
High-Frequency Rheological and Piezo-Voltage Waveform Characterization of Inkjet-Printed Polymer-Based Dopant-Source Inks
 , ,
, ,
Abstract
:1. Introduction
- How do inks behave under mechanical stress?
- What are their responses to extended exposure to stress/increasing stress?
- How do these characteristics respond to changing temperature?
- What impact does aging have on the rheological properties?
- How much do they digress from the established laws of polymers?
2. Viscoelastic Properties and Printing Behaviour
3. Experimentation—Methods and Materials
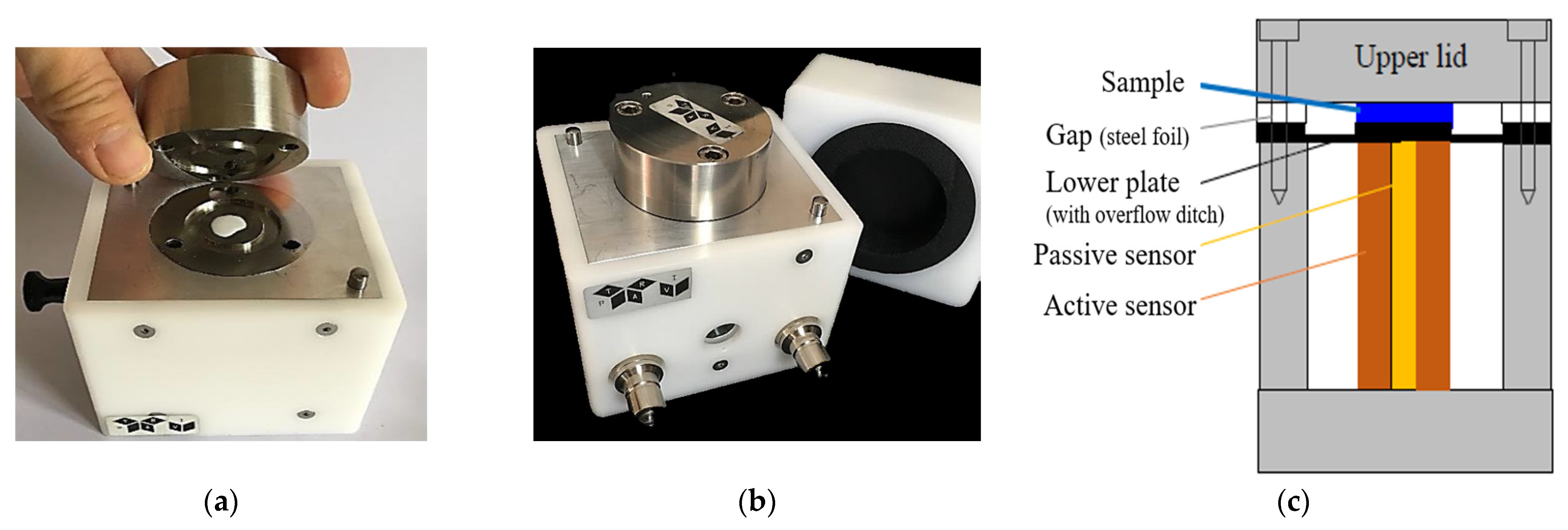
3.1. Rheological Analysis
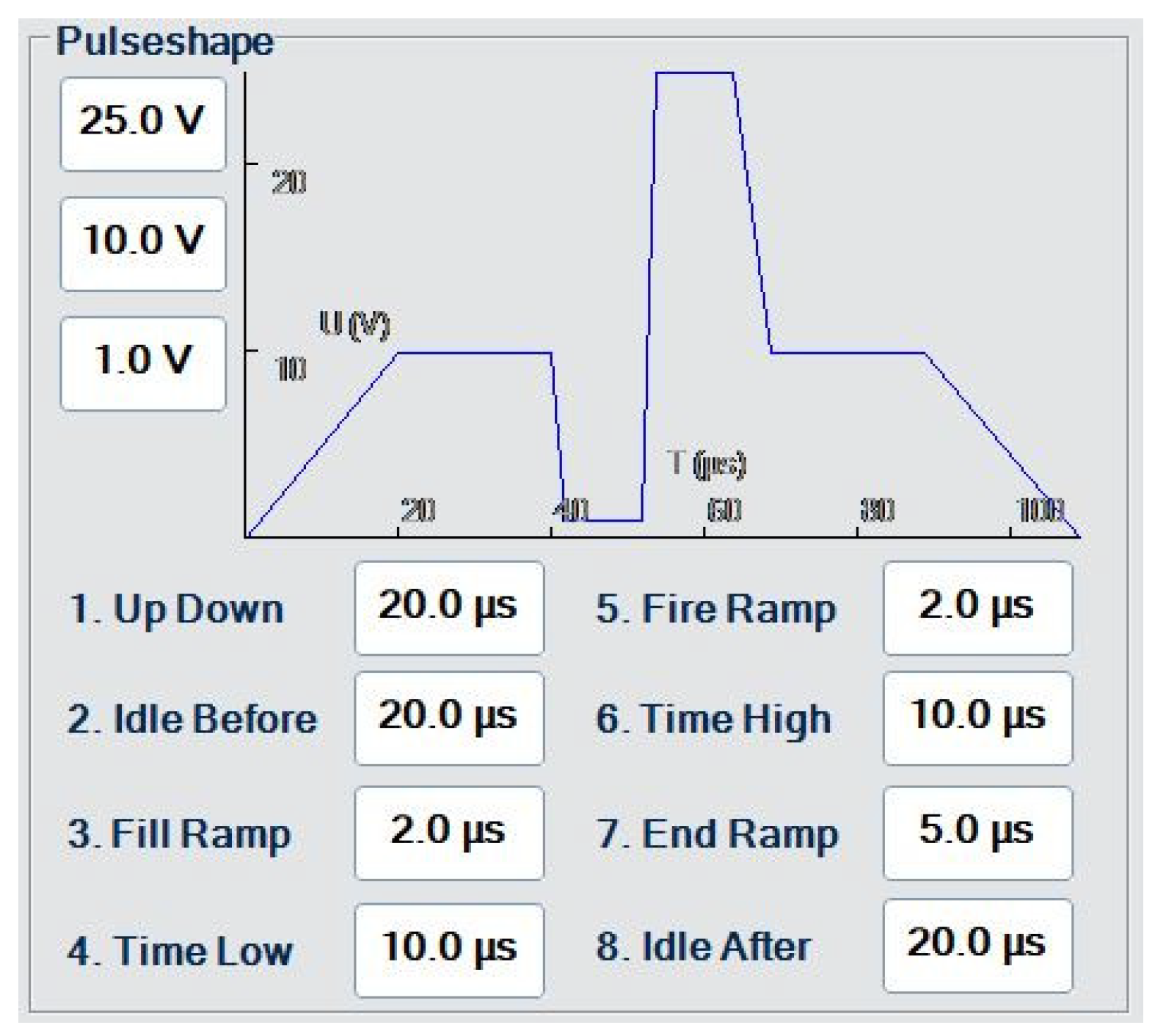
