
A High Efficiency and Precision Smoothing Polishing Method for NiP Coating of Metal Mirror

Abstract
:1. Introduction
2. Materials and Methods
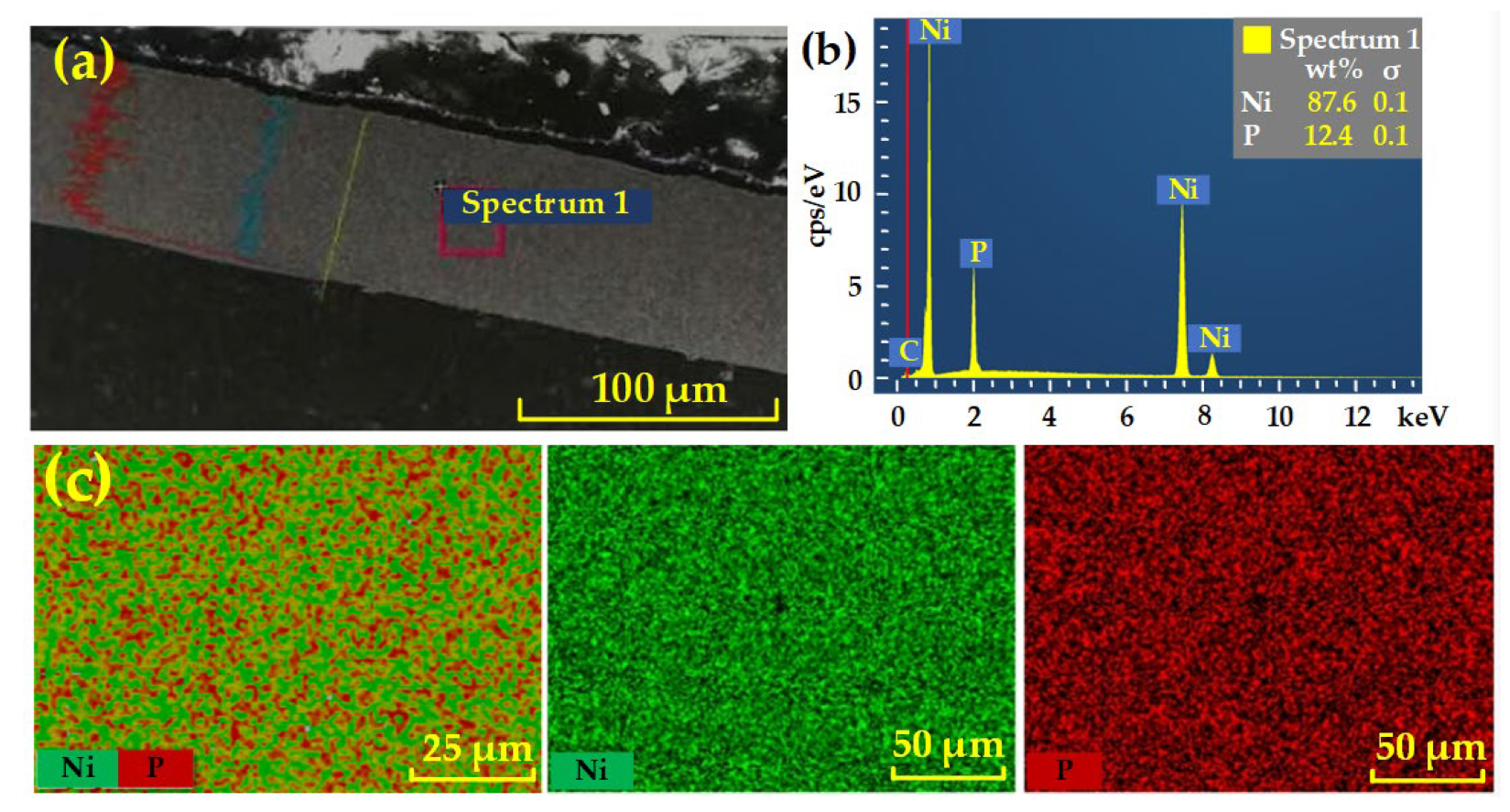
2.1. Materials
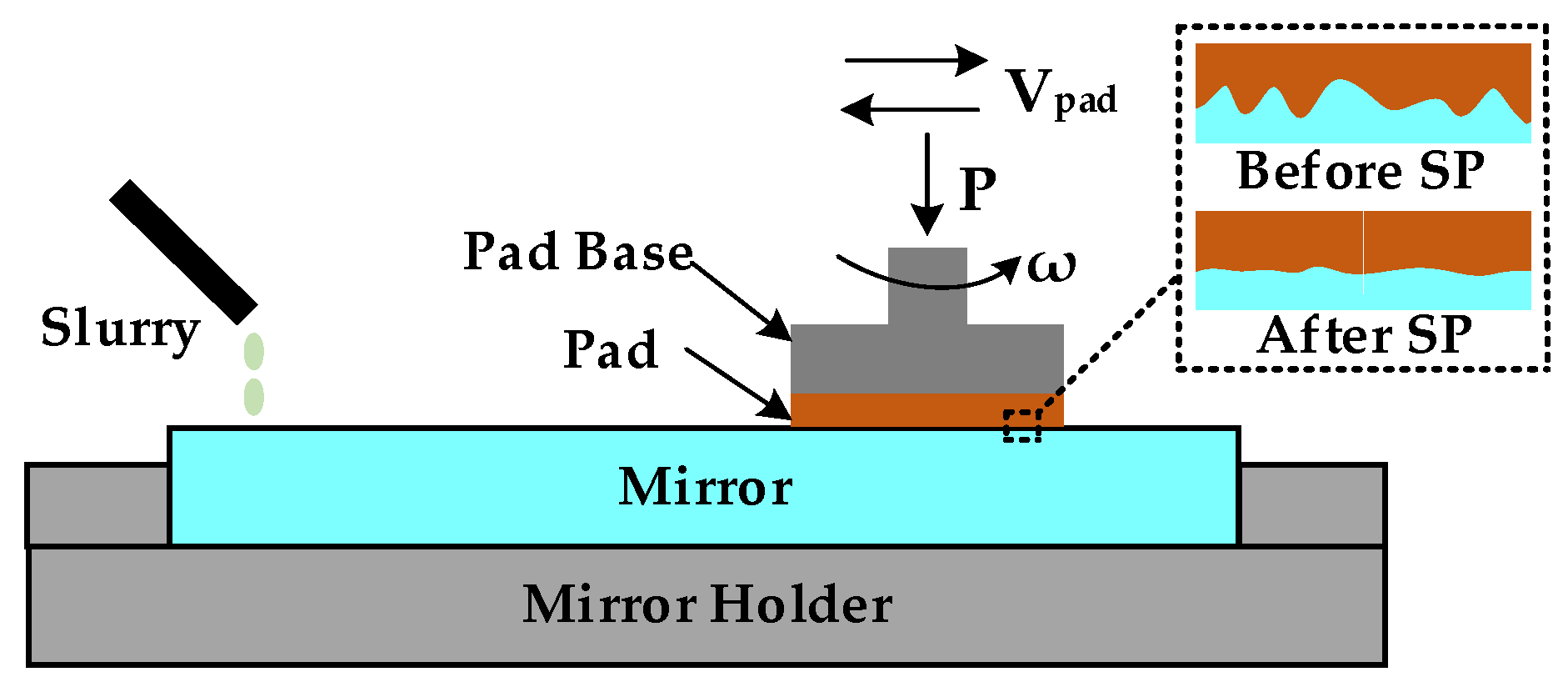
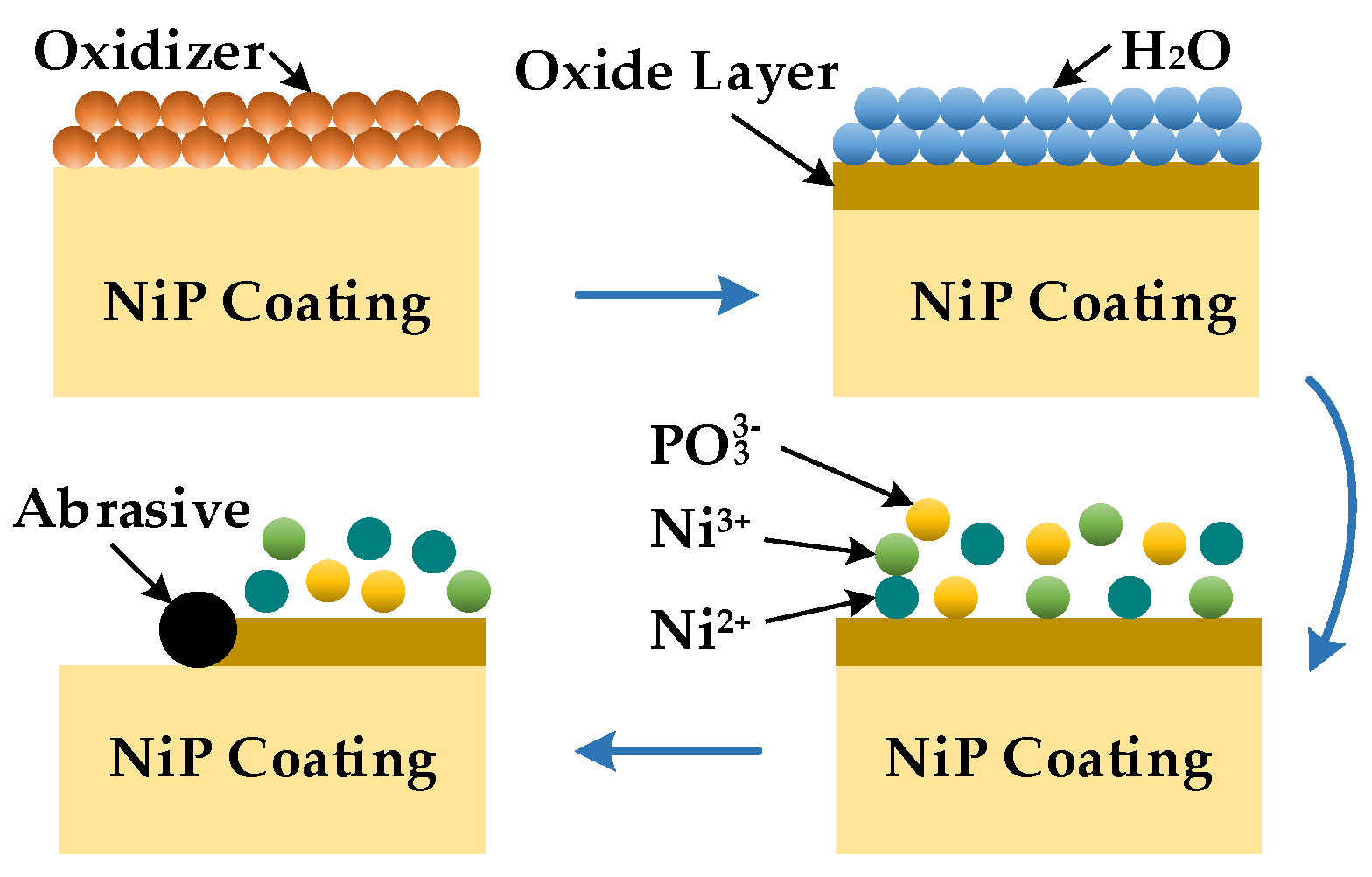
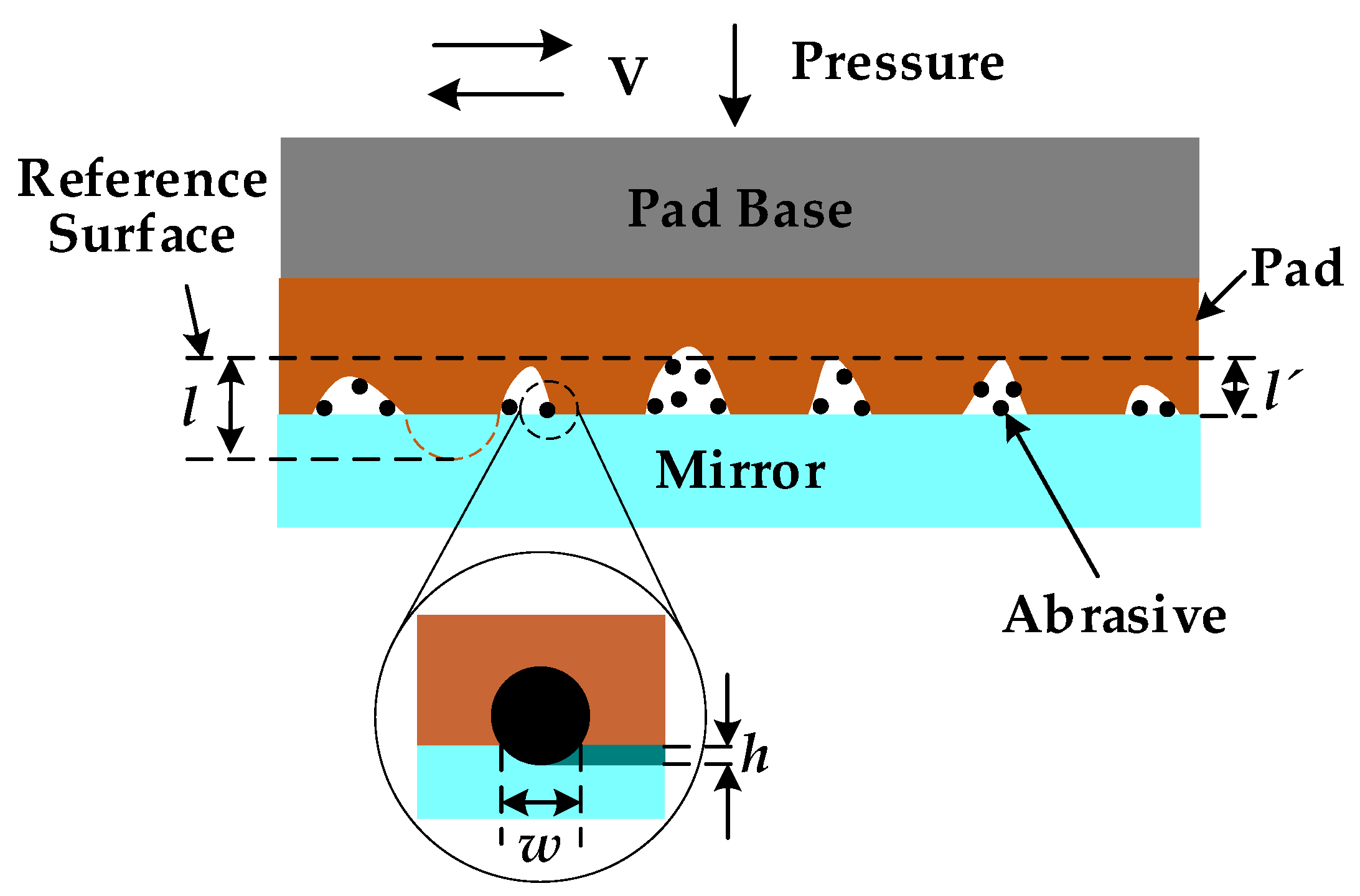
2.2. Material Removal Mechanism of NiP Coating Based on Smoothing Polishing Machining
3. Experiment Setup
3.1. Single-Point Diamond Turning (SPDT)
3.2. Preparation of Polishing Slurry
3.3. Optimize Polishing Parameters
4. Results and Analysis
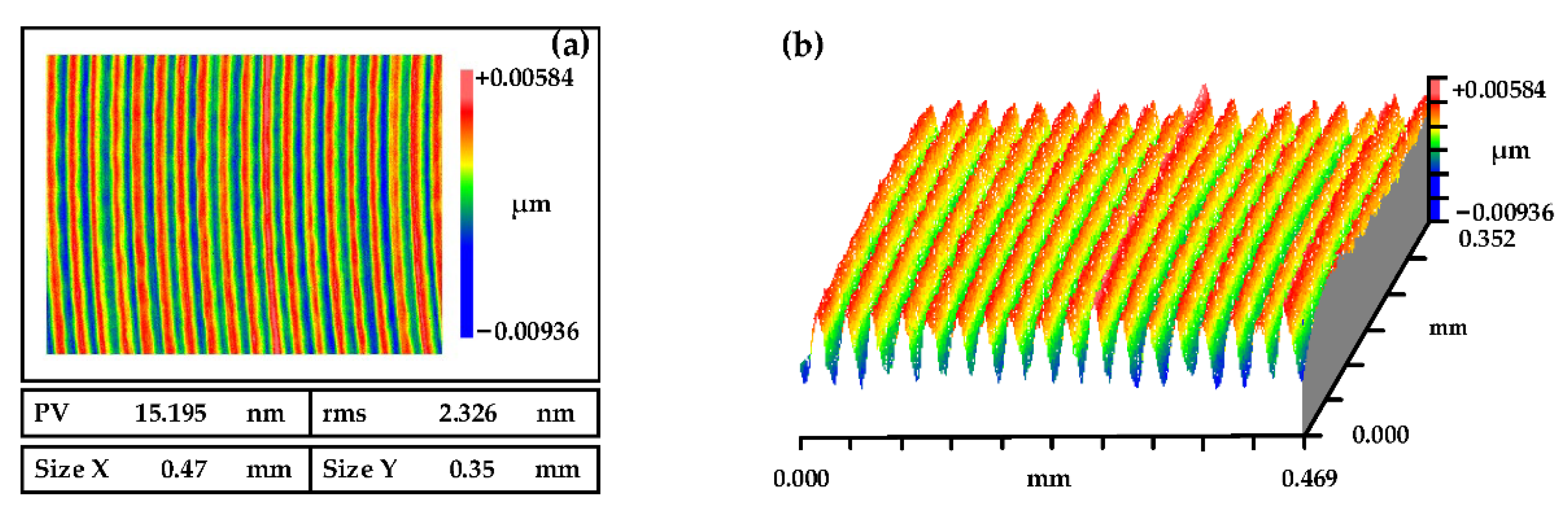
4.1. SPDT Process
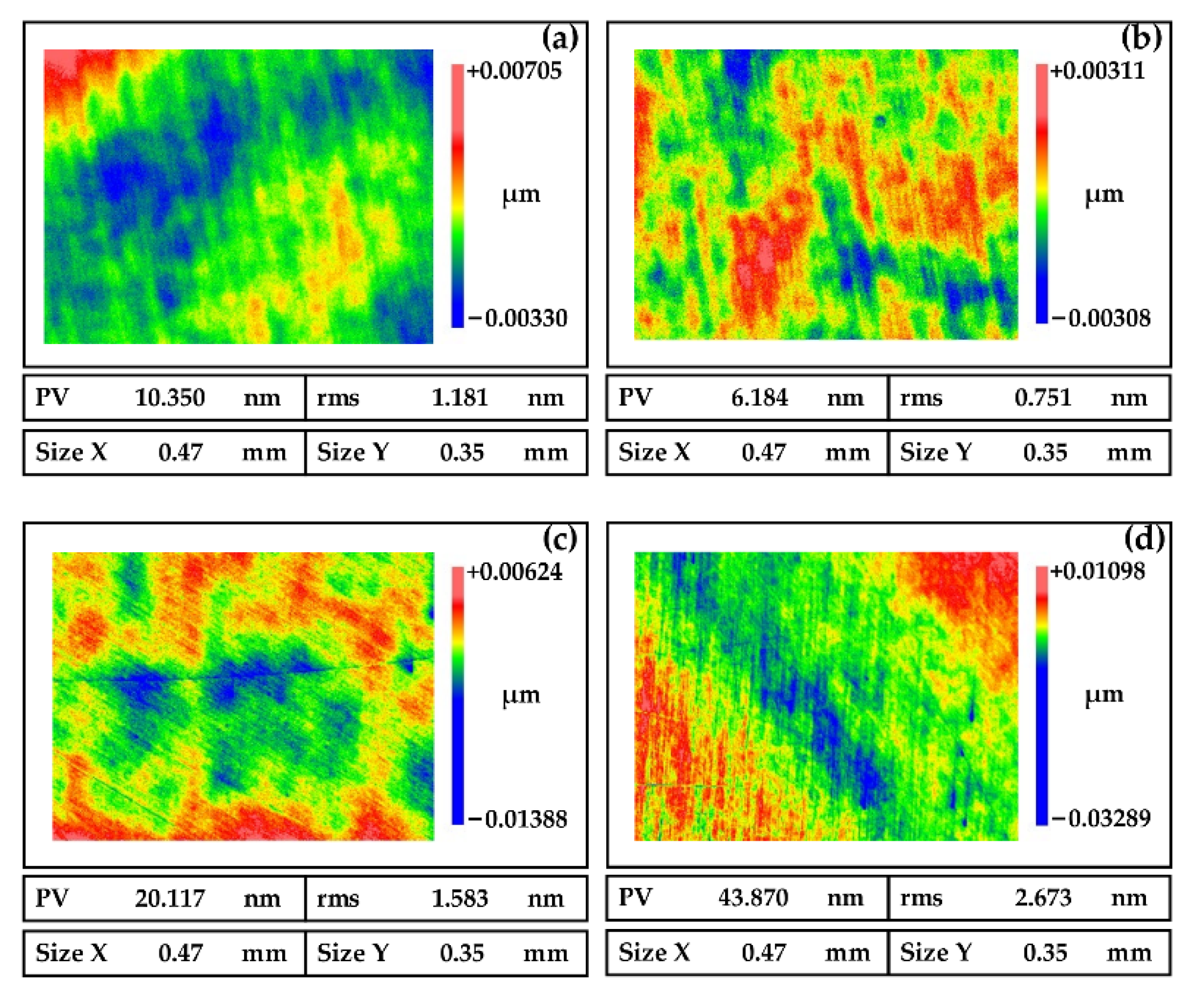
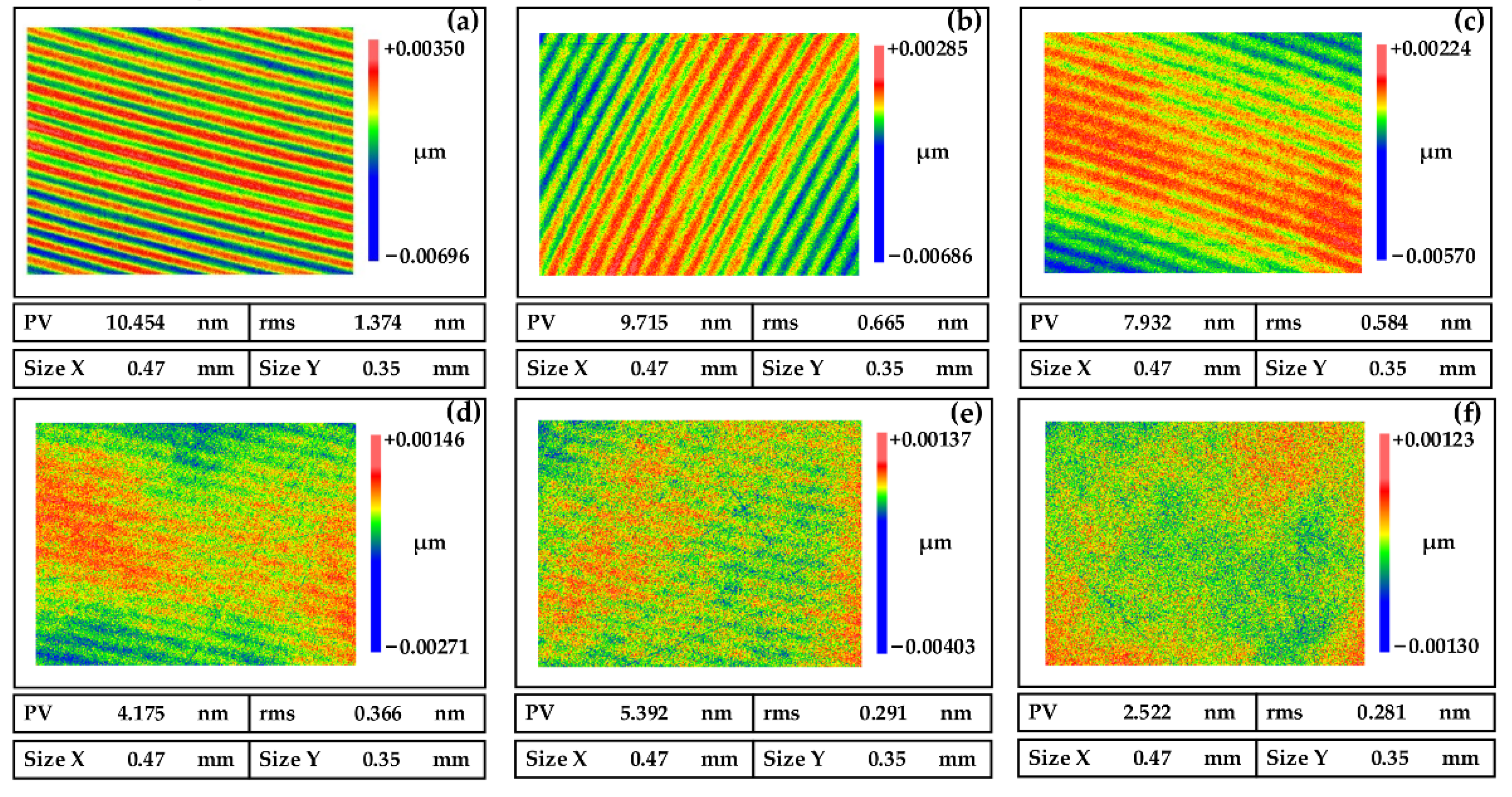
4.2. Smoothing Polishing Process
4.3. Verification of Process Stability
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Barnes, W.P., Jr. Basic Properties of Metal Optics. Opt. Eng. 1977, 16, 164320. [Google Scholar] [CrossRef]
- Steinkopf, R.; Gebhardt, A.; Scheiding, S.; Rohde, M.; Stenzel, O.; Gliech, S.; Giggel, V.; Löscher, H.; Ullrich, G.; Rucks, P.; et al. Metal mirrors with excellent figure and roughness. In Proceedings of the SPIE–Optical Fabrication, Testing, and Metrology III, Glasgow, UK, 2–4 September 2008; Volume 7102, pp. 71020C1–71020C12. [Google Scholar]
