
Effect of Milling Processing Parameters on the Surface Roughness and Tool Cutting Forces of T2 Pure Copper

Abstract
:1. Introduction
2. Experimental Details
2.1. Experimental Setups
2.2. Evaluation and Measurement of Surface Morphologies of Pure Copper
3. Results and Discussion
3.1. The Effect of Milling Processing Parameters on Surface Roughness
3.1.1. Orthogonal Milling Test
3.1.2. Single-Factor Milling Test
3.2. The Effect of Milling Processing Parameters on Cutting Force of Tools
3.2.1. The Effect of Cutting Speeds
3.2.2. The Effect of Feed Rates
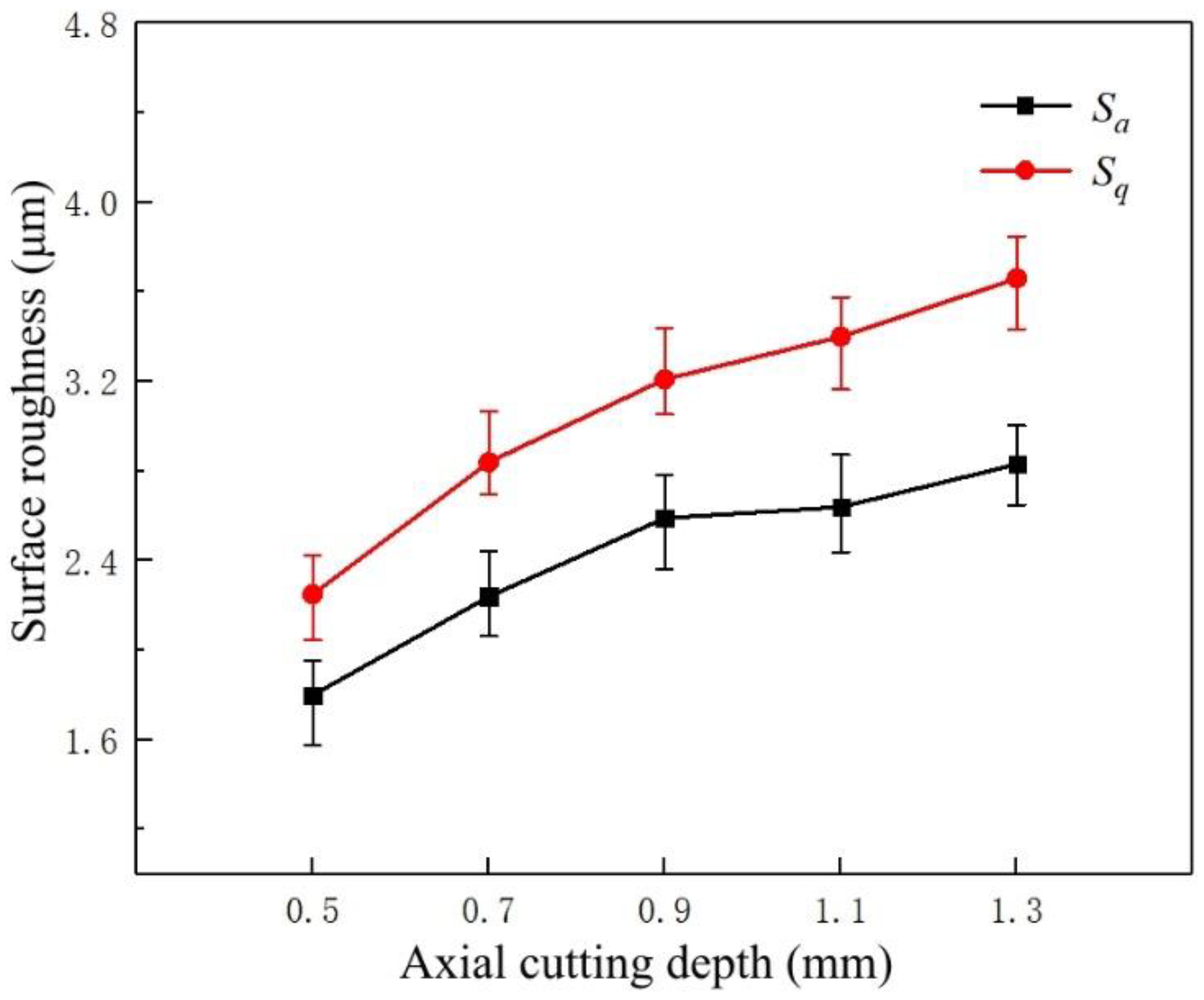
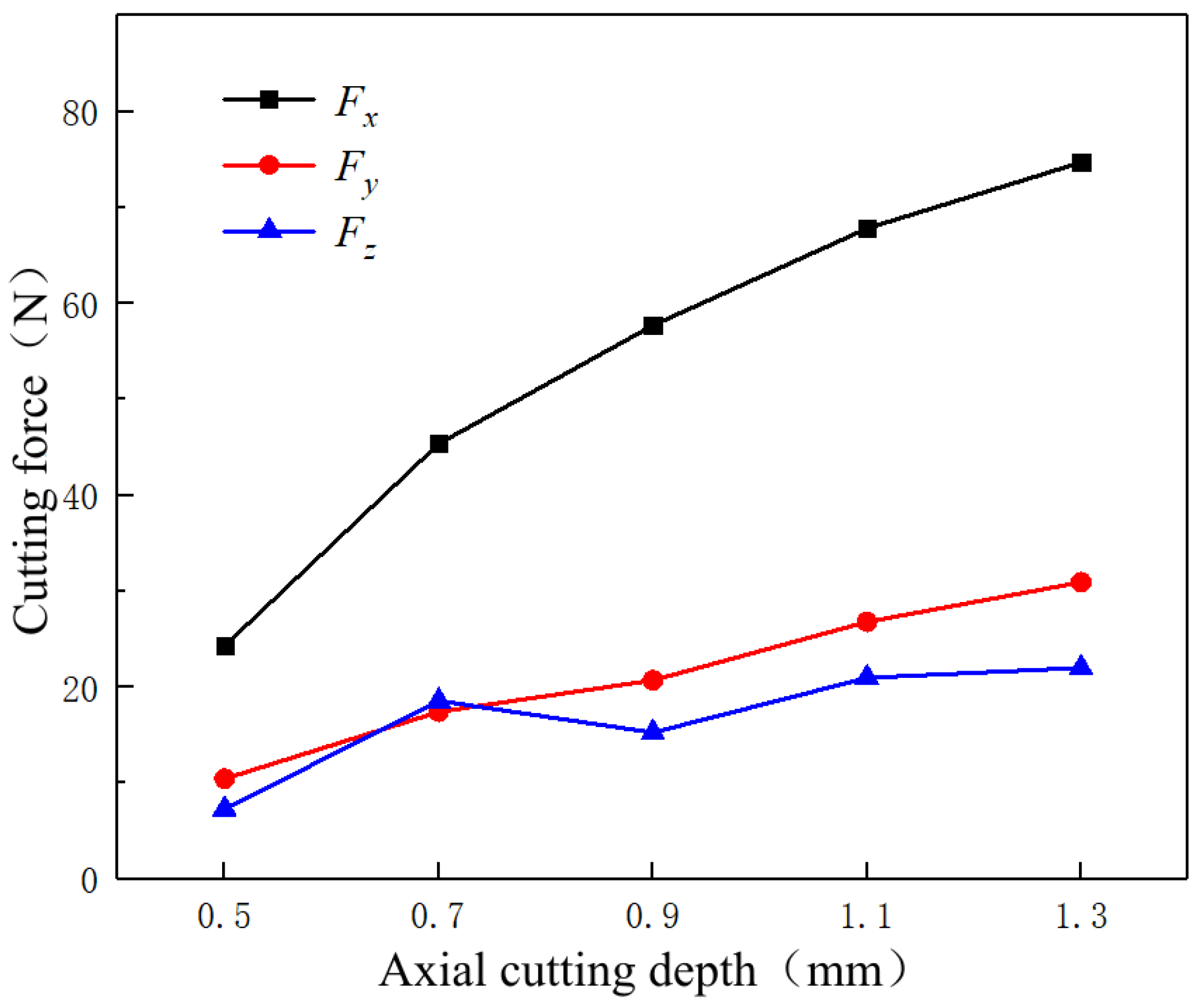
3.2.3. The Effect of Axial Cutting Depths
