
Influence of Pulse Energy and Defocus Amount on the Mechanism and Surface Characteristics of Femtosecond Laser Polishing of SiC Ceramics

Abstract
:1. Introduction
2. Materials and Methods
2.1. Original Materials
2.2. Experimental Settings
3. Results and Discussion
3.1. Calculation and Analysis of Femtosecond Laser Ablation Threshold of SiC Ceramics
3.2. The Polished Surface Quality of SiC Ceramics by Femtosecond Laser
3.2.1. Influence of Pulse Energy on Surface Morphology and Polishing Depth of SiC Ceramics
3.2.2. Influence of Defocus Amount on Surface Morphology and Polishing Depth of SiC Ceramics
4. Conclusions
- (1)
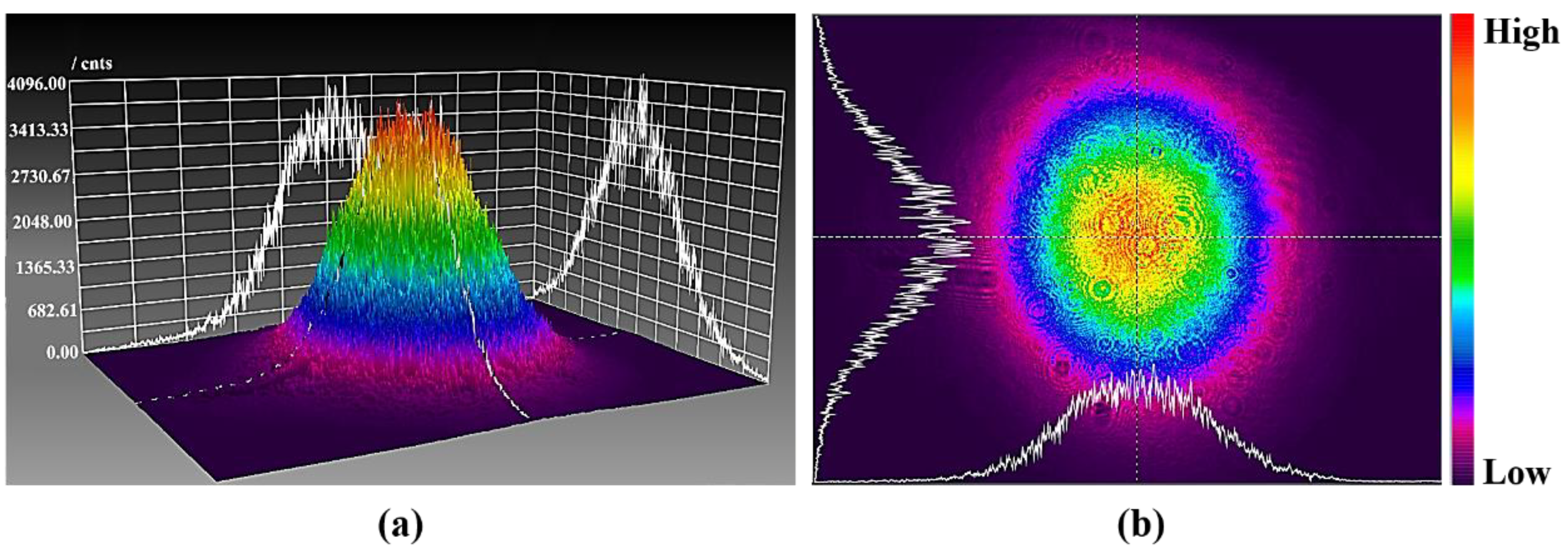
- Based on the linear relationship between the square of the equivalent ablation diameter and the logarithm of the incident laser power, the ablation threshold of SiC ceramics was deduced and calculated by the equivalent diameter method. It was obtained that when the laser repetition frequency f = 175 kHz, wavelength λ = 1064 nm and ablation time t = 9 s, the laser ablation threshold of SiC ceramic is 0.355 J/cm2. The beam quality analyzer was used to verify that the laser energy density distribution of the femtosecond laser beam obeyed the Gaussian distribution, with the characteristics of high central energy density and low peripheral energy density.
