
Evaluation of Three-Dimensional Surface Roughness in Microgroove Based on Bidimensional Empirical Mode Decomposition

Abstract
:1. Introduction
2. The Profile Curves of the Polishing Tool
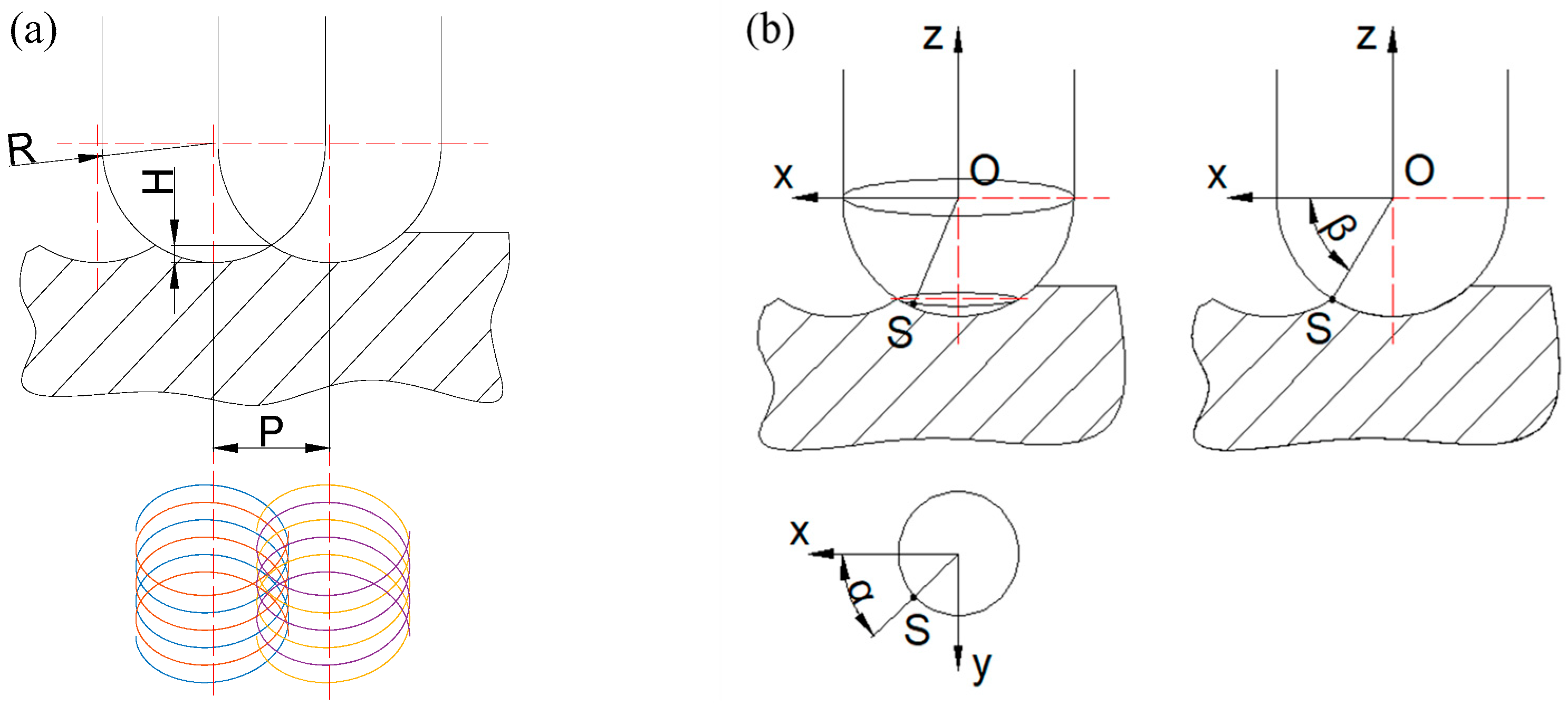
2.1. The Profile Curves of the Polishing Tool
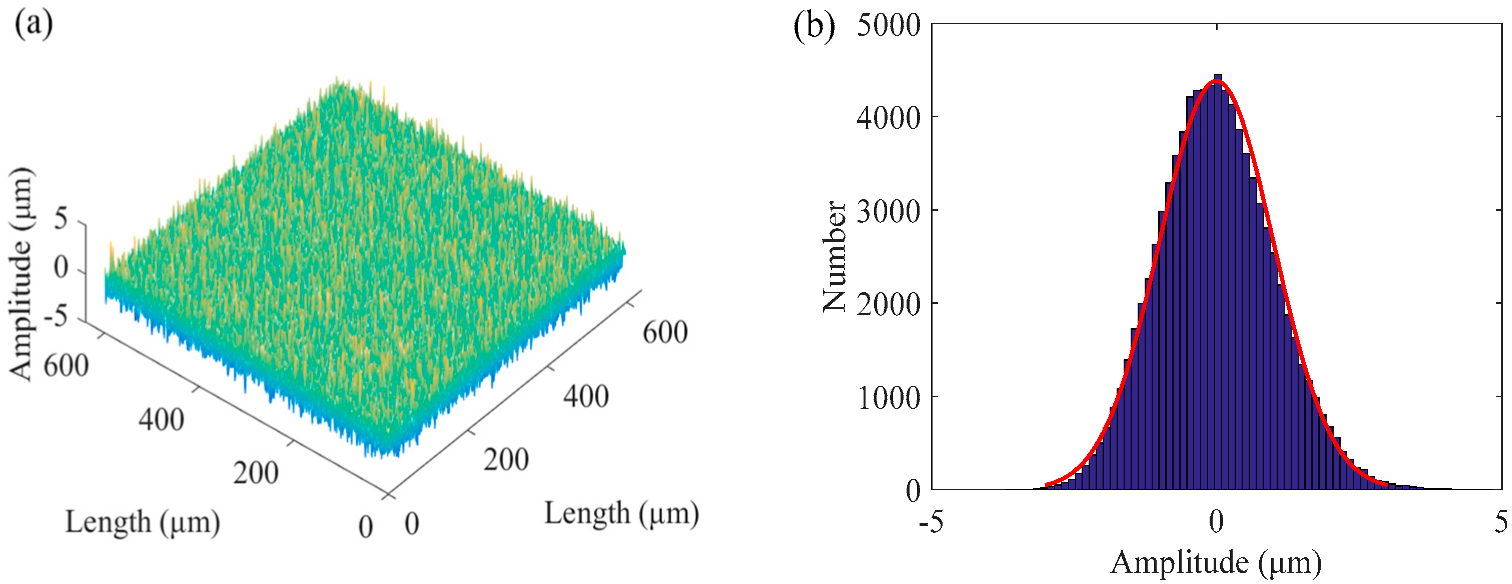
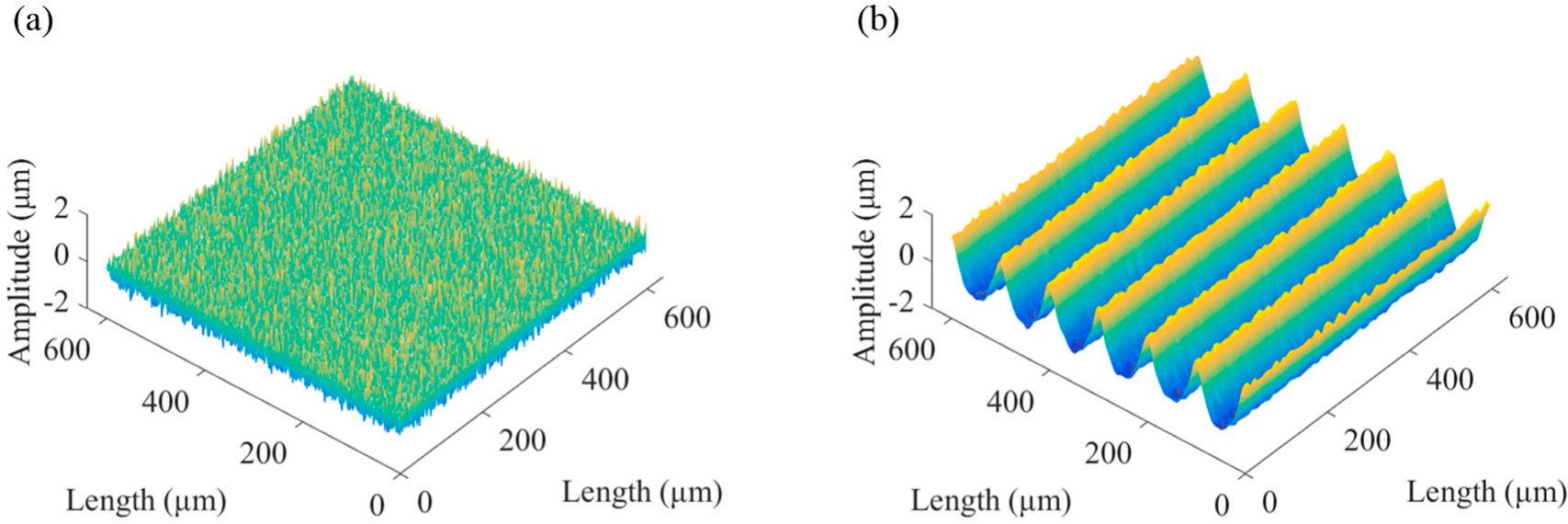
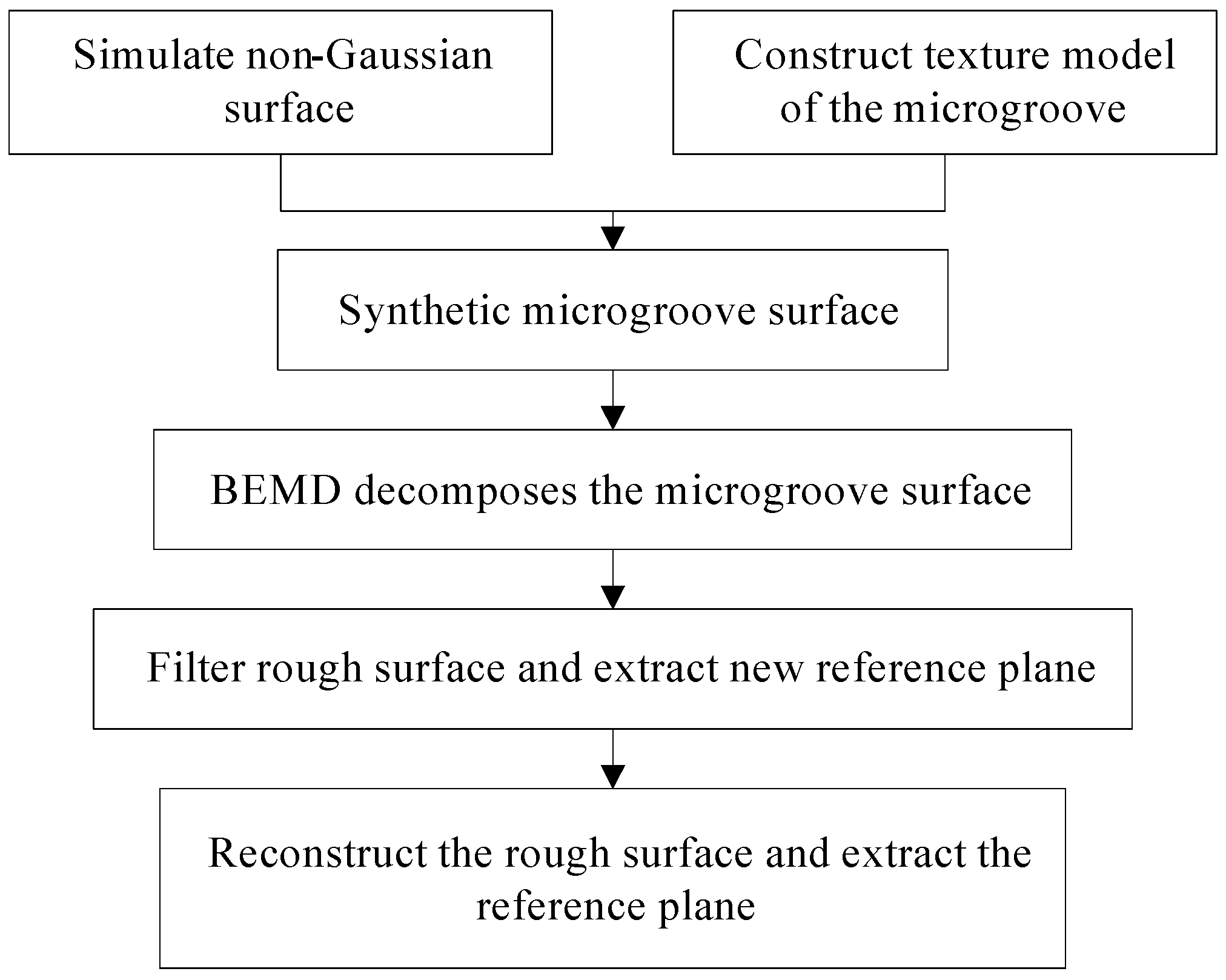
2.2. Construction of Texture Model
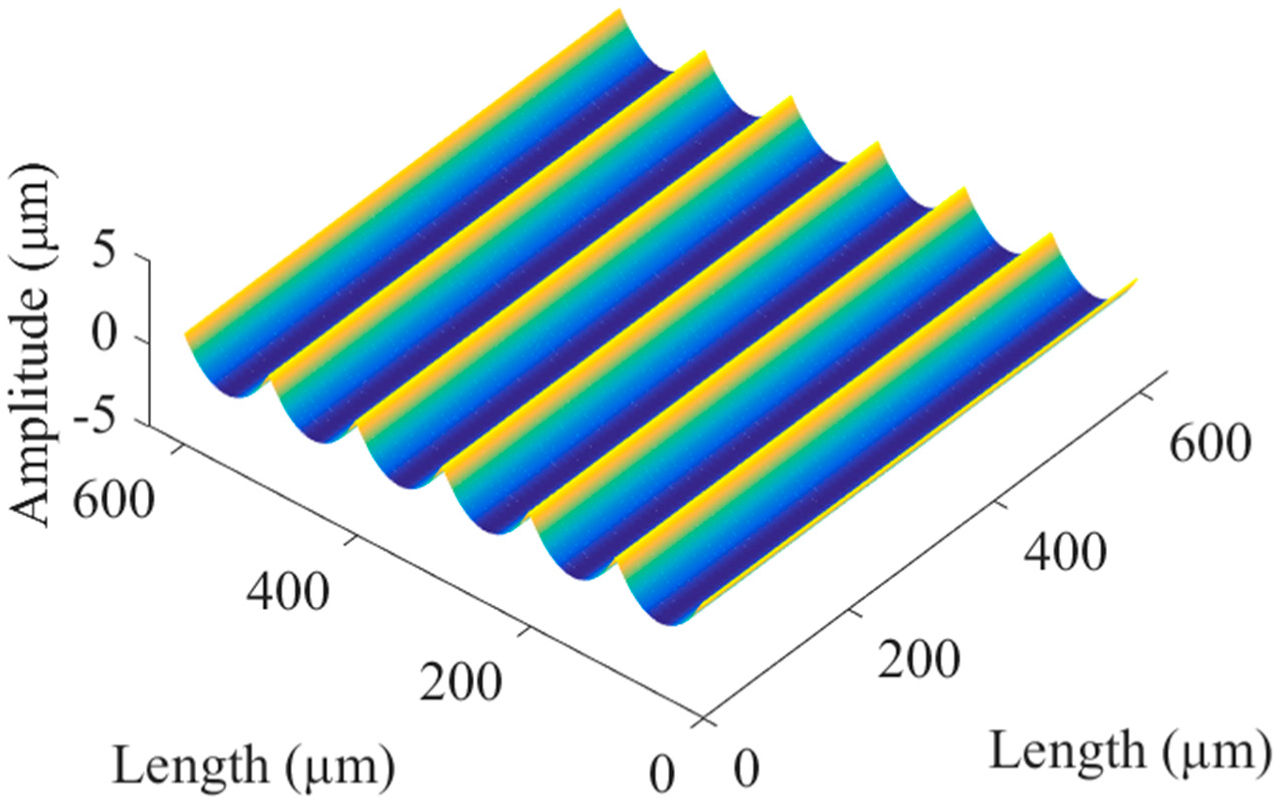
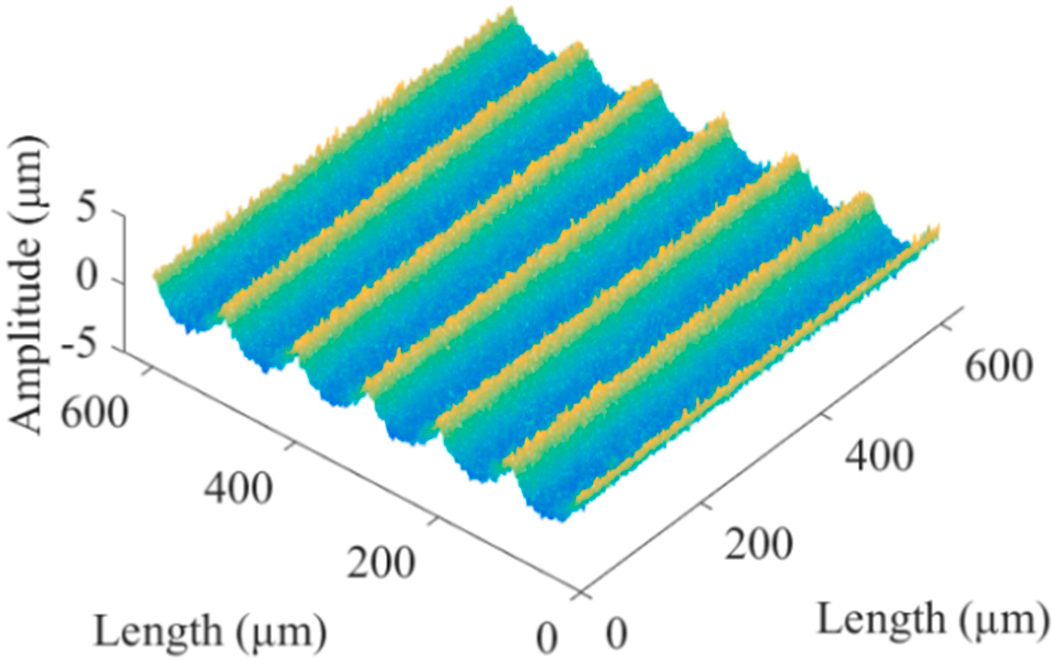
2.3. Synthesis of Microgroove Surface
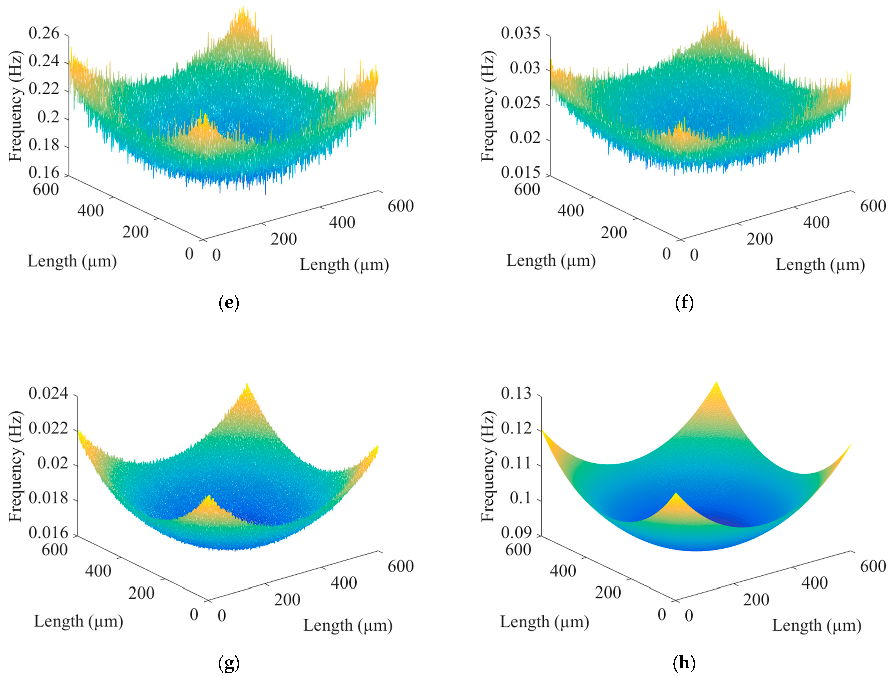
3. Determination of BEMD Reference
3.1. Theory of BEMD
3.2. Inhibition of Boundary Effect of BEMD
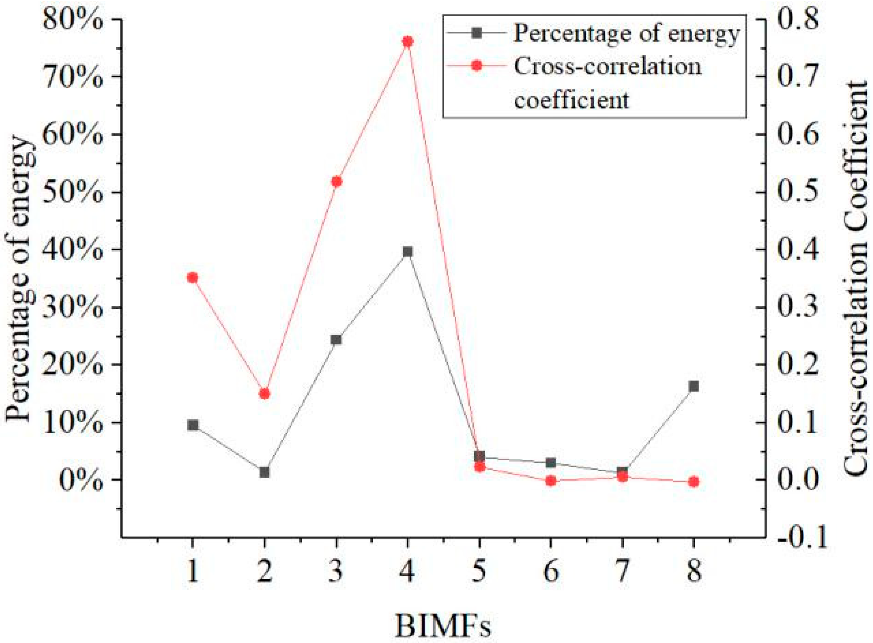
3.3. Establishment of the Reference Plane
3.4. Errors Analyses of the Reference Plane
4. Experimental Analyses
4.1. Experimental Equipment and Method
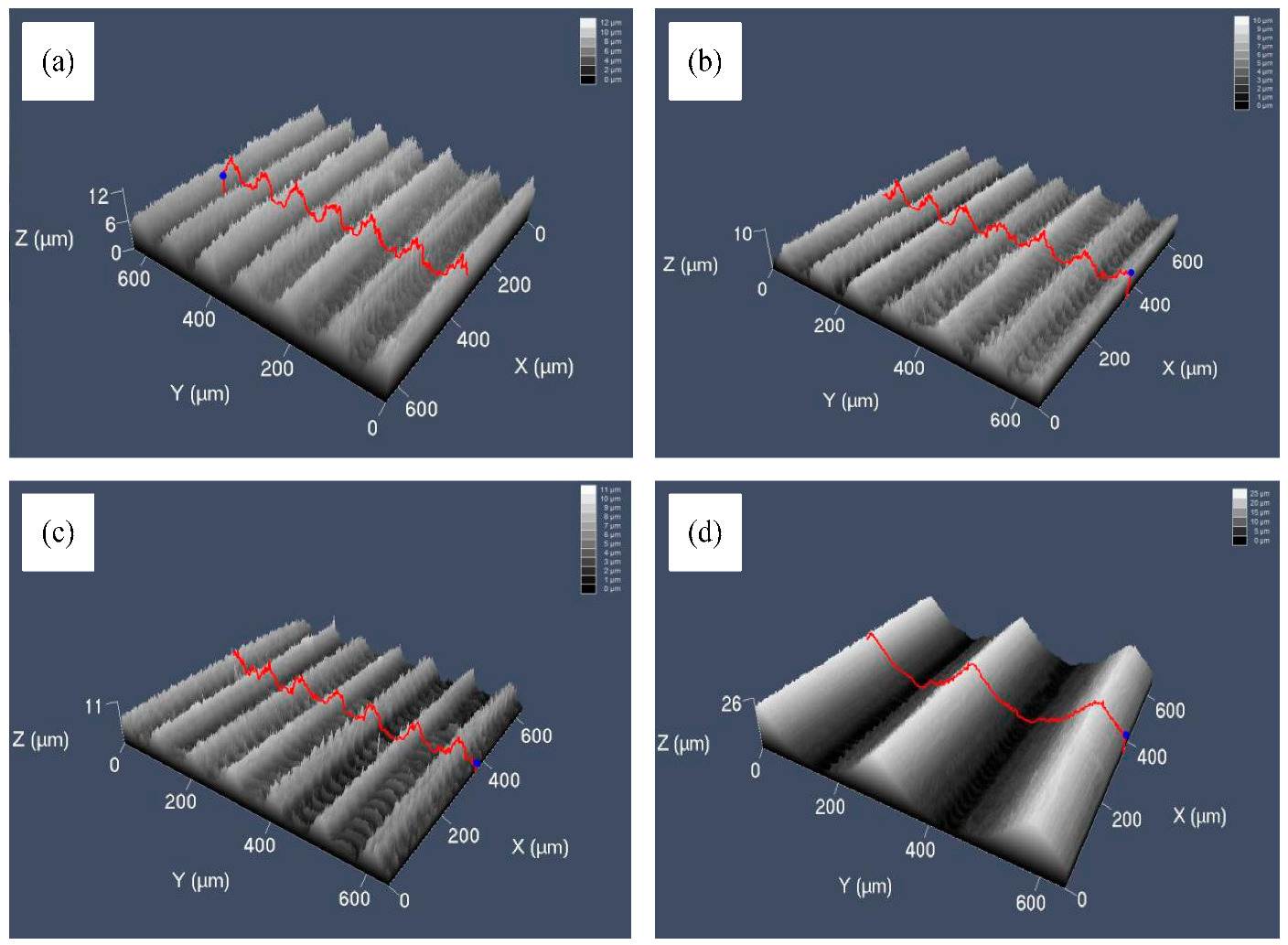
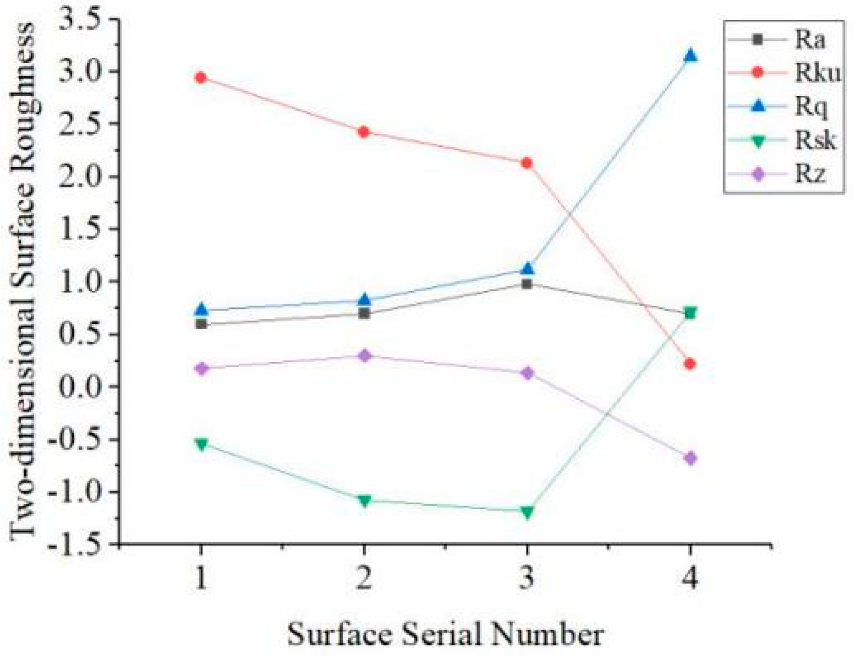
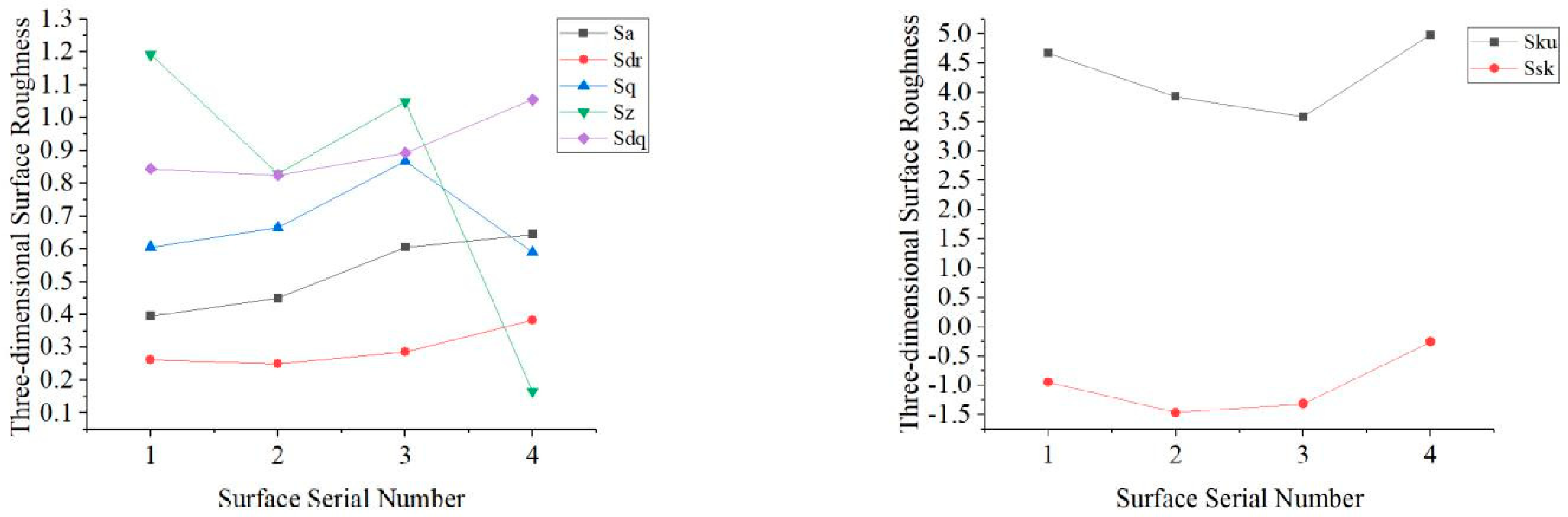
4.2. Analyses of Experimental Results
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Guckenberger, D.J.; De Groot, T.E.; Wan, A.M.; Beebe, D.J.; Young, E.W. Micromilling: A method for ultra-rapid prototyping of plastic microfluidic devices. Lab Chip 2015, 15, 2364–2378. