
Combination of Micro-Corrugation Process and Pre-Stretched Method for Highly Stretchable Vertical Wavy Structured Metal Interconnects


Abstract
:1. Introduction
2. Experiment Method
2.1. Fabrication Method
2.2. Evaluation Method
3. Experiment Results
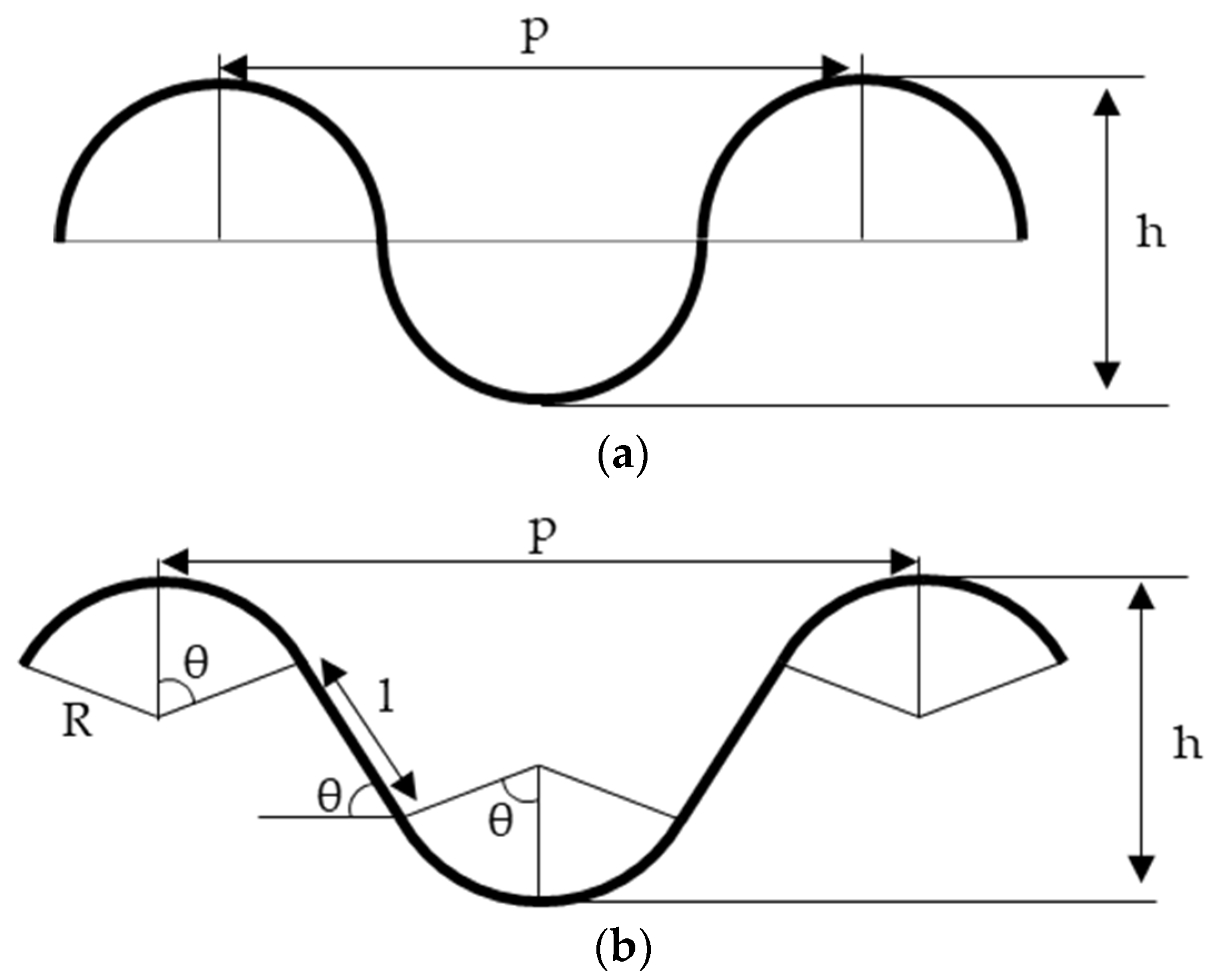
3.1. Fabricated Structure Observation and Prediction of Stretchability by Geometric Calculation
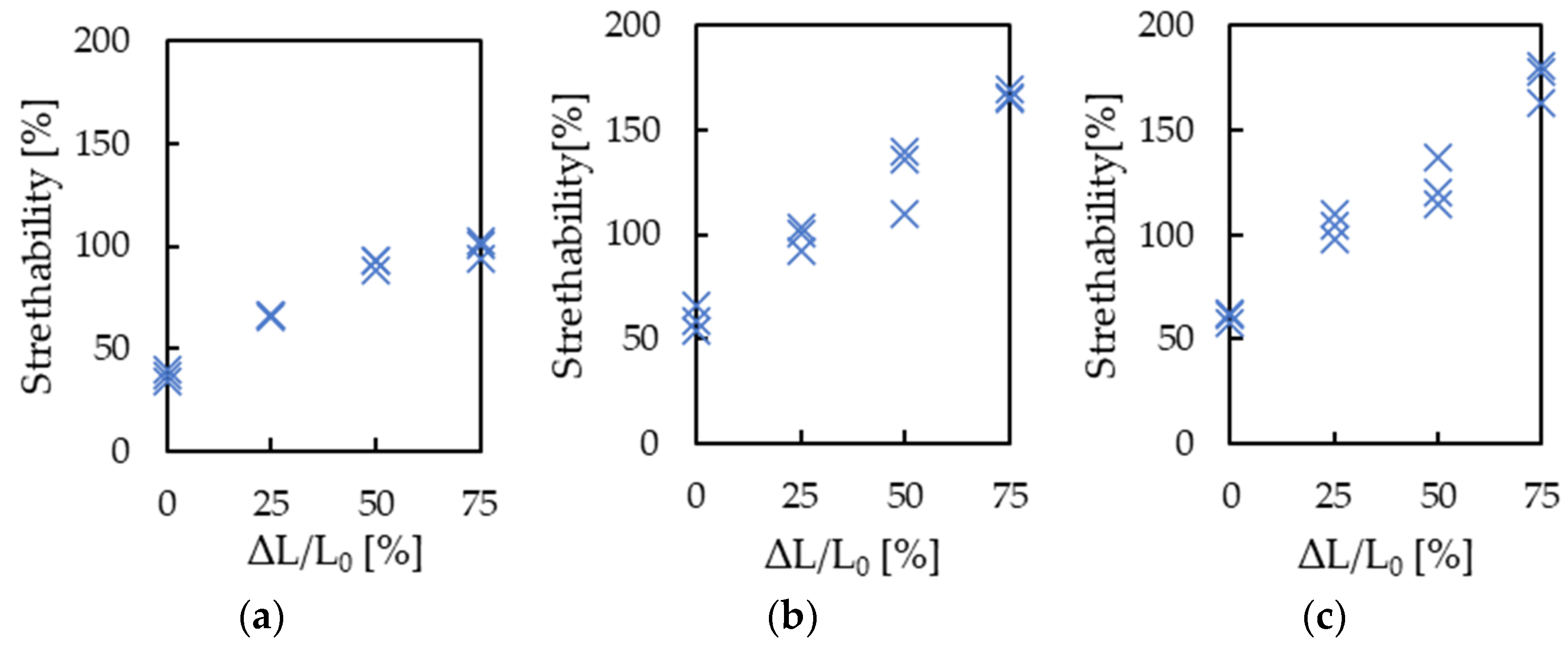
3.2. Evaluation of Stretchability
3.3. Cycle Test
4. Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Sekitani, T.; Nakajima, H.; Maeda, H.; Fukushima, T.; Aida, T.; Hata, K.; Someya, T. Stretchable Active-Matrix Organic Light-Emitting Diode Display Using Printable Elastic Conductors. Nat. Mater. 2009, 8, 494–499. [Google Scholar] [CrossRef]
- Misery, L.; Loser, K.; Ständer, S. Sensitive Skin. J. Eur. Acad. Derm. Venereol. 2016, 30, 2–8. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.; Pharr, M.; Salvatore, G.A. Lab-on-Skin: A Review of Flexible and Stretchable Electronics for Wearable Health Monitoring. ACS Nano 2017, 11, 9614–9635. [Google Scholar] [CrossRef] [PubMed]
- Lee, J.; Kim, S.; Lee, J.; Yang, D.; Park, B.C.; Ryu, S.; Park, I. A Stretchable Strain Sensor Based on a Metal Nanoparticle Thin Film for Human Motion Detection. Nanoscale 2014, 6, 11932–11939. [Google Scholar] [CrossRef] [PubMed]
- Yan, C.; Wang, J.; Kang, W.; Cui, M.; Wang, X.; Foo, C.Y.; Chee, K.J.; Lee, P.S. Highly Stretchable Piezoresistive Graphene-Nanocellulose Nanopaper for Strain Sensors. Adv. Mater. 2014, 26, 2022–2027. [Google Scholar] [CrossRef]
- Aw, K.; Budd, J.; Wilshaw-Sparkes, T. Data Glove Using Soft and Stretchable Piezoresistive Sensors. Micromachines 2022, 13, 372. [Google Scholar] [CrossRef] [PubMed]
- Takamatsu, S.; Minami, K.; Itoh, T. Fabrication of Highly Stretchable Strain Sensor Fiber by Laser Slitting of Conductive-Polymer-Coated Polyurethane Film for Human Hand Monitoring. Sens. Mater. 2021, 33, 1091. [Google Scholar] [CrossRef]
