
Ramie Fabric Treated with Carboxymethylcellulose and Laser Engraved for Strain and Humidity Sensing


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. LCRF Fabrication by Laser Engraving
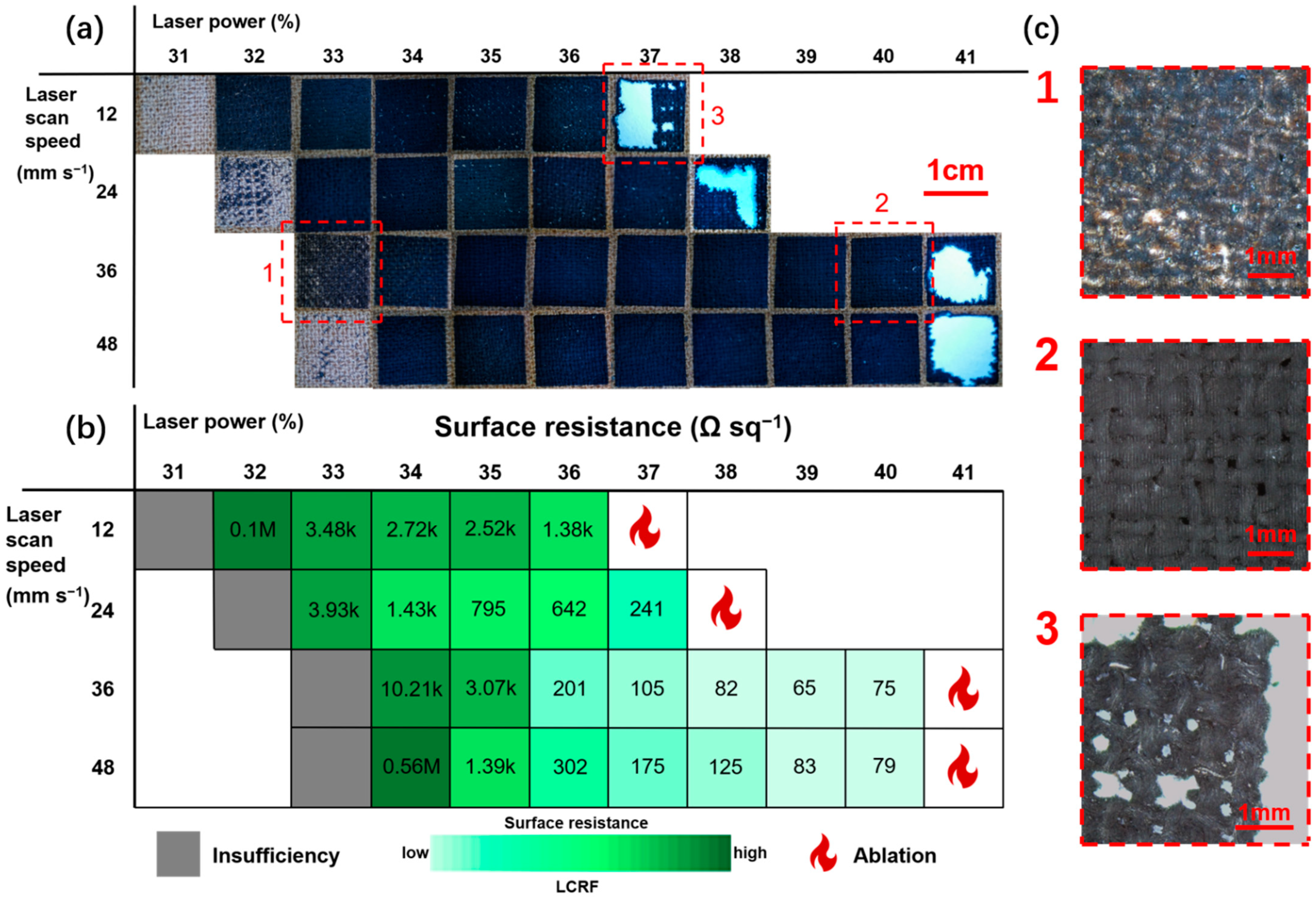
2.3. Laser Operation Parameter Optimization for LCRF Fabrication
2.4. Laser Engraving of Strain and Humidity Sensor on Ramie Fabric
2.5. Performance Test of the Strain and Humidity Sensor
3. Results and Discussion
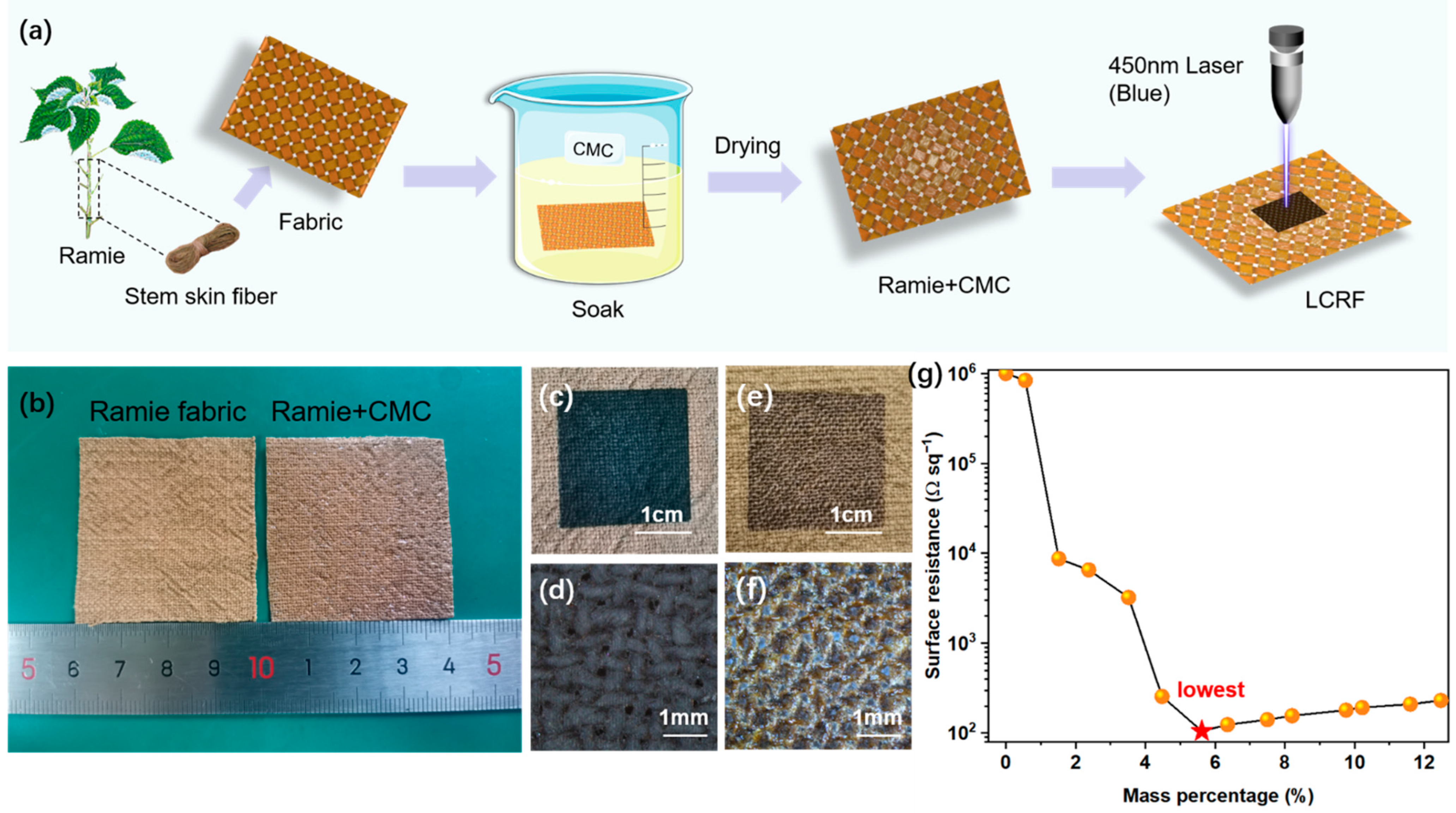
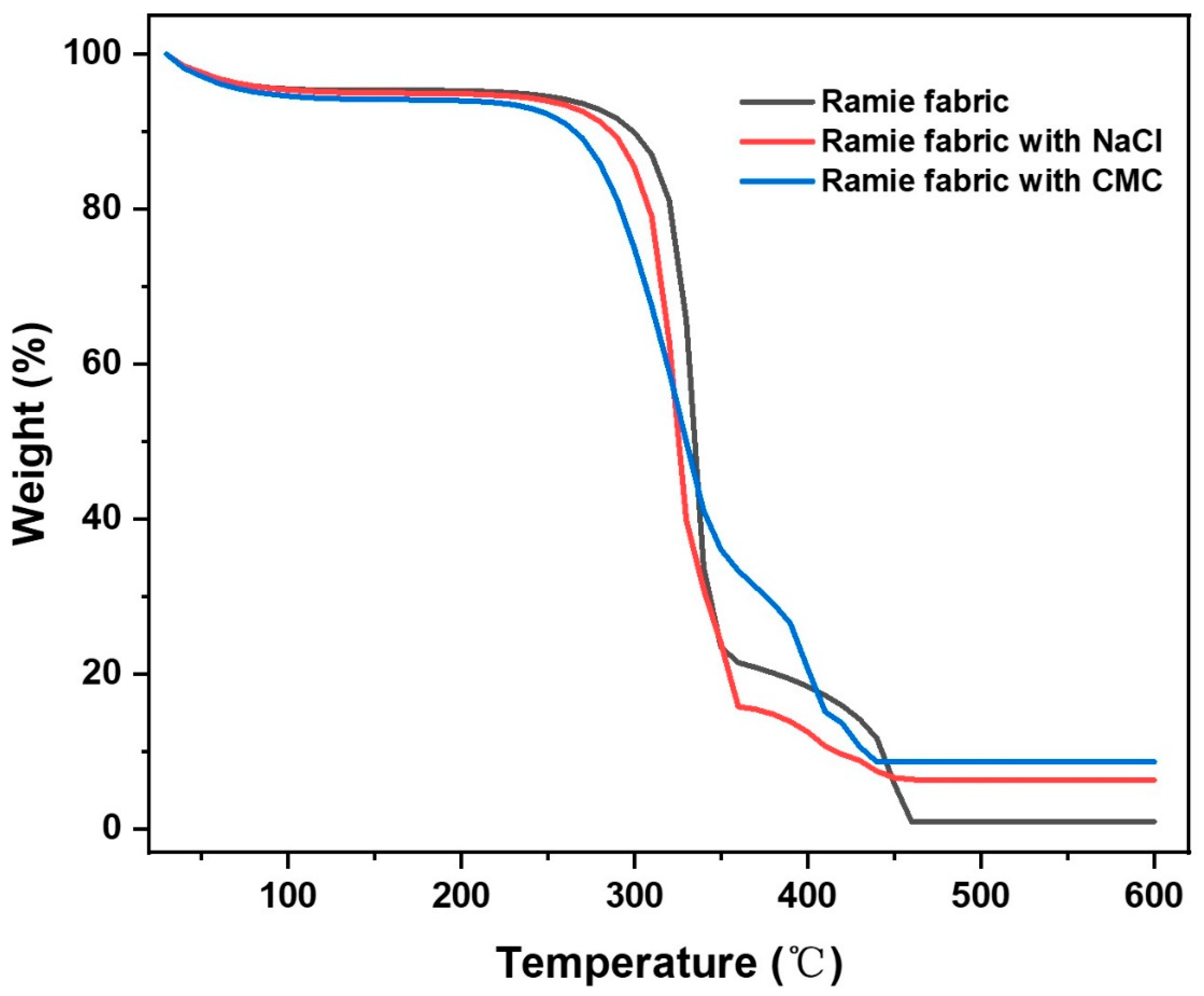
3.1. The Effect of CMC Treatment on Ramie Fabric
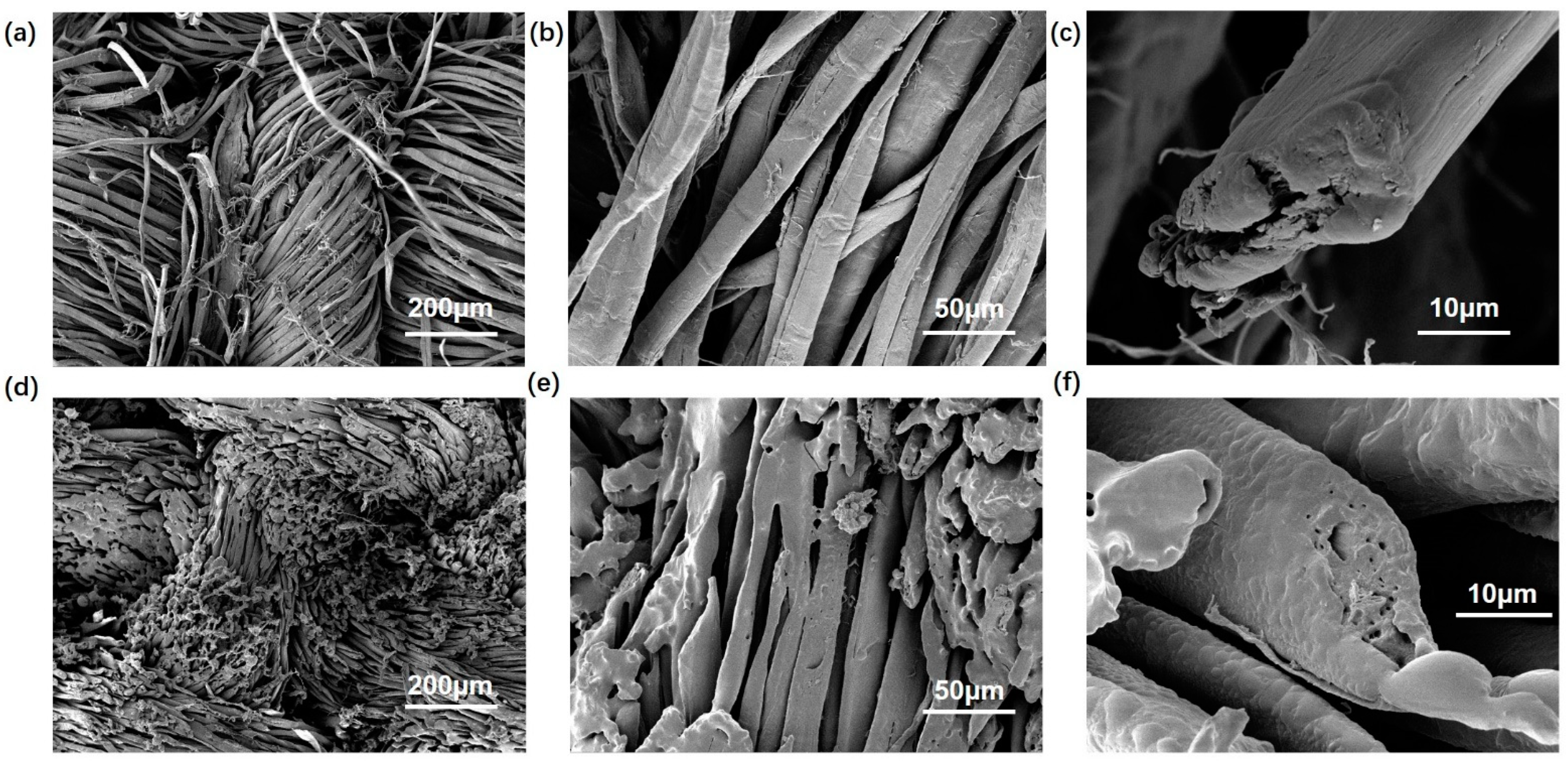
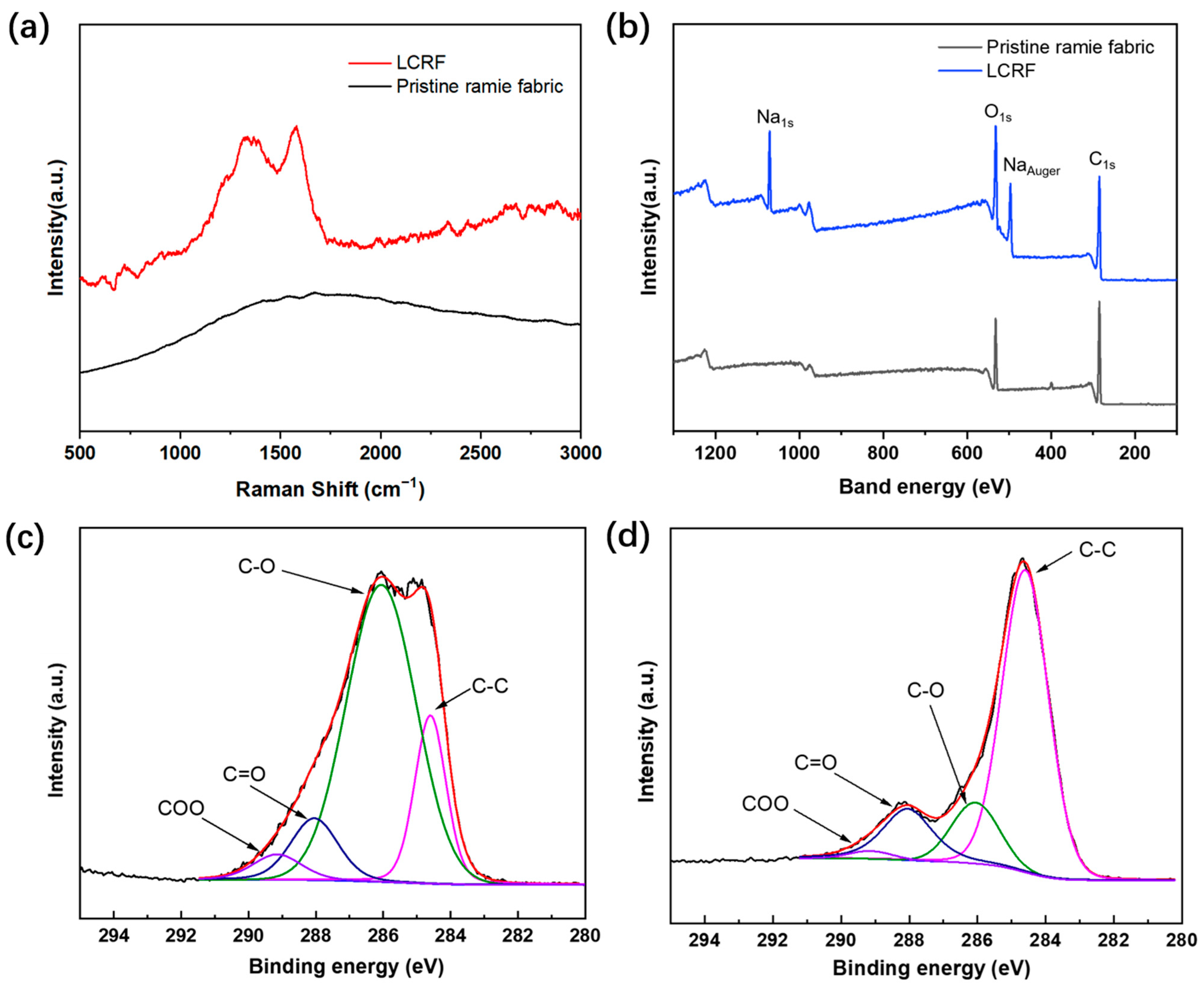
3.2. LCRF Characterization
3.3. LCRF-Based Sensors
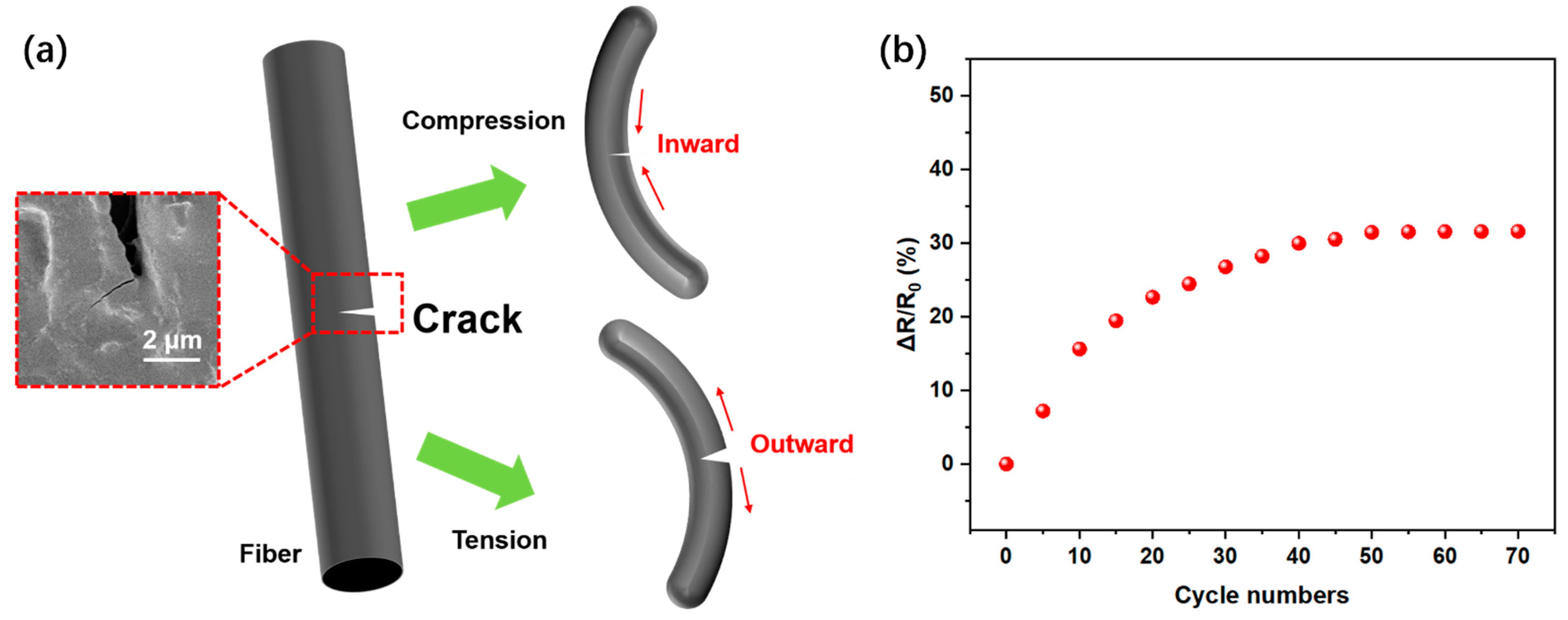
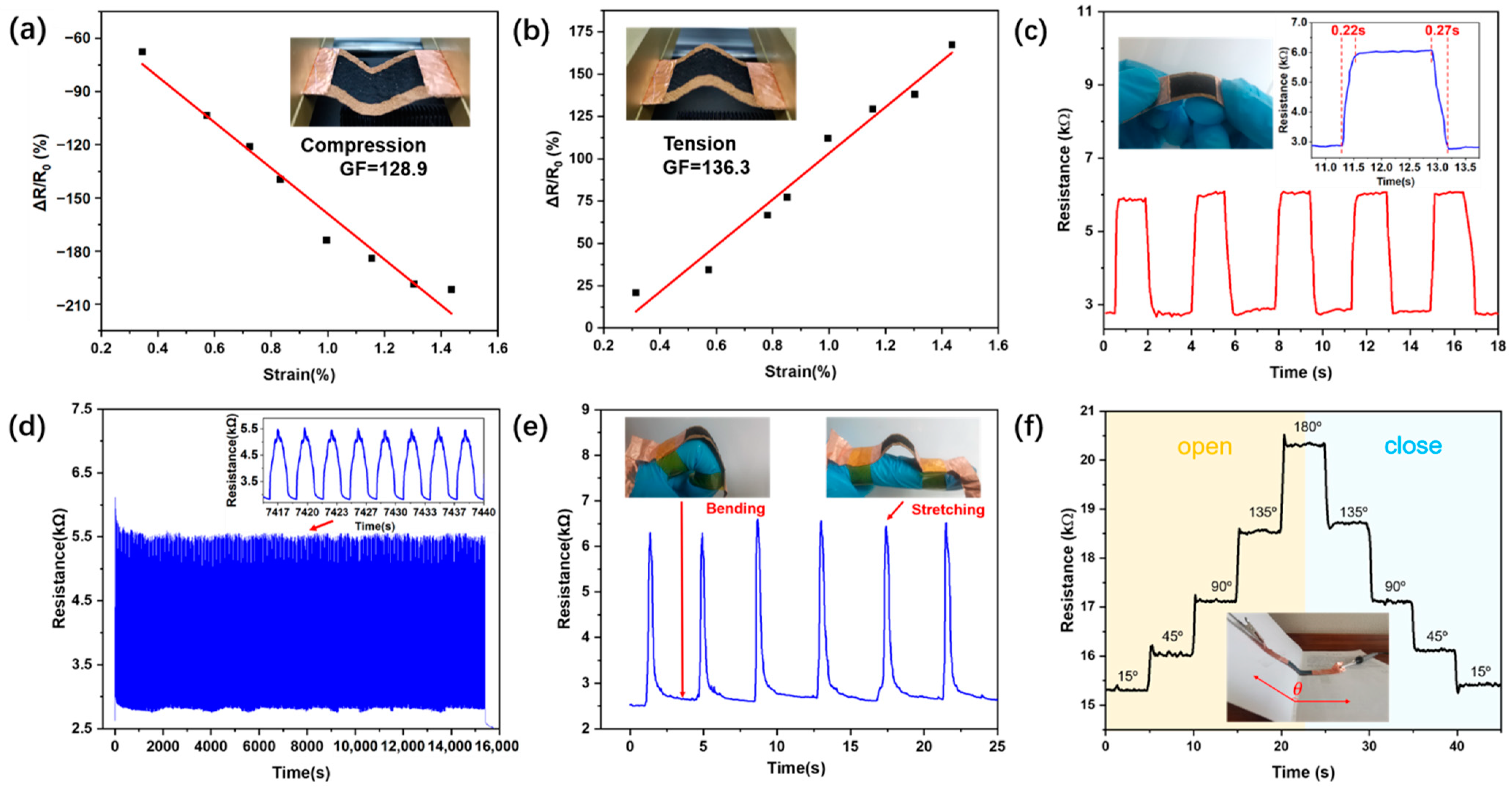
3.3.1. Strain Sensor
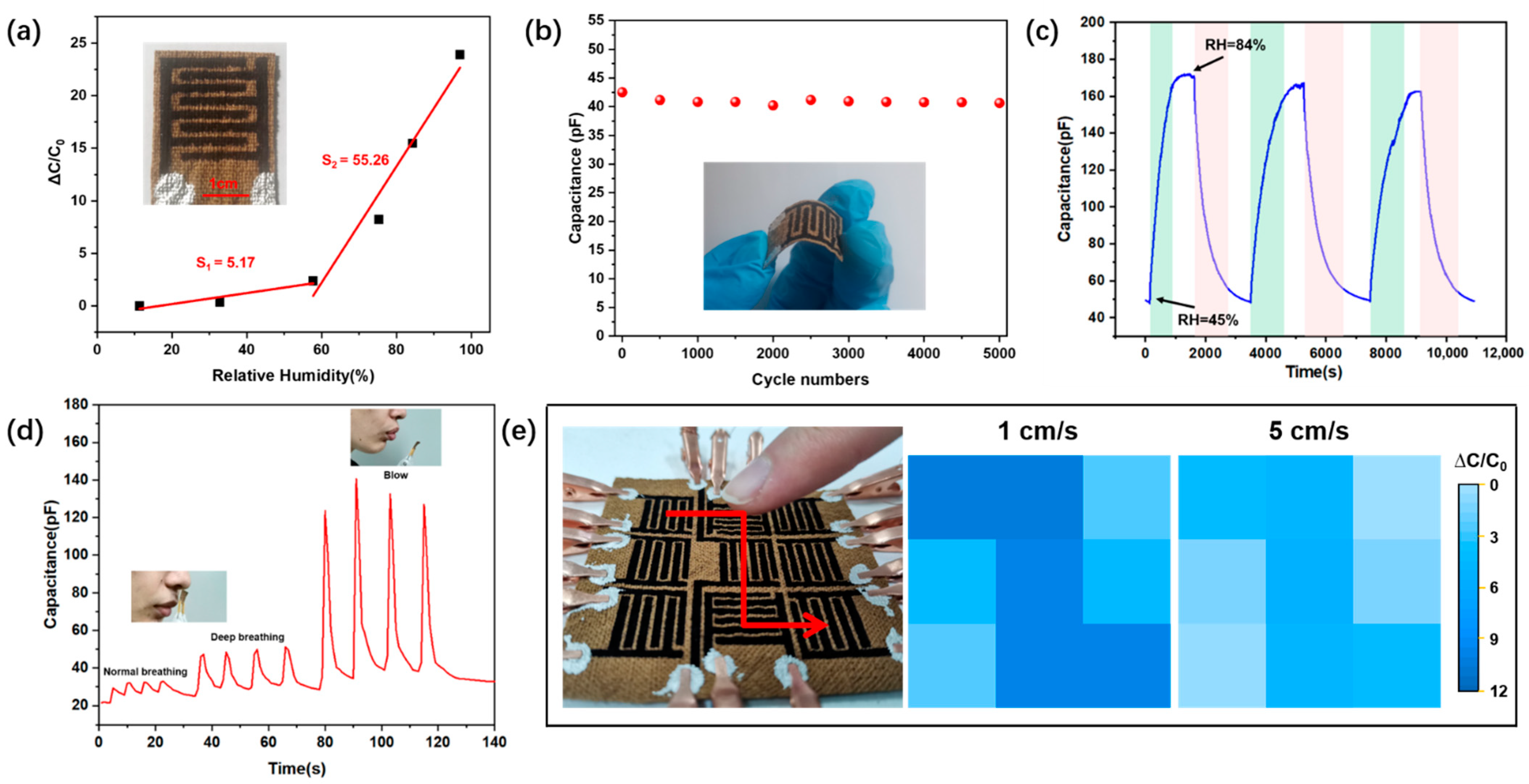
3.3.2. Humidity Sensor
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Wu, R.; Ma, L.; Patil, A.; Meng, Z.; Liu, S.; Hou, C.; Zhang, Y.; Yu, W.; Guo, W.; Liu, X.Y. Graphene Decorated Carbonized Cellulose Fabric for Physiological Signal Monitoring and Energy Harvesting. J. Mater. Chem. A 2020, 8, 12665–12673. [Google Scholar] [CrossRef]
- Ge, J.; Sun, L.; Zhang, F.-R.; Zhang, Y.; Shi, L.-A.; Zhao, H.-Y.; Zhu, H.-W.; Jiang, H.-L.; Yu, S.-H. A Stretchable Electronic Fabric Artificial Skin with Pressure-, Lateral Strain-, and Flexion-Sensitive Properties. Adv. Mater. 2016, 28, 722–728. [Google Scholar] [CrossRef] [PubMed]
- Rauf, S.; Vijjapu, M.T.; Andrés, M.A.; Gascón, I.; Roubeau, O.; Eddaoudi, M.; Salama, K.N. Highly Selective Metal–Organic Framework Textile Humidity Sensor. ACS Appl. Mater. Interfaces 2020, 12, 29999–30006. [Google Scholar] [CrossRef] [PubMed]
- Wu, S.; Liu, P.; Zhang, Y.; Zhang, H.; Qin, X. Flexible and Conductive Nanofiber-Structured Single Yarn Sensor for Smart Wearable Devices. Sens. Actuators B Chem. 2017, 252, 697–705. [Google Scholar] [CrossRef]
