
Study on Preparation and Grinding Performance of Vitrified Bond CBN Grinding Wheel with Controllable Porosity
Abstract
:1. Introduction
2. Experimental Details
2.1. Preparation of Vitrified Bond
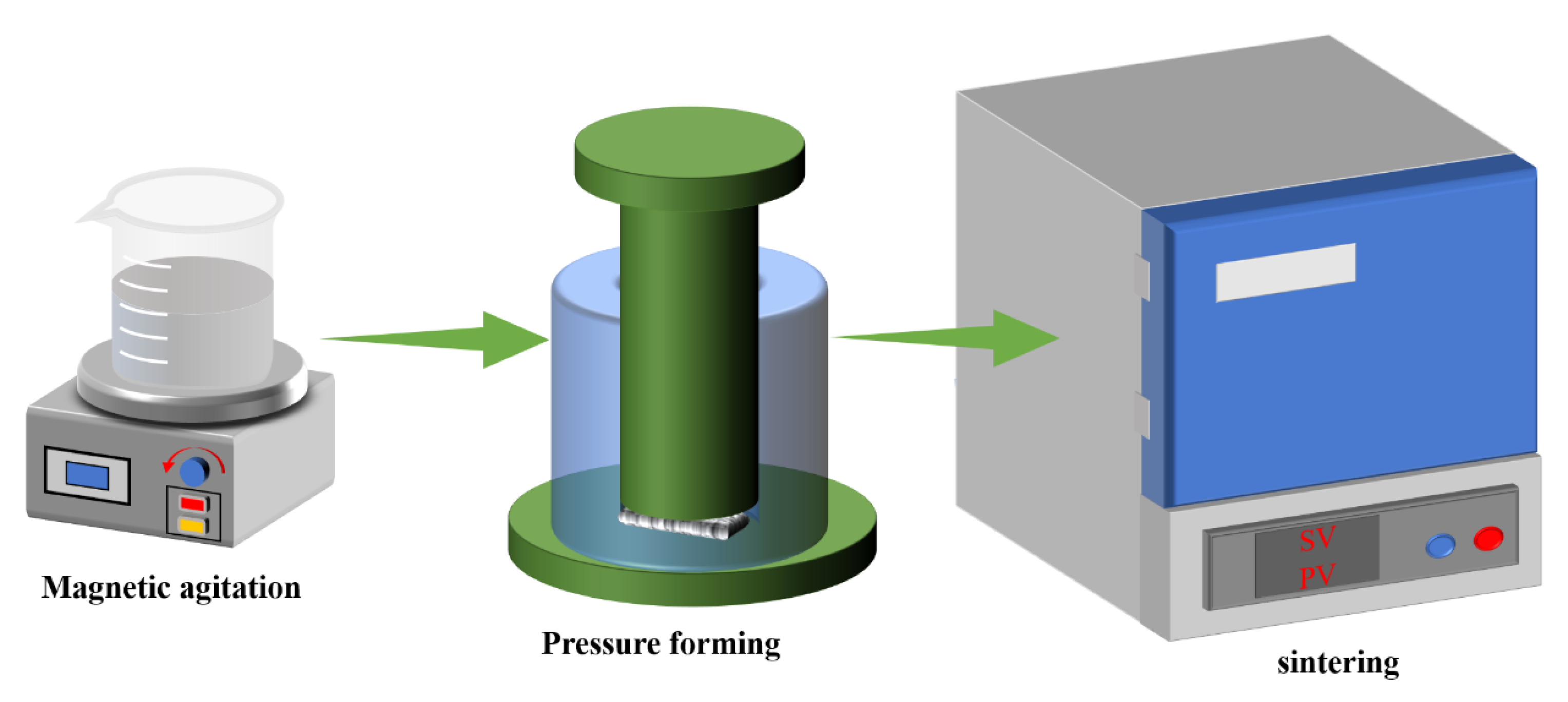
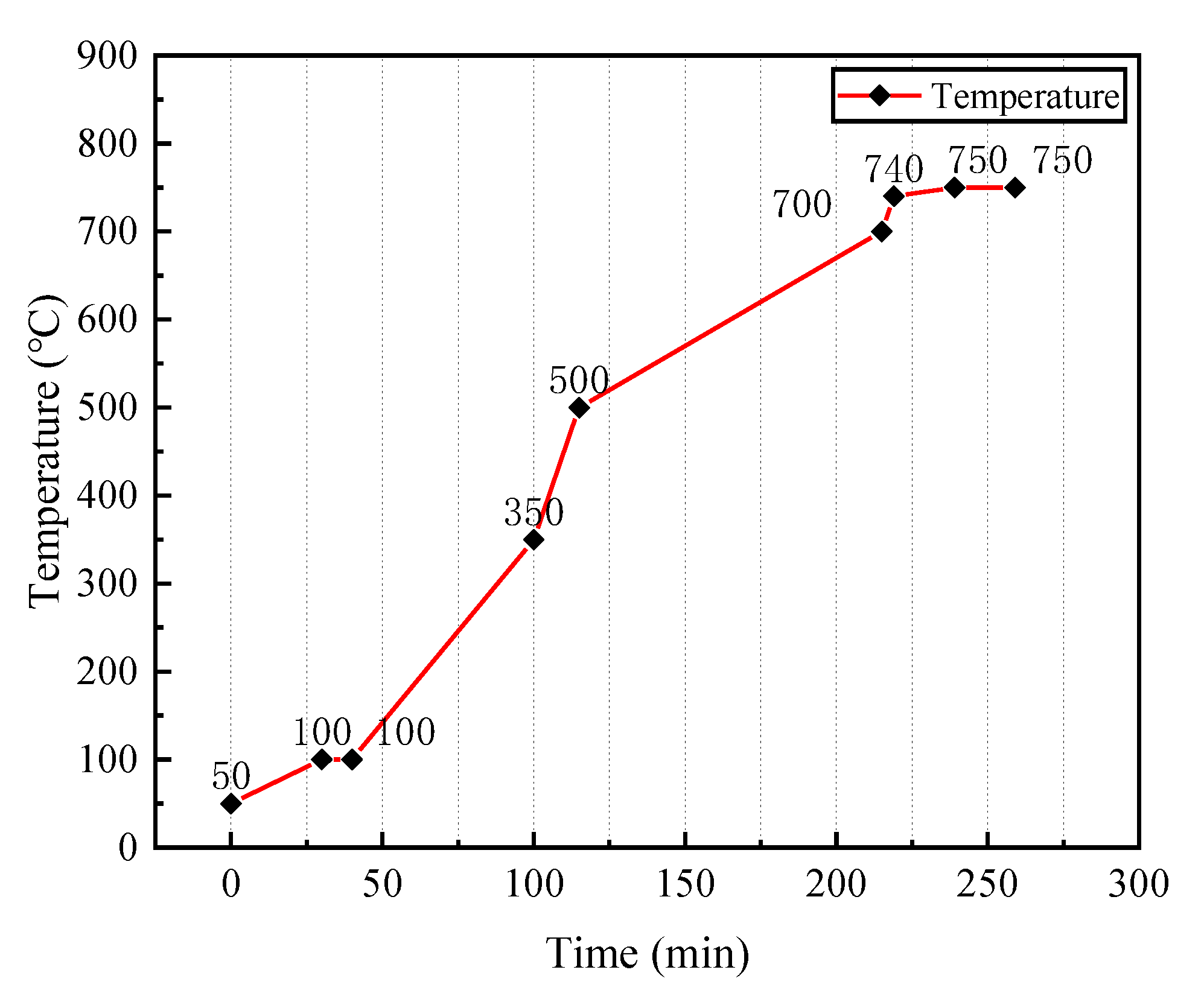
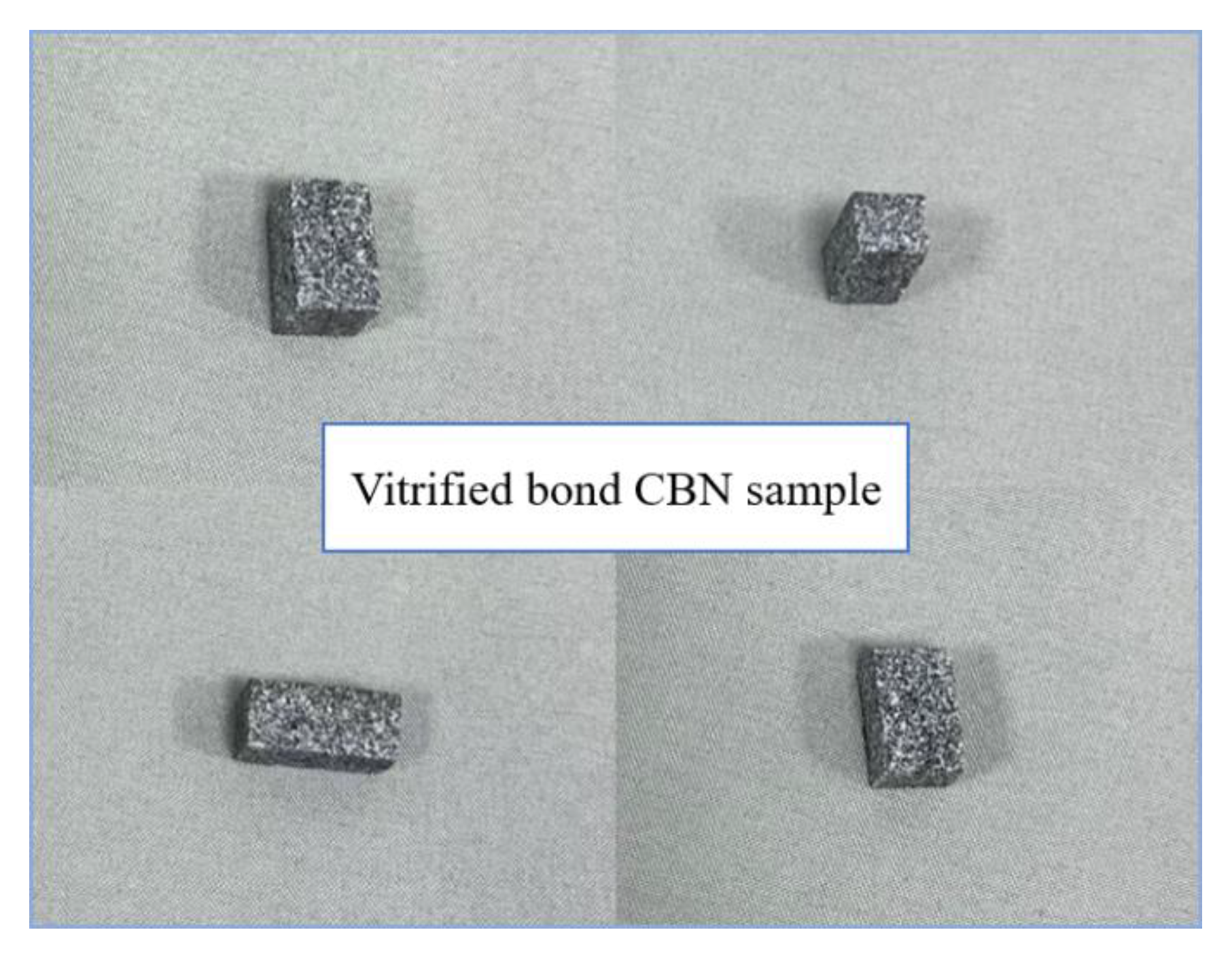
2.2. Preparation of Vitrified Bond CBN Grinding Wheel Specimens
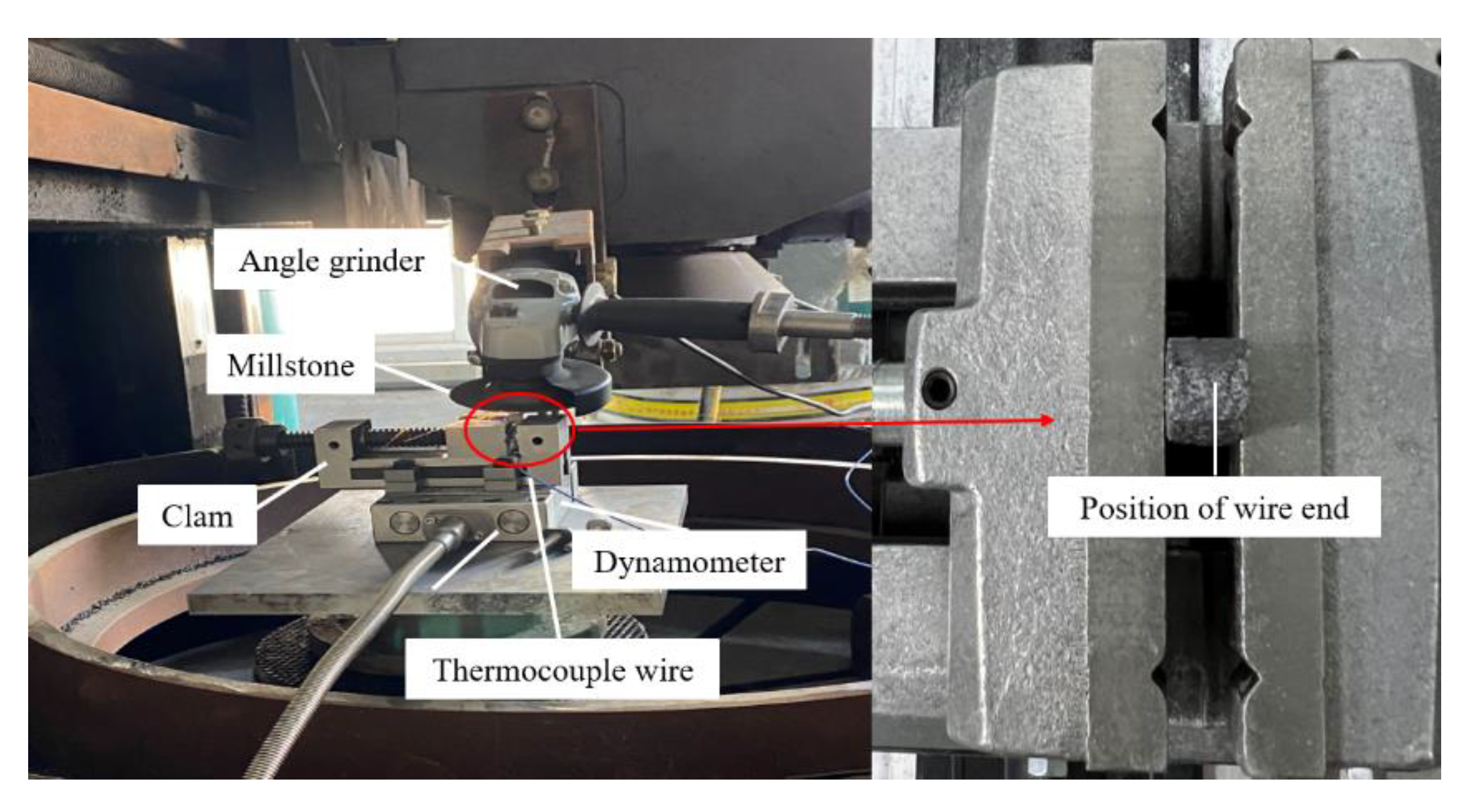
2.3. Test Experiment
3. Results and Discussion
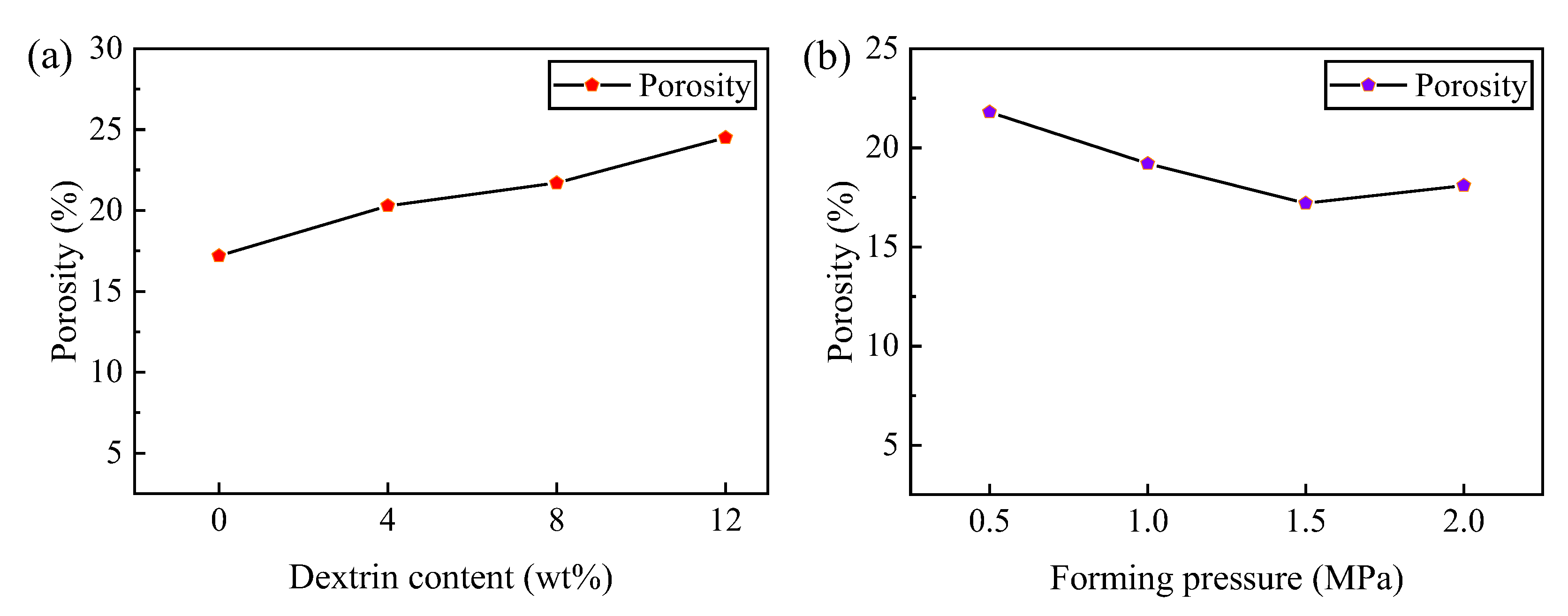
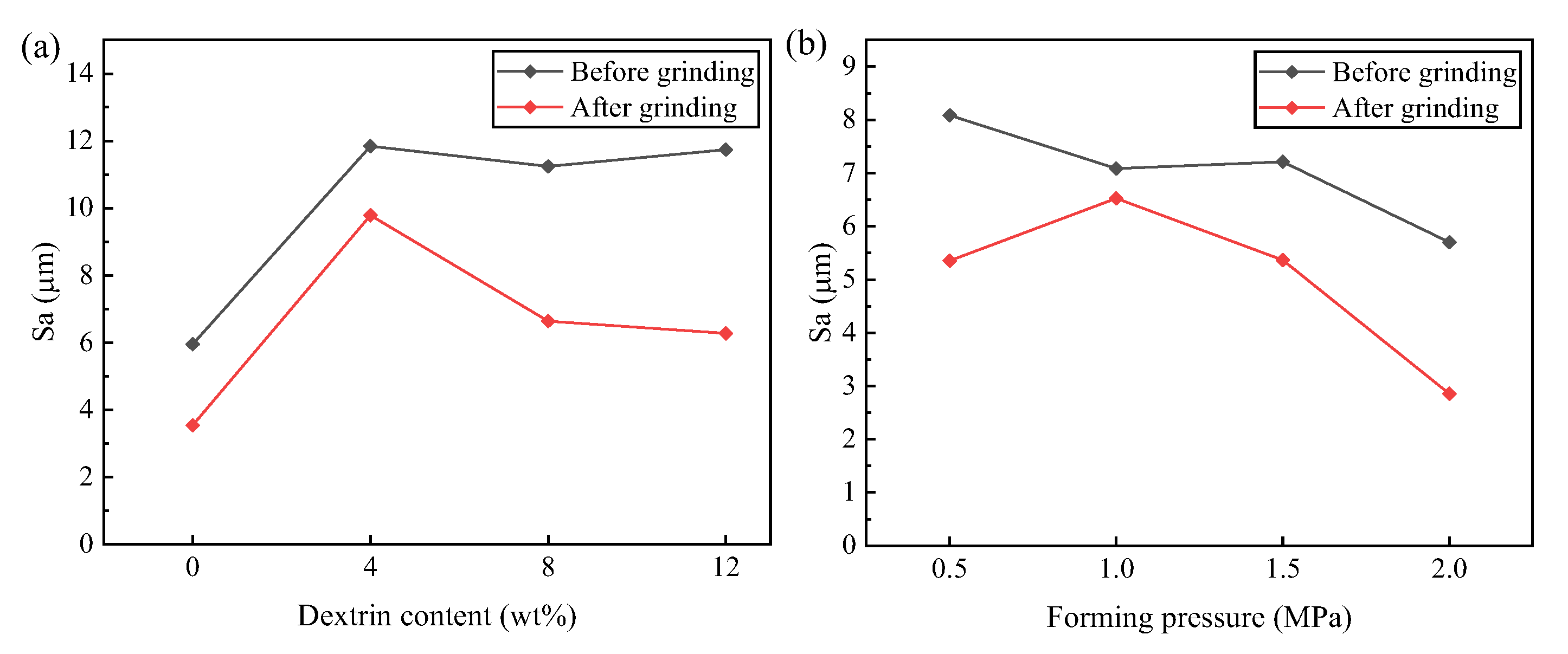
3.1. Effects of Dextrin Addition and Forming Pressure on Porosity of Vitrified Bond CBN Grinding Wheel Specimens
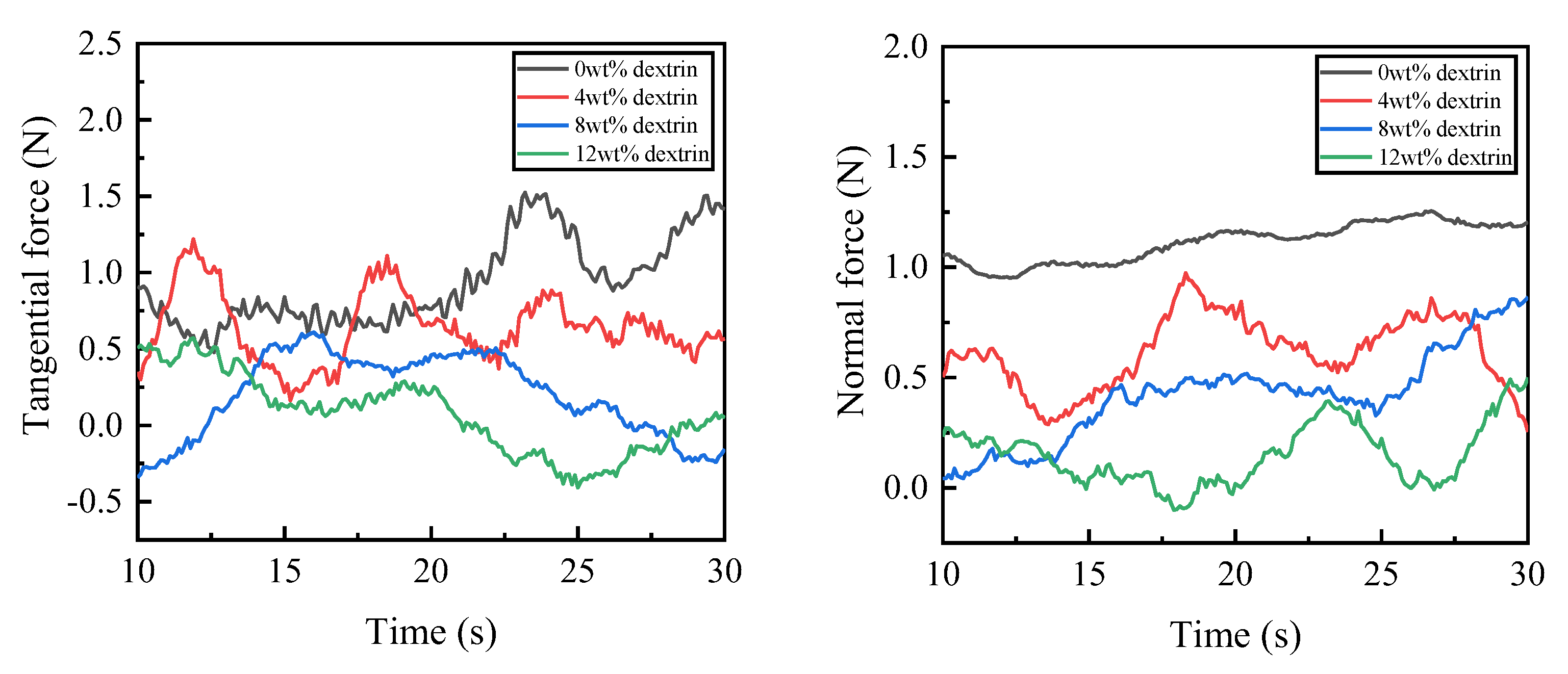
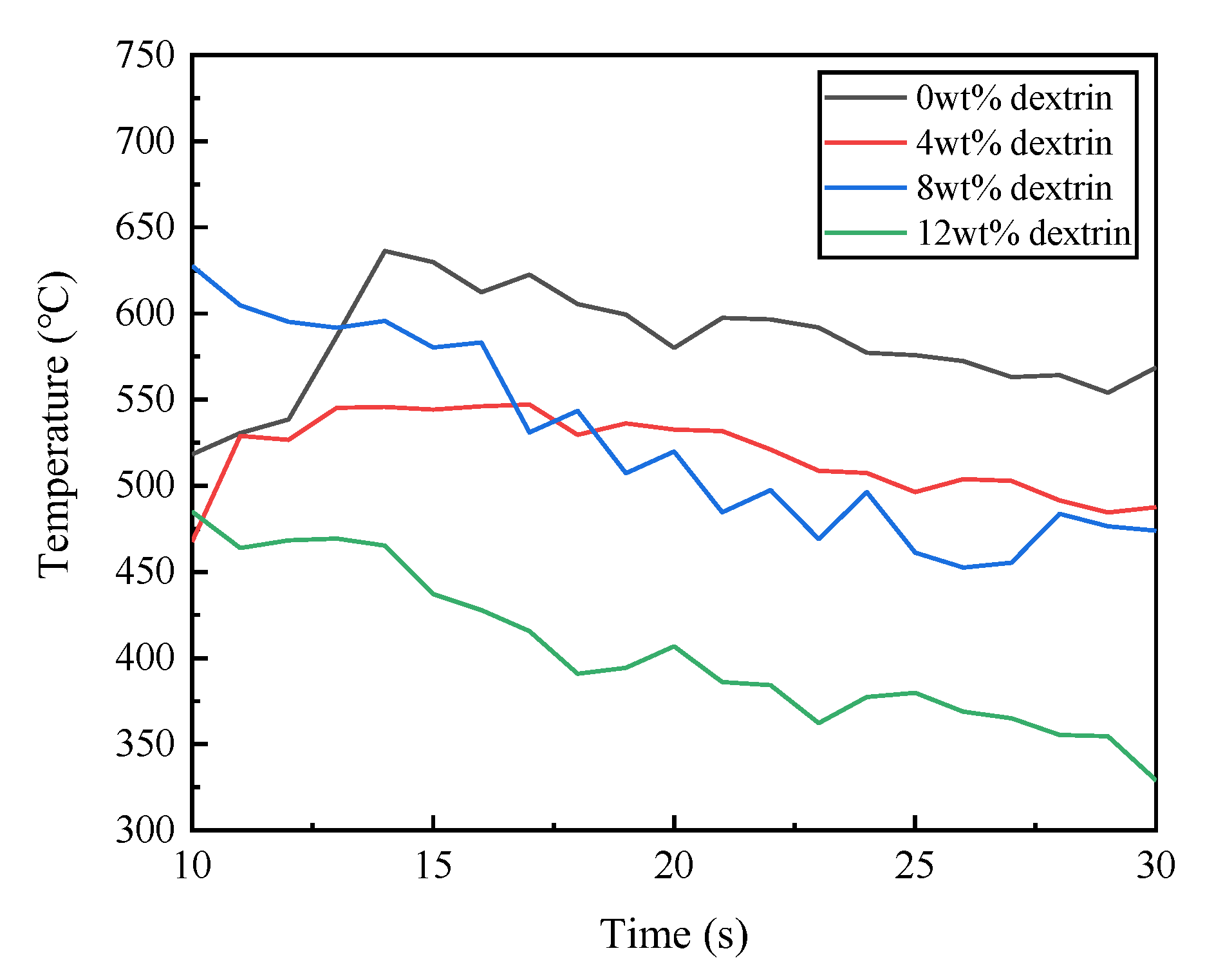
3.2. Effect of Dextrin Content on Grinding Force and Grinding Temperature of Vitrified Bond CBN Grinding Wheel Specimens
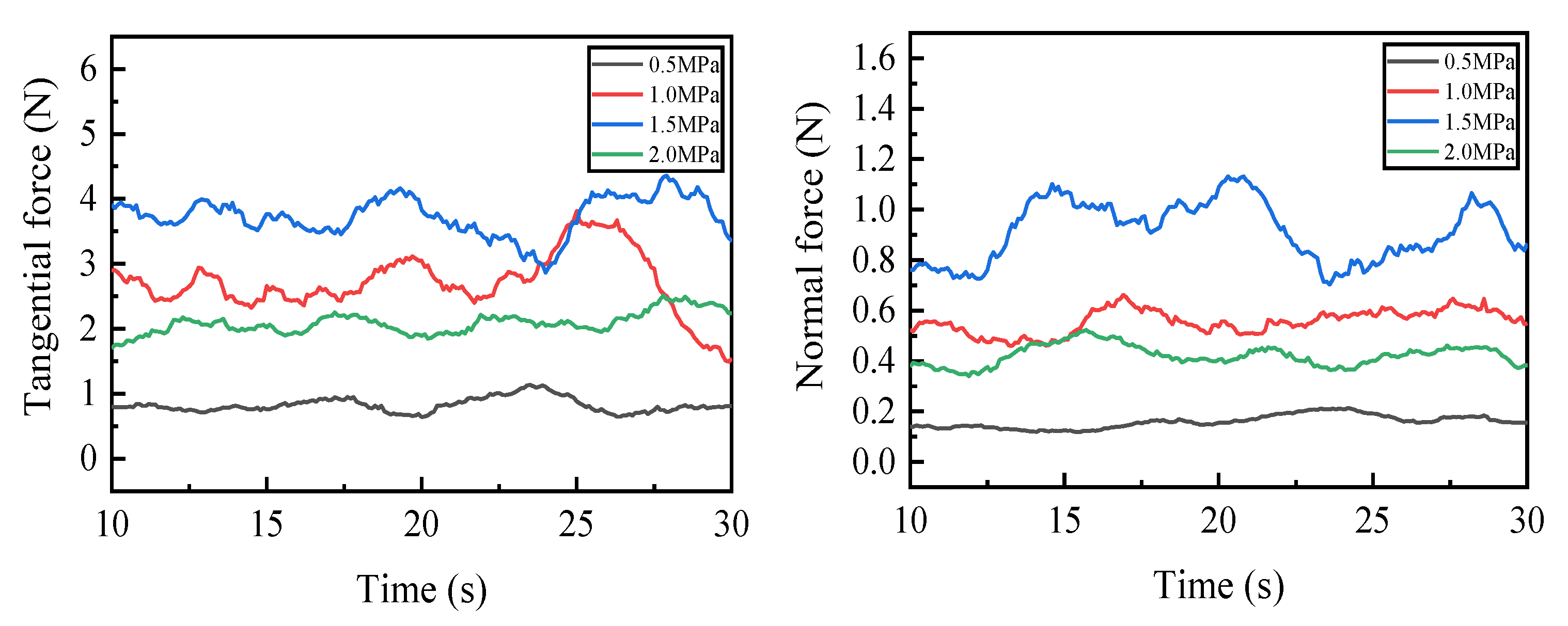
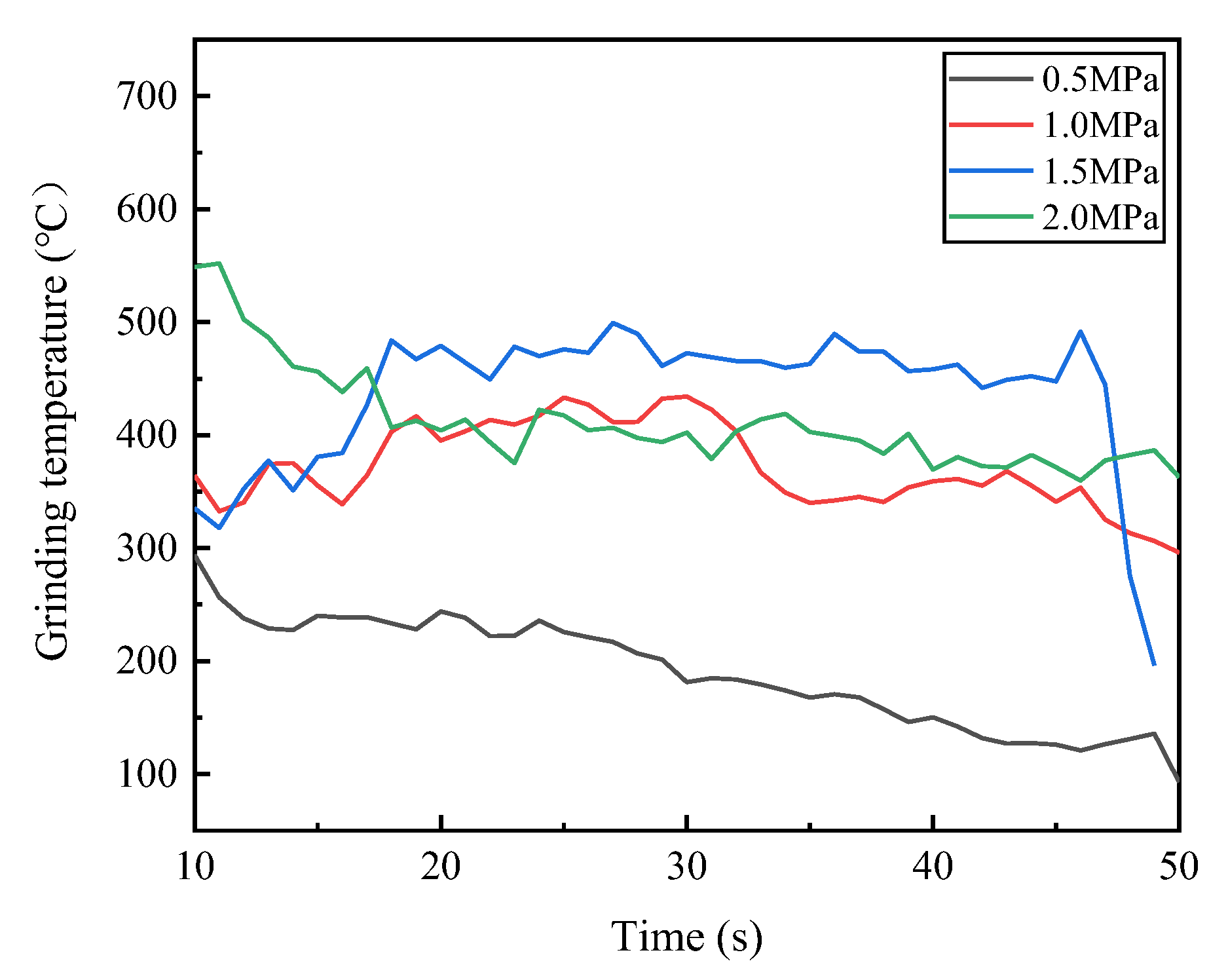
