
Facile Manufacture of Oxide-Free Cu Particles Coated with Oleic Acid by Electrical Discharge Machining

 ,
,  ,
,  , ,
, ,
Abstract
:1. Introduction
2. Material and Method
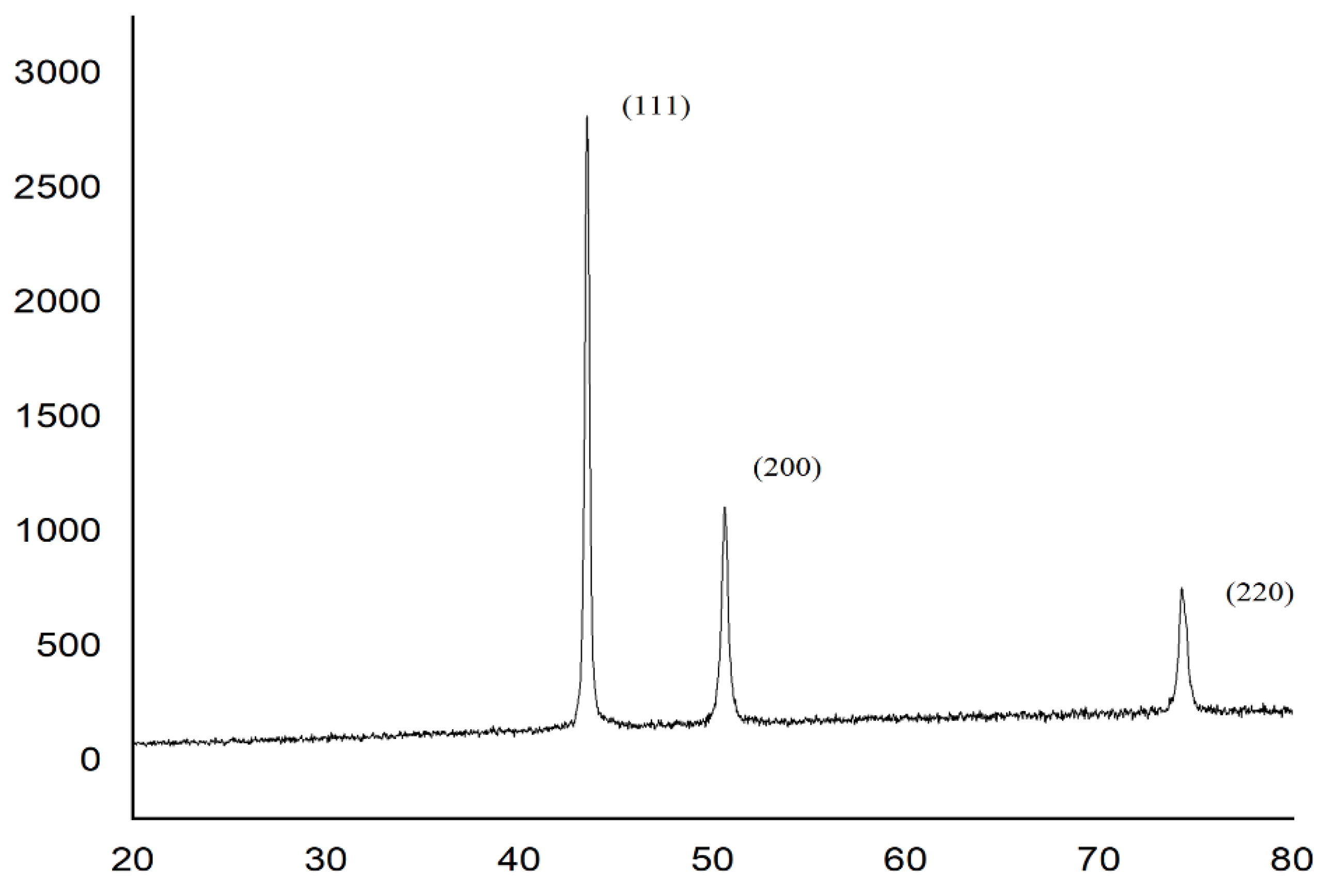
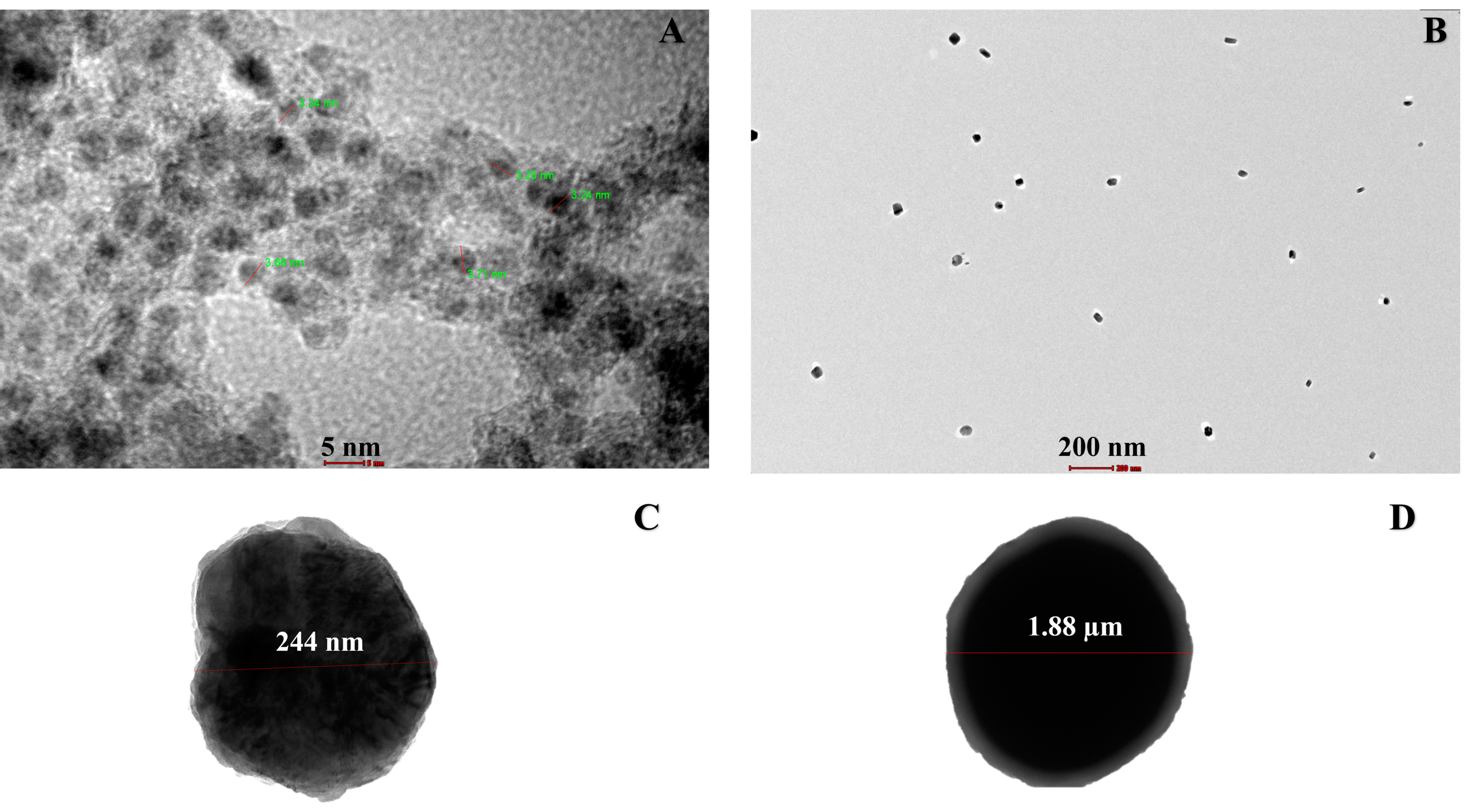
3. Result and Discussion
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Khan, F.S.A.; Mubarak, N.M.; Khalid, M.; Khan, M.M.; Tan, Y.H.; Walvekar, R.; Abdullah, E.C.; Karri, R.R.; Rahman, M.E. Comprehensive Review on Carbon Nanotubes Embedded in Different Metal and Polymer Matrix: Fabrications and Applications. Crit. Rev. Solid State Mater. Sci. 2021, 1–28. [Google Scholar] [CrossRef]
- Crisan, M.C.; Teodora, M.; Lucian, M. Copper Nanoparticles: Synthesis and Characterization, Physiology, Toxicity and Antimicrobial Applications. Appl. Sci. 2021, 12, 141. [Google Scholar] [CrossRef]
- Khilji, I.A.; Pathak, S.; Nadiah, S.; Mohd, B.; Biswas, S.; Singh, Y. Opportunities and Challenges in Nanoparticles Formation by Electrical Discharge Machining; Springer: Singapore, 2021; ISBN 9789811577116. [Google Scholar]
- Montes-Garcia, V.; Squillaci, M.A.; Diez-Castellnou, M.; Ong, Q.K.; Stellacci, F.; Samorì, P. Chemical Sensing with Au and Ag Nanoparticles. Chem. Soc. Rev. 2021, 50, 1269–1304. [Google Scholar] [CrossRef] [PubMed]
- Pearce, A.K.; Wilks, T.R.; Arno, M.C.; O′Reilly, R.K. Synthesis and Applications of Anisotropic Nanoparticles with Precisely Defined Dimensions. Nat. Rev. Chem. 2020, 5, 21–45. [Google Scholar] [CrossRef]
- Mitchell, M.J.; Billingsley, M.M.; Haley, R.M.; Wechsler, M.E.; Peppas, N.A.; Langer, R. Engineering Precision Nanoparticles for Drug Delivery. Nat. Rev. Drug Discov. 2020, 20, 101–124. [Google Scholar] [CrossRef]
- Jain, N.K.; Pathak, S.; Alam, M. Synthesis of Copper Nanoparticles by Pulsed Electrochemical Dissolution Process. Ind. Eng. Chem. Res. 2019, 58, 602–608. [Google Scholar] [CrossRef]
- Khilji, I.A.; Saffe, S.N.B.M.; Pathak, S.; Ţălu, Ş.; Kulesza, S.; Bramowicz, M.; Reddy, V.J. Titanium Alloy Particles Formation in Electrical Discharge Machining and Fractal Analysis. JOM 2022, 74, 448–455. [Google Scholar] [CrossRef]