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kuram, E.; Ozcelik, B. Micro Milling. In Modern Mechanical Engineering; Springer: Berlin/Heidelberg, Germany, 2014. [Google Scholar]
- Jia, B. Vibration Propagation Characteristics of Micro-Milling Tools. Machines 2022, 10, 946. [Google Scholar] [CrossRef]
- Sandeep, B.; Ashwani, K.; Arbind, P. Performance Evaluation of Different Coating Materials in Delamination for Micro-Milling Applications on High-Speed Steel Substrate. Micromachines 2022, 13, 1277. [Google Scholar]
- Dechiffre, L. Advantages and Industrial Applications of Three-Dimensional Surface Roughness Analysis. CIRP Ann. Manuf. Technol. 1994, 43, 473–478. [Google Scholar] [CrossRef]
- Vipindas, K.; Kuriachen, B.; Mathew, J. Investigations into the effect of process parameters on surface roughness and burr formation during micro end milling of TI-6AL-4V. Int. J. Adv. Manuf. Technol. 2016, 100, 1207–1222. [Google Scholar] [CrossRef]
- Javidanbardan, A.; Azevedo, A.M.; Chu, V.; Conde, J.P. A Systematic Approach for Developing 3D High-Quality PDMS Microfluidic Chips Based on Micromilling Technology. Micromachines 2022, 13, 6. [Google Scholar] [CrossRef]
- Tsukada, T.; Kanada, T. Evaluation of two- and three-dimensional surface roughness profiles and their confidence. Wear 1986, 109, 69–78. [Google Scholar] [CrossRef]
