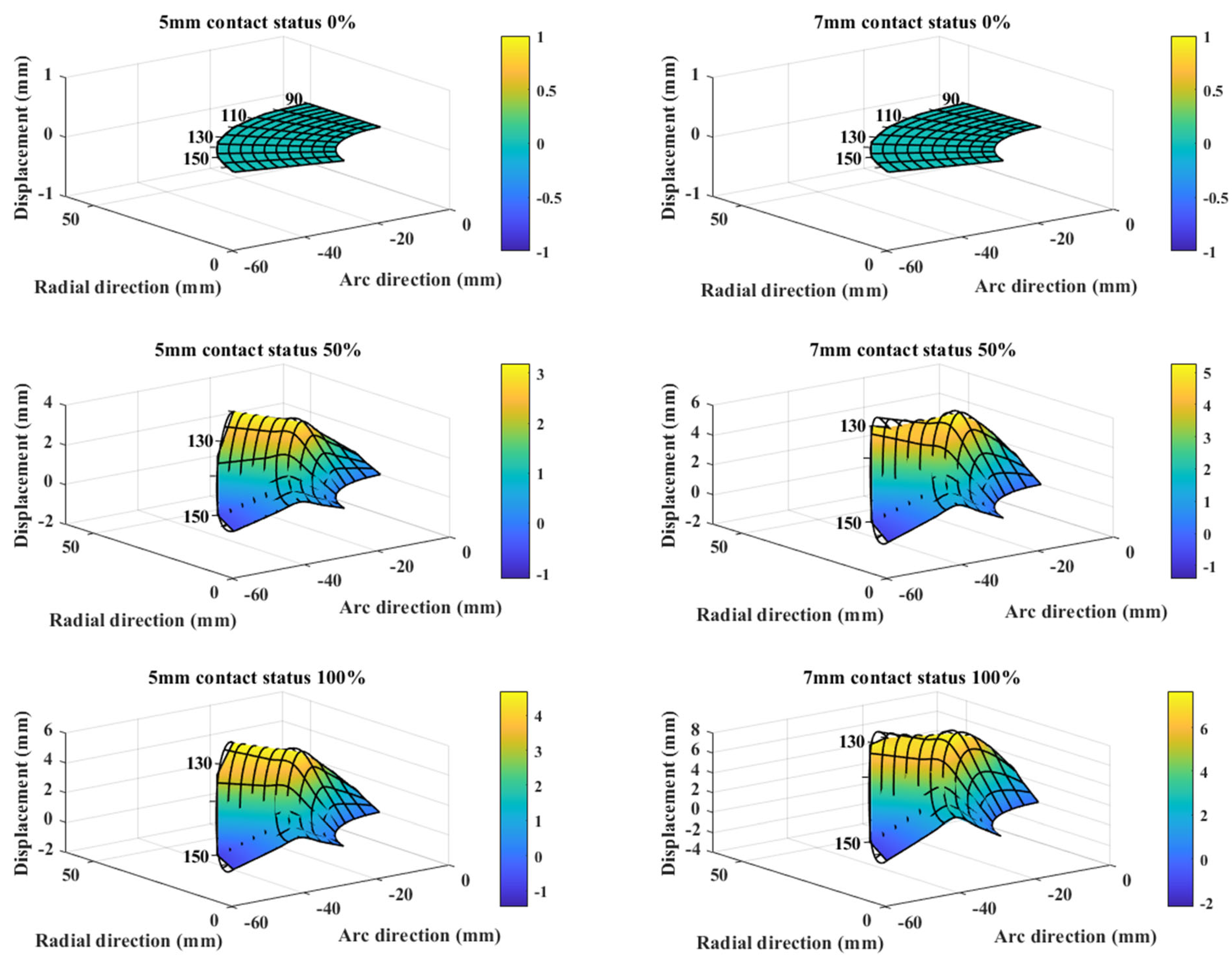
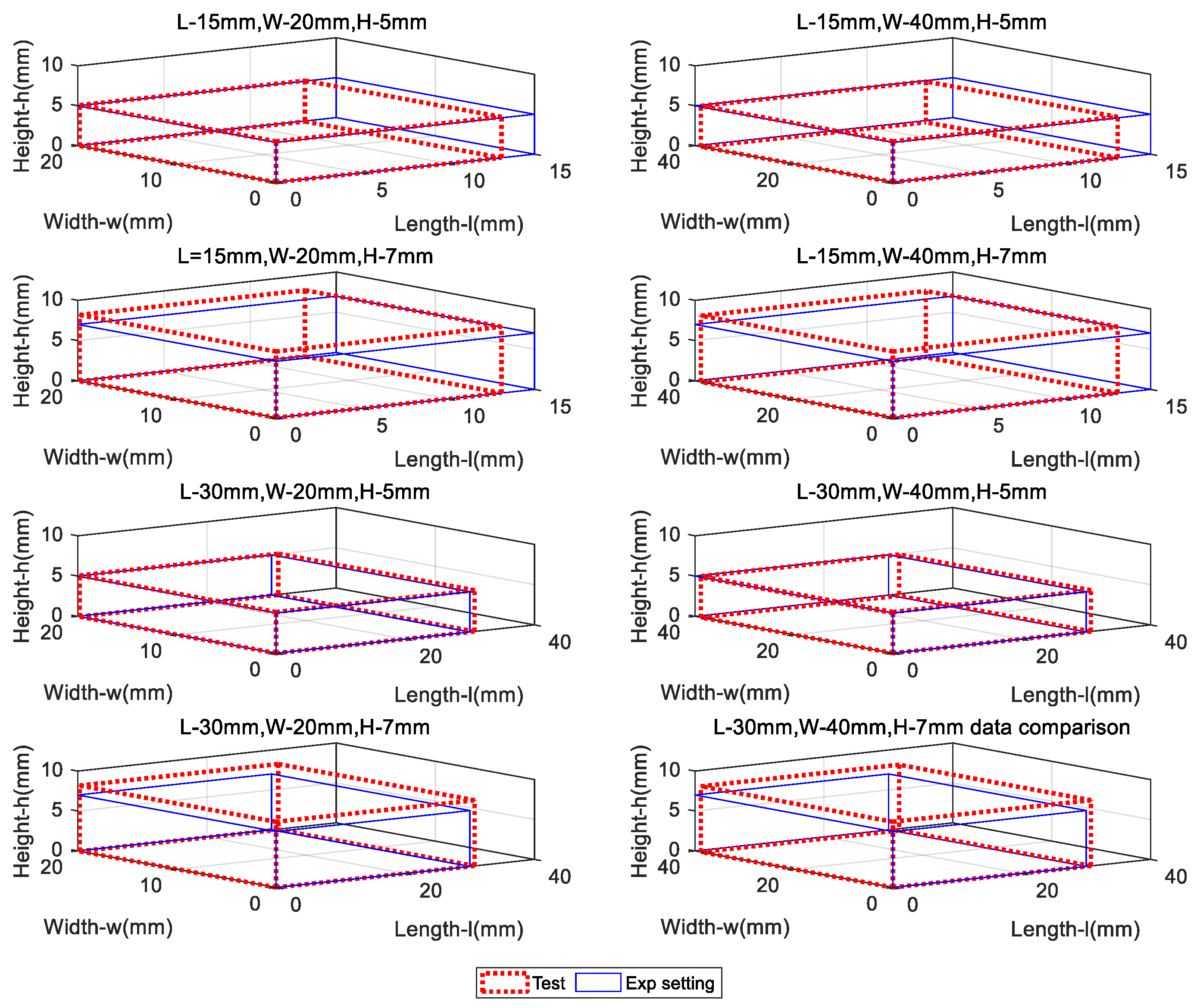
4.3. Debris Shape Visualization
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Chen, X.; Wu, Z.; Chen, W.; Kang, R.; Wang, S.; Sang, H.; Miao, Y. A methodology for overall consequence assessment in oil and gas pipeline industry. Process. Saf. Prog. 2019, 38, e12050. [Google Scholar] [CrossRef]
- Nieckele, A.O.; Braga, A.M.B.; Azevedo, L.F.A. Transient Pig Motion Through Gas and Liquid Pipelines. J. Energy Resour. Technol. 2001, 123, 260–269. [Google Scholar] [CrossRef]
- Sadeghi, M.H.; Chitsaz, S.; Ettefagh, M.M. Effect of PIG’s physical parameters on dynamic behavior of above ground pipeline in pigging operation. Mech. Syst. Signal Process. 2019, 132, 692–720. [Google Scholar] [CrossRef]
- Xie, M.; Tian, Z. A review on pipeline integrity management utilizing in-line inspection data. Eng. Fail. Anal. 2018, 92, 222–239. [Google Scholar] [CrossRef]
- Feng, Q.; Li, R.; Nie, B.; Liu, S.; Zhao, L.; Zhang, H. Literature Review: Theory and Application of In-Line Inspection Technologies for Oil and Gas Pipeline Girth Weld Defection. Sensors 2016, 17, 50. [Google Scholar] [CrossRef]
- Piao, G.; Guo, J.; Hu, T.; Deng, Y.; Leung, H. A novel pulsed eddy current method for high-speed pipeline inline inspection. Sens. Actuators A Phys. 2019, 295, 244–258. [Google Scholar] [CrossRef]
- Tehranchi, M.; Hamidi, S.; Eftekhari, H.; Karbaschi, M.; Ranjbaran, M. The inspection of magnetic flux leakage from metal surface cracks by magneto-optical sensors. Sens. Actuators A Phys. 2011, 172, 365–368. [Google Scholar] [CrossRef]
- Caleyo, F.; Alfonso, L.; Espina-Hernández, J.H.; Hallen, J.M. Criteria for performance assessment and calibration of in-line inspections of oil and gas pipelines. Meas. Sci. Technol. 2007, 18, 1787–1799. [Google Scholar] [CrossRef]
- Ye, C.; Huang, Y.; Udpa, L.; Udpa, S.S. Differential Sensor Measurement with Rotating Current Excitation for Evaluating Multilayer Structures. IEEE Sens. J. 2016, 16, 782–789. [Google Scholar] [CrossRef]