- Larmagnac, A.; Eggenberger, S.; Janossy, H.; Vörös, J. Stretchable Electronics Based on Ag-PDMS Composites. Sci. Rep. 2014, 4, 7254. [Google Scholar] [CrossRef] [Green Version]
- Merilampi, S.; Björninen, T.; Haukka, V.; Ruuskanen, P.; Ukkonen, L.; Sydänheimo, L. Analysis of Electrically Conductive Silver Ink on Stretchable Substrates under Tensile Load. Microelectron. Reliab. 2010, 50, 2001–2011. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhang, Y.; Jiang, X.; Bukhari, H.; Zhang, Z.; Han, W.; Xie, E. Simple and Efficient Pressure Sensor Based on PDMS Wrapped CNT Arrays. Carbon 2019, 155, 71–76. [Google Scholar] [CrossRef]
- Rosset, S.; Niklaus, M.; Dubois, P.; Shea, H.R. Metal Ion Implantation for the Fabrication of Stretchable Electrodes on Elastomers. Adv. Funct. Mater. 2009, 19, 470–478. [Google Scholar] [CrossRef]
- Corbelli, G.; Ghisleri, C.; Marelli, M.; Milani, P.; Ravagnan, L. Highly Deformable Nanostructured Elastomeric Electrodes With Improving Conductivity Upon Cyclical Stretching. Adv. Mater. 2011, 23, 4504–4508. [Google Scholar] [CrossRef]
- Jackson, N.; Buckley, J.; Clarke, C.; Stam, F. Manufacturing Methods of Stretchable Liquid Metal-Based Antenna. Microsyst. Technol. 2018, 25, 3175–3184. [Google Scholar] [CrossRef]
- Hu, X.; Dou, Y.; Li, J.; Liu, Z. Buckled Structures: Fabrication and Applications in Wearable Electronics. Small 2019, 15, e1804805. [Google Scholar] [CrossRef]
- Lacour, S.P.; Chan, D.; Wagner, S.; Li, T.; Suo, Z. Mechanisms of Reversible Stretchability of Thin Metal Films on Elastomeric Substrates. Appl. Phys. Lett. 2006, 88, 204103. [Google Scholar] [CrossRef]
- Brosteaux, D.; Axisa, F.; Gonzalez, M.; Vanfleteren, J. Design and Fabrication of Elastic Interconnections for Stretchable Electronic Circuits. IEEE Electron Dev. Lett. 2007, 28, 552–554. [Google Scholar] [CrossRef]