- Wei, S.; Hong, Z.; Jing, J. Investigation on three-dimensional surface roughness evaluation of engineering ceramic for rotary ultrasonic grinding machining. Appl. Surf. Sci. 2015, 357, 139–146. [Google Scholar] [CrossRef]
- Dong, W. Reference planes for the assessment of surface roughness in three dimensions. Int. J. Mach. Tools Manuf. 1995, 35, 263–271. [Google Scholar] [CrossRef]
- Manesh, K.K.; Ramamoorthy, B.; Singaperumal, M. Numerical generation of anisotropic 3D non-Gaussian engineering surfaces with specified 3D surface roughness parameters. Wear 2010, 268, 1371–1379. [Google Scholar] [CrossRef]
- Wang, H.X.; Zong, W.J.; Sun, T.; Liu, Q. Modification of three dimensional topography of the machined KDP crystal surface using wavelet analysis method. Appl. Surf. Sci. 2010, 256, 5061–5068. [Google Scholar] [CrossRef]
- Barré, F.; Lopez, J. Watershed lines and catchment basins: A new 3D-motif method. Int. J. Mach. Tools Manuf. 2000, 40, 1171–1184. [Google Scholar] [CrossRef]
- Gao, Y.; Lu, S.; Tse, S. A Wavelet–Fractal-Based Approach for Composite Characterisation of Engineering Surfaces. Int. J. Adv. Manuf. Technol. 2002, 20, 925–930. [Google Scholar]