3.3. The Effect of Milling Processing Parameters on the Tool Displacement Acceleration and the Machined Surface Morphologies
3.3.1. The Effect of Cutting Speeds
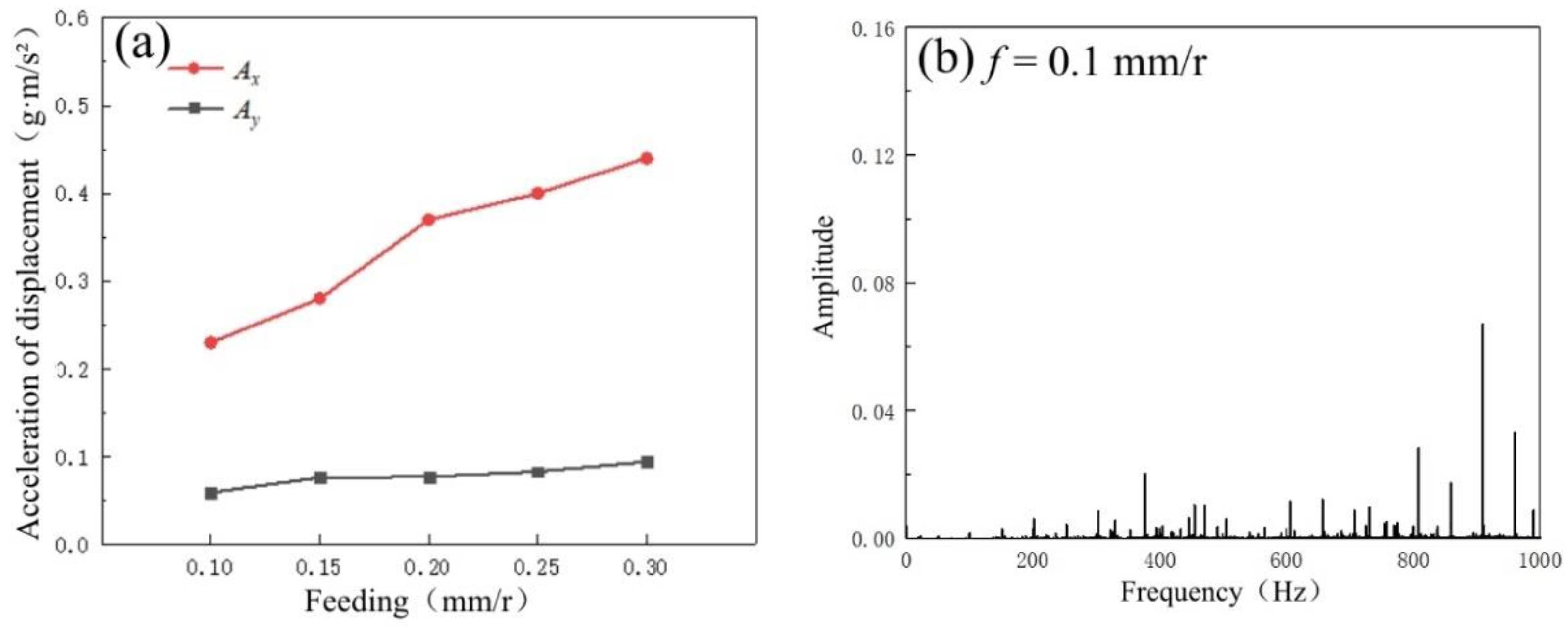
3.3.2. The Effect of Feed Rates
3.3.3. The Effect of Axial Cutting Depths
4. Conclusions
- (1)
- Based on the results of orthogonal milling tests of T2 pure copper, the cutting speed v had the highest degree of influence on surface roughness parameters of Sa and Sq, followed by the feed rate f and axial cutting depth ap. When v = 600 m/min, ap= 0.5 mm, f = 0.1 mm/r, Sa and Sq are 1.80 and 2.25 μm, respectively. The single-factor experiments showed that the values of Sa and Sq were relatively high, and the surface quality of the workpieces was poor at a low cutting speed. With an increase in the feed rate and axial cutting depth, Sa and Sq showed an upward trend.
- (2)
- The cutting force Fx in the tool-motion direction negatively correlate with the cutting speed. At a cutting speed of 600 m/min, Fx reached the lowest value, and the value of Fx was much higher than Fy and Fz. The three cutting forces showed a positive correlation with an increase in the feed rate and axial cutting depth. An increase in the cutting force was mainly observed in the X cutting direction, while the increase in the Y and Z directions was relatively low.