- Risse, S.; Scheiding, S.; Gebhardt, A.; Damm, C.; Holota, W.; Eberhardt, R.; Tünnermann, A. Development and fabrication of a hyperspectral, mirror based IR-telescope with ultra-precise manufacturing and mounting techniques for a snap-together system assembly. In Proceedings of the SPIE–Sensors, Systems, and Next-Generation Satellites XV, Prague, Czech Republic, 19–22 September 2011; Volume 8176, pp. 8176N1–8176N11. [Google Scholar]
- Scheiding, S.; Damm, C.; Holota, W.; Peschel, T.; Gebhardt, A.; Risse, S.; Tünnermann, A. Ultra-precisely manufactured mirror assemblies with well-defined reference structures. In Proceedings of the SPIE–Modern Technologies in Space and Ground-based Telescopes and Instrumentation, San Diego, CA, USA, 27 June–2 July 2010; Volume 7739, pp. 773908-1–773908-10. [Google Scholar]
- Rohloff, R.R.; Gebhardt, A.; Schönherr, V.; Risse, S.; Kinast, J.; Scheiding, S.; Peschel, T. A novel athermal approach for high-performance cryogenic metal optics. In Proceedings of the SPIE–The International Society for Optical Engineering, San Diego, CA, USA, 27 June–2 July 2010; Volume 7739, pp. 77394E1–77394E14. [Google Scholar]