- Wang, X.; Shi, T.; Liao, G.; Zhang, Y.; Hong, Y.; Chen, K. Using Wavelet Packet Transform for Surface Roughness Evaluation and Texture Extraction. Sensors 2017, 17, 933. [Google Scholar] [CrossRef] [Green Version]
- Nunes, J.C.; Bouaoune, Y.; Delechelle, E.; Niang, O.; Bunel, P. Image analysis by bidimensional Empirical Mode Decomposition. Image Vis. Comput. 2003, 21, 1019–1026. [Google Scholar] [CrossRef]
- Huang, N.E. The empirical mode decomposition and the Hilbert spectrum for nonlinear and non-stationary time series analysis. Proceedings of the Royal Society of London A: Mathematical, Physical and Engineering Sciences. R. Soc. 1998, 454, 903–995. [Google Scholar] [CrossRef]
- Di, L.; Xiyuan, C. Image denoising based on improved bidimensional empirical mode decomposition thresholding technology. Multimed. Tools Appl. 2018, 78, 7381–7417. [Google Scholar]
- Tian, Y.; Zhao, K.; Xu, Y.; Peng, F. An image compression method based on the multi-resolution characteristics of BEMD. Comput. Math. Appl. 2011, 61, 2142–2147. [Google Scholar] [CrossRef] [Green Version]
- Zhang, M.; Xue, W.; Mou, X. Reduced reference image quality assessment based on statistics in empirical mode decomposition domain. Signal Image Video Process. 2014, 8, 1663–1680. [Google Scholar]