3.3. Effect of Forming Pressure on Grinding Force and Grinding Temperature of Vitrified Bond CBN Grinding Wheel Specimens
3.4. Surface Morphology of Vitrified Bond CBN Grinding Wheel Specimens and Camshaft Grinding Discs
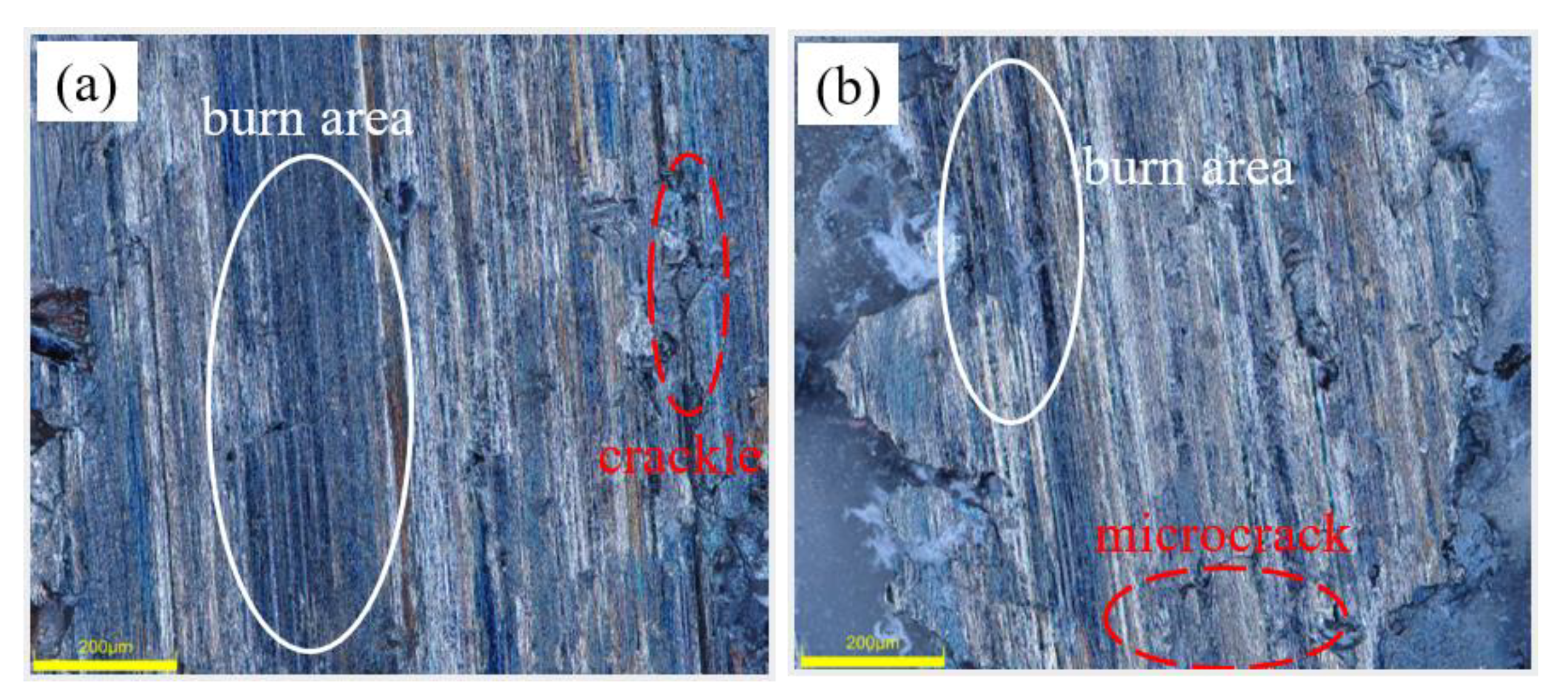
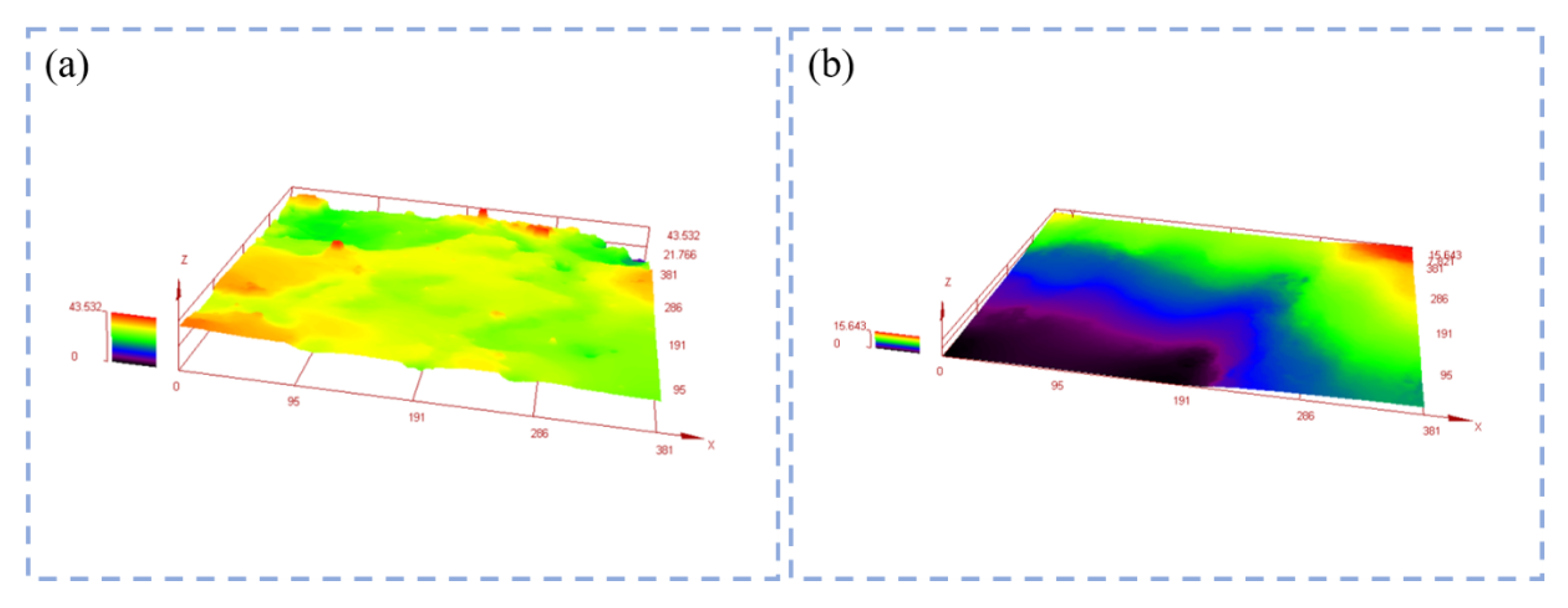
3.4.1. Surface Morphology of Vitrified Bond CBN Grinding Wheel Specimens before and after Grinding
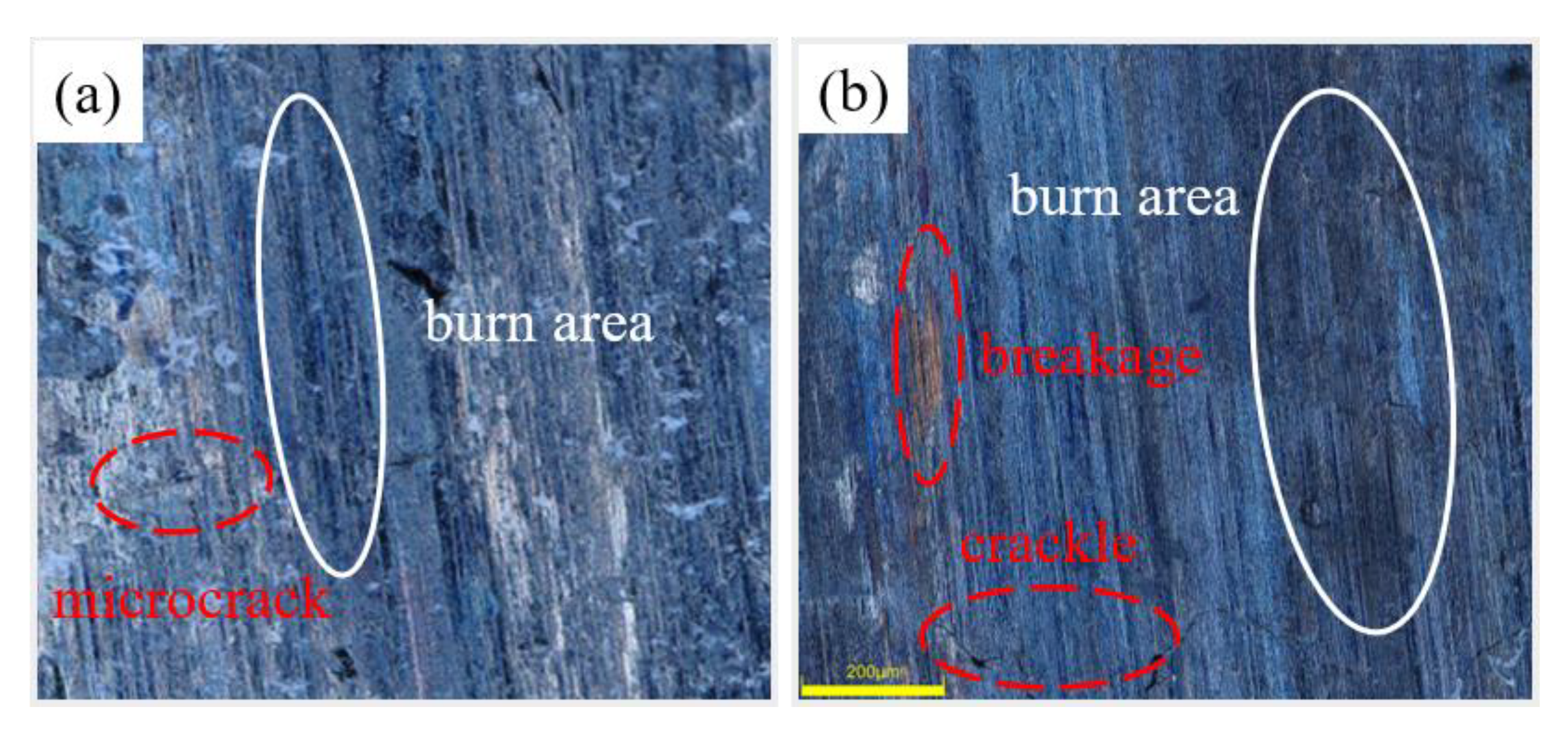
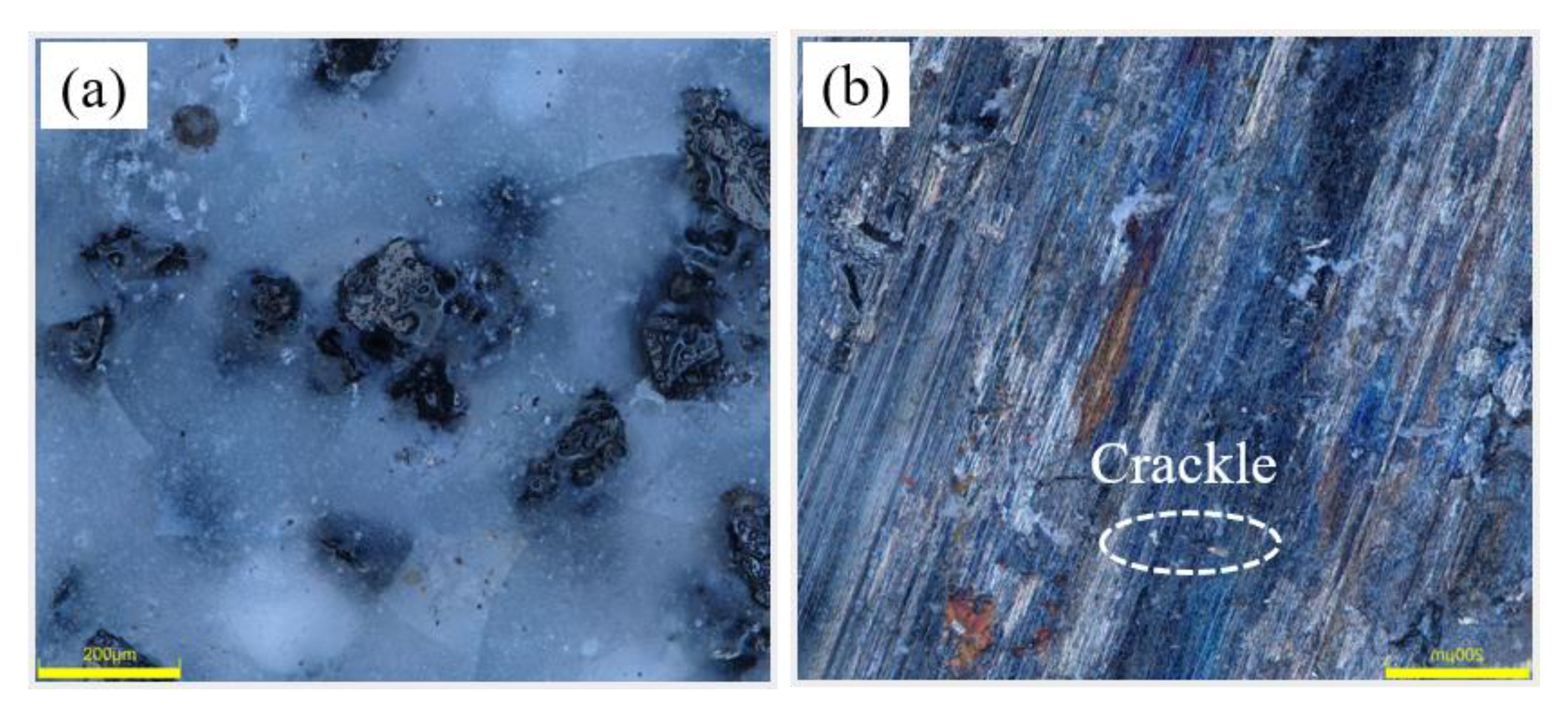
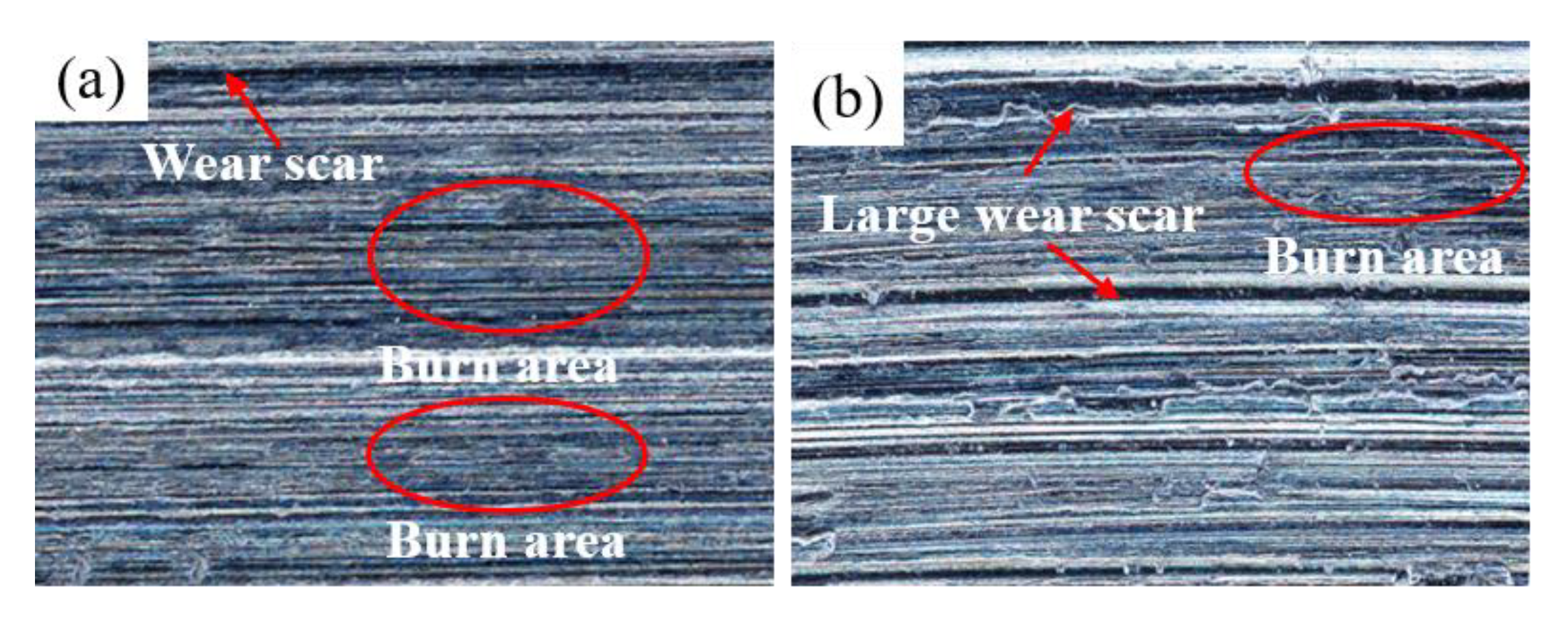
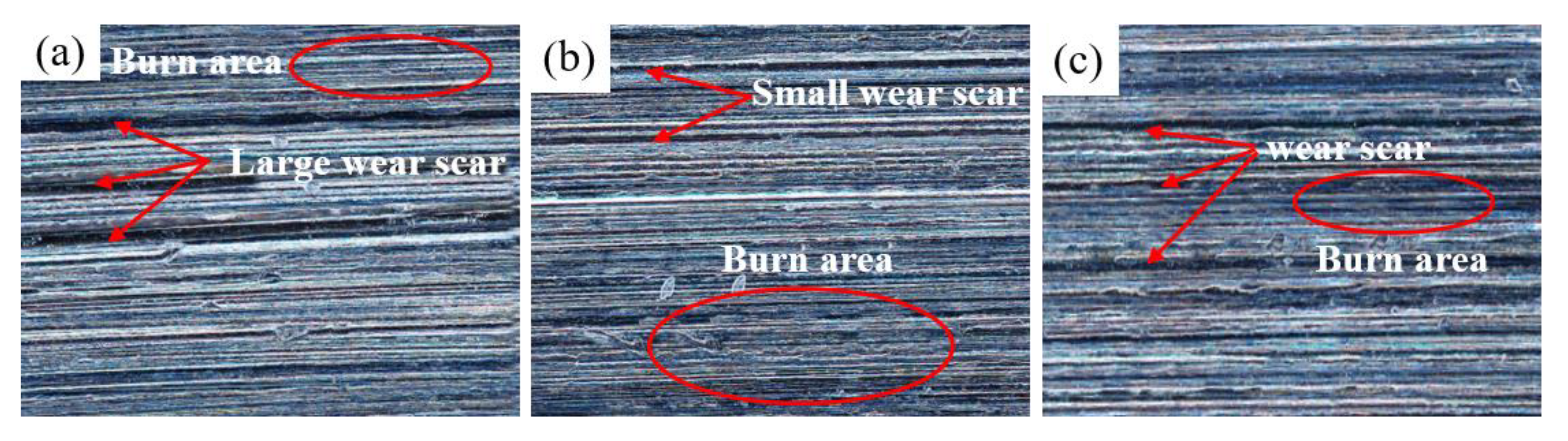
3.4.2. Surface Morphology of Camshaft Grinding Discs
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Lasota, I.; Protsenko, V.; Matyushkin, A.; Kuznetsov, M.; Gook, S. Laser surface hardening of engine camshaft cams. Mater. Today Proc. 2020, 30, 478–482. [Google Scholar] [CrossRef]
- Ma, J.; Yang, L.; Liu, J.; Chen, Z.; He, Y. Evaluating the quality of assembled camshafts under pulsating hydroforming. J. Manuf. Process. 2021, 61, 69–82. [Google Scholar] [CrossRef]