- (2)
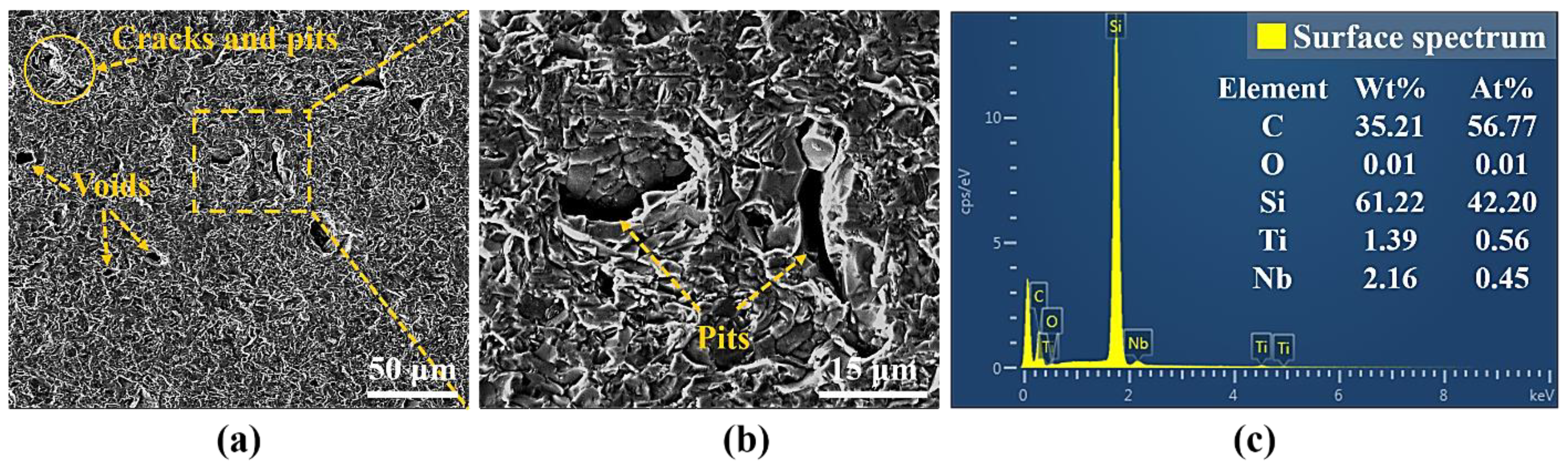
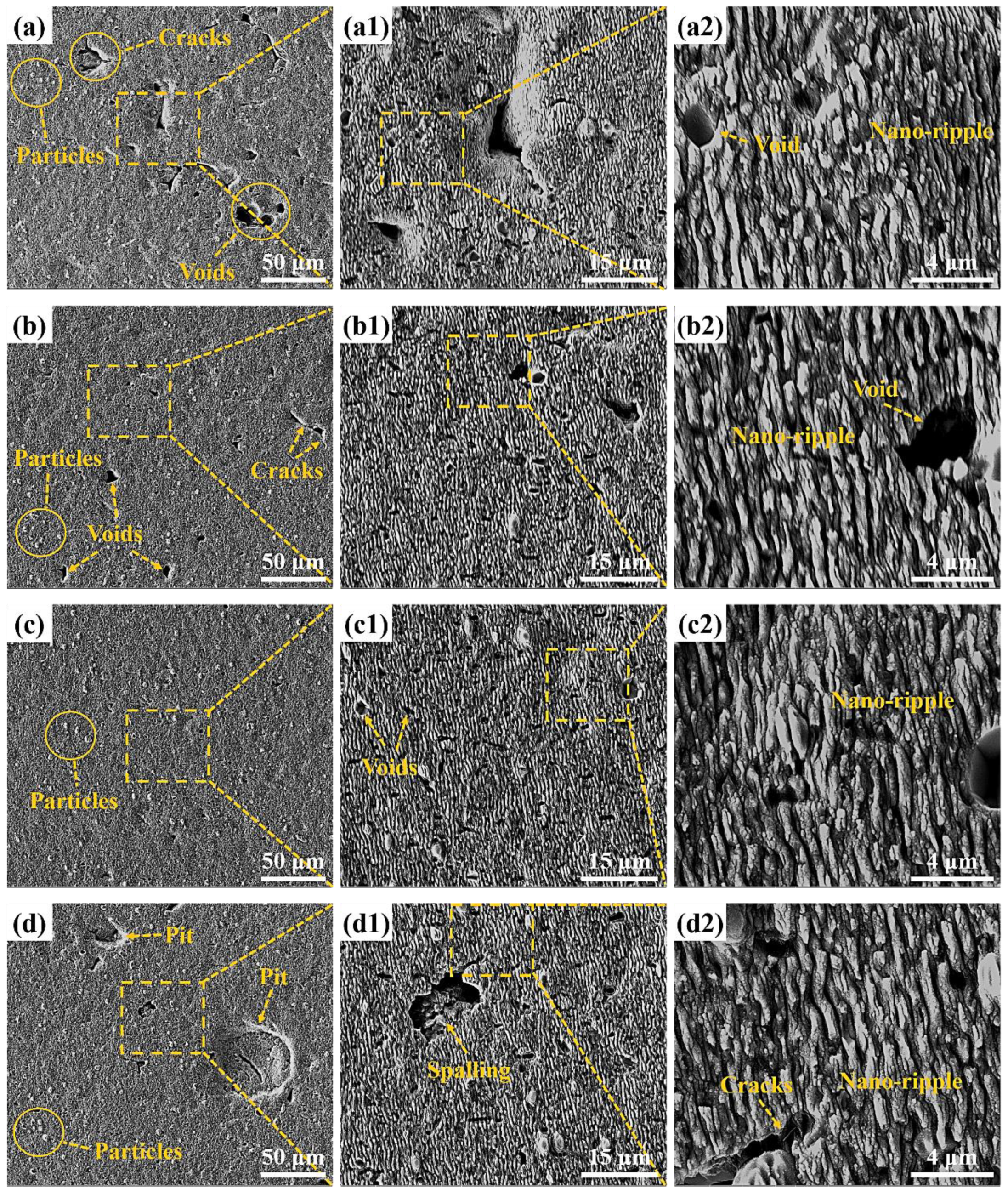
- Compared with the initial surface, the surface quality of polished surface was improved. In the case of low pulse energy, the laser energy was not enough to completely remove the surface material, and the polished surface still retained initial surface defects such as voids, pits and cracks, so the surface roughness was high. With the increase in pulse energy, the surface roughness decreased first. When the pulse energy was 35 μJ, the polished surface quality was the best, and the lowest average surface roughness, Ra = 0.664 μm, was obtained. With continued increase in the pulse energy, spalling and cracks appeared on the polished surface, the surface quality deteriorated, and the surface roughness value showed an upward trend. The phenomena of spalling and cracks were caused by the intense ablation of the laser and the material under the high pulse energy, and the thermal stress on the surface caused the brittle fracture of the material. The greater the pulse energy, the more energy absorbed by the material per unit area and the more the material removal, the overall increase in the trend of the polishing depth correlated with the increase in the pulse energy. There were periodic nano-ripple structures that appeared on the polished surface, and oxidation phenomenon occurred. The change of pulse energy had no significant effect on the oxidation phenomenon of the SiC ceramics polished by femtosecond laser.