- Bakolas, V. Numerical generation of arbitrarily oriented non-Gaussian three-dimensional rough surfaces. Wear 2003, 254, 546–554. [Google Scholar] [CrossRef]
- Chen, J.S.; Huang, Y.K.; Chen, M.S. A study of the surface scallop generating mechanism in the ball-end milling process. Int. J. Mach. Tools Manuf. 2011, 45, 1077–1084. [Google Scholar] [CrossRef]
- Peng, Z.; Jiao, L.; Yan, P.; Yuan, M.; Gao, S.; Yi, J.; Wang, S. Simulation and experimental study on 3D surface topography in micro-ball-end milling. Int. J. Adv. Manuf. Technol. 2018, 96, 1943–1958. [Google Scholar] [CrossRef]
- Hu, Y.Z.; Tonder, K. Simulation of 3-D Random Rough Surface by 2-D Digital Filter and Fourier Analysis. Int. J. Mach. Tools Manuf. 1992, 32, 83–90. [Google Scholar] [CrossRef]
- Wu, J.J. Simulation of non-Gaussian surfaces with FFT. Tribol. Int. 2009, 37, 339–346. [Google Scholar] [CrossRef]
- Zeng, K.; He, M.X. A simple boundary process technique for empirical mode decomposition. In Proceedings of the IEEE International Geoscience & Remote Sensing Symposium, Anchorage, AK, USA, 20–24 September 2004; IEEE: Piscataway, NJ, USA, 2004. [Google Scholar]
- Leach, R. Characterisation of areal surface texture. In Characterisation of Areal Surface Texture; Springer: Berlin/Heidelberg, Germany, 2014. [Google Scholar]