- (3)
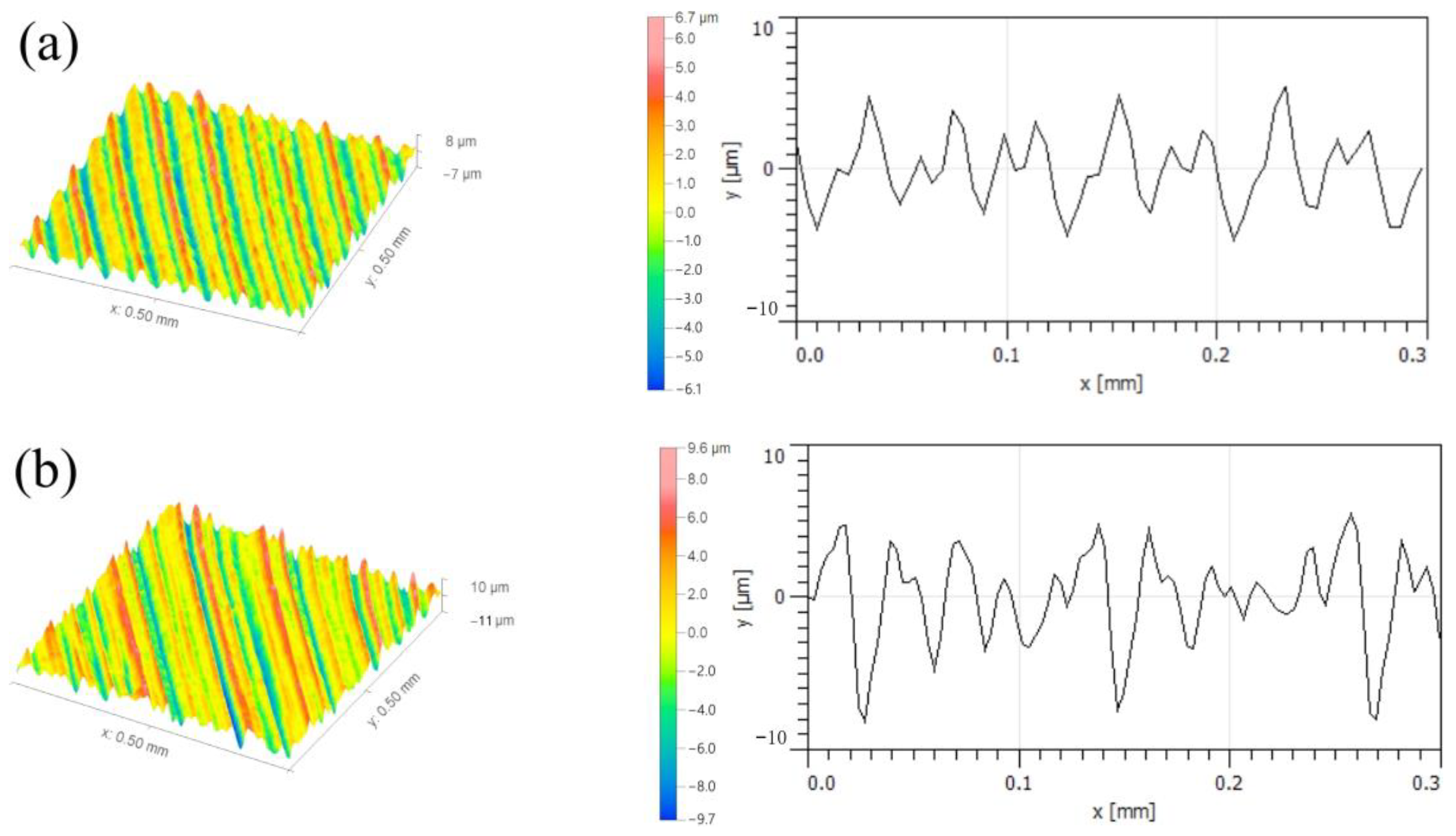
- The tool displacement acceleration amplitudes showed an upward trend with an increase in each milling processing parameter. The height difference between the peak valleys of the machined surfaces was lower when the cutting speed was at a high level than when the cutting speed was at a low level. When the feed rate was taken as a single factor, the spacing variation of the profile periods of the machined surfaces was more significant than when the axial cutting depth was taken as a single factor. It can be inferred that the cutting force and tool displacement acceleration seriously influenced the stability of milling machining.