- (3)
- Under the condition of constant laser pulse energy, repetition frequency, scanning speed, scanning spacing and the number of scanning, the surface roughness increased with the increase in the absolute value of the defocus amount, and the polishing depth decreased with the increase in the absolute value of the defocus amount. With the increase in the absolute value of the defocus amount, the laser spot irradiated on the surface of the workpiece became larger, which would further reduce the laser energy density. The low laser energy density could not completely remove the surface material, the material removal amount was small, and the initial surface defects were retained, so the surface quality gradually deteriorated, and the polishing depth gradually decreased. In the case of zero defocus, the lowest average surface roughness, Ra = 0.652 μm, and the maximum average polishing depth of 4.874 μm were obtained. At the same time, the periodic nano-ripple structures were generated on the polished surface, and when the defocus amount was 3 mm, the size of the periodic nano-ripple structures generated on the polished surface was significantly smaller. A small amount of oxidation also occurred during the polishing process with variable defocus amounts, and the change of defocus amount had no significant effect on the oxidation phenomenon of the SiC ceramics polished by femtosecond laser polishing.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Willander, M.; Friesel, M.; Wahab, Q.U.; Straumal, B. Silicon carbide and diamond for high temperature device applications. J. Mater. Sci. Mater. Electron. 2006, 17, 1–25. [Google Scholar] [CrossRef]
- Samant, A.N.; Dahotre, N.B. Laser machining of structural ceramics—A review. J. Eur. Ceram. Soc. 2009, 29, 969–993. [Google Scholar] [CrossRef]
- Pushpakaran, B.N.; Subburaj, A.S.; Bayne, S.B.; Mookken, J. Impact of silicon carbide semiconductor technology in Photovoltaic Energy System. Renew. Sustain. Energy Rev. 2016, 55, 971–989. [Google Scholar] [CrossRef]
- Chen, R.F.; Zuo, D.W.; Lu, W.Z.; Li, D.S.; Xu, F.; Ji, T.; Wang, M. Study on mechanical polishing for CVD diamond films of forming nucleus surface and growing surface. Key Eng. Mater. 2008, 359–360, 285–289. [Google Scholar]
- Chen, F.; Mei, G.J.; Zhao, B.; Bie, W.B.; Li, G.X. Study on the characteristics of zirconia ceramic in three-dimensional ultrasonic vibration-assisted ELID internal grinding. J. Mech. Sci. Technol. 2020, 34, 333–344. [Google Scholar] [CrossRef]
- Jia, G.L.; Li, B.; Zhang, J.F. Influence of SiC surface defects on materials removal in atmospheric pressure plasma polishing. Comp. Mater. Sci. 2018, 146, 26–35. [Google Scholar] [CrossRef]
- Zhang, P.; Chen, G.M.; Ni, Z.F.; Wang, Y.G.; Teng, K.; Qian, S.H.; Bian, D.; Zhao, Y. The Effect of Cu2+ Ions and Glycine Complex on Chemical Mechanical Polishing (CMP) Performance of SiC Substrates. Tribol. Lett. 2021, 69, 94. [Google Scholar] [CrossRef]
- Du, H.; Song, C.; Li, S.Y. Study on Surface Roughness of Modified Silicon Carbide Mirrors polished by Magnetorheological Finishing. IOP Conf. Ser. Mater. Sci. Eng. 2018, 301, 012164. [Google Scholar] [CrossRef]
- Gu, Y.; Zhu, W.H.; Lin, J.Q.; Lu, M.M.; Kang, M.S. Subsurface Damage in Polishing Process of Silicon Carbide Ceramic. Materials 2018, 11, 506. [Google Scholar] [CrossRef] [Green Version]
- Xu, G.; Dai, Y.T.; Cui, J.L.; Xiao, X.; Mei, H.P.; Li, H.L. Simulation and experiment of femtosecond laser polishing quartz material. Integr. Ferroelectr. 2017, 181, 60–69. [Google Scholar] [CrossRef]