- Shibendu, M.; Kumar, S.S.; Rajib, K.; Durbadal, M. Accurate integer-order rational approximation of fractional-order low-pass Butterworth filter using a metaheuristic optimisation approach. IET Signal Process. 2018, 12, 581–589. [Google Scholar]
- Lu, X.; Hu, X.; Jia, Z.; Liu, M.; Gao, S.; Qu, C.; Liang, S.Y. Model for the prediction of 3D surface topography and surface roughness in micro-milling Inconel 718. Int. J. Adv. Manuf. Technol. 2017, 94, 2043–2056. [Google Scholar] [CrossRef]
- Mian, A.J.; Driver, N.; Mativenga, P.T. Identification of factors that dominate size effect in micro-machining. Int. J. Mach. Tools Manuf. 2011, 51, 383–394. [Google Scholar] [CrossRef]
- De Oliveira, F.B.; Rodrigues, A.R.; Coelho, R.T.; De Souza, A.F. Size effect and minimum chip thickness in micromilling. Int. J. Mach. Tools Manuf. 2015, 89, 39–54. [Google Scholar] [CrossRef]
- Zhang, X.; Ehmann, K.F.; Yu, T.; Wang, W. Cutting forces in micro-end-milling processes. Int. J. Mach. Tools Manuf. 2016, 107, 21–40. [Google Scholar] [CrossRef]
- Quinsat, Y.; Sabourin, L.; Lartigue, C. Surface topography in ball end milling process: Description of a 3D surface roughness parameter. J. Mater. Process. Technol. 2008, 195, 135–143. [Google Scholar] [CrossRef] [Green Version]