- Beier, M.; Hartung, J.; Peschel, T.; Damm, C.; Gebhardt, A.; Scheiding, S.; Stumpf, D.; Zeitner, U.D.; Risse, S.; Eberhardt, R.; et al. Development, fabrication, and testing of an anamorphic imaging snap-together freeform telescope. Appl. Opt. 2015, 54, 3530–3542. [Google Scholar] [CrossRef]
- Xie, Y.; Mao, X.; Li, J.; Wang, F.; Wang, P.; Gao, R.; Li, X.; Ren, S.; Xu, Z.; Dong, R.; et al. The optical design and fabrication of an all-aluminum unobscured two-mirror freeform imaging telescope. Appl. Opt. 2019, 59, 833–840. [Google Scholar] [CrossRef] [PubMed]
- Vukobratovich, D.; Schaefer, J.P. Large stable aluminum optics for aerospace applications. In Proceedings of the SPIE–The International Society for Optical Engineering, San Diego, CA, USA, 21–25 August 2011; Volume 8125, pp. 81250T1–81250T13. [Google Scholar]
- Guregian, J.J.; Pepi, J.W.; Schwalm, M.; Azad, F. Material trade for reflective optics from a system engineering perspective. In Proceedings of the SPIE–The International Society for Optical Engineering, San Diego, CA, USA, 3–8 August 2003; Volume 5179, pp. 85–96. [Google Scholar]
- Hashiguchi, D.H.; Heberling, J.; Campbell, J.; Morales, A.; Sayer, A. New decade of shaped beryllium blanks. In Proceedings of the SPIE–Material Technologies and Applications to Optics, Structures, Components, and Sub-Systems II, San Diego, CA, USA, 9–13 August 2015; Volume 9574, pp. 957403-1–957403-10. [Google Scholar]