- Zhao, Z.Y.; Zhang, Z.J.; Yin, B.; Xu, X.M. Experimental Study on Continuous Laser Polishing Die Steel S136D. IOP Conf. Ser. Mater. Sci. Eng. 2020, 758, 012037. [Google Scholar] [CrossRef]
- Miller, J.D.; Tutunea-Fatan, O.R.; Bordatchev, E.V. Experimental Analysis of Laser and Scanner Control Parameters During Laser Polishing of H13 Steel. Procedia Manuf. 2017, 10, 720–729. [Google Scholar] [CrossRef]
- Ma, C.P.; Guan, Y.C.; Zhou, W. Laser polishing of additive manufactured Ti alloys. Opt. Lasers Eng. 2017, 93, 171–177. [Google Scholar] [CrossRef]
- Xu, Z.F.; Ouyang, W.T.; Liu, Y.F.; Jiao, J.K.; Liu, Y.Z.; Zhang, W.W. Effects of laser polishing on surface morphology and mechanical properties of additive manufactured TiAl components. J. Manuf. Process. 2021, 65, 51–59. [Google Scholar] [CrossRef]
- Gao, Y.B.; Zhou, Y.; Wu, B.X.; Tao, S.; Jacobsen, R.L.; Goodman, B. Time-Resolved Experimental Study of Silicon Carbide Ablation by Infrared Nanosecond Laser Pulses. J. Manuf. Sci. Eng. 2011, 133, 021006. [Google Scholar] [CrossRef]
- Kim, M.; Bang, S.; Kim, D.H.; Lee, H.T.; Kim, G.H.; Ahn, S.H. Hybrid CO2 laser-polishing process for improving material removal of silicon carbide. Int. J. Adv. Manuf. Technol. 2020, 106, 3139–3151. [Google Scholar] [CrossRef]
- Zhang, X.M.; Ji, L.F.; Zhang, L.T.; Wang, W.H.; Yan, T.Y. Polishing of alumina ceramic to submicrometer surface roughness by picosecond laser. Surf. Coat. Technol. 2020, 397, 125962. [Google Scholar] [CrossRef]
- Ihlemann, J.; Scholl, A.; Schmidt, H.; Wolffrottke, B. Nanosecond and Femtosecond Excimer-Laser Ablation of Oxide Ceramics. Appl. Phys. A-Mater. 1995, 60, 411–417. [Google Scholar] [CrossRef]
- Tsai, Y.H.; Chen, B.C.; Ho, C.Y.; Chiou, Y.J.; Chen, K.H.; Chen, C.S.; Wen, M.Y. Ablation characteristics of femtosecond laser processing for nanometer-sized ceramic films. Ceram. Int. 2017, 43, S573–S577. [Google Scholar] [CrossRef]
- Kurita, T.; Komatsuzaki, K.; Hattori, M. Advanced material processing with nano- and femto-second pulsed laser. Int. J. Mach. Tool Manuf. 2008, 48, 220–227. [Google Scholar] [CrossRef]
- Taylor, L.L.; Qiao, J.; Qiao, J. Femtosecond laser polishing of optical materials. Proc. SPIE 2015, 9633, 96330M. [Google Scholar]
- Chen, G.P.; Li, J.G.; Luo, H.M.; Zhou, Y.; Peng, Q.F.; Xie, X.Z.; Pan, G.S. One-step fabrication of fine surfaces via femtosecond laser on sliced SiC. Mater. Sci. Semicond. Process. 2021, 132, 105926. [Google Scholar] [CrossRef]
- Wang, C.W.; Kurokawa, S.; Doi, T.; Yuan, J.L.; Sano, Y.; Aida, H.; Zhang, K.H.; Deng, Q.F. The Polishing Effect of SiC Substrates in Femtosecond Laser Irradiation Assisted Chemical Mechanical Polishing (CMP). ECS J. Solid State Sci. Technol. 2017, 6, P105–P112. [Google Scholar] [CrossRef]
- Zheng, Q.Z.; Cui, J.L.; Fan, Z.J.; Mei, X.S. An experimental investigation of scan trajectory into the underwater femtosecond laser polishing SiC ceramic. Ferroelectrics 2020, 563, 77–86. [Google Scholar] [CrossRef]
- Lin, Q.Y.; Fan, Z.J.; Wang, W.J.; Yan, Z.X.; Zheng, Q.Z.; Mei, X.S. The effect of spot overlap ratio on femtosecond laser planarization processing of SiC ceramics. Opt. Lasers Technol. 2020, 129, 106270. [Google Scholar] [CrossRef]
- Fedorenko, L.; Medvid, A.; Yusupov, M.; Yukhimchuck, V.; Krylyuk, S.; Evtukh, A. Nanostructures on SiC surface created by laser microablation. Appl. Surf. Sci. 2008, 254, 2031–2036. [Google Scholar] [CrossRef]
- Rudolph, P.; Brzezinka, K.W.; Wasche, R.; Kautek, W. Physical chemistry of the femtosecond and nanosecond laser-material interaction with SiC and a SiC-TiC-TiB2 composite ceramic compound. Appl. Surf. Sci. 2003, 208, 285–291. [Google Scholar] [CrossRef]