- Gray, D.S.; Tien, J.; Chen, C.S. High-Conductivity Elastomeric Electronics. Adv. Mater. 2004, 16, 393–397. [Google Scholar] [CrossRef]
- Marchiori, B.; Delattre, R.; Hannah, S.; Blayac, S.; Ramuz, M. Laser-Patterned Metallic Interconnections for All Stretchable Organic Electrochemical Transistors. Sci. Rep. 2018, 8, 8477. [Google Scholar] [CrossRef] [Green Version]
- Gonzalez, M.; Axisa, F.; Bulcke, M.V.; Brosteaux, D.; Vandevelde, B.; Vanfleteren, J. Design of Metal Interconnects for Stretchable Electronic Circuits. Microelectron. Reliab. 2008, 48, 825–832. [Google Scholar] [CrossRef]
- Leng, K.; Guo, C.; Wu, K.; Wu, Z.; Leng, K.; Guo, C.; Wu, K.; Wu, Z. Tunnel Encapsulation Technology for Durability Improvement in Stretchable Electronics Fabrication. Micromachines 2018, 9, 519. [Google Scholar] [CrossRef] [Green Version]
- Vanfleteren, J.; Gonzalez, M.; Bossuyt, F.; Hsu, Y.-Y.; Vervust, T.; De Wolf, I.; Jablonski, M. Printed Circuit Board Technology Inspired Stretchable Circuits. MRS Bull. 2012, 37, 254–260. [Google Scholar] [CrossRef] [Green Version]
- Hsu, Y.-Y.; Gonzalez, M.; Bossuyt, F.; Axisa, F.; Vanfleteren, J.; de Wolf, I. The Effect of Pitch on Deformation Behavior and the Stretching-Induced Failure of a Polymer-Encapsulated Stretchable Circuit. J. Micromech. Microeng. 2010, 20, 075036. [Google Scholar] [CrossRef]
- Lacour, S.P.; Jones, J.; Suo, Z.; Wagner, S. Design and Performance of Thin Metal Film Interconnects for Skin-Like Electronic Circuits. IEEE Electron Dev. Lett. 2004, 25, 179–181. [Google Scholar] [CrossRef]
- Jones, J.; Lacour, S.P.; Wagner, S.; Suo, Z. Stretchable Wavy Metal Interconnects. J. Vac. Sci. Technol. A 2004, 22, 1723–1725. [Google Scholar] [CrossRef] [Green Version]
- Wagner, S.; Lacour, S.P.; Jones, J.; Hsu, P.I.; Sturm, J.C.; Li, T.; Suo, Z. Electronic Skin: Architecture and Components. Phys. E Low Dimens. Syst. Nanostruct. 2004, 25, 326–334. [Google Scholar] [CrossRef]