- Tromp, N.; Drost, M.; Pragt, J. Astron extreme light weighting. In Proceedings of the SPIE–The International Society for Optical Engineering, Glasgow, UK, 21–25 June 2004; Volume 5495, pp. 372–382. [Google Scholar]
- Shen, Z.; Yu, J.; Song, Z.; Chen, L.; Yuan, Q.; Gao, Z.; Pei, S.; Liu, B.; Ye, J. Customized design and efficient fabrication of two freeform aluminum mirrors by single point diamond turning technique. Appl. Opt. 2019, 58, 2269–2276. [Google Scholar] [CrossRef]
- Schaefer, J.P. Advanced metal mirror processing for tactical ISR systems. In Proceedings of the SPIE–Airborne Intelligence, Surveillance, Reconnaissance (ISR) Systems and Applications X, Baltimore, MA, USA, 29 April–3 May 2013; Volume 8713, pp. 871306-1–871306-10. [Google Scholar]
- Namba, Y.; Shimomura, T.; Fushiki, A.; Beaucamp, A.; Inasaki, I.; Kunieda, H.; Ogasaka, Y.; Yamashita, K. Ultra-precision polishing of electroless nickel molding dies for shorter wavelength applications. CIRP Ann.–Manuf. Technol. 2008, 57, 337–340. [Google Scholar] [CrossRef]