- Kim, S.H.; Sohn, I.-B.; Jeong, S. Ablation characteristics of aluminum oxide and nitride ceramics during femtosecond laser micromachining. Appl. Surf. Sci. 2009, 255, 9717–9720. [Google Scholar] [CrossRef]
- Mustafa, H.; Mezera, M.; Matthews, D.T.A.; Römer, G.R.B.E. Effect of surface roughness on the ultrashort pulsed laser ablation fluence threshold of zinc and steel. Appl. Surf. Sci. 2019, 488, 10–21. [Google Scholar] [CrossRef] [Green Version]
- Mannion, P.T.; Magee, J.; Coyne, E.; O’Connor, G.M.; Glynn, T.J. The effect of damage accumulation behaviour on ablation thresholds and damage morphology in ultrafast laser micro-machining of common metals in air. Appl. Surf. Sci. 2004, 233, 275–287. [Google Scholar] [CrossRef]
- Bonse, J.; Kruger, J.; Hohm, S.; Rosenfeld, A. Femtosecond laser-induced periodic surface structures. J. Lasers Appl. 2012, 24, 042006. [Google Scholar] [CrossRef]
- Tomita, T.; Kinoshita, K.; Matsuo, S.; Hashimoto, S. Effect of surface roughening on femtosecond laser-induced ripple structures. Appl. Phys. Lett. 2007, 90, 153115. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Density | Flexural Strength | Elastic Modulus | Thermal Expansion Coefficient | Thermal Conductivity | Microhardness |
|---|---|---|---|---|---|
| 3200 kg/m3 | 500 MPa | 420 GPa | 4.2 (1 × 10−6/K) | 60 W/(m·K) | 2500 HV |
| Number | Laser Frequency f/kHz | Ablation Time t/s | Laser Power P/mW |
|---|---|---|---|
| 1 | 175 | 9 | 3920 |
| 2 | 175 | 9 | 4860 |
| 3 | 175 | 9 | 5840 |
| 4 | 175 | 9 | 6920 |
| 5 | 175 | 9 | 8060 |
| 6 | 175 | 9 | 9220 |
| 7 | 175 | 9 | 9900 |
| 8 | 175 | 9 | 11,180 |
| 9 | 175 | 9 | 11,890 |
| Parameter | Value | ||||||
|---|---|---|---|---|---|---|---|
| Laser frequency, f/kHz | 175 | ||||||
| Defocus amount, h/mm | 0 | ||||||
| Scanning spacing, Δx/μm | 2.5 | ||||||
| Spot overlap ratio in the x-direction, ψx/(%) | 95 | ||||||
| Scanning speed, v/(mm/s) | 4812.5 | ||||||
| Spot overlap ratio in the y-direction, ψy/(%) | 45 | ||||||
| Number of scanning, n | 4 | ||||||
| Laser power, P/W | 2.625 | 3.5 | 4.375 | 5.25 | 6.125 | 7 | 7.875 |
| /μJ | 15 | 20 | 25 | 30 | 35 | 40 | 45 |
| Parameter | Value | |||||
|---|---|---|---|---|---|---|
| Laser frequency, f/kHz | 175 | |||||
| Laser power, P/W | 5.25 | |||||
| /μJ | 30 | |||||
| Scanning spacing, Δx/μm | 2.5 | |||||
| Spot overlap ratio in the x-direction, ψx/(%) | 95 | |||||
| Scanning speed, v/(mm/s) | 4812.5 | |||||
| Spot overlap ratio in the y-direction, ψy/(%) | 45 | |||||
| Number of scanning, n | 4 | |||||
| Defocus amount, h/mm | −2 | −1 | 0 | 1 | 2 | 3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, X.; Chen, X.; Chen, T.; Ma, G.; Zhang, W.; Huang, L. Influence of Pulse Energy and Defocus Amount on the Mechanism and Surface Characteristics of Femtosecond Laser Polishing of SiC Ceramics. Micromachines 2022, 13, 1118. https://doi.org/10.3390/mi13071118
Zhang X, Chen X, Chen T, Ma G, Zhang W, Huang L. Influence of Pulse Energy and Defocus Amount on the Mechanism and Surface Characteristics of Femtosecond Laser Polishing of SiC Ceramics. Micromachines. 2022; 13(7):1118. https://doi.org/10.3390/mi13071118
Chicago/Turabian StyleZhang, Xuanhua, Xiaoxiao Chen, Tao Chen, Guiying Ma, Wenwu Zhang, and Lirong Huang. 2022. "Influence of Pulse Energy and Defocus Amount on the Mechanism and Surface Characteristics of Femtosecond Laser Polishing of SiC Ceramics" Micromachines 13, no. 7: 1118. https://doi.org/10.3390/mi13071118