- Liu, T.; Deng, Z.; Luo, C.; Li, Z.; Lv, L.; Zhuo, R. Chatter detection in camshaft high-speed grinding process based on VMD parametric optimization. Measument 2022, 187, 110133. [Google Scholar] [CrossRef]
- Jackson, M. Sintering and vitrification heat treatment of CBN grinding wheels. J. Mater. Process. Technol. 2007, 191, 232–234. [Google Scholar] [CrossRef]
- Zhao, B.; Li, Z.; Zhu, Y. Effect of polycrystalline mullite fibers on the properties of vitrified bond and vitrified CBN composites. Ceram. Int. 2013, 39, 2863–2868. [Google Scholar] [CrossRef]
- Wang, C.; Zhang, F.; Pan, J.; Mao, J.; Long, Y.; Huang, H.; Wang, C.; Lin, H.; Deng, X.; Wu, S. An experimental study on preparation of vitrified bond diamond grinding wheel with hollow spherical corundum granules as pore former. Int. J. Adv. Manuf. Technol. 2017, 93, 595–603. [Google Scholar] [CrossRef]
- Ichida, Y.; Fujimoto, M.; Inoue, Y.; Matsui, K. Development of a high performance vitrified grinding wheel using ultrafine-crystalline CBN abrasive grains. J. Adv. Mech. Des. Syst. 2010, 4, 1005–1014. [Google Scholar] [CrossRef] [Green Version]
- Sun, Y.; Tsai, Y.; Lin, K. The influence of sintering parameters on the mechanical properties of vitrified bond diamond tools. Mater. Des. 2015, 80, 89–98. [Google Scholar] [CrossRef]
- Zhu, Y.; Lu, W.; Sun, Y.; Zuo, D. Grinding characteristics in high-speed grinding of boron-diffusion-hardened TC21-DT titanium alloy with vitrified CBN wheel. Int. J. Adv. Manuf. Technol. 2017, 89, 1269–1277. [Google Scholar] [CrossRef]
- Zhang, J.; Pang, Z.; Yu, T.; Wang, W. Experimental study based on nano-ceramic grinding wheel bond. Adv. Mater. Res. 2011, 299–300, 250–254. [Google Scholar]
- Jackson, M.; Davis, C.; Hitchiner, M.; Mills, B. High-speed grinding with CBN grinding wheels—Applications and future technology. J. Mater. Process. Technol. 2001, 110, 78–88. [Google Scholar] [CrossRef]