- Jiatian, W.; Xiaolan, B.; Xuehui, S.; Xianfu, L.; Baolin, W. Effect of micro-texture on substrate surface on adhesion performance of electroless Ni–P coating. J. Manuf. Processes 2022, 74, 296–307. [Google Scholar]
- Jun, M.; Yan, J.W.; Takaharu, T.; Yasushi, F.; Zhou, T.F. Microstructural and topographical changes of Ni-P plated moulds in glass lens pressings. Int. J. Surf. Sci. Eng. 2009, 3, 86–102. [Google Scholar]
- Kinast, J.; Beier, M.; Gebhardt, A.; Risse, S.; Tünnermann, A. Polishability of thin electrolytic and electroless NiP layers. Proceedings of SPIE–Optifab, Rochester, NY, USA, 12–15 October 2015; Volume 9633, pp. 963311-1–963311-6. [Google Scholar]
- Thakur, A.; Gangopadhyay, S. State-of-the-art in surface integrity in machining of nickel-based super alloys. Int. J. Mach. Tools Manuf. 2016, 100, 25–54. [Google Scholar] [CrossRef]
- Kim, S.; Chang, S.; Pak, S.; Lee, K.J.; Jeong, B.; Lee, G.; Kim, G.H.; Shin, S.K.; Yoo, S.M. Fabrication of electroless nickel plated aluminum freeform mirror for an infrared off-axis telescope. Appl. Opt. 2015, 54, 10137–10144. [Google Scholar] [CrossRef] [PubMed]
- He, C.; Zong, W.J. Influencing Factors and Theoretical Models for the Surface Topography in Diamond Turning Process: A Review. Micromachines 2019, 10, 288. [Google Scholar] [CrossRef] [PubMed]