- Shen, D.; Ming, W.; Ren, X.; Xie, Z.; Liu, X. Progress in Non-Traditional Processing for Fabricating Superhydrophobic Surfaces. Micromachines 2021, 12, 1003. [Google Scholar] [CrossRef]
- Philip, J.T.; Mathew, J.; Kuriachen, B. Transition from EDM to PMEDM—Impact of Suspended Particulates in the Dielectric on Ti6Al4V and Other Distinct Material Surfaces: A Review. J. Manuf. Process. 2021, 64, 1105–1142. [Google Scholar] [CrossRef]
- Baroi, B.K.; Jagadish; Patowari, P.K. A Review on Sustainability, Health, and Safety Issues of Electrical Discharge Machining. J. Braz. Soc. Mech. Sci. Eng. 2022, 44, 1–38. [Google Scholar] [CrossRef]
- Boulos, M.I.; Fauchais, P.L.; Heberlein, J.V.R. Overview of Surface Modification Technologies. In Thermal Spray Fundamentals; Boulos, M.I., Fauchais, P.L., Heberlein, J.V.R., Eds.; Springer: Cham, Switzerland, 2021; Volume 1, ISBN 978-3-030-70672-2. [Google Scholar]
- Orazi, L.; Romoli, L.; Schmidt, M.; Li, L. Ultrafast Laser Manufacturing: From Physics to Industrial Applications. CIRP Ann. 2021, 70, 543–566. [Google Scholar] [CrossRef]
- Korzhyk, V.; Tyurin, Y.; Kolisnichenko, O. Theory and Practice of Plasma-Detonation Technology of Surface Hardening Metal Products; Volodymyr Korzhyk, V.K., Ed.; Privat Company Technology Center: Kharkiv, Ukraine, 2021. [Google Scholar]
- Fassi, I.; Modica, F. Editorial for the Special Issue on Micro-Electro Discharge Machining: Principles, Recent Advancements and Applications. Micromachines 2021, 12, 554. [Google Scholar] [CrossRef] [PubMed]
- Bilal, A.; Jahan, M.P.; Talamona, D.; Perveen, A. Electro-Discharge Machining of Ceramics: A Review. Micromachines 2018, 10, 10. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kolli, M.; Kumar, A. Surfactant and Graphite Powder–Assisted Electrical Discharge Machining of Titanium Alloy. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2015, 231, 641–657. [Google Scholar] [CrossRef]
- Khanra, A.K.; Sarkar, B.R.; Bhattacharya, B.; Pathak, L.C.; Godkhindi, M.M. Performance of ZrB2–Cu Composite as an EDM Electrode. J. Mater. Process. Technol. 2007, 183, 122–126. [Google Scholar] [CrossRef]