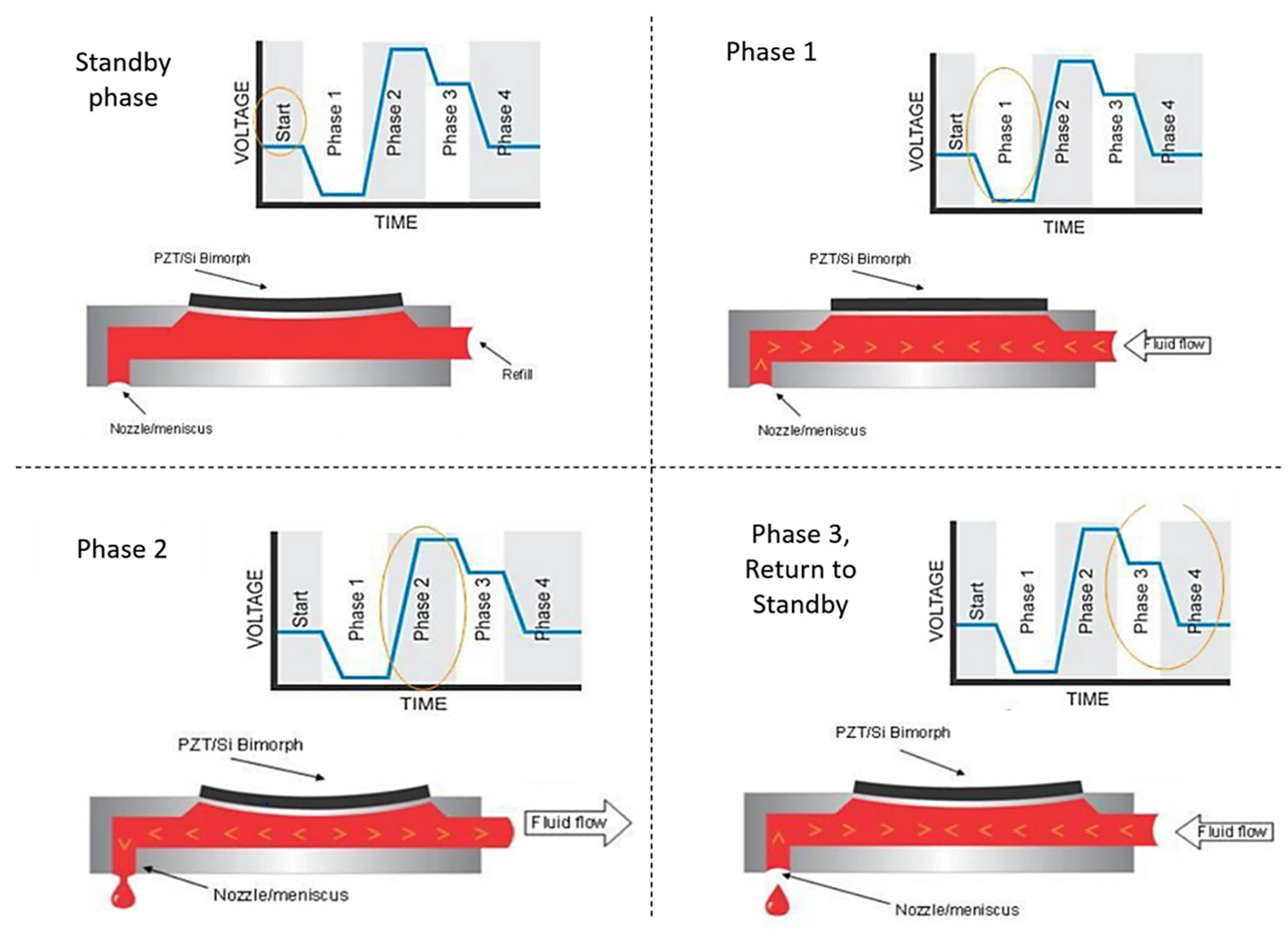
3.2. Waveform Simulation
4. Results and Discussion
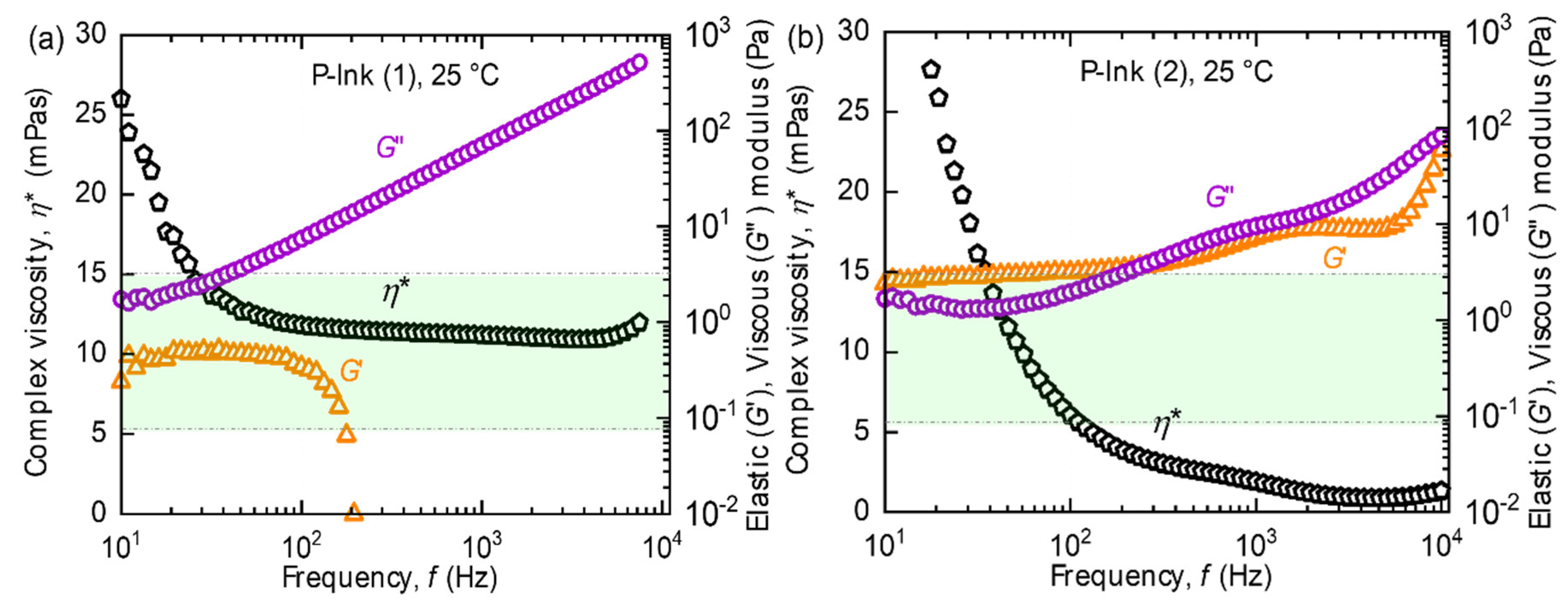
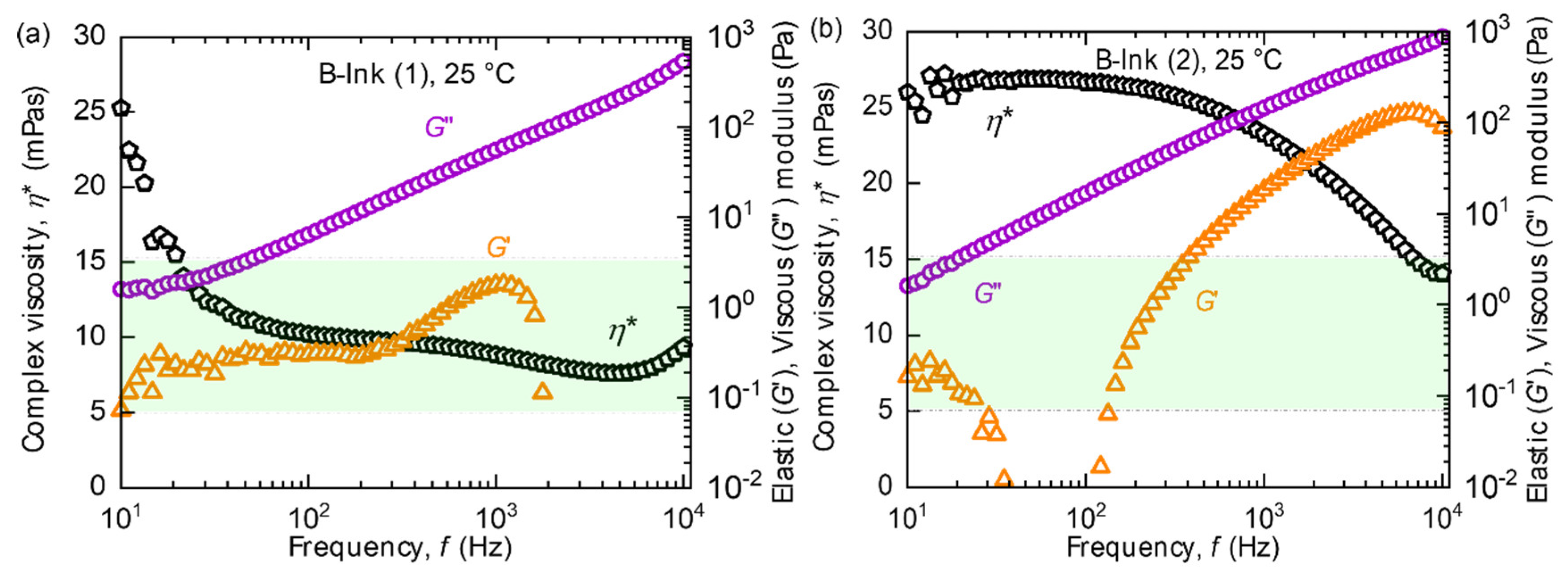
4.1. Rheometry
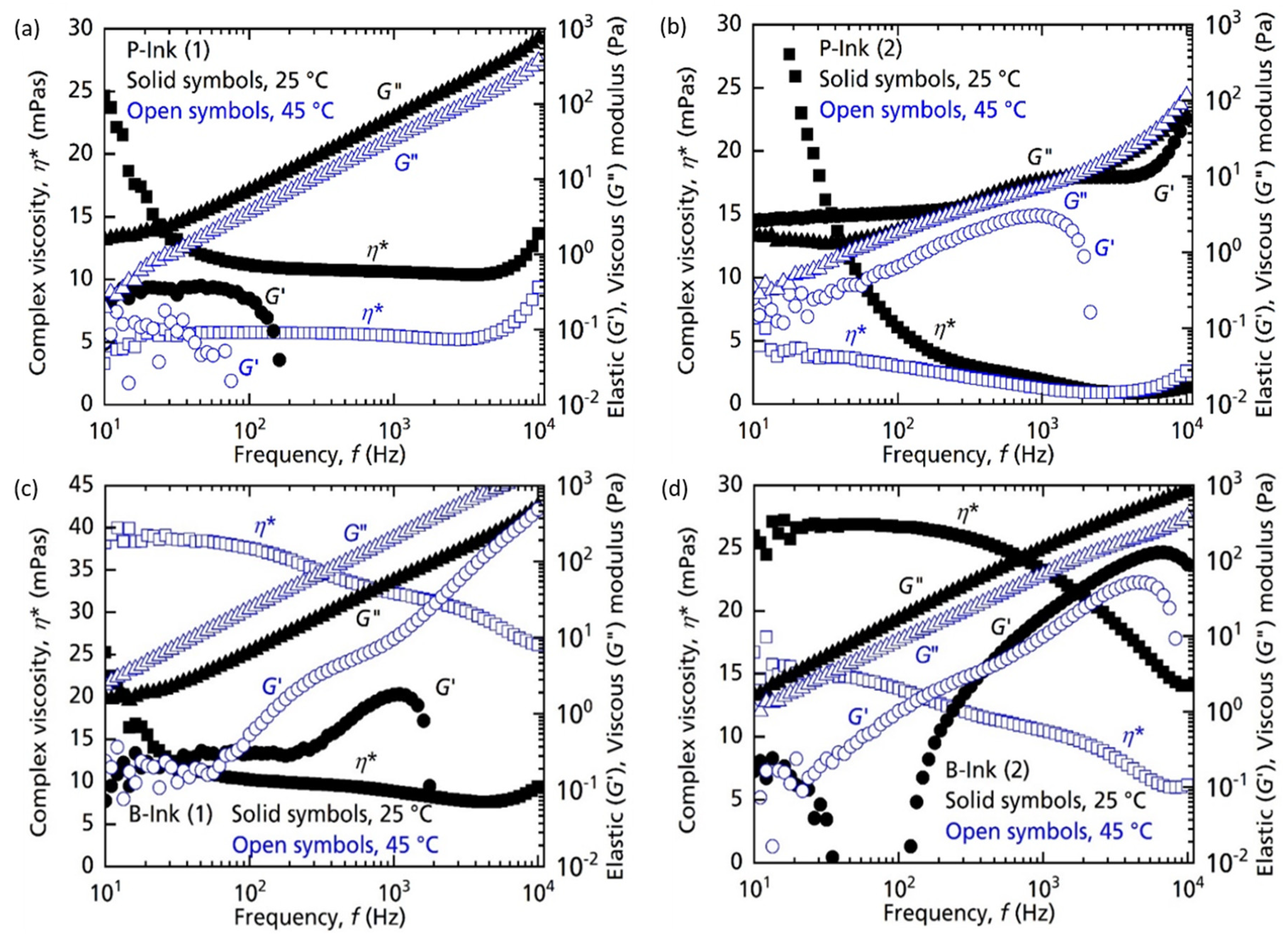
4.1.1. Analysis with Respect to Frequency Sweep
4.1.2. Analysis with Respect to Temperature