- Xiong, Y.; Xiao, J.; Chen, J.; Xu, D.; Zhao, S.; Chen, S.; Sheng, B. A Multifunctional Hollow TPU Fiber Filled with Liquid Metal Exhibiting Fast Electrothermal Deformation and Recovery. Soft Matter 2021, 17, 10016–10024. [Google Scholar] [CrossRef] [PubMed]
- Zeng, W.; Tao, X.-M.; Chen, S.; Shang, S.; Chan, H.L.W.; Choy, S.H. Highly Durable All-Fiber Nanogenerator for Mechanical Energy Harvesting. Energy Environ. Sci. 2013, 6, 2631–2638. [Google Scholar] [CrossRef]
- Sun, X.; Jin, H.; Qu, W. Lignin-Derived 3D Porous Graphene on Carbon Cloth for Flexible Supercapacitors. RSC Adv. 2021, 11, 19695–19704. [Google Scholar] [CrossRef]
- Fu, X.-Y.; Chen, Z.-D.; Zhang, Y.-L.; Han, D.-D.; Ma, J.-N.; Wang, W.; Zhang, Z.-R.; Xia, H.; Sun, H.-B. Direct Laser Writing of Flexible Planar Supercapacitors Based on GO and Black Phosphorus Quantum Dot Nanocomposites. Nanoscale 2019, 11, 9133–9140. [Google Scholar] [CrossRef]
- Paul, D.L.; Giddens, H.; Paterson, M.; Hilton, G.S.; McGeehan, J.P. Impact of Body and Clothing on a Wearable Textile Dual Band Antenna at Digital Television and Wireless Communications Bands. IEEE Trans. Antennas Propag. 2013, 61, 2188–2194. [Google Scholar] [CrossRef]
- Boutry, C.M.; Beker, L.; Kaizawa, Y.; Vassos, C.; Tran, H.; Hinckley, A.C.; Pfattner, R.; Niu, S.; Li, J.; Claverie, J.; et al. Biodegradable and Flexible Arterial-Pulse Sensor for the Wireless Monitoring of Blood Flow. Nat. Biomed. Eng. 2019, 3, 47–57. [Google Scholar] [CrossRef] [PubMed]
- Ma, L.; Wu, R.; Patil, A.; Zhu, S.; Meng, Z.; Meng, H.; Hou, C.; Zhang, Y.; Liu, Q.; Yu, R.; et al. Full-Textile Wireless Flexible Humidity Sensor for Human Physiological Monitoring. Adv. Funct. Mater. 2019, 29, 1904549. [Google Scholar] [CrossRef]
- Hu, Q.; Nag, A.; Xu, Y.; Han, T.; Zhang, L. Use of Graphene-Based Fabric Sensors for Monitoring Human Activities. Sens. Actuators A Phys. 2021, 332, 113172. [Google Scholar] [CrossRef]
- Fu, Q.; Cui, C.; Meng, L.; Hao, S.; Dai, R.; Yang, J. Emerging Cellulose-Derived Materials: A Promising Platform for the Design of Flexible Wearable Sensors toward Health and Environment Monitoring. Mater. Chem. Front. 2021, 5, 2051–2091. [Google Scholar] [CrossRef]