- Herman, D.; Krzos, J. Influence of vitrified bond structure on radial wear of CBN grinding wheels. J. Mater. Process. Technol. 2009, 209, 5377–5386. [Google Scholar] [CrossRef]
- Lin, K.; Peng, S.; Lin, S. Sintering parameters and wear performances of vitrified bond diamond grinding wheels. Int. J. Refract. Met. Hard Mater. 2007, 25, 25–31. [Google Scholar] [CrossRef]
- Rowe, W.; Cai, R.; Morgan, M. The effect of porosity on the grinding performance of vitrified CBN wheels. Key Eng. Mater. 2003, 238–239, 295–300. [Google Scholar]
- Buchilin, N.; Stroganova, E.; Mikhailenko, N.; Sarkisov, P.; Paleari, A. Crystallization-controlled pore retention in calcium-phosphate glass-ceramics from powder sintering of CaO–P2O5–B2O3–Al2O3–TiO2–ZrO2 glass. J. Non-Cryst. Solids 2013, 373–374, 42–50. [Google Scholar] [CrossRef]
- Hou, Y.; Qiao, G.; Shang, Y.; Zou, W.; Xiao, F.; Liao, B. Effect of porosity on the grinding performance of vitrified bond diamond wheels for grinding PCD blades. Ceram. Int. 2012, 38, 6215–6220. [Google Scholar] [CrossRef]
