1. Introduction
The mechanical behavior of engineering materials is typically determined by experimental tests using the so-called “macro specimens”, with dimensions on the scale of millimeters. However, in some applications, the material to be characterized is not available in the form of large blocks [
1], which has recently motivated an increasing interest in evaluating the mechanical properties of materials with “miniaturized” specimens, also known by other names such as “small-size”, “sub-size”, or “mini” specimens [
2,
3]. Miniaturized specimens were first developed in the 1970s to characterize materials for in-service nuclear reactor pressure vessels [
4]; this is an application in which surveillance capsules are used to periodically monitor the degradation of vessel materials. These capsules typically have limited storage space, and for this reason, a limited specimen size is required [
5]. As a result, Small Specimen Testing Technology (SSTT) has been developed and applied in different application fields such as residual life assessment of in-service components [
6], local measurement of properties in the welding industry [
7,
8], the additive manufacturing process [
9,
10], and the evaluation of mechanical properties of miniature devices such as microelectromechanical systems (MEMS) [
11,
12].
Several non-standard test techniques are currently available to evaluate the mechanical behavior of materials using miniaturized specimens [
3]. One of the most used SSTT is the miniaturized tensile test (MTT) [
13], which uses specimens with dog-bone geometry with nominal dimensions ranging from several millimeters to hundreds of microns. No standards have yet been established for MTT, which has resulted in different specimen designs. The design of miniaturized specimens currently uses one of two approaches: (1) simply scaling down from standard specimens, or (2) scaling down from standard specimens, with a subsequent adjustment of some dimensions. A comprehensive review of this topic can be found in the recent work of [
2].
Miniaturized tensile testing encompasses several challenges related to specimen manufacturing, handling, and procedural issues. In addition, the miniaturization may cause the so-called “specimen size effect”, which leads to different behaviors at the miniaturized and macro scales. Specimen size effects can be categorized into two different levels. At the first level, the test results obtained from miniaturized specimens reflect the bulk mechanical properties described by continuum mechanics. However, for some materials, the results may deviate from standard specimens, and additional data processing techniques, e.g., the inverse Finite Element Method (FEM), are required [
14,
15,
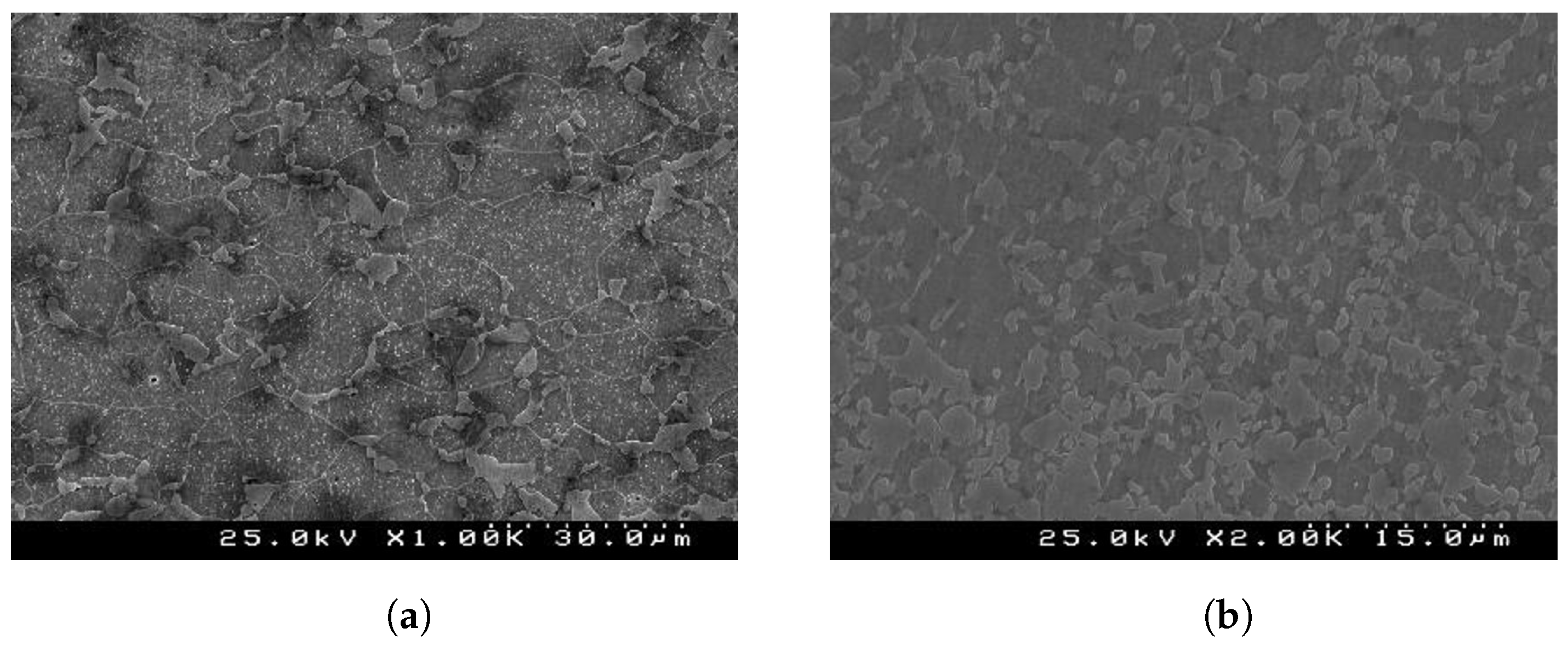
16]. On the other hand, at the second level, the specimen can no longer reflects the bulk properties as the thickness or diameter is further decreased. Typically, the critical thickness value is defined by the ratio
between thickness,
t, and grain size,
d, of the material. Generally, miniaturized specimens with a
ratio between 6 and 10 can achieve standard bulk behavior.