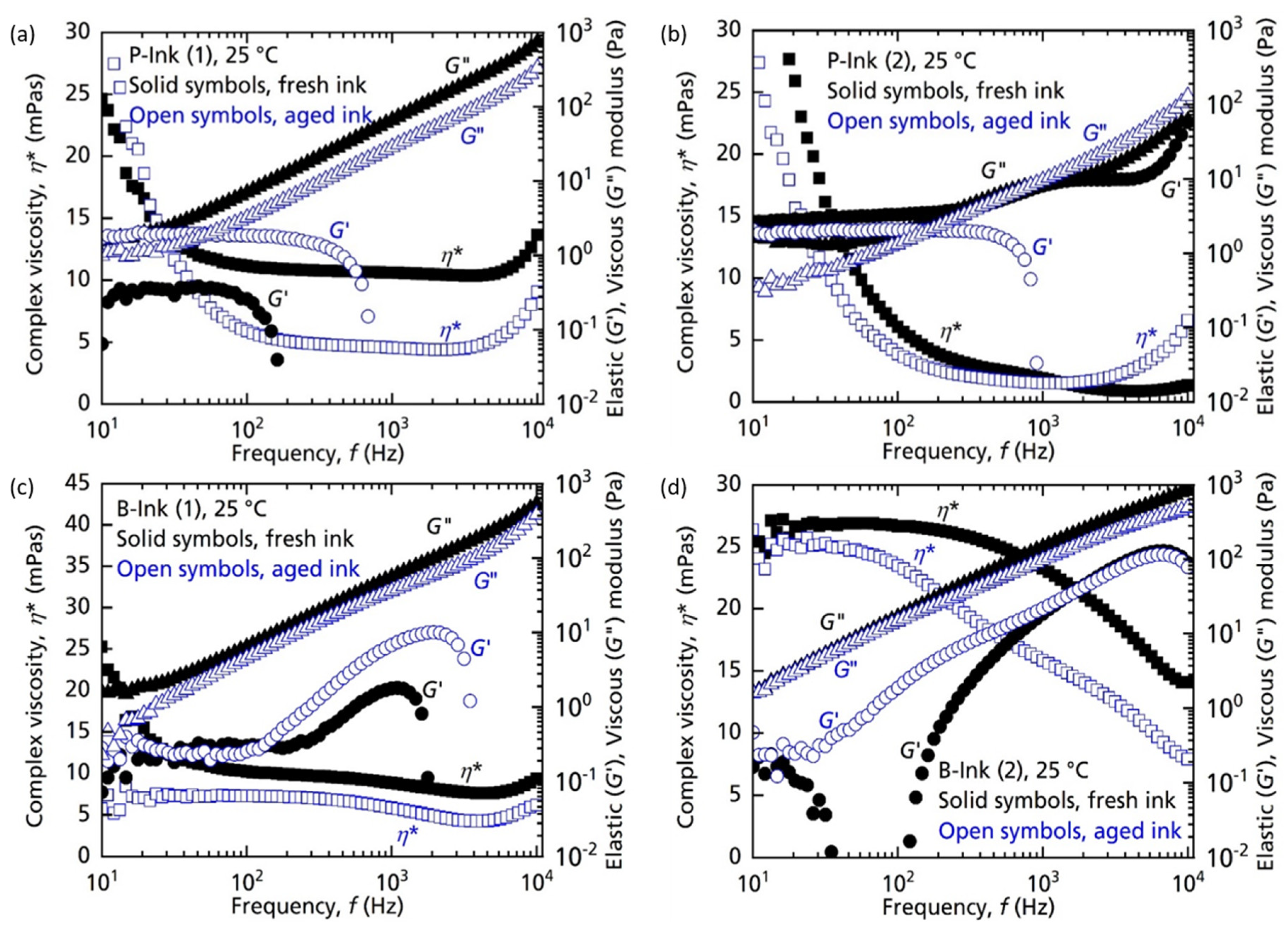
4.1.3. Analysis with Respect to Aging
4.2. Inkjet Printing
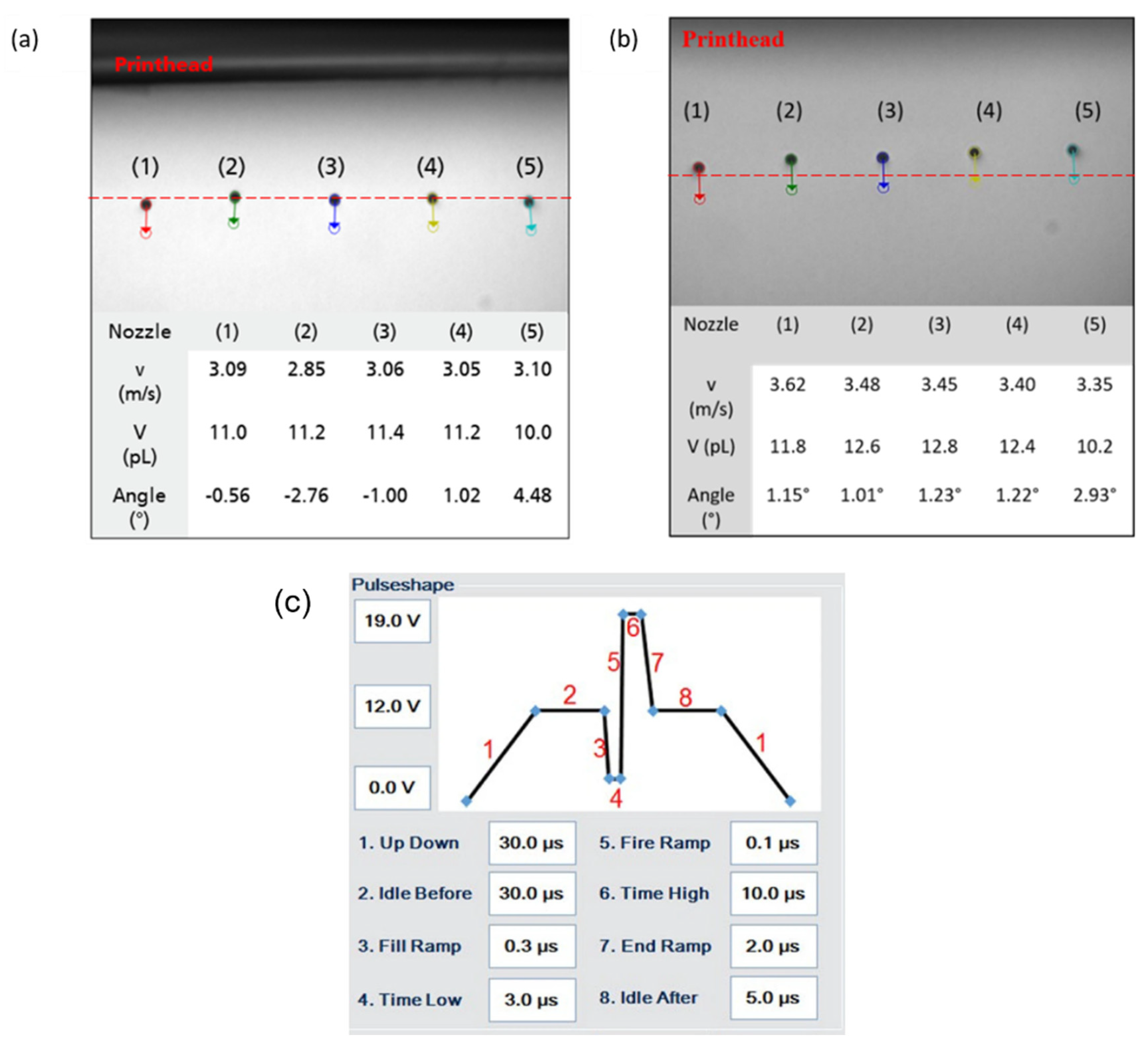
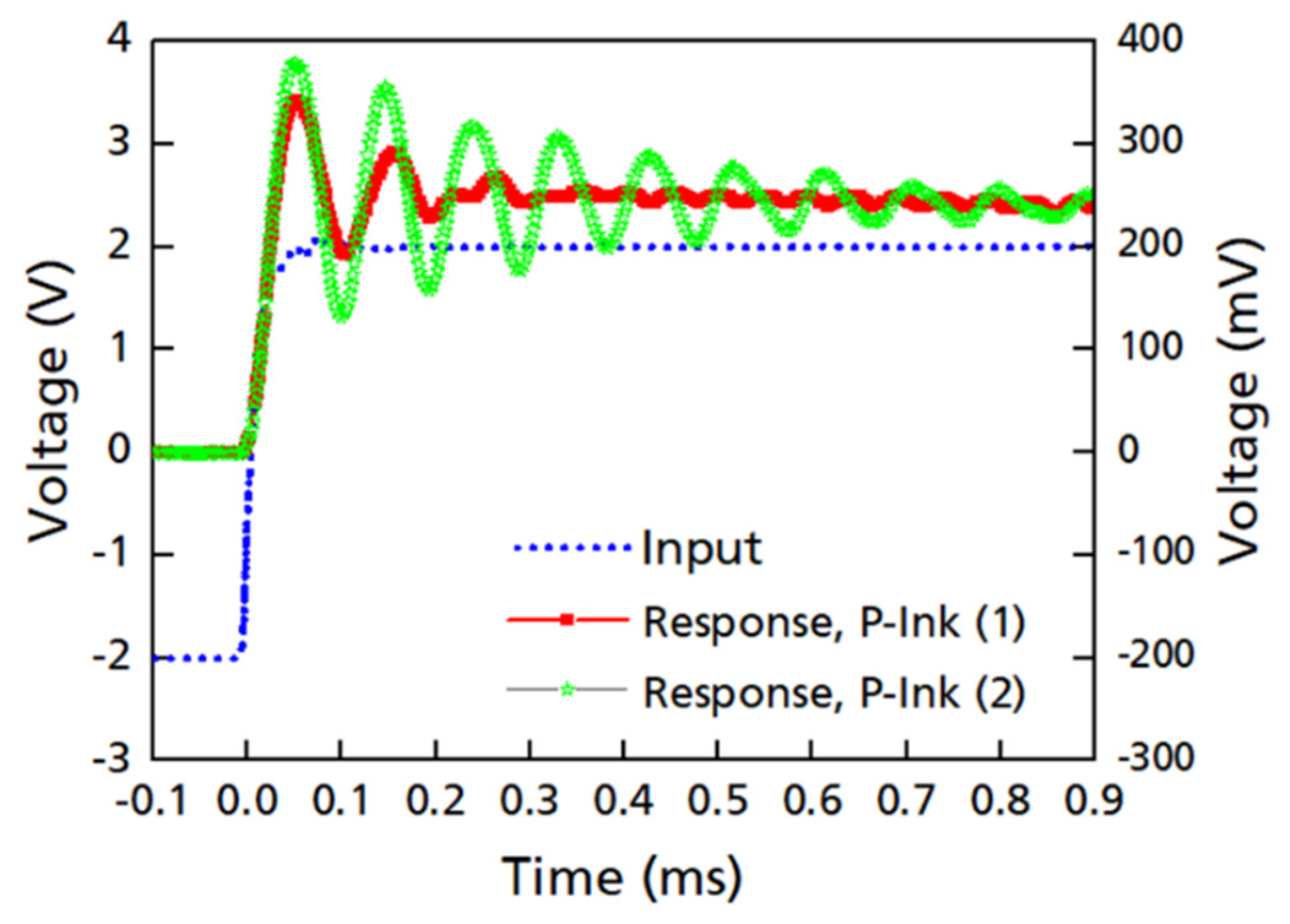
4.2.1. Waveform Simulation
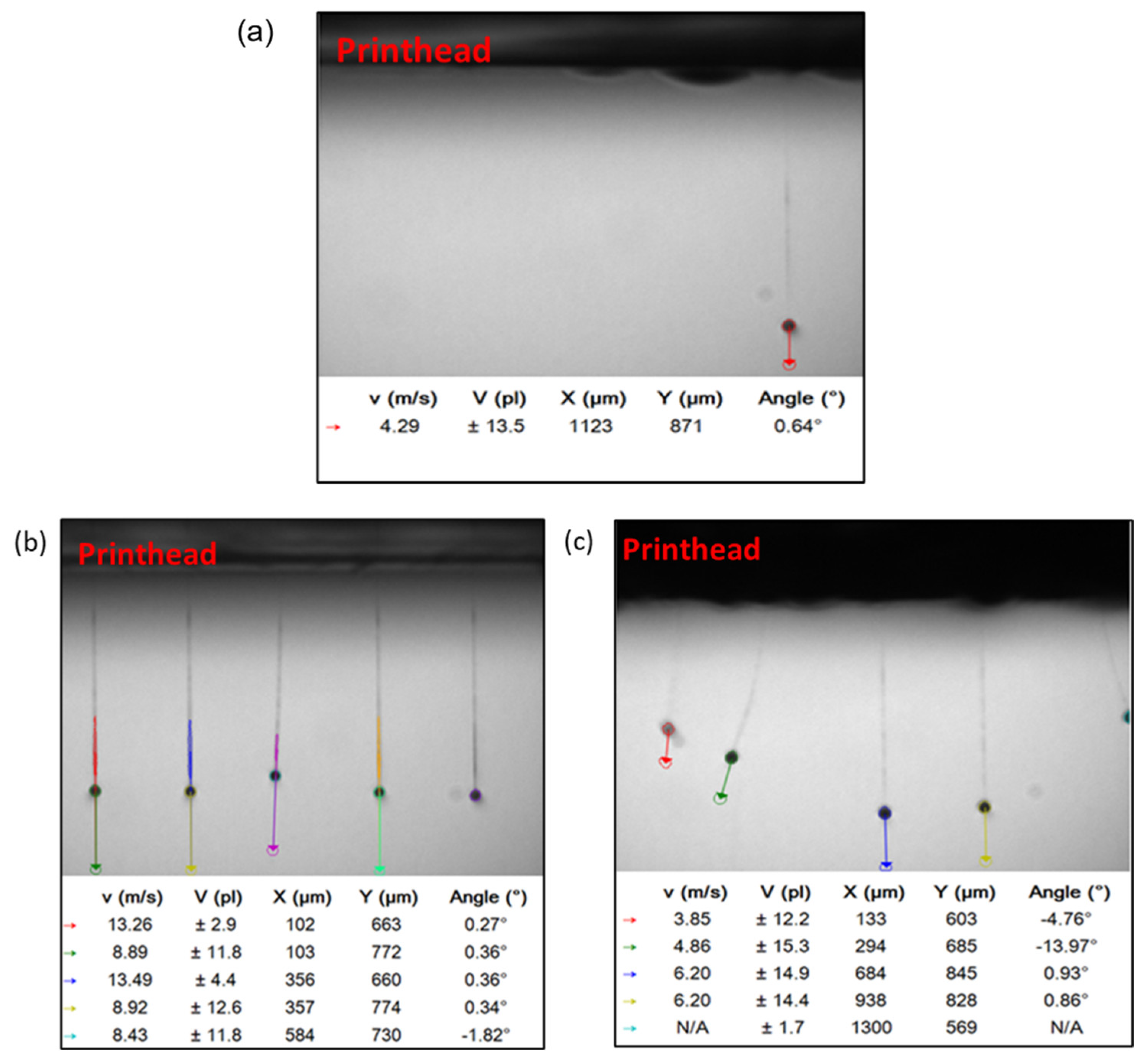
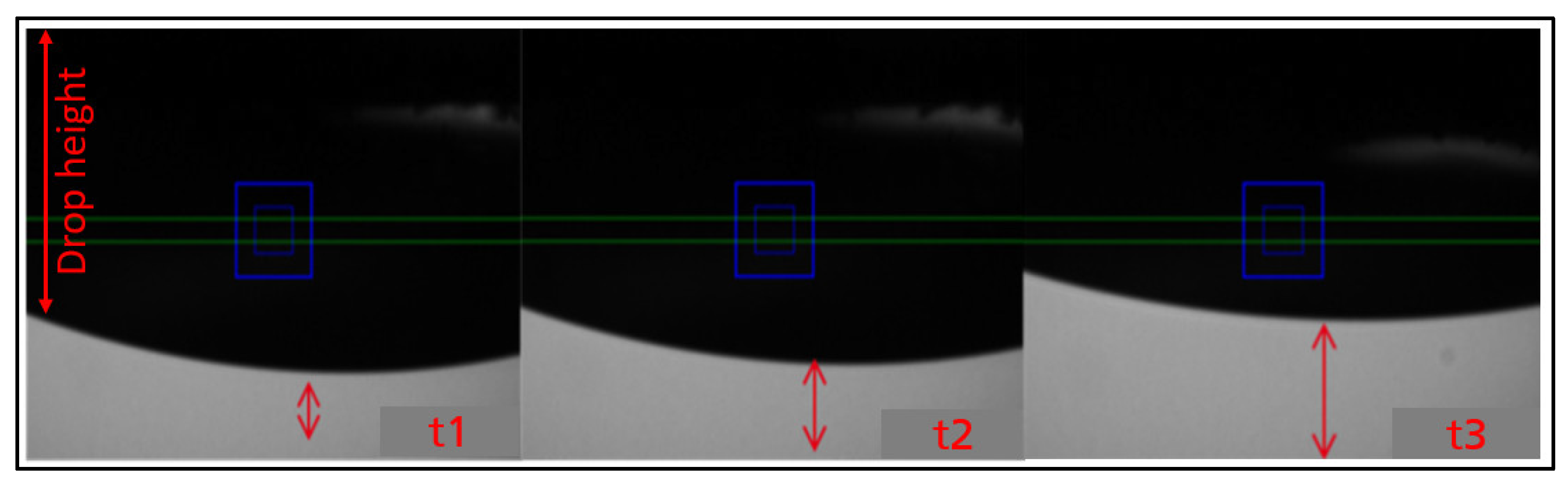
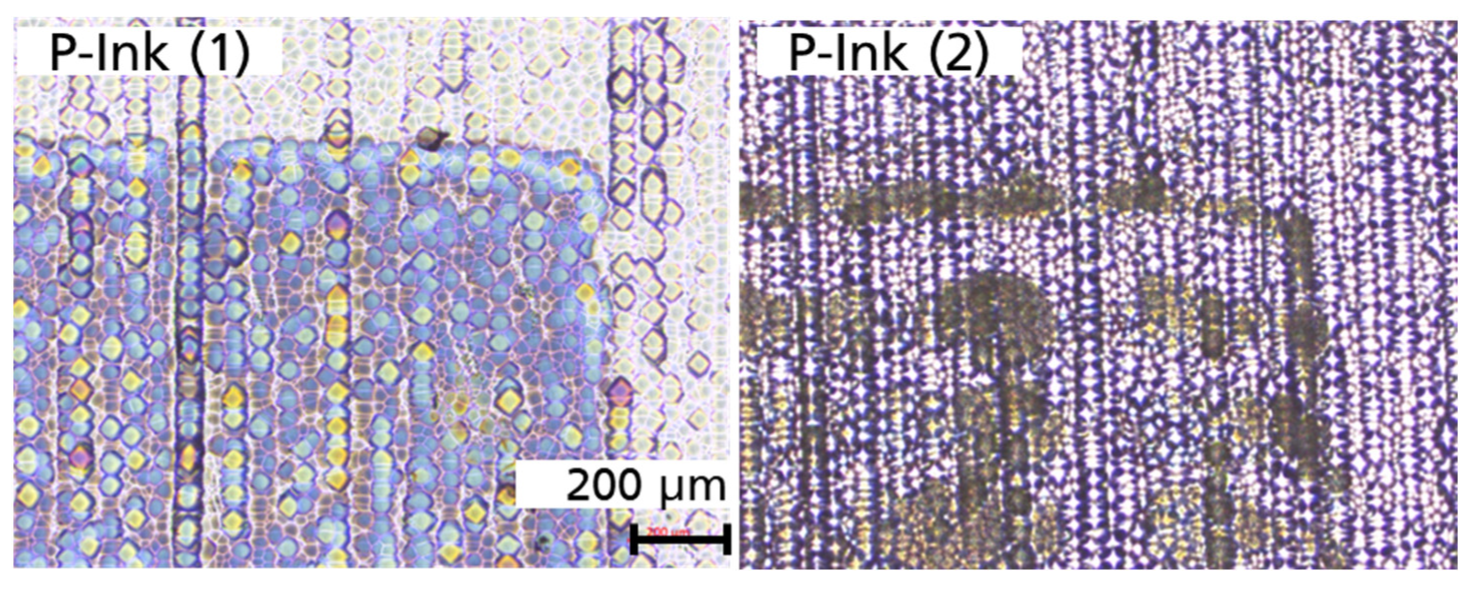