- Ma, C.; Ding, W.; Xu, J.; Fu, Y. Influence of alumina bubble particles on microstructure and mechanical strength in porous Cu-Sn-Ti metals. Mater. Des. 2015, 65, 50–56. [Google Scholar] [CrossRef]
- Zong, Y.; Wan, Q.; Cang, D. Preparation of anorthite-based porous ceramics using high-alumina fly ash microbeads and steel slag. Ceram. Int. 2019, 45, 22445–22451. [Google Scholar] [CrossRef]
- Lv, X.; Li, Z.; Zhu, Y.; Zhao, J.; Zhao, G. Effect of PMMA pore former on microstructure and mechanical properties of vitrified bond CBN grinding wheels. Ceram. Int. 2013, 39, 1893–1899. [Google Scholar] [CrossRef]
- Issaoui, M.; Limousy, L.; Lebeau, B.; Bouaziz, J.; Fourati, M. Design and characterization of flat membrane supports elaborated from kaolin and aluminum powders. C. R. Chim. 2015, 19, 496–504. [Google Scholar] [CrossRef]
- Li, S.; Wang, C.; Zhou, J. Effect of starch addition on microstructure and properties of highly porous alumina ceramics. Ceram. Int. 2013, 39, 8833–8839. [Google Scholar] [CrossRef] [Green Version]
- Mao, J.; Zhang, F.; Liao, G.; Zhou, Y.; Huang, H.; Wang, C.; Wu, S. Effect of granulated sugar as pore former on the microstructure and mechanical properties of the vitrified bond cubic boron nitride grinding wheels. Mater. Des. 2014, 60, 328–333. [Google Scholar] [CrossRef]
- Prestat, M.; Morandi, A.; Heel, A.; Holzer, L.; Holtappels, P.; Graule, T. Effect of graphite pore former on oxygen electrodes prepared with La0.6Sr0.4CoO3–δ nanoparticles. Electrochem. Commun. 2010, 12, 292–295. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | SiO2 | Al2O3 | B2O3 | Na2O | Li2O | ZnO | MgO |
|---|---|---|---|---|---|---|---|
| wt% | 55 | 15 | 10 | 7 | 3 | 5 | 5 |
| Sample | Vitrified Bond/g | CBN Abrasive/g | Dextrin/g |
|---|---|---|---|
| 1 | 2 | 0.6 | 0 |
| 2 | 2 | 0.6 | 0.8 |
| 3 | 2 | 0.6 | 0.16 |