- (4)
- Combined with the orthogonal and single-factor test results, the optimized processing parameters for T2 pure copper milling were v = 600 m/min, ap = 0.5 mm, and f = 0.1 mm/r.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Büttner, H.; Vieira, G.; Hajri, M.; Vögtlin, M.; Kuster, F.; Stirnimann, J.; Wegener, K. A comparison between micro milling pure copper and tungsten reinforced copper for electrodes in EDM applications. Precis. Eng. 2019, 60, 326–339. [Google Scholar] [CrossRef]
- Hara, T.; Sato, Y.; Higashino, R.; Funada, Y.; Ohkubo, T.; Morimoto, K.; Abe, N.; Tsukamoto, M. Pure copper layer formation on pure copper substrate using multi-beam laser cladding system with blue diode lasers. Appl. Phys. A Mater. Sci. Process. 2020, 126, 418–423. [Google Scholar] [CrossRef]
- Joo, H.S.; Hwang, S.K.; Kim, Y.N.; Im, Y.T. Effect of continuous hybrid process on mechanical and electrical properties of rectangular pure copper wire. J. Mater. Process. Technol. 2017, 244, 51–61. [Google Scholar] [CrossRef]
- Sorgato, M.; Bertolini, R.; Bruschi, S. On the correlation between surface quality and tool wear in micro-milling of pure copper. J. Manuf. Process. 2020, 50, 547–560. [Google Scholar] [CrossRef]
- Uhlmann, E.; Kuche, Y.; Polte, J.; Polte, M. Influence of cutting-edge micro-geometry in micro-milling of copper alloys with reduced lead content. Procedia CIRP 2018, 77, 662–665. [Google Scholar] [CrossRef]
- Zhang, J.; Feng, C.; Wang, H.; Gong, Y. Analytical investigation of the micro groove surface topography by micro-milling. Micromachines 2019, 10, 582. [Google Scholar] [CrossRef] [Green Version]
- Platt, T.; Meijer, A.; Merhofe, T.; Biermann, D. Simulation-based and experimental investigation of micro end mills with wiper geometry. Micromachines 2021, 12, 496. [Google Scholar] [CrossRef] [PubMed]
- Su, G.; Liu, Z.; Li, L.; Wang, B. Influences of chip serration on micro-topography of machined surface in high-speed cutting. Int. J. Mach. Tools Manuf. 2015, 89, 202–207. [Google Scholar] [CrossRef]
- Yue, C.X.; Liu, Z.B.; Nan, Y.C.; Yan, F.G.; Gao, H.N. Research progress in the surface integrity of metal milling. J. Harbin Univ. Sci. Technol. 2020, 25, 38–49. [Google Scholar]
- Paturi, U.M.R.; Yash, A.; Palakurthy, S.T.; Reddy, N. Modeling and optimization of machining parameters for minimizing surface roughness and tool wear during AISI 52100 steel dry turning. Mater. Today Proc. 2022, 50, 1164–1172. [Google Scholar] [CrossRef]
- Zheng, L.; Chen, W.; Huo, D. Investigation on the tool wear suppression mechanism in non-resonant vibration-assisted micro milling. Micromachines 2020, 11, 380. [Google Scholar] [CrossRef] [PubMed]
- Guo, M.; Wang, J.; Guo, W.; Liu, J.; Jiang, X. An unformed chip thickness approach to study the influence of process vibration on machining performance in milling. Int. J. Adv. Manuf. Technol. 2022, 120, 5363–5375. [Google Scholar] [CrossRef]
- Zhang, M.; Zhang, D.; Geng, D.; Shao, Z.; Liu, Y.; Jiang, X. Effects of tool vibration on surface integrity in rotary ultrasonic elliptical end milling of Ti-6Al-4V. J. Alloys Compd. 2020, 821, 15366–15376. [Google Scholar] [CrossRef]
- Babu, G.P.; Murthy BS, N.; Venkatarao, K.; Ratnam, C. Multi-response optimization in orthogonal turn milling by analyzing tool vibration and surface roughness using response surface methodology. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2017, 231, 2084–2093. [Google Scholar] [CrossRef]