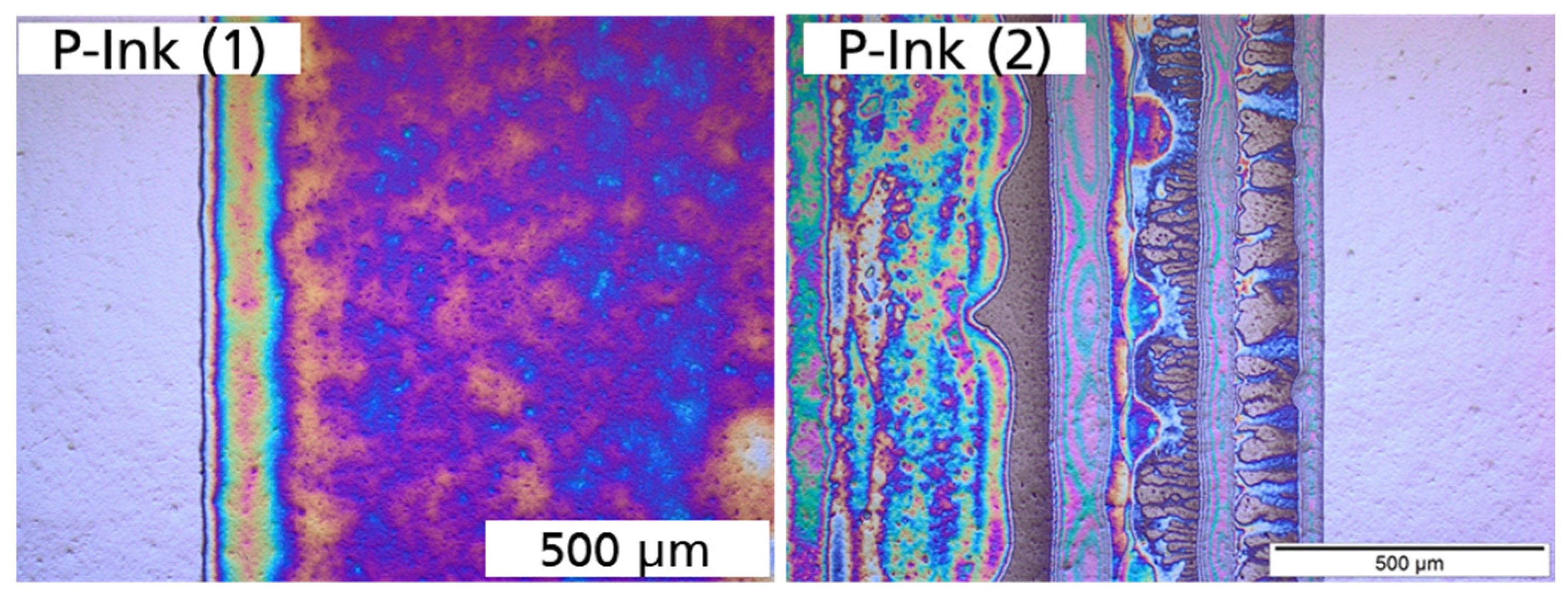
4.2.2. Optical Characterization
- print resolution—from 300 dpi to 600 dpi;
- firing frequency—from fmin = 2 kHz to fmax = 7 kHz;
- printing speed—100 mm/s to 300 mm/s.
5. Summary and Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Das, R.; He, X.; Ghaffarzadeh, K. Flexible, Printed and Organic Electronics 2020–2030: Forecasts, Technologies, Markets: Market Data and Technology and Application Appraisal: Providing the Complete Picture. IDTechEx. 2020. Available online: https://www.idtechex.com/en/research-report/flexible-printed-and-organic-electronics-2020-2030-forecasts-technologies-markets/687 (accessed on 20 July 2020).