- Jeong, J.; Kim, S.; Cho, J.; Hong, Y. Stable Stretchable Silver Electrode Directly Deposited on Wavy Elastomeric Substrate. IEEE Electron Dev. Lett. 2009, 30, 1284–1286. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, X.; Xu, Y.; Xue, Z.; Zhang, Y.; Ning, X.; Cheng, X.; Xue, Y.; Lu, D.; Zhang, Q.; et al. Harnessing the Interface Mechanics of Hard Films and Soft Substrates for 3D Assembly by Controlled Buckling. Proc. Natl. Acad. Sci. USA 2019, 116, 15368–15377. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Park, C.W.; Jung, S.W.; Lim, S.C.; Oh, J.-Y.; Na, B.S.; Lee, S.S.; Chu, H.Y.; Koo, J.B. Fabrication of Well-Controlled Wavy Metal Interconnect Structures on Stress-Free Elastomeric Substrates. Microelectron. Eng. 2014, 113, 55–60. [Google Scholar] [CrossRef]
- Yamamoto, M.; Karasawa, R.; Okuda, S.; Takamatsu, S.; Itoh, T. Long Wavy Copper Stretchable Interconnects Fabricated by Continuous Microcorrugation Process for Wearable Applications. Eng. Rep. 2020, 2, e12143. [Google Scholar] [CrossRef] [Green Version]
- Simons, G.; Weippert, C.; Dual, J.; Villain, J. Size Effects in Tensile Testing of Thin Cold Rolled and Annealed Cu Foils. Mater. Sci. Eng. A 2006, 416, 290–299. [Google Scholar] [CrossRef]
- Verplancke, R.; Bossuyt, F.; Cuypers, D.; Vanfleteren, J. Thin-Film Stretchable Electronics Technology Based on Meandering Interconnections: Fabrication and Mechanical Performance. J. Micromech. Microeng. 2012, 22, 15002. [Google Scholar] [CrossRef] [Green Version]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Gear Module | Pre-Stretch Ratio (ΔL/L) | Pitch (μm) | Height (μm) | Aspect Ratio | θ (°) |
|---|---|---|---|---|---|
| 0.10 | 0% | 300 | 120 | 0.40 | 58 |
| 75% | 190 | 130 | 0.68 | 86 | |
| 0.15 | 0% | 470 | 240 | 0.49 | 70 |
| 75% | 270 | 240 | 0.89 | 95 | |
| 0.20 | 0% | 600 | 310 | 0.52 | 70 |
| 75% | 370 | 310 | 0.84 | 129 |
| Structure | Fabrication Method | Material (Thickness) | Wave Shape | Resistance (Length) | Stretch Ability | Authors | |