Sheet metal forming is an important manufacturing process in the production of metal components, applied in a wide variety of industrial areas such as automotive, naval, electrical, aeronautics, and aerospace [
17]. Sheet metal forming includes simple processes such as bending, stretch forming and spinning, as well as more complex ones such as roll forming and deep drawing. In these processes, material behavior assessment is crucial for the correct calibration of material constitutive models. Therefore, a wide variety of tests are established in the literature to obtain reliable experimental data used in the identification of constitutive parameters.
The mechanical characterization of metallic sheets has standardized test procedures, by using the tensile test (uniaxial loading), according to ISO 6892-1 [
18] and the hydraulic bulge test (biaxial loading), according to ISO 16808 [
19]. On the other hand, no standardized test setup has yet been established to characterize the compressive loading of sheet metal materials [
20]. Moreover, an uniaxial compressive stress state may cause buckling in flat sheet metal materials for small compressive strains. Therefore, the test method becomes invalid due to the change on the stress state. Over the past few years, different approaches have been developed to minimize buckling during compression tests. These approaches can be categorized into three groups: (i) the pack method, which involves packing a group of samples together in the thickness direction; (ii) a single sample with a lateral support system; and (iii) miniaturized test samples with a low gauge length/thickness ratio.
The pack method, developed by Aitchison et al. [
21] and later improved by Jackman [
22], involves joining together a group of samples along the thickness direction to form a unique specimen. With this strategy, the length/thickness ratio is reduced, and therefore the buckling instability under compression is minimized. A variation in the pack method was used by Yoshida et al. [
23], in which five specimens were glued together and then covered with clamping plates. Because the pack method requires a large number of specimens and complex preparation, some authors prefer to use a single sheet with a lateral support system. Boger et al. [
24] sandwiched a single flat specimen between two solid support plates using a constant restraining side force. To prevent buckling in the thickness direction (T-buckling), width direction (W-buckling), and unsupported gap (L-buckling), an oversized dog-bone specimen was designed. A device with two sets of fork-shaped supports was proposed in the same year by Sekine and Kuwabara [
25] to eliminate the uncovered area in tensile-compressive relative movements. Because the male and female dies slide past one another as the sample is compressed, this design made it possible to support the entire length of the specimen.
The gauge-length/thickness ratio of the specimen has the biggest impact on the buckling phenomenon in compression. In order to effectively study the compression behavior of different sheet metal materials, test methods using miniaturized specimens have recently been suggested. Tritschler et al. [
26], tested a titanium alloy with a thickness of 1.2 mm in compression using specimens with dimensions of 2.5 mm in length by 2 mm in width, achieving about 2% compressive strains. Hußnätter [
27] used a specimen geometry of 2 mm length by 2 mm width to characterize the compressive behavior of magnesium alloy AZ31, achieving about 5% compressive strains before the specimen buckles.
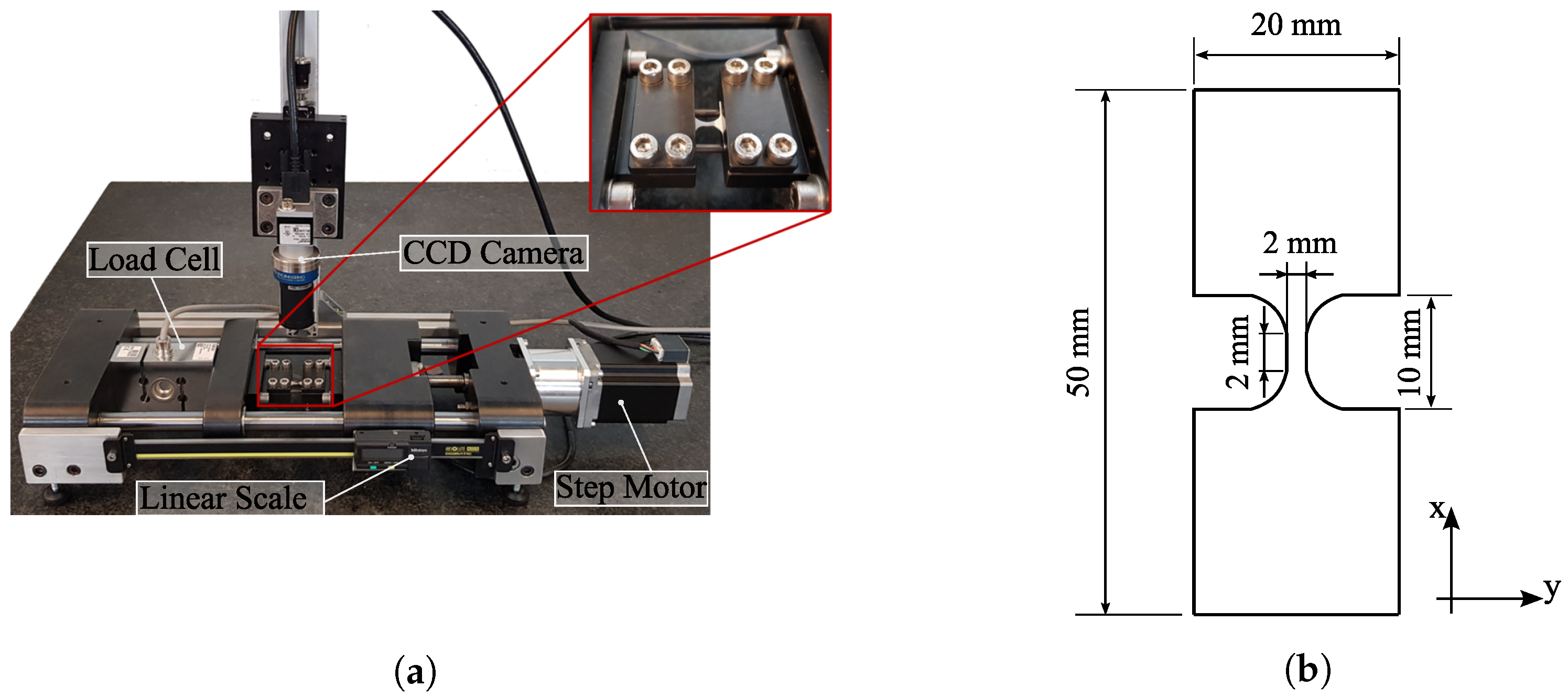
Cruz et al. [
28] developed an experimental equipment to perform uniaxial mechanical tests on miniaturized metallic specimens. The current work is a step forward in these developments, exploring the applicability of this equipment to describe the mechanical behavior of sheet metal materials, not only for monotonic uniaxial tests, i.e., tension and compression, but also for reverse loading tests, i.e., tension followed by compression or vice versa. Moreover, the digital image correlation technique was coupled with the miniaturized test device in order to quantify the quality of the test method regarding the specimen deformation at the scale of observation, in a balance between spatial resolution and accuracy [
29].