- Zapka, W. Handbook of Industrial Inkjet Printing, 1st ed.; Wiley-VCH: Weinheim, Germany, 2018. [Google Scholar]
- Karunakaran, S.K.; Arumugam, G.M.; Yang, W.; Ge, S.; Khan, S.N.; Lin, X.; Yang, G. Recent progress in inkjet-printed solar cells. J. Mater. Chem. A 2019, 7, 13873–13902. [Google Scholar] [CrossRef]
- Stüwe, D.; Mager, D.; Biro, D.; Korvink, J.G. Inkjet technology for crystalline silicon photovoltaics. Adv. Mater. 2015, 27, 599–626. [Google Scholar] [CrossRef] [PubMed]
- Moonen, P.F.; Yakimets, I.; Huskens, J. Fabrication of Transistors on Flexible Substrates: From Mass-Printing to High-Resolution Alternative Lithography Strategies. Adv. Mater. 2012, 24, 5526–5541. [Google Scholar] [CrossRef]
- Chung, S.; Cho, K.; Lee, T. Recent Progress in Inkjet-Printed Thin-Film Transistors. Adv. Sci. 2019, 6, 1801445. [Google Scholar] [CrossRef] [PubMed]
- Huang, T.T.; Wu, W. Inkjet-Printed Wearable Nanosystems for Self-Powered Technologies. Adv. Mater. Interfaces 2020, 7, 2000015. [Google Scholar] [CrossRef]
- Singh, M.; Haverinen, H.M.; Dhagat, P.; Jabbour, G.E. Inkjet printing-process and its applications. Adv. Mater. 2010, 22, 673–685. [Google Scholar] [CrossRef] [PubMed]
- Kiaee, Z.; Reichel, C.; Keding, R.; Nazarzadeh, M.; Lohmann, R.; Jahn, M.; Huyeng, J.D.; Hermle, M.; Clement, F. Inkjet-Printing of Phosphorus and Boron Dopant Sources for Tunnel Oxide Passivating Contacts. In Proceedings of the 36th European PV Solar Energy Conference and Exhibition, Marseille, France, 9–13 September 2019. [Google Scholar]
- Crassous, J.J.; Régisser, R.; Ballauff, M.; Willenbacher, N. Characterization of the viscoelastic behavior of complex fluids using the piezoelastic axial vibrator. J. Rheol. 2005, 49, 851–863. [Google Scholar] [CrossRef]
- Vadillo, D.C.; Tuladhar, T.R.; Mulji, A.C.; Mackley, M.R. The rheological characterization of linear viscoelasticity for ink jet fluids using piezo axial vibrator and torsion resonator rheometers. J. Rheol. 2010, 54, 781–795. [Google Scholar] [CrossRef] [Green Version]
- Hoath, S.D.; Hutchings, I.M.; Martin, G.D.; Tuladhar, T.R.; Mackley, M.R.; Vadillo, D. Links Between Ink Rheology, Drop-on-Demand Jet Formation, and Printability. J. Imaging Sci. Technol. 2009, 53, 41208. [Google Scholar]
- Schroyen, B.; Vlassopoulos, D.; van Puyvelde, P.; Vermant, J. Bulk rheometry at high frequencies: A review of experimental approaches. Rheol. Acta 2020, 59, 1–22. [Google Scholar] [CrossRef] [Green Version]
- Stüwe, D.; Keding, R.; Salim, A.; Jahn, M.; Efinger, R.; Clement, F.; Thaidigsmann, B.; Korvink, J.G.; Tüshaus, C.; Barth, S.; et al. Inkjet-Printed Diffusion Sources. In Proceedings of the 29th European PV Solar Energy Conference and Exhibition (EU PVSEC), Amsterdam, The Netherlands, 22–26 September 2014. [Google Scholar]
- Takashima, M.; Tregub, I.; Guo, W.; Bedwell, B.; Kunze, K.; Chandra, A.; Kamath, A.; Li, J.; Li, L.; Mei, J. Dopant Inks, Methods of Making Dopant Inks, and Methods of Using Dopant Inks. U.S. Patent No. 9359513 (B1), 7 June 2016. [Google Scholar]
- Kiaee, Z.; Reichel, C.; Hussain, Z.; Nazarzadeh, M.; Huyeng, J.D.; Clement, F.; Hermle, M.; Keding, R. Inkjet printing of phosphorus dopant sources for doping polysilicon in solar cells with passivating contacts. Sol. Energy Mater. Sol. Cells 2021, 222, 110926. [Google Scholar] [CrossRef]
- Kiaee, Z.; Fellmeth, T.; Steinhauser, B.; Reichel, C.; Nazarzadeh, M.; Nolken, A.-C.; Keding, R. TOPCon Silicon Solar Cells with Selectively Doped PECVD Layers Realized by Inkjet-Printing of Phosphorus Dopant Sources. IEEE J. Photovolt. 2022, 12, 31–37. [Google Scholar] [CrossRef]
- Kiaee, Z.; Reichel, C.; Feldmann, F.; Jahn, M.; Huyeng, J.D.; Keding, R.; Hermle, M.; Clement, F. Printed dopant sources for locally doped SiOx/Poly-Si passivating contacts. In Proceedings of the 35th European PV Solar Energy Conference and Exhibition, Brussels, Belgium, 24–28 September 2018. [Google Scholar]
- Peng, X.; Yuan, J.; Shen, S.; Gao, M.; Chesman, A.S.R.; Yin, H.; Cheng, J.; Zhang, Q.; Angmo, D. Perovskite and Organic Solar Cells Fabricated by Inkjet Printing: Progress and Prospects. Adv. Funct. Mater. 2017, 27, 1703704. [Google Scholar] [CrossRef]
- Reis, N.; Ainsley, C.; Derby, B. Ink-jet delivery of particle suspensions by piezoelectric droplet ejectors. J. Appl. Phys. 2005, 97, 94903. [Google Scholar] [CrossRef]
- Dimatix Samba Printhead Specifications. Available online: https://asset.fujifilm.com/www/us/files/2020-11/6858af1a75c936f0f3b020e79767e627/Samba_G3L-G5L_Data_Spec_Sheets.pdf (accessed on 20 July 2020).
- Meyer Burger Technology AG. Available online: https://www.meyerburger.com/en/ (accessed on 29 May 2021).
- Cox, W.P.; Merz, E.H. Correlation of dynamic and steady flow viscosities. J. Polym. Sci. 1958, 28, 619–622. [Google Scholar] [CrossRef]
- Breslouer, O. Rayleigh-Plateau Instability: Falling Jet: Analysis and Applications. Project Report, Princeton University. 2010. Available online: https://www.princeton.edu/~stonelab/Teaching/Oren%20Breslouer%20559%20Final%20Report.pdf (accessed on 30 May 2021).
- Rayleigh, L. On the Instability of Jets. Proc. Lond. Math. Soc. 1878, 1, 4–13. [Google Scholar] [CrossRef] [Green Version]
- PIXDRO LP50-User Manual v5.1; Süss Microtec SE: Garching, Germany.
- Viscosity of Polymer Solutions. Available online: https://polymerdatabase.com/polymer%20physics/Solution_Viscosity2.html (accessed on 13 January 2022).
- Nouri, H.H.; Root, P.J. A Study of Polymer Solution Rheology, Flow Behavior, and Oil Displacement Processes. In Proceedings of the Fall Meeting of the Society of Petroleum Engineers of AIME, New Orleans, LA, USA, 3 October 1971. [Google Scholar]
- Hutchinson, J.M. Physical aging of polymers. Prog. Polym. Sci. 1995, 20, 703–760. [Google Scholar] [CrossRef]
- Allara, D.L. Aging of polymers. Environ. Health Perspect. 1975, 11, 29–33. [Google Scholar] [CrossRef]
- Macoscko, C.W. Rheology: Principles. In Measurements, and Applications; Wiley-VCH: New Jersey, NY, USA, 1994. [Google Scholar]
- Liu, Y. Inkjet Printed Drops and 3D Ceramic Structures. Ph.D. Thesis, The University of Manchester, Manchester, UK, 2016. [Google Scholar]
- Van Krevelen, D.W.; Nijenhuis, K.T. Rheological Properties of Polymer Solutions. In Properties of Polymers; Elsevier: Amsterdam, The Netherlands, 2009; pp. 599–644. [Google Scholar]
- Desert Silicon Liquid Source Solutions. Safety Datasheet for Boron Ink by Desert Silicon; Product Number—1805001, 1805002; Desert Silicon Inc.: Tempe, AZ, USA, 2018. [Google Scholar]
- L Systems. Filmtronics 18-0101 Borosilicate PBF Solution Safety Datasheet; Filmtronics Inc.: Butler, PA, USA, 2012. [Google Scholar]
- L Systems. Filmtronics 18-0101 Phosphosilicate Solution Safety Datasheet; Filmtronics Inc.: Butler, PA, USA, 2012. [Google Scholar]
- Desert Silicon Liquid Source Solutions. Safety Datasheet for Phosphorus ink by Desert Silicon; Product Number—1709001, 1709002; Desert Silicon Inc.: Tempe, AZ, USA, 2018. [Google Scholar]
- Tuladhar, T. TriPAV-High Frequency Rheometer-Manual. 2021. Available online: www.trijet.co.uk (accessed on 9 December 2022).