- Xiao, J.; Xiong, Y.; Chen, J.; Zhao, S.; Chen, S.; Xu, B.; Sheng, B. Ultrasensitive and Highly Stretchable Fibers with Dual Conductive Microstructural Sheaths for Human Motion and Micro Vibration Sensing. Nanoscale 2022, 14, 1962–1970. [Google Scholar] [CrossRef] [PubMed]
- Wang, D.; Sheng, B.; Peng, L.; Huang, Y.; Ni, Z. Flexible and Optical Fiber Sensors Composited by Graphene and PDMS for Motion Detection. Polymers 2019, 11, 1433. [Google Scholar] [CrossRef]
- Ma, L.; Wu, R.; Miao, H.; Fan, X.; Kong, L.; Patil, A.; Liu, X.Y.; Wang, J. All-in-One Fibrous Capacitive Humidity Sensor for Human Breath Monitoring. Text. Res. J. 2021, 91, 398–405. [Google Scholar] [CrossRef]
- Gao, Y.; Lu, C.; Guohui, Y.; Sha, J.; Tan, J.; Xuan, F. Laser Micro-Structured Pressure Sensor with Modulated Sensitivity for Electronic Skins. Nanotechnology 2019, 30, 325502. [Google Scholar] [CrossRef]
- Bai, M.; Zhai, Y.; Liu, F.; Wang, Y.; Luo, S. Stretchable Graphene Thin Film Enabled Yarn Sensors with Tunable Piezoresistivity for Human Motion Monitoring. Sci. Rep. 2019, 9, 18644. [Google Scholar] [CrossRef]
- Afroj, S.; Karim, N.; Wang, Z.; Tan, S.; He, P.; Holwill, M.; Ghazaryan, D.; Fernando, A.; Novoselov, K.S. Engineering Graphene Flakes for Wearable Textile Sensors via Highly Scalable and Ultrafast Yarn Dyeing Technique. ACS Nano 2019, 13, 3847–3857. [Google Scholar] [CrossRef]
- Xu, L.; Liu, Z.; Zhai, H.; Chen, X.; Sun, R.; Lyu, S.; Fan, Y.; Yi, Y.; Chen, Z.; Jin, L.; et al. Moisture-Resilient Graphene-Dyed Wool Fabric for Strain Sensing. ACS Appl. Mater. Interfaces 2020, 12, 13265–13274. [Google Scholar] [CrossRef] [PubMed]
- Yoon, S.; Kim, H.-K. Cost-Effective Stretchable Ag Nanoparticles Electrodes Fabrication by Screen Printing for Wearable Strain Sensors. Surf. Coat. Technol. 2020, 384, 125308. [Google Scholar] [CrossRef]