- Markov, B.N.; Emel’yanov, P.N.; Glubokov, A.V.; Shulepov, A.V. A Procedure for the Evaluation of Functional Parameters of the Three-Dimensional Structure of Surface Roughness Specified by the ISO Standards. Meas. Tech. 2018, 61, 120–126. [Google Scholar] [CrossRef]
- Hu, Z.; Zhu, L.; Teng, J.; Ma, X.; Shi, X. Evaluation of three-dimensional surface roughness parameters based on digital image processing. Int. J. Adv. Manuf. Technol. 2009, 40, 342–348. [Google Scholar]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Level | Influence Factors | |||||||
|---|---|---|---|---|---|---|---|---|
| Isotropy | MSE | Anisotropy | MSE | Kurtosis | MSE | Skewness | MSE | |
| 1 | bx = 0.1 by = 0.1 | 0.44% | bx = 1 by = 0.1 | 0.46% | 2.5 | 0.48% | −0.2 | 0.50% |
| 2 | bx = 0.5 by = 0.5 | 0.45% | bx = 1 by = 0.5 | 0.47% | 3 | 0.51% | 0.2 | 0.51% |
| 3 | bx = 1 by = 1 | 0.51% | bx = 0.5 by = 0.1 | 0.44% | 3.5 | 0.52% | 0.4 | 0.49% |
| Level | Processing Parameters | |||||
|---|---|---|---|---|---|---|
| Spindle Speed (r/min) | MSE | Feed Rate (μm/min) | MSE | Spacing of Grooves (μm) | MSE | |
| 1 | 8000 | 0.52% | 100 | 0.50% | 100 | 0.51% |
| 2 | 9000 | 0.50% | 200 | 0.51% | 200 | 0.70% |
| 3 | 10,000 | 0.51% | 300 | 0.52% | 300 | 0.92% |
| Number | Processing Parameters | ||