4. Conclusions
This work presents the development of equipment dedicated to performing uniaxial, tensile–compression tests on miniaturized metallic specimens. The experimental equipment, called MSTD (Miniaturized Specimen Tester Device), allows the testing of specimens on a miniaturized scale, which opens the field of applications, one of them being compressive loading tests, having the advantage of overcoming buckling effects. In addition to uniaxial tensile, compression, and cyclic tests, it is also possible and expected that equipment will adapt to other fundamental tests for metallic sheets, such as shear and ductile damage tests.
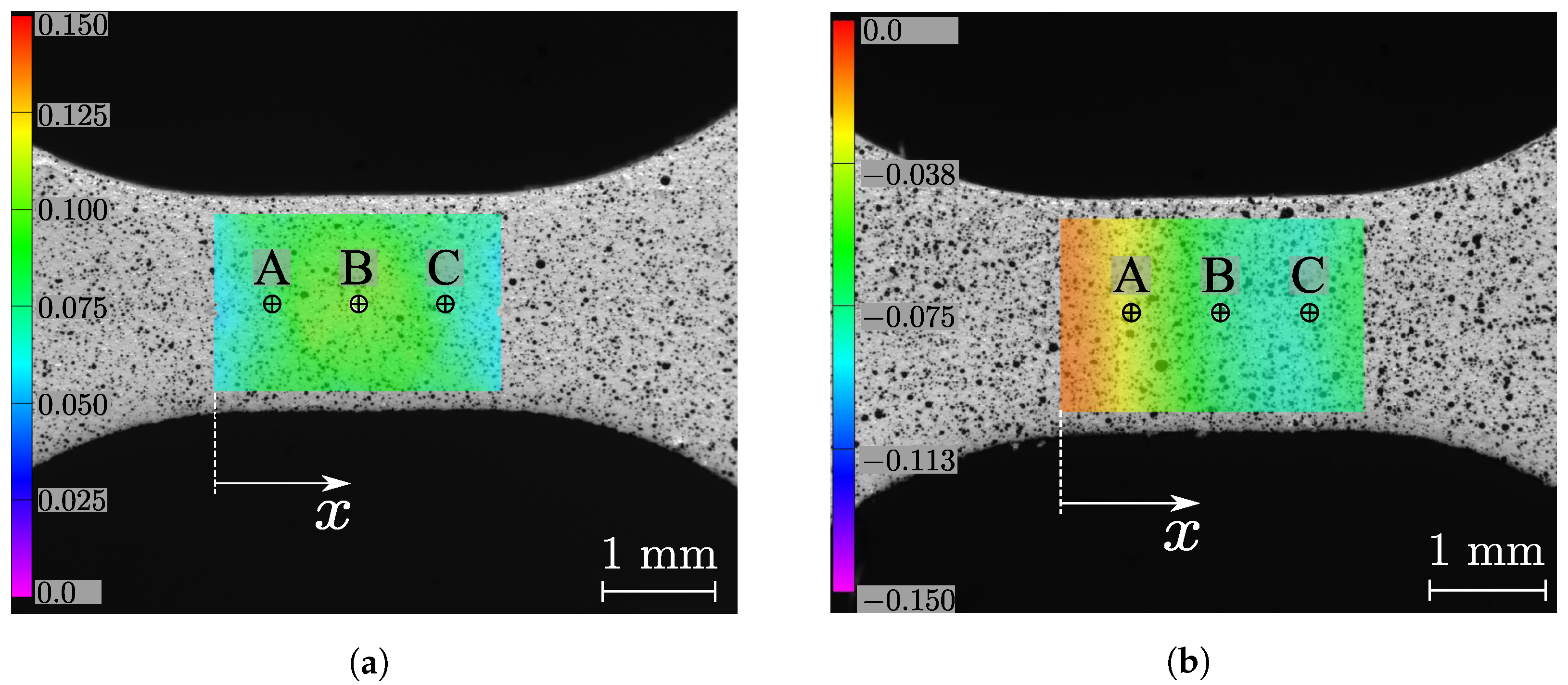
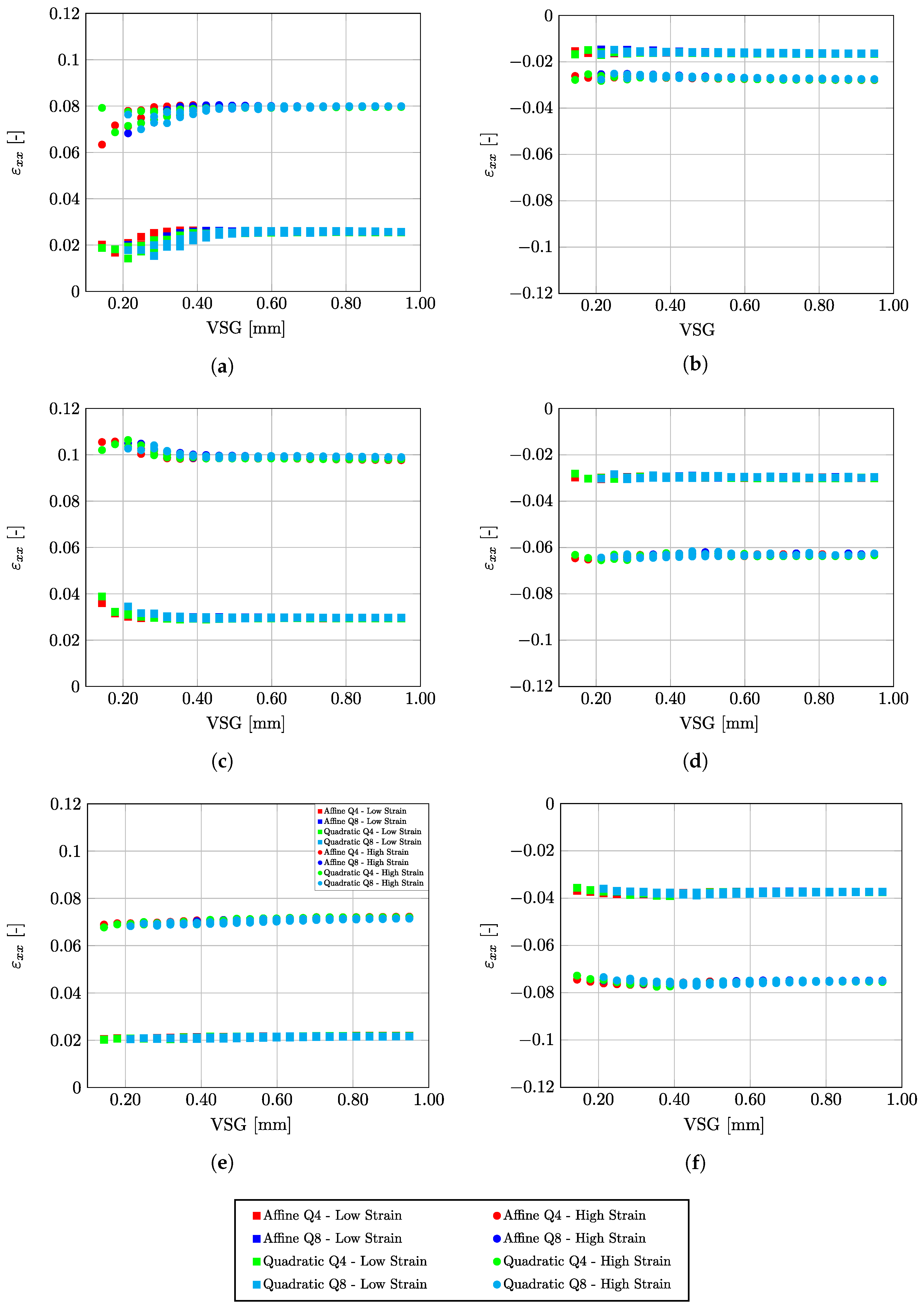
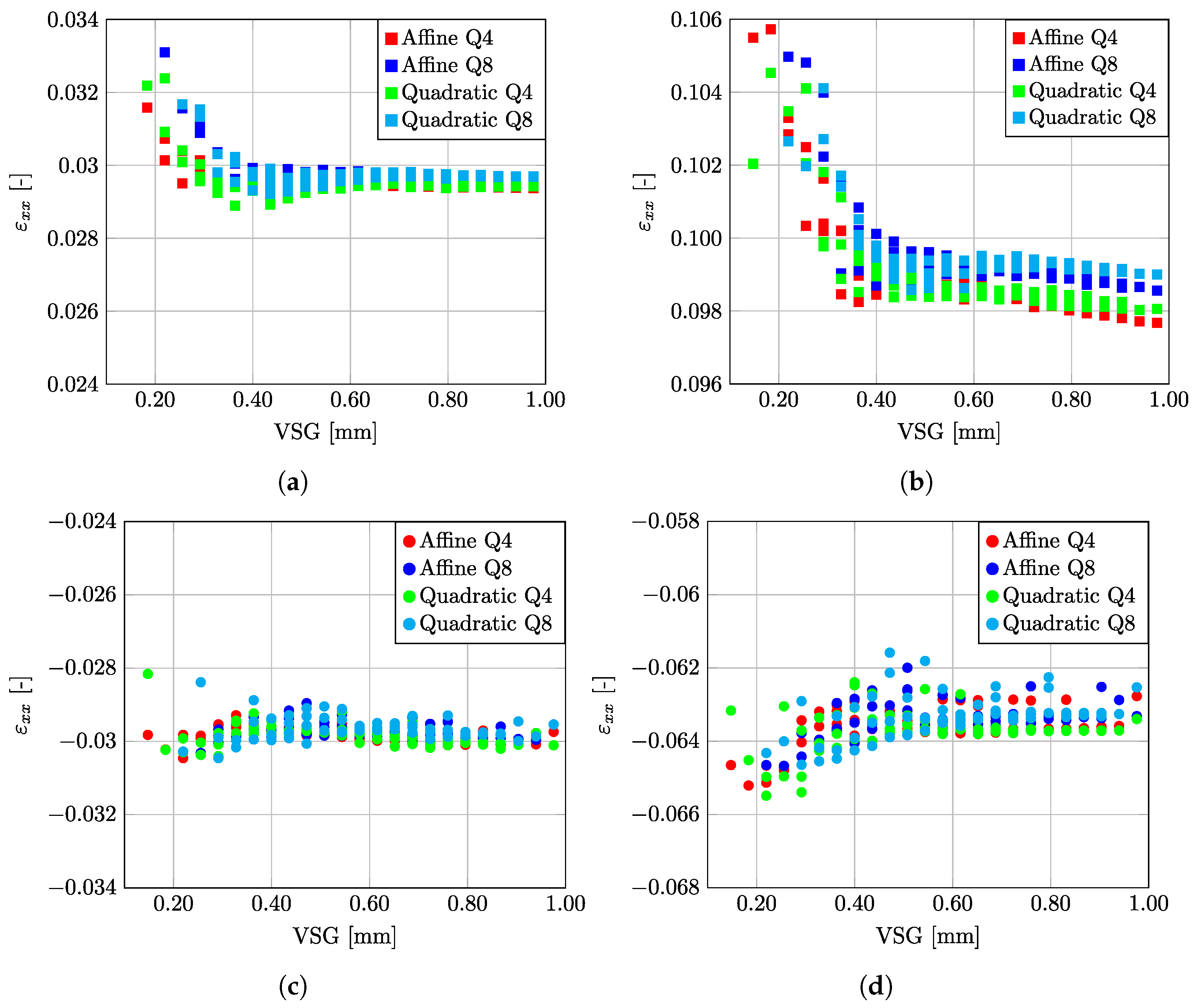
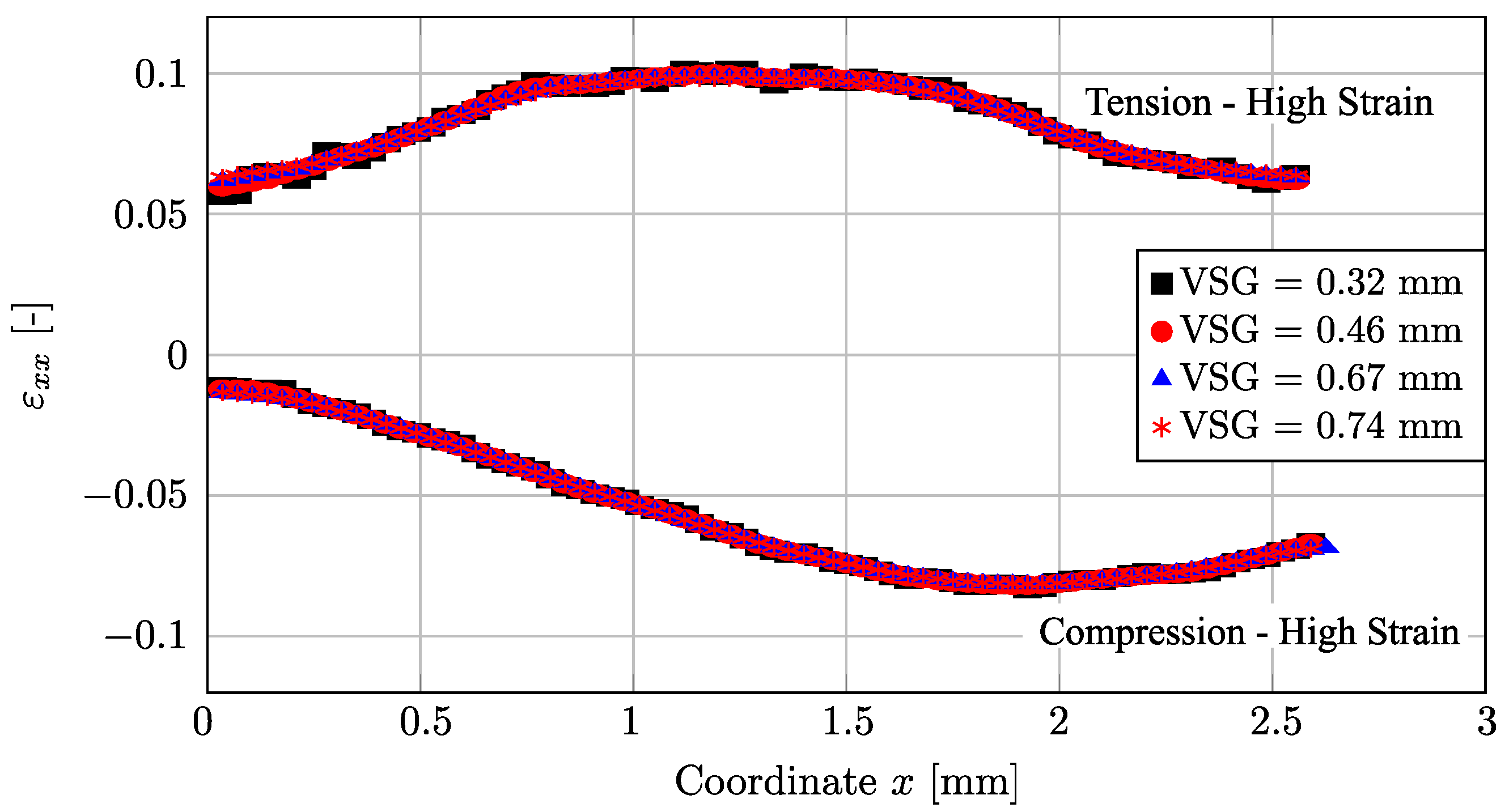
The digital image correlation (DIC) technique was used to capture the full-field strain in the gauge section of the sample. A sensitivity analysis of the DIC setting parameters permitted to quantify the influence on results for subset size, subset step, strain window, shape function, and polynomial order. These three first parameters are included in the Virtual Strain Gage variable () and this variable was tested for different scenarios in tensile and compressive loading, giving a rather stable signal and a fast convergence of results. A good balance was found using a of 151 px, which corresponds to 0.53 mm, thus giving the best ratio for efficiency and accuracy of results.