- Lee, C.G.; Kwon, B.S.; Nam, H.M.; Seo, D.M.; Park, J.; Hwangbo, H.; Park, L.S.; Nam, S.Y. Stretchable Strain Sensors Fabricated by Screen Printing of Silver Paste on the Surface Modified Transparent Elastomeric Polyurethane Films. Mater. Sci. Appl. 2018, 9, 1008–1020. [Google Scholar] [CrossRef]
- Andò, B.; Baglio, S.; Bulsara, A.R.; Emery, T.; Marletta, V.; Pistorio, A. Low-Cost Inkjet Printing Technology for the Rapid Prototyping of Transducers. Sensors 2017, 17, 748. [Google Scholar] [CrossRef] [PubMed]
- Duy Dam, L.; Nguyen, T.; Doan, T.; Dang, T.; Dang, C. Fabrication of Interdigitated Electrodes by Inkjet Printing Technology for Apllication in Ammonia Sensing. Adv. Nat. Sci. Nanosci. Nanotechnol. 2016, 7, 025002. [Google Scholar] [CrossRef]
- Pawlak, R.; Korzeniewska, E.; Frydrysiak, M.; Zięba, J.; Tęsiorowski, Ł.; Gniotek, K.; Stempien, Z.; Tokarska, M. Using Vacuum Deposition Technology for the Manufacturing of Electro-Conductive Layers on the Surface of Textiles. Fibres Text. East. Eur. 2012, 91, 68–72. [Google Scholar]
- Wang, C.; Li, X.; Gao, E.; Jian, M.; Xia, K.; Wang, Q.; Xu, Z.; Ren, T.; Zhang, Y. Carbonized Silk Fabric for Ultrastretchable, Highly Sensitive, and Wearable Strain Sensors. Adv. Mater. 2016, 28, 6640–6648. [Google Scholar] [CrossRef]
- Zhang, M.; Wang, C.; Wang, H.; Jian, M.; Hao, X.; Zhang, Y. Carbonized Cotton Fabric for High-Performance Wearable Strain Sensors. Adv. Funct. Mater. 2017, 27, 1604795. [Google Scholar] [CrossRef]
- Doshi, S.M.; Murray, C.; Chaudhari, A.; Sung, D.H.; Thostenson, E.T. Ultrahigh Sensitivity Wearable Sensors Enabled by Electrophoretic Deposition of Carbon Nanostructured Composites onto Everyday Fabrics. J. Mater. Chem. C 2022, 10, 1617–1624. [Google Scholar] [CrossRef]
- Wang, L.; Xu, T.; Zhang, X. Multifunctional Conductive Hydrogel-Based Flexible Wearable Sensors. TrAC Trends Anal. Chem. 2021, 134, 116130. [Google Scholar] [CrossRef]
- Maddipatla, D.; Narakathu, B.B.; Atashbar, M. Recent Progress in Manufacturing Techniques of Printed and Flexible Sensors: A Review. Biosensors 2020, 10, 199. [Google Scholar] [CrossRef]