- García-Martín, J.; Gómez-Gil, J.; Vázquez-Sánchez, E. Non-Destructive Techniques Based on Eddy Current Testing. Sensors 2011, 11, 2525–2565. [Google Scholar] [CrossRef] [Green Version]
- Klann, M.; Beuker, T. Pipeline Inspection with the High Resolution EMAT ILI-Tool: Report on Full-Scale Testing and Field Trials. In Proceedings of the 2006 International Pipeline Conference, Calgary, AB, Canada, 25–29 September 2006; pp. 235–241. [Google Scholar] [CrossRef]
- Park, G.S.; Park, S.H. Analysis of the Velocity-Induced Eddy Current in MFL Type NDT. IEEE Trans. Magn. 2004, 40, 663–666. [Google Scholar] [CrossRef]
- Shi, Y.; Zhang, C.; Li, R.; Cai, M.; Jia, G. Theory and Application of Magnetic Flux Leakage Pipeline Detection. Sensors 2015, 15, 31036–31055. [Google Scholar] [CrossRef] [Green Version]
- Zang, Y.; Zhang, F.; Di, C.-A.; Zhu, D. Advances of flexible pressure sensors toward artificial intelligence and health care applications. Mater. Horiz. 2015, 2, 140–156. [Google Scholar] [CrossRef]
- Lee, B.-Y.; Kim, J.; Kim, H.; Kim, C.; Lee, S.-D. Low-cost flexible pressure sensor based on dielectric elastomer film with micro-pores. Sens. Actuators A Phys. 2016, 240, 103–109. [Google Scholar] [CrossRef]
- Yang, X.; Wang, Y.; Sun, H.; Qing, X. A flexible ionic liquid-polyurethane sponge capacitive pressure sensor. Sens. Actuators A Phys. 2019, 285, 67–72. [Google Scholar] [CrossRef]
- Chen, M.; Hu, X.; Li, K.; Sun, J.; Liu, Z.; An, B.; Zhou, X.; Liu, Z. Self-assembly of dendritic-lamellar MXene/Carbon nanotube conductive films for wearable tactile sensors and artificial skin. Carbon 2020, 164, 111–120. [Google Scholar] [CrossRef]
- Wu, S.; Peng, S.; Yu, Y.; Wang, C. Strategies for Designing Stretchable Strain Sensors and Conductors. Adv. Mater. Technol. 2020, 5, 1900908. [Google Scholar] [CrossRef]
- Xu, K.; Lu, Y.; Takei, K. Multifunctional Skin-Inspired Flexible Sensor Systems for Wearable Electronics. Adv. Mater. Technol. 2019, 4, 1800628. [Google Scholar] [CrossRef] [Green Version]
