
The Effect of Holding Time on Dissimilar Transient Liquid-Phase-Bonded Properties of Super-Ferritic Stainless Steel 446 to Martensitic Stainless Steel 410 Using a Nickel-Based Interlayer
 and
and 
Abstract
:1. Introduction
2. Experimental Method
2.1. Materials and Bonding
2.2. Bonding Characterization
2.2.1. Microstructural Characterization
2.2.2. Mechanical Characterization
3. Result and Discussion
3.1. Microstructure of Base Metals