- Li, Y.; Samad, Y.A.; Taha, T.; Cai, G.; Fu, S.-Y.; Liao, K. Highly Flexible Strain Sensor from Tissue Paper for Wearable Electronics. ACS Sustain. Chem. Eng. 2016, 4, 4288–4295. [Google Scholar] [CrossRef]
- Li, Y.-Q.; Zhu, W.-B.; Yu, X.-G.; Huang, P.; Fu, S.-Y.; Hu, N.; Liao, K. Multifunctional Wearable Device Based on Flexible and Conductive Carbon Sponge/Polydimethylsiloxane Composite. ACS Appl. Mater. Interfaces 2016, 8, 33189–33196. [Google Scholar] [CrossRef] [PubMed]
- Miao, Y.; Wan, L.; Ling, X.; Chen, B.; Pan, L.; Gao, Y. Mask-Free Preparation of Patterned Carbonized Carboxymethyl Cellulose on Fabrics for Flexible Electronics. ACS Appl. Electron. Mater. 2020, 2, 855–862. [Google Scholar] [CrossRef]
- Wang, H.; Wang, H.; Wang, Y.; Su, X.; Wang, C.; Zhang, M.; Jian, M.; Xia, K.; Liang, X.; Lu, H.; et al. Laser Writing of Janus Graphene/Kevlar Textile for Intelligent Protective Clothing. ACS Nano 2020, 14, 3219–3226. [Google Scholar] [CrossRef] [PubMed]
- Liu, W.; Huang, Y.; Peng, Y.; Walczak, M.; Wang, D.; Chen, Q.; Liu, Z.; Li, L. Stable Wearable Strain Sensors on Textiles by Direct Laser Writing of Graphene. ACS Appl. Nano Mater. 2020, 3, 283–293. [Google Scholar] [CrossRef]
- Li, Z.; Lu, L.; Xie, Y.; Wang, W.; Zhiran, L.; Tang, B.; Lin, N. Preparation of Laser-Induced Graphene Fabric from Silk and Its Application Examples for Flexible Sensor. Adv. Eng. Mater. 2021, 23, 2100195. [Google Scholar] [CrossRef]
- Xu, H.; Gao, L.; Wang, Y.; Cao, K.; Hu, X.; Wang, L.; Mu, M.; Liu, M.; Zhang, H.; Wang, W.; et al. Flexible Waterproof Piezoresistive Pressure Sensors with Wide Linear Working Range Based on Conductive Fabrics. Nano-Micro Lett. 2020, 12, 159. [Google Scholar] [CrossRef]
- Ye, R.; Chyan, Y.; Zhang, J.; Li, Y.; Han, X.; Kittrell, C.; Tour, J.M. Laser-Induced Graphene Formation on Wood. Adv. Mater. 2017, 29, 1702211. [Google Scholar] [CrossRef]
- Chyan, Y.; Ye, R.; Li, Y.; Singh, S.P.; Arnusch, C.J.; Tour, J.M. Laser-Induced Graphene by Multiple Lasing: Toward Electronics on Cloth, Paper, and Food. ACS Nano 2018, 12, 2176–2183. [Google Scholar] [CrossRef]