- Kumar, R.; Katyal, P.; Kumar, K.; Singh, V. Multi-response optimization of end milling process parameters on ZE41A Mg alloy using Taguchi and TOPSIS approach. Mater. Today Proc. 2022, 56, 2497–2504. [Google Scholar] [CrossRef]
- Özkavak, H.; Gode, C. Machinability of pure copper before and after processing by severe plastic deformation method. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2022, 236, 1526–1534. [Google Scholar] [CrossRef]
- de Aguiar, M.M.; Diniz, A.E.; Pederiva, R. Correlating surface roughness, tool wear and tool vibration in the milling process of hardened steel using long slender tools. Int. J. Mach. Tools Manuf. 2013, 68, 1–10. [Google Scholar] [CrossRef]
- Gao, H.; Ma, B.; Zhu, Y.; Yang, H. Enhancement of machinability and surface quality of Ti-6Al-4V by longitudinal ultrasonic vibration-assisted milling under dry conditions. Measurement 2022, 187, 324–332. [Google Scholar] [CrossRef]
- Mhamdi, M.-B.; Boujelbene, M.; Bayraktar, E.; Zghal, A. Surface integrity of titanium alloy Ti-6Al-4V in ball end milling. Phys. Procedia 2012, 25, 355–362. [Google Scholar] [CrossRef] [Green Version]
- Zhang, L.; Xu, J.; Fang, J. Study on optimization of TC21 titanium alloy high-speed turning process based on genetic algorithm. Mach. Tool Hydraul. 2018, 46, 26–28. [Google Scholar]
- Zhang, Z.; Wang, Z.; Wang, W.; Jiang, R.; Xiong, Y. Investigation on surface quality of high-speed cutting titanium alloy Ti6Al4V based on Split-Hopkinson pressure bar. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2020, 234, 1293–1301. [Google Scholar] [CrossRef]
- Tao, W.; Jin, Z.; Shuai, J.; Fen, Y. Effect of laser scanning and milling speed on surface roughness of TC4 hybrid prepared. Int. J. Adv. Manuf. Technol. 2021, 117, 1663–1674. [Google Scholar] [CrossRef]
- Huang, S.M.; Liu, X.J. Study on the technology of high speed cutting of pure copper Heat Sink. Equip. Manuf. Technol. 2015, 10, 173–176. [Google Scholar]
- Liu, Z.; Wan, Y.; Ai, X. Cutting forces in high-speed milling. China Mech. Eng. 2003, 14, 734–737. [Google Scholar]
- Imbrogno, S.; Rotella, G.; Rinaldi, S. Surface and subsurface modifications of AA7075-T6 induced by dry and cryogenic high-speed machining. Int. J. Adv. Manuf. Technol. 2020, 107, 905–918. [Google Scholar] [CrossRef]
- Zuo, J.Y.; Lin, Y.X. Tool wear mechanism based on adhesion characteristics. Surf. Technol. 2019, 48, 364–370. [Google Scholar]
- Wang, C.; Zhang, X.; Liu, J.; Yan, R.; Cao, H.; Chen, X. Multi harmonic and random stiffness excitation for milling chatter suppression. Mech. Syst. Signal Process. 2019, 120, 777–792. [Google Scholar] [CrossRef]
- Liu, Y.; Lin, Y.X.; Yu, J.C. The influence of tool wear on surface morphology in T2 pure copper high speed milling. Surf. Technol. 2022, 51, 301–309 + 369. [Google Scholar]
- Zoghipour, N.; Tascioglu, E.; Celik, F.; Kaynak, Y. The influence of edge radius and lead content on machining performance of brass alloys. Procedia CIRP 2022, 112, 274–279. [Google Scholar] [CrossRef]
- Kaliński, K.J.; Stawicka-Morawska, N.; Galewski, M.A.; Mazur, M.R. A method of predicting the best conditions for large-size workpiece clamping to reduce vibration in the face milling process. Sci. Rep. 2021, 11, 20773. [Google Scholar] [CrossRef]