- He, C.L.; Zong, W.J. Diffraction effect and its elimination method for diamond-turned optics. Opt. Express 2019, 27, 1326–1344. [Google Scholar] [CrossRef]
- Bai, Y.; Zhang, Z.; Xue, D.; Zhang, X. Ultra-precision fabrication of a nickel-phosphorus layer on the aluminum substrate by SPDT and MRF. Appl. Opt. 2018, 57, F62–F67. [Google Scholar] [CrossRef] [PubMed]
- Anthony, B.; Yoshiharu, N. Super-smooth finishing of diamond turned hard X-ray molding dies by combined fluid jet and bonnet polishing—ScienceDirect. CIRP Ann.-Manuf. Technol. 2013, 62, 315–318. [Google Scholar]
- Qin, K.; Moudgil, B.; Park, C.W. A chemical mechanical polishing model incorporating both the chemical and mechanical effects. Thin Solid Film. 2004, 446, 277–286. [Google Scholar] [CrossRef]
- Chen, X.C.; Zhao, Y.W.; Wang, Y.G.; Zhou, H.L.; Ni, Z.F.; An, W. Nanoscale friction and wear properties of silicon wafer under different lubrication conditions. Appl. Surf. Sci. 2013, 282, 25–31. [Google Scholar] [CrossRef]
- Krishnan, M.; Nalaskowski, J.W.; Cook, L.M. Chemical mechanical planarization: Slurry chemistry, materials, and mechanisms. Chem. Rev. 2010, 110, 178–204. [Google Scholar] [CrossRef]