- Han, X.; Ye, R.; Chyan, Y.; Wang, T.; Zhang, C.; Shi, L.; Zhang, T.; Zhao, Y.; Tour, J. Laser-Induced Graphene from Wood Impregnated with Metal Salts and Use in Electrocatalysis. ACS Appl. Nano Mater. 2018, 1, 5053–5061. [Google Scholar] [CrossRef]
- Dhand, V.; Mittal, G.; Rhee, K.Y.; Park, S.-J.; Hui, D. A Short Review on Basalt Fiber Reinforced Polymer Composites. Compos. Part. B Eng. 2015, 73, 166–180. [Google Scholar] [CrossRef]
- Liang, J.; Zhao, Z.; Tang, Y.; Liang, Z.; Sun, L.; Pan, X.; Wang, X.; Qiu, J. A Wearable Strain Sensor Based on Carbon Derived from Linen Fabrics. New Carbon Mater. 2020, 35, 522–530. [Google Scholar] [CrossRef]
- Liu, Z.; Chen, K.; Fernando, A.; Gao, Y.; Li, G.; Jin, L.; Zhai, H.; Yi, Y.; Xu, L.; Zheng, Y.; et al. Permeable Graphited Hemp Fabrics-Based, Wearing-Comfortable Pressure Sensors for Monitoring Human Activities. Chem. Eng. J. 2021, 403, 126191. [Google Scholar] [CrossRef]
- Liu, Z.; Li, Z.; Zhai, H.; Jin, L.; Chen, K.; Yi, Y.; Gao, Y.; Xu, L.; Zheng, Y.; Yao, S.; et al. A Highly Sensitive Stretchable Strain Sensor Based on Multi-Functionalized Fabric for Respiration Monitoring and Identification. Chem. Eng. J. 2021, 426, 130869. [Google Scholar] [CrossRef]
- Liu, H.; Xiang, H.; Ma, Y.; Li, Z.; Meng, Q.; Jiang, H.; Wu, H.; Li, P.; Zhou, H.; Huang, W. Flexible, Degradable, and Cost-Effective Strain Sensor Fabricated by a Scalable Papermaking Procedure. ACS Sustain. Chem. Eng. 2018, 6, 15749–15755. [Google Scholar] [CrossRef]
- Liao, X.; Liao, Q.; Yan, X.; Liang, Q.; Si, H.; Li, M.; Wu, H.; Cao, S.; Zhang, Y. Flexible and Highly Sensitive Strain Sensors Fabricated by Pencil Drawn for Wearable Monitor. Adv. Funct. Mater. 2015, 25, 2395–2401. [Google Scholar] [CrossRef]
- Zhao, J.; Yu, Z.; Tu, Z.; Bian, H. Influence of Electrode Structure on Performance of Laser Direct Writing Cu-PI Flexible Humidity Sensor. Micromachines 2022, 13, 992. [Google Scholar] [CrossRef] [PubMed]