|---|---|---|---|---|---|---|---|
| Pitch | Height | ||||||
| Horizontal wavy structure | Photolithography | Au (100 nm) | 80 μm | 40 μm | - | 54% | Gray, D.S. et al. (2004) [17] |
| Au (4 μm) | 2 mm | 1 mm | 5.58 Ω (30 mm) | 72% | Brosteaux, D. et al. (2007) [16] | ||
| Au (4 μm) | 500 μm | 700 μm | 2 Ω/cm | 100% | Gonzalez, M. et al. (2008) [19] | ||
| Cu (2 03BCm) | 2.6 mm | 2.25 mm | - | 135% | Hsu, Y.-Y. et al. (2010) [22] | ||
| Laser patterning | Al (50 μm) | 1.2–4.8 mm | 1.2–3.6 mm | 183 mΩ (30 mm) | 70% | Marchiori, B. et al. (2018) [18] | |
| Vertical wavy structure | Pre-stretch method | Au (25 nm) | 8.4 μm | 1.2 μm | 7.5 Ω (4.6 mm) | 28% | Lacour, S.P. et al. (2004) [23] |
| Au (20 nm) | 8.4 μm | 1.2 μm | 316 mΩ (25 mm) | 100% | Jones, J. et al. (2004) [24] | ||
| Metal deposition on wavy structured substrate | Ag (400 nm) | 400 μm | 200 μm | 44 Ω (20 mm) | 50% | Jeong, J. et al. (2009) [26] | |
| Micro-corrugation | Cu (5 μm) | 300–600 μm | 300 μm | - | 60% | Yamamoto, M. et al. (2020) [29] | |
| Micro-corrugation and pre-stretch | Cu (5 μm) | 120–160 mΩ (100 mm) | 165% | This work | |||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yamamoto, M.; Okuda, S.; Takamatsu, S.; Itoh, T. Combination of Micro-Corrugation Process and Pre-Stretched Method for Highly Stretchable Vertical Wavy Structured Metal Interconnects. Micromachines 2022, 13, 1210. https://doi.org/10.3390/mi13081210
Yamamoto M, Okuda S, Takamatsu S, Itoh T. Combination of Micro-Corrugation Process and Pre-Stretched Method for Highly Stretchable Vertical Wavy Structured Metal Interconnects. Micromachines. 2022; 13(8):1210. https://doi.org/10.3390/mi13081210
Chicago/Turabian StyleYamamoto, Michitaka, Shinji Okuda, Seiichi Takamatsu, and Toshihiro Itoh. 2022. "Combination of Micro-Corrugation Process and Pre-Stretched Method for Highly Stretchable Vertical Wavy Structured Metal Interconnects" Micromachines 13, no. 8: 1210. https://doi.org/10.3390/mi13081210