- Du, C.; Dai, Y.; Guan, C.; Hu, H. High Efficiency Removal of Single Point Diamond Turning Marks on Aluminum Surface by Introducing Low Energy Ar+ Ion Beam Sputtering. Opt. Express 2021, 29, 3738–3753. [Google Scholar] [CrossRef]
- Kinast, J.; Hilpert, E.; Rohloff, R.R.; Gebhardt, A.; Tünnermann, A. Thermal expansion coefficient analyses of electroless nickel with varying phosphorous concentrations. Surf. Coat. Technol. 2014, 259, 500–503. [Google Scholar] [CrossRef]
- Qin, W.F. Microstructure and corrosion behavior of electroless Ni–P coatings on 6061 aluminum alloys. J. Coat. Technol. Res. 2011, 8, 135–139. [Google Scholar] [CrossRef]
- Kim, D.W.; Park, W.H.; An, H.K.; Burge, J.H. Parametric smoothing model for visco-elastic polishing tools. Opt. Express 2010, 18, 22515–22526. [Google Scholar] [CrossRef]
- Zhang, Z.; Liao, L.; Wang, X.; Xie, W.; Guo, D. Development of a novel chemical mechanical polishing slurry and its polishing mechanisms on a nickel alloy. Appl. Surf. Sci. 2019, 506, 144670. [Google Scholar] [CrossRef]
- Johnson, K.L. Contact Mechanics; Cambridge University Press: Cambridge, UK, 1987. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Spindle Speed (rpm) | Feed Rate (mm/min) | Depth of Cut (μm) | Tool Nose Radius (mm) |
|---|---|---|---|
| 1000 | 1.5 | 1.5 | 1.027 |