- Liu, H.; Xiang, H.; Wang, Y.; Li, Z.; Qian, L.; Li, P.; Ma, Y.; Zhou, H.; Huang, W. A Flexible Multimodal Sensor That Detects Strain, Humidity, Temperature, and Pressure with Carbon Black and Reduced Graphene Oxide Hierarchical Composite on Paper. ACS Appl Mater. Interfaces 2019, 11, 40613–40619. [Google Scholar] [CrossRef]
- Wang, N.; Tong, J.; Wang, J.; Wang, Q.; Chen, S.; Sheng, B. Polyimide-Sputtered and Polymerized Films with Ultrahigh Moisture Sensitivity for Respiratory Monitoring and Contactless Sensing. ACS Appl. Mater. Interfaces 2022, 14, 11842–11853. [Google Scholar] [CrossRef]
- Rahman, M.S.; Hasan, M.S.; Nitai, A.S.; Nam, S.; Karmakar, A.K.; Ahsan, M.S.; Shiddiky, M.J.A.; Ahmed, M.B. Recent Developments of Carboxymethyl Cellulose. Polymers 2021, 13, 1345. [Google Scholar] [CrossRef]
- Shi, R.; Tan, L.; Zong, L.; Ji, Q.; Li, X.; Zhang, K.; Cheng, L.; Xia, Y. Influence of Na+ and Ca2+ on Flame Retardancy, Thermal Degradation, and Pyrolysis Behavior of Cellulose Fibers. Carbohydr. Polym. 2017, 157, 1594–1603. [Google Scholar] [CrossRef]
- Lee, S.; Jeon, S. Laser-Induced Graphitization of Cellulose Nanofiber Substrates under Ambient Conditions. ACS Sustain. Chem. Eng. 2019, 7, 2270–2275. [Google Scholar] [CrossRef]
- Le, T.-S.D.; Park, S.; An, J.; Lee, P.S.; Kim, Y.-J. Ultrafast Laser Pulses Enable One-Step Graphene Patterning on Woods and Leaves for Green Electronics. Adv. Funct. Mater. 2019, 29, 1902771. [Google Scholar] [CrossRef]
- Johansson, L.-S.; Campbell, J.M.; Rojas, O.J. Cellulose as the in Situ Reference for Organic XPS. Why? Because It Works. Surf. Interface Anal. 2020, 52, 1134–1138. [Google Scholar] [CrossRef]
- Mahmood, F.; Zhang, C.; Xie, Y.; Stalla, D.; Lin, J.; Wan, C. Transforming Lignin into Porous Graphene via Direct Laser Writing for Solid-State Supercapacitors. RSC Adv. 2019, 9, 22713–22720. [Google Scholar] [CrossRef]
- Li, W.; Xu, F.; Sun, L.; Liu, W.; Qiu, Y. A Novel Flexible Humidity Switch Material Based on Multi-Walled Carbon Nanotube/Polyvinyl Alcohol Composite Yarn. Sens. Actuators B Chem. 2016, 230, 528–535. [Google Scholar] [CrossRef]