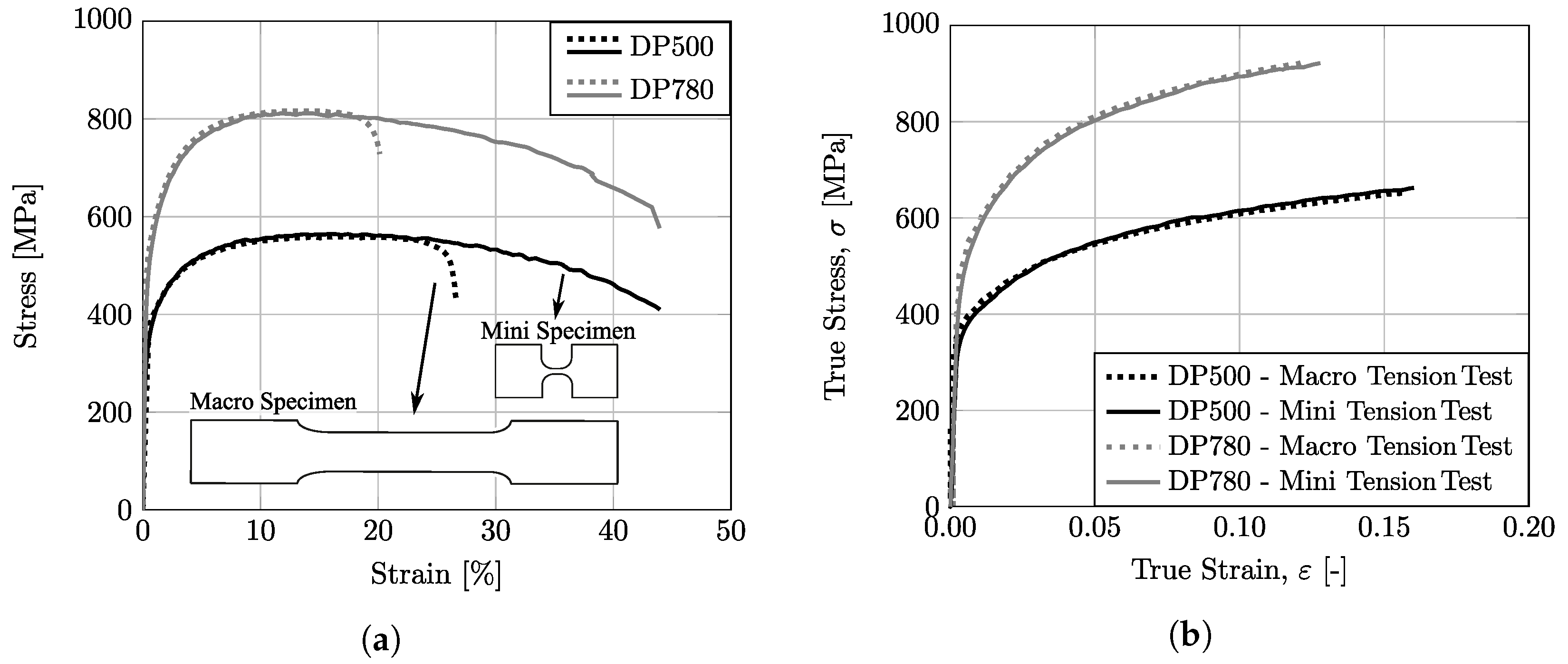
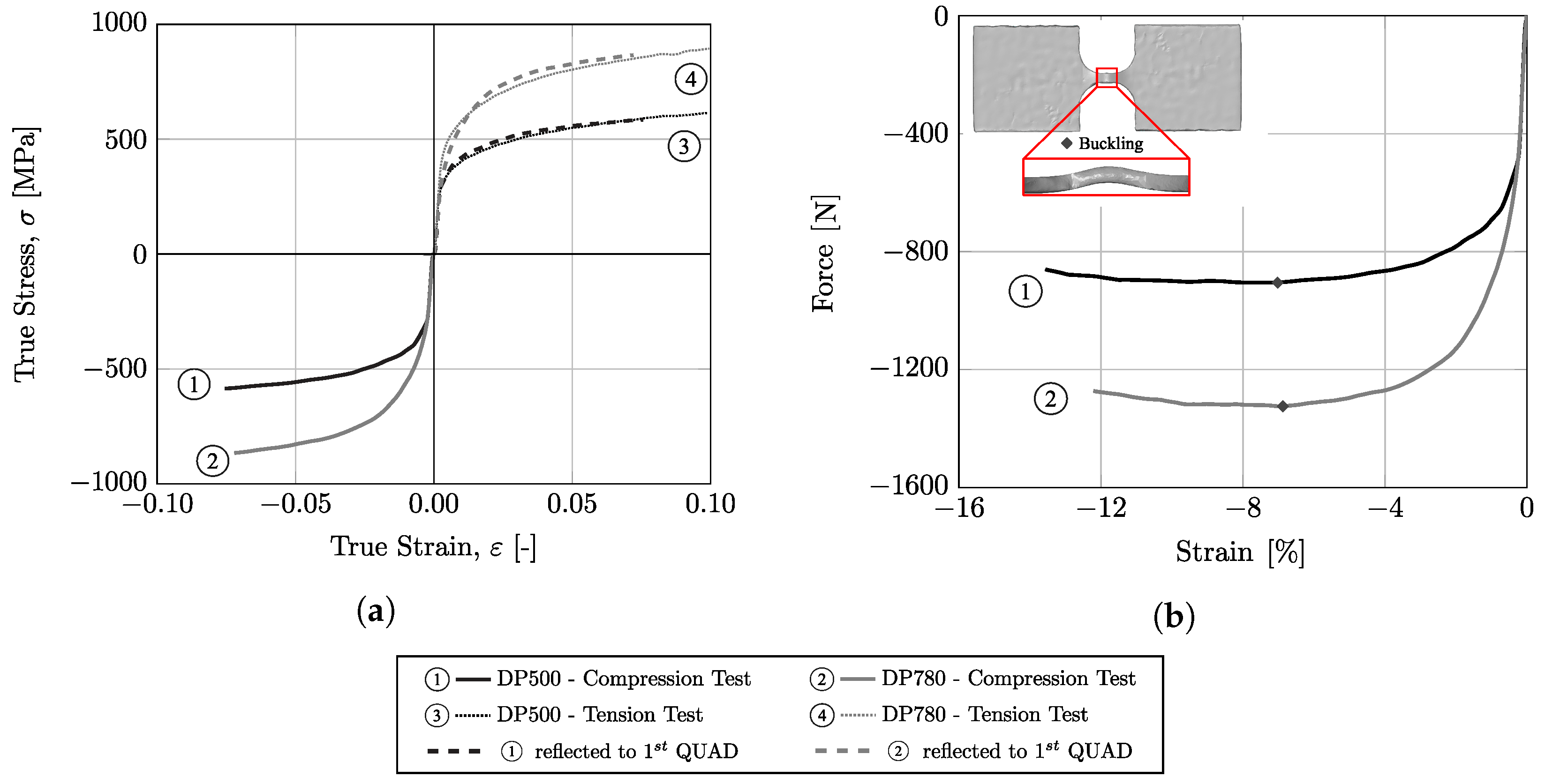
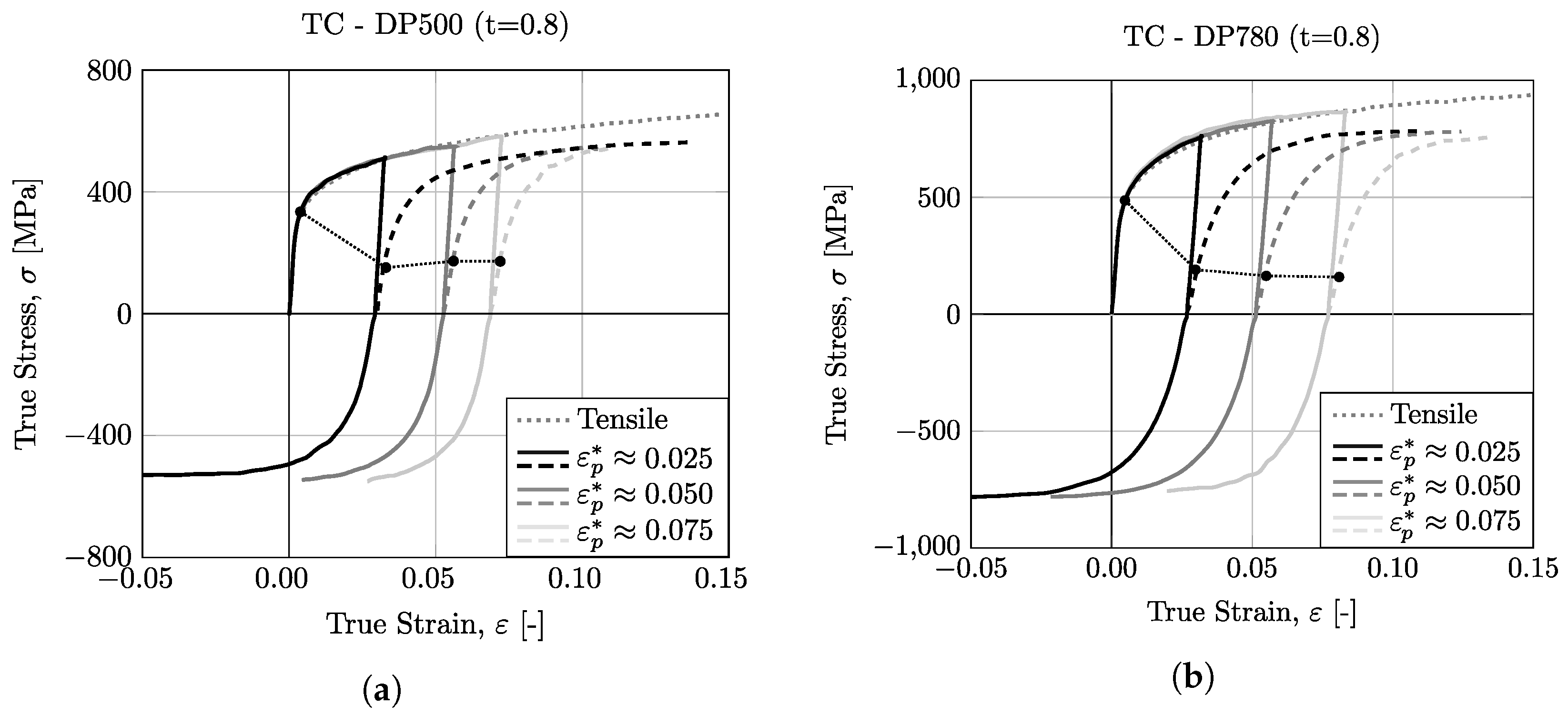
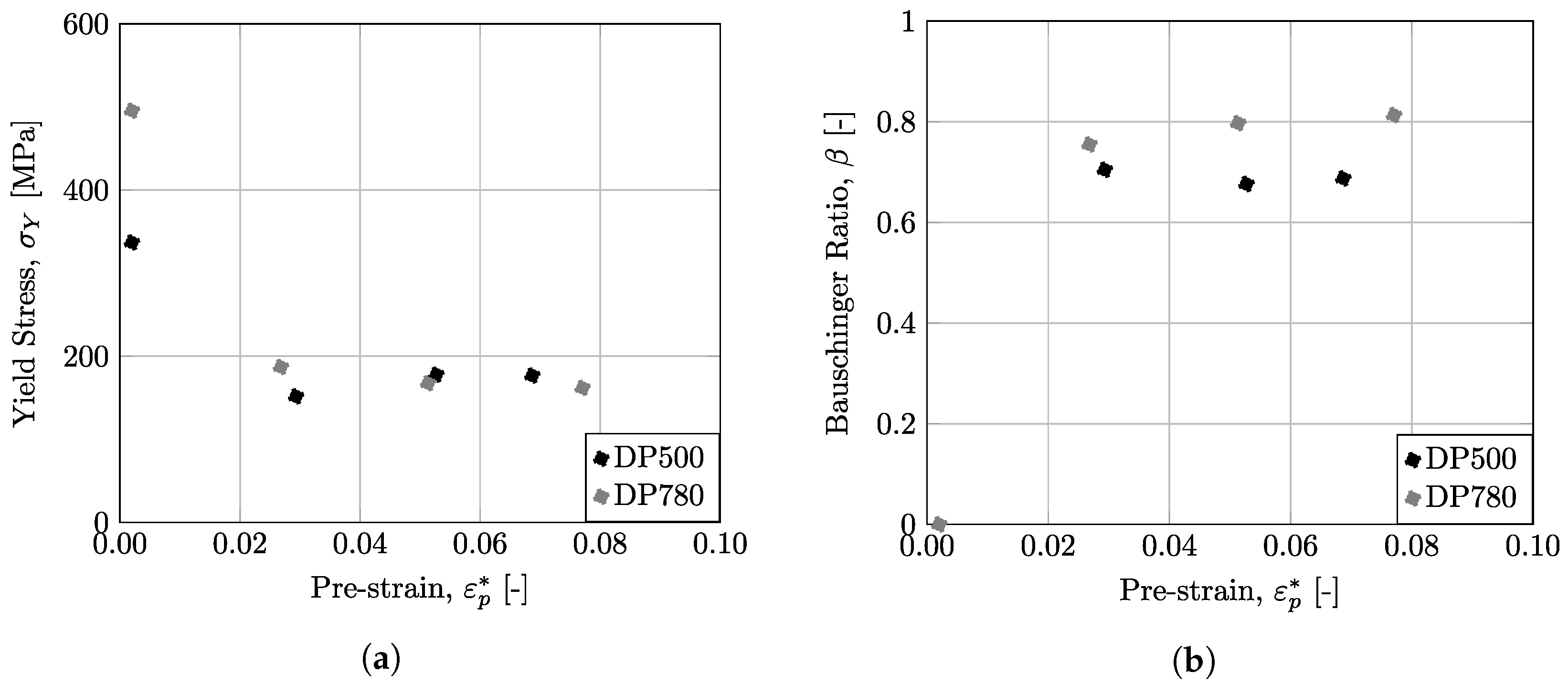
In order to validate the developed solution, several experimental tests were carried out using two dual-phase steels: DP500 and DP780. The tests performed on the developed equipment allowed the comparison of results for different types of loadings. Initially, monotonic tensile tests were carried out, and the results obtained with the miniaturized specimens were shown to be quite similar to those obtained by using the standardized geometry of tensile tests at the macro scale. The results of the compression tests showed that it is possible, with the developed equipment, to characterize materials up to 7.5% strain in compressive loading, without buckling, thus creating the possibility of sheet metal characterization for stress differential and Bauschinger behavior. Additionally, it was seen that the work-hardening of tested dual-phase steels (DP500, DP780) in compressive loading is very similar to their work hardening in tensile loading. Finally, uniaxial tests with reverse loadings showed that both DP500 and DP780 present a strong Bauschinger effect, since the yield stress undergoes a considerable decrease with reverse loading.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}