- De Jong, J.; Jeurissen, R.; Borel, H.; van den Berg, M.; Wijshoff, H.; Reinten, H.; Versluis, M.; Prosperetti, A.; Lohse, D. Entrapped air bubbles in piezo-driven inkjet printing: Their effect on the droplet velocity. Phys. Fluids 2006, 18, 121511. [Google Scholar] [CrossRef] [Green Version]
- PicoScope 2000 Specifications. Available online: https://www.picotech.com/oscilloscope/2000/picoscope-2000-specifications (accessed on 30 May 2021).
- Barnes, H.A. A Handbook of Elementary Rheology; University of Wales Institute of Non-Newtonian Fluid Mechanics: Aberystwyth, UK, 2000. [Google Scholar]
- Mezger, T. The Rheology Handbook; Vincentz Network: Hanover, Germany, 2020. [Google Scholar]
- Wen, Y.H.; Lin, H.C.; Li, C.H.; Hua, C.C. An experimental appraisal of the Cox–Merz rule and Laun’s rule based on bidisperse entangled polystyrene solutions. Polymer 2004, 45, 8551–8559. [Google Scholar] [CrossRef]
- Shaw, M.T.; MacKnight, W.J. Introduction to Polymer Viscoelasticity; Wiley: Hoboken, NJ, USA, 2018. [Google Scholar]
- Ferry, J.D. Viscoelastic properties of polymer solutions. J. Res. Natl. Bur. Stand. 1948, 41, 53–62. [Google Scholar] [CrossRef] [PubMed]
- Flow Properties of Polymers. Available online: https://polymerdatabase.com/polymer%20physics/Viscosity2.html (accessed on 12 September 2021).
- Tuladhar, T.R.; Mackley, M.R. Filament stretching rheometry and break-up behaviour of low viscosity polymer solutions and inkjet fluids. J. Non-Newton. Fluid Mech. 2008, 148, 97–108. [Google Scholar] [CrossRef]
- Xin, X.; Yu, G.; Chen, Z.; Wu, K.; Dong, X.; Zhu, Z. Effect of Polymer Degradation on Polymer Flooding in Heterogeneous Reservoirs. Polymers 2018, 10, 857. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Narkis, N.; Rebhun, M. Aging Effects in Measurements of Polyacrylamide Solution Viscosities. Polymer 1966, 7, 507–512. [Google Scholar] [CrossRef]
- Gruber, E.L.G.E. Struik: Physical Aging in Amorphous Polymers and Other Materials. Elsevier Sci. Publ. Comp., Amsterdam-Oxford-New York 1978. 229 Seiten, 141 Abbildungen, Preis: US $ 42,50, Holl. Gulden 97,50. Ber. Bunsenges. Phys. Chem. 1978, 82, 1019. [Google Scholar] [CrossRef]
- Baumgarten, M.; Willenbacher, N. The relaxation of concentrated solutions. Rheol. Acta 1996, 35, 168–185. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Organometallic (Silicate Polymer) Solutions | Polymer in Alcohols | Organometallic (Silicate Polymer) Solutions | Polymer in Alcohols |
|---|---|---|---|---|
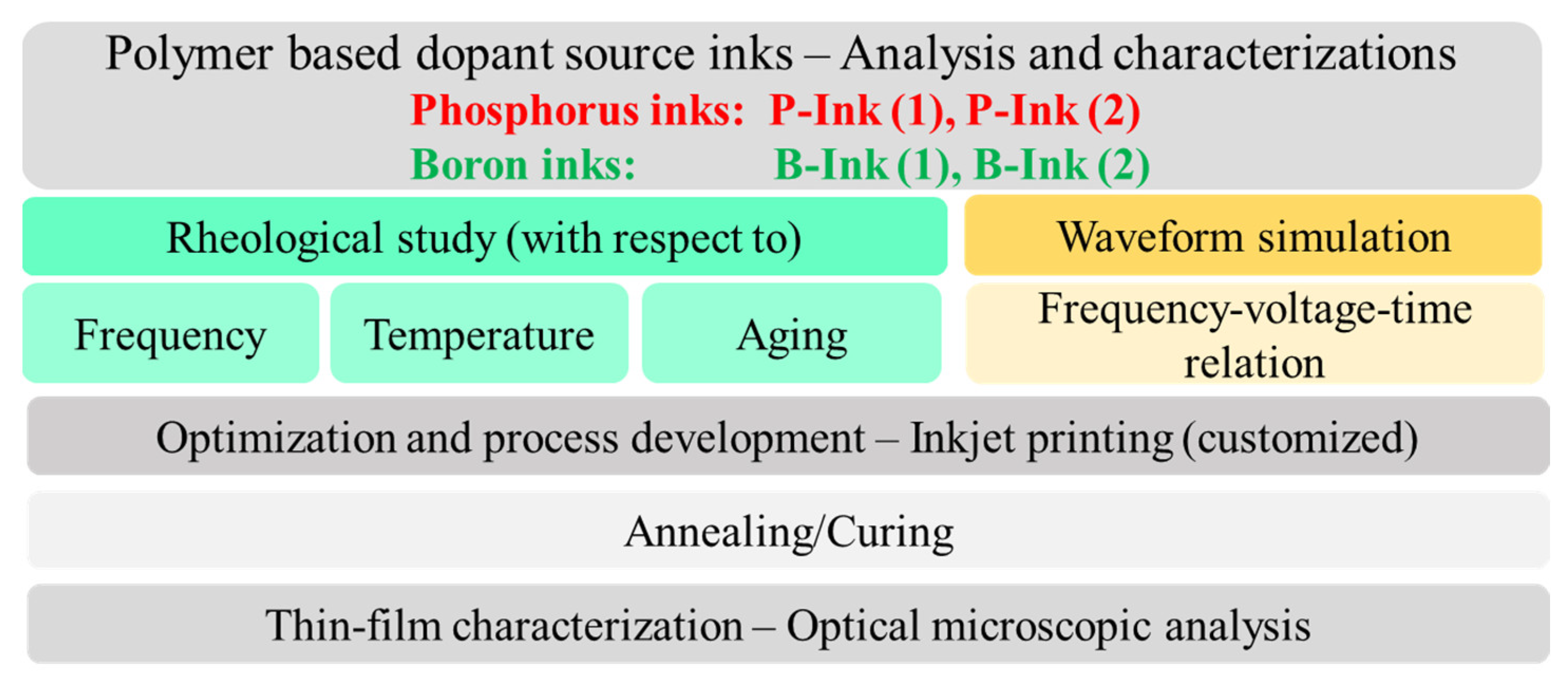
| Ink type | P-ink (1) | P-ink (2) | B-ink (1) | B-ink (2) |
| % Polymer | <20% | >20% | <20% | >20% |
| Solvent | Ethanol + Glycerol | Ethanol (Aqueous) | Ethanol + Glycerol | Ethanol (Aqueous) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hussain, Z.; Kiaee, Z.; Nazarzadeh, M.; Reichel, C.; Tepner, S.; Tuladhar, T.; Jahn, M.; Keding, R. High-Frequency Rheological and Piezo-Voltage Waveform Characterization of Inkjet-Printed Polymer-Based Dopant-Source Inks. Micromachines 2023, 14, 80. https://doi.org/10.3390/mi14010080
Hussain Z, Kiaee Z, Nazarzadeh M, Reichel C, Tepner S, Tuladhar T, Jahn M, Keding R. High-Frequency Rheological and Piezo-Voltage Waveform Characterization of Inkjet-Printed Polymer-Based Dopant-Source Inks. Micromachines. 2023; 14(1):80. https://doi.org/10.3390/mi14010080
Chicago/Turabian StyleHussain, Zulkifl, Zohreh Kiaee, Milad Nazarzadeh, Christian Reichel, Sebastian Tepner, Tri Tuladhar, Mike Jahn, and Roman Keding. 2023. "High-Frequency Rheological and Piezo-Voltage Waveform Characterization of Inkjet-Printed Polymer-Based Dopant-Source Inks" Micromachines 14, no. 1: 80. https://doi.org/10.3390/mi14010080