- Tong, J.; Wang, N.; Wang, Q.; Chen, S.; Sheng, B. Improved Sensitive Conductive Sponge Sensors with Tunnel-Crack Broadening for Pressure, Humidity and Temperature Sensing Applications. Sens. Actuators B Chem. 2022, 358, 131497. [Google Scholar] [CrossRef]
- Wang, Q.; Tong, J.; Wang, N.; Chen, S.; Sheng, B. Humidity Sensor of Tunnel-Cracked Nickel@polyurethane Sponge for Respiratory and Perspiration Sensing. Sens. Actuators B Chem. 2021, 330, 129322. [Google Scholar] [CrossRef]
- Xu, L.; Zhai, H.; Chen, X.; Liu, Y.; Wang, M.; Liu, Z.; Umar, M.; Ji, C.; Chen, Z.; Jin, L.; et al. Coolmax/Graphene-Oxide Functionalized Textile Humidity Sensor with Ultrafast Response for Human Activities Monitoring. Chem. Eng. J. 2021, 412, 128639. [Google Scholar] [CrossRef]
- Allison, L.K.; Rostaminia, S.; Kiaghadi, A.; Ganesan, D.; Andrew, T.L. Enabling Longitudinal Respiration Monitoring Using Vapor-Coated Conducting Textiles. ACS Omega 2021, 6, 31869–31875. [Google Scholar] [CrossRef]
- de Oliveira, C.R.S.; Batistella, M.A.; de Souza, S.M.D.A.G.U.; de Souza, A.A.U. Development of Flexible Sensors Using Knit Fabrics with Conductive Polyaniline Coating and Graphite Electrodes. J. Appl. Polym. Sci. 2017, 134, 18. [Google Scholar] [CrossRef]








Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shi, S.; Liang, J.; Qu, C.; Chen, S.; Sheng, B. Ramie Fabric Treated with Carboxymethylcellulose and Laser Engraved for Strain and Humidity Sensing. Micromachines 2022, 13, 1309. https://doi.org/10.3390/mi13081309
Shi S, Liang J, Qu C, Chen S, Sheng B. Ramie Fabric Treated with Carboxymethylcellulose and Laser Engraved for Strain and Humidity Sensing. Micromachines. 2022; 13(8):1309. https://doi.org/10.3390/mi13081309
Chicago/Turabian StyleShi, Shangxuan, Jiao Liang, Chenkai Qu, Shangbi Chen, and Bin Sheng. 2022. "Ramie Fabric Treated with Carboxymethylcellulose and Laser Engraved for Strain and Humidity Sensing" Micromachines 13, no. 8: 1309. https://doi.org/10.3390/mi13081309