- Hirose, M.; Hayasaka, T.; Shamoto, E. Unique regenerative chatter in wiper-turning operation with burnishing process Part2: Experimental verification of predicted generation mechanism, critical stability, and characteristics, critical stability, and characteristics. Precis. Eng. 2020, 71, 313–323. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ag + Cu | Bi | Sb | As | Fe | Pb | S |
|---|---|---|---|---|---|---|---|
| Content | 99.90 | 0.001 | 0.002 | 0.002 | 0.005 | 0.005 | 0.005 |
| Independent Variables | Level of Parameters | Other Parameters | ||||
|---|---|---|---|---|---|---|
| Cutting speeds v (m/min) | 200 | 400 | 600 | 800 | 1000 | ap = 0.5 mm, f = 0.1 mm/r, ae = 4 mm |
| Feed rates f (mm/r) | 0.1 | 0.15 | 0.2 | 0.25 | 0.3 | v = 600 m/min, ap = 0.5 mm, ae = 4 mm |
| Axial cutting depths ap (mm) | 0.5 | 0.7 | 0.9 | 0.11 | 0.13 | v = 600 m/min, f = 0.1 mm/r, ae = 4 mm |
| Symbols | Descriptions | Expressions | Meaning of Parameters |
|---|---|---|---|
| Sa | Surface arithmetic mean deviation | A is the sampling area, and η (x, y) is the height difference between the sampling surface and the datum surface. | |
| Sq | Surface root mean square deviation |
| Levels | Milling Parameters | Indexes | |||||
|---|---|---|---|---|---|---|---|
| Cutting Speeds v (m/min) | Axial Cutting Depths ap (mm) | Feed Rates f (mm/r) | Blank Column | Sa (μm) | Sq (μm) | ||
| Test numbers | 1 | 400 | 0.5 | 0.1 | (1) | 3.25 | 3.66 |
| 2 | 400 | 0.7 | 0.15 | (2) | 3.76 | 4.42 | |
| 3 | 400 | 0.9 | 0.2 | (3) | 4.33 | 5.27 | |
| 4 | 600 | 0.5 | 0.15 | (3) | 2.21 | 2.8 | |
| 5 | 600 | 0.7 | 0.2 | (1) | 2.89 | 3.58 | |
| 6 | 600 | 0.9 | 0.1 | (2) | 2.59 | 3.21 | |
| 7 | 800 | 0.5 | 0.2 | (2) | 3.35 | 3.93 | |
| 8 | 800 | 0.7 | 0.1 | (3) | 2.88 | 3.47 | |
| 9 | 800 | 0.9 | 0.15 | (1) | 3.17 | 3.71 | |
| Main Effect Corresponding to the Indexes | Cutting Speeds v (a) | Axial Cutting Depths ap (b) | Feed Rates f (c) | Blank Column |
|---|---|---|---|---|
| K1 | 11.34 | 8.82 | 8.73 | 9.30 |
| K2 | 7.68 | 9.54 | 9.15 | 9.69 |
| K3 | 9.39 | 10.08 | 10.56 | 9.42 |
| Range (R) | 3.66 | 1.26 | 1.83 | 0.39 |
| Primary and secondary factors order | v > f > ap | |||
| Main Effect Corresponding to the Indexes | Cutting Speeds v (a) | Axial Cutting Depths ap (b) | Feed Rates f (c) | Blank Column |
|---|---|---|---|---|
| K1 | 13.35 | 10.38 | 10.35 | 10.95 |
| K2 | 9.60 | 11.46 | 10.92 | 11.56 |
| K3 | 11.10 | 12.18 | 12.78 | 11.54 |
| Range (R) | 3.75 | 1.80 | 2.43 | 0.61 |
| Primary and secondary factors order | v > f > ap | |||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lai, F.; Hu, A.; Mao, K.; Wu, Z.; Lin, Y. Effect of Milling Processing Parameters on the Surface Roughness and Tool Cutting Forces of T2 Pure Copper. Micromachines 2023, 14, 224. https://doi.org/10.3390/mi14010224
Lai F, Hu A, Mao K, Wu Z, Lin Y. Effect of Milling Processing Parameters on the Surface Roughness and Tool Cutting Forces of T2 Pure Copper. Micromachines. 2023; 14(1):224. https://doi.org/10.3390/mi14010224
Chicago/Turabian StyleLai, Fuqiang, Anqiong Hu, Kun Mao, Zhangbin Wu, and Youxi Lin. 2023. "Effect of Milling Processing Parameters on the Surface Roughness and Tool Cutting Forces of T2 Pure Copper" Micromachines 14, no. 1: 224. https://doi.org/10.3390/mi14010224