- Roy, S.; Nagahanumaiah, H.R.; Ghosh, D. Characterization of Debris Produced in Micro-EDM. In Proceedings of the Micro System Technology Laboratory, CMRI, CSIR, Durgapur, India, 23 September 2009. [Google Scholar]
- Abdulkareem, S.; Ali Khan, A.; Konneh, M. Cooling Effect on Electrode and Process Parameters in EDM. Mater. Manuf. Process. 2010, 25, 462–466. [Google Scholar] [CrossRef]
- Ayers, J.D.; Moore, K. Formation of Metal Carbide Powder by Spark Machining of Reactive Metals. Metall. Mater. Trans. A 1984, 15, 1117–1127. [Google Scholar] [CrossRef]
- Walter, J.L.; Berkowitz, A.E.; Koch, E.F. Crystallization of Amorphous Fe75Si15B10 Ribbon and Powder. Mater. Sci. Eng. 1983, 60, 31–44. [Google Scholar] [CrossRef]
- Srivastava, V.; Pandey, P.M. Performance Evaluation of Electrical Discharge Machining (EDM) Process Using Cryogenically Cooled Electrode. Mater. Manuf. Process. 2012, 27, 683–688. [Google Scholar] [CrossRef]
- Soni, J.S. Microanalysis of Debris Formed during Rotary EDM of Titanium Alloy (Ti6A14V) and Die Steel (T215Cr12). Wear 1994, 177, 71–79. [Google Scholar] [CrossRef]
- Zhang, Q.; Kusada, K.; Wu, D.; Yamamoto, T.; Toriyama, T.; Matsumura, S.; Kawaguchi, S.; Kubota, Y.; Kitagawa, H. Crystal Structure Control of Binary and Ternary Solid-Solution Alloy Nanoparticles with a Face-Centered Cubic or Hexagonal Close-Packed Phase. J. Am. Chem. Soc. 2022, 144, 4224–4232. [Google Scholar] [CrossRef] [PubMed]
- Zhang, L.; He, R.; Gu, H.C. Oleic Acid Coating on the Monodisperse Magnetite Nanoparticles. Appl. Surf. Sci. 2006, 253, 2611–2617. [Google Scholar] [CrossRef]
- Nalbandian, L.; Patrikiadou, E.; Zaspalis, V.; Patrikidou, A.; Hatzidaki, E.; Papandreou, C.N. Magnetic Nanoparticles in Medical Diagnostic Applications: Synthesis, Characterisation and Proteins Conjugation. Curr. Nanosci. 2015, 12, 455–468. [Google Scholar] [CrossRef]