| 4 | 2 | 0.6 | 0.24 |
| Sample | Vitrified Bond/g | CBN Abrasive/g | Forming Pressure/MPa |
|---|---|---|---|
| 5 | 2 | 0.6 | 0.5 |
| 6 | 2 | 0.6 | 1 |
| 7 | 2 | 0.6 | 1.5 |
| 8 | 2 | 0.6 | 2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, Q.; Zhou, H.; Wu, H.; Sun, L.; Shi, X.; Li, G. Study on Preparation and Grinding Performance of Vitrified Bond CBN Grinding Wheel with Controllable Porosity. Micromachines 2023, 14, 21. https://doi.org/10.3390/mi14010021
Xu Q, Zhou H, Wu H, Sun L, Shi X, Li G. Study on Preparation and Grinding Performance of Vitrified Bond CBN Grinding Wheel with Controllable Porosity. Micromachines. 2023; 14(1):21. https://doi.org/10.3390/mi14010021
Chicago/Turabian StyleXu, Qiao, Honggen Zhou, Hengheng Wu, Li Sun, Xiaona Shi, and Guochao Li. 2023. "Study on Preparation and Grinding Performance of Vitrified Bond CBN Grinding Wheel with Controllable Porosity" Micromachines 14, no. 1: 21. https://doi.org/10.3390/mi14010021