- Williamson, T.D. Deformation (DEF). Available online: https://www.tdwilliamson.com/solutions/pipeline-integrity/in-line-lnspection/def (accessed on 17 February 2023).















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Features Definitions | Formula |
|---|---|
| Debris cross section length -signal peak duration | |
| Debris cross section height -signal maximum magnitude | |
| Debris cross section width -differences of the signal initiation time |
| Block No. | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
|---|---|---|---|---|---|---|---|---|---|
| Width | 20 | 20 | 20 | 20 | 40 | 40 | 40 | 40 | 20 |
| Length | 15 | 15 | 30 | 30 | 15 | 15 | 30 | 30 | 12 |
| Height | 5 | 7 | 5 | 7 | 5 | 7 | 5 | 7 | 10 |
| Parameter Name | Value | Unit |
|---|---|---|
| Substrate diameter | 96 | mm |
| Substrate thickness | 2 | mm |
| Substrate material | Polyurethane | - |
| Displacement range | 30–150 | mm |
| Number of amplifiers | 12 | - |
| Sensor node count | 12 | - |
| Amplification factor | 80 | - |
| Feature Designations | |||
|---|---|---|---|
| Debris length | 0.142 | ||
| Debris width | 0.206 | ||
| Debris height | 0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tian, H.; Wang, S.; Fu, M.; Ning, D.; Gong, Y. Smart Cup for In-Situ 3D Measurement of Wall-Mounted Debris via 2D Sensing Grid in Production Pipelines. Micromachines 2023, 14, 489. https://doi.org/10.3390/mi14020489
Tian H, Wang S, Fu M, Ning D, Gong Y. Smart Cup for In-Situ 3D Measurement of Wall-Mounted Debris via 2D Sensing Grid in Production Pipelines. Micromachines. 2023; 14(2):489. https://doi.org/10.3390/mi14020489
Chicago/Turabian StyleTian, Hao, Sunyi Wang, Minglei Fu, Dayong Ning, and Yongjun Gong. 2023. "Smart Cup for In-Situ 3D Measurement of Wall-Mounted Debris via 2D Sensing Grid in Production Pipelines" Micromachines 14, no. 2: 489. https://doi.org/10.3390/mi14020489