|---|---|---|---|
| Spindle Speed (r/min) | Feed Rate (μm/min) | Spacing of Grooves (μm) | |
| 1 | 10,000 | 200 | 100 |
| 2 | 7000 | 200 | 100 |
| 3 | 10,000 | 300 | 100 |
| 4 | 10,000 | 200 | 300 |
| Parameters | The Formula for Calculating Parameters |
|---|---|
| Arithmetic mean deviation | |
| Root mean square deviation | |
| Skewness | |
| Kurtosis | |
| Averaged peak to valley | |
| Developed surface area ratio | |
| Area ratio of surface contact |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, H.; Li, W.; Yu, Z.; Yu, H.; Xu, J.; Feng, L. Evaluation of Three-Dimensional Surface Roughness in Microgroove Based on Bidimensional Empirical Mode Decomposition. Micromachines 2022, 13, 2011. https://doi.org/10.3390/mi13112011
Jiang H, Li W, Yu Z, Yu H, Xu J, Feng L. Evaluation of Three-Dimensional Surface Roughness in Microgroove Based on Bidimensional Empirical Mode Decomposition. Micromachines. 2022; 13(11):2011. https://doi.org/10.3390/mi13112011
Chicago/Turabian StyleJiang, Haiyu, Wenqin Li, Zhanjiang Yu, Huadong Yu, Jinkai Xu, and Lei Feng. 2022. "Evaluation of Three-Dimensional Surface Roughness in Microgroove Based on Bidimensional Empirical Mode Decomposition" Micromachines 13, no. 11: 2011. https://doi.org/10.3390/mi13112011