- Limo, M.J.; Sola-Rabada, A.; Boix, E.; Thota, V.; Westcott, Z.C.; Puddu, V.; Perry, C.C. Interactions between Metal Oxides and Biomolecules: From Fundamental Understanding to Applications. Chem. Rev. 2018, 118, 11118–11193. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Pathak, S.; Saha, G.C.; Abdul Hadi, M.B.; Jain, N.K. Engineered Nanomaterials for Aviation Industry in COVID-19 Context: A Time-Sensitive Review. Coatings 2021, 11, 382. [Google Scholar] [CrossRef]
- Mei, H.; Xu, Y.; Lei, G.; Cao, W.; Li, Z.; Zhang, J. Synthesis, Structure and Properties of a High-Energy Metal–Organic Framework Fuel [Cu(MTZ)2(CTB)2]N. New J. Chem. 2022, 46, 1687–1692. [Google Scholar] [CrossRef]
- Sahu, R.K.; Hiremath, S.S.; Manivannan, P.V.; Singaperumal, M. Generation and Characterization of Copper Nanoparticles Using Micro-Electrical Discharge Machining. Mater. Manuf. Process. 2014, 29, 477–486. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experimental Conditions | Working Parameters | Experimental Conditions | Working Parameters |
|---|---|---|---|
| Workpiece | Copper alloy | Operating voltage | 230 V |
| Electrode | Copper | Applied voltage | 6 V |
| Dielectric | Kerosine (layered by oleic acid) | Working time | 30 min |
| Peak current Ip | 15A | Tool gap | 0.02 mm |
| Duty Cycle | 60% | Temperature | 35–40 °C |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khilji, I.A.; Mohd Safee, S.N.B.; Pathak, S.; Chilakamarry, C.R.; Abdul Sani, A.S.B.; Reddy, V.J. Facile Manufacture of Oxide-Free Cu Particles Coated with Oleic Acid by Electrical Discharge Machining. Micromachines 2022, 13, 969. https://doi.org/10.3390/mi13060969
Khilji IA, Mohd Safee SNB, Pathak S, Chilakamarry CR, Abdul Sani ASB, Reddy VJ. Facile Manufacture of Oxide-Free Cu Particles Coated with Oleic Acid by Electrical Discharge Machining. Micromachines. 2022; 13(6):969. https://doi.org/10.3390/mi13060969
Chicago/Turabian StyleKhilji, Irshad Ahamad, Siti Nadiah Binti Mohd Safee, Sunil Pathak, Chaitanya Reddy Chilakamarry, Amiril Sahab Bin Abdul Sani, and Venugopal Jayarama Reddy. 2022. "Facile Manufacture of Oxide-Free Cu Particles Coated with Oleic Acid by Electrical Discharge Machining" Micromachines 13, no. 6: 969. https://doi.org/10.3390/mi13060969