| Abrasive (wt%) | Oxidizer (wt%) | Complexing Agent (wt%) | pH |
|---|---|---|---|
| 5~20 | 0~15 | 0~10 | 3.5~9.5 |
| No. | Abrasive (wt%) | Oxidizer (wt%) | Complexing Agent (wt%) | pH |
|---|---|---|---|---|
| 1 | 15 | 10 | 5 | 6.5 |
| 2 | 12 | 8 | 4 | 6.8 |
| Pressure (MPa) | Rotation Speed (rpm) | Feed Rate (mm/min) |
|---|---|---|
| 0~0.03 | 50~200 | 50~200 |
| No. | Pressure (MPa) | Rotation Speed (rpm) | Feed Rate (mm/min) |
|---|---|---|---|
| 1 | 0.020 | 120 | 150 |
| 2 | 0.015 | 90 | 100 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, C.; Peng, X.; Liu, J.; Hu, H.; Lai, T.; Yang, Q.; Xiong, Y. A High Efficiency and Precision Smoothing Polishing Method for NiP Coating of Metal Mirror. Micromachines 2022, 13, 1171. https://doi.org/10.3390/mi13081171
Xu C, Peng X, Liu J, Hu H, Lai T, Yang Q, Xiong Y. A High Efficiency and Precision Smoothing Polishing Method for NiP Coating of Metal Mirror. Micromachines. 2022; 13(8):1171. https://doi.org/10.3390/mi13081171
Chicago/Turabian StyleXu, Chao, Xiaoqiang Peng, Junfeng Liu, Hao Hu, Tao Lai, Qilin Yang, and Yupeng Xiong. 2022. "A High Efficiency and Precision Smoothing Polishing Method for NiP Coating of Metal Mirror" Micromachines 13, no. 8: 1171. https://doi.org/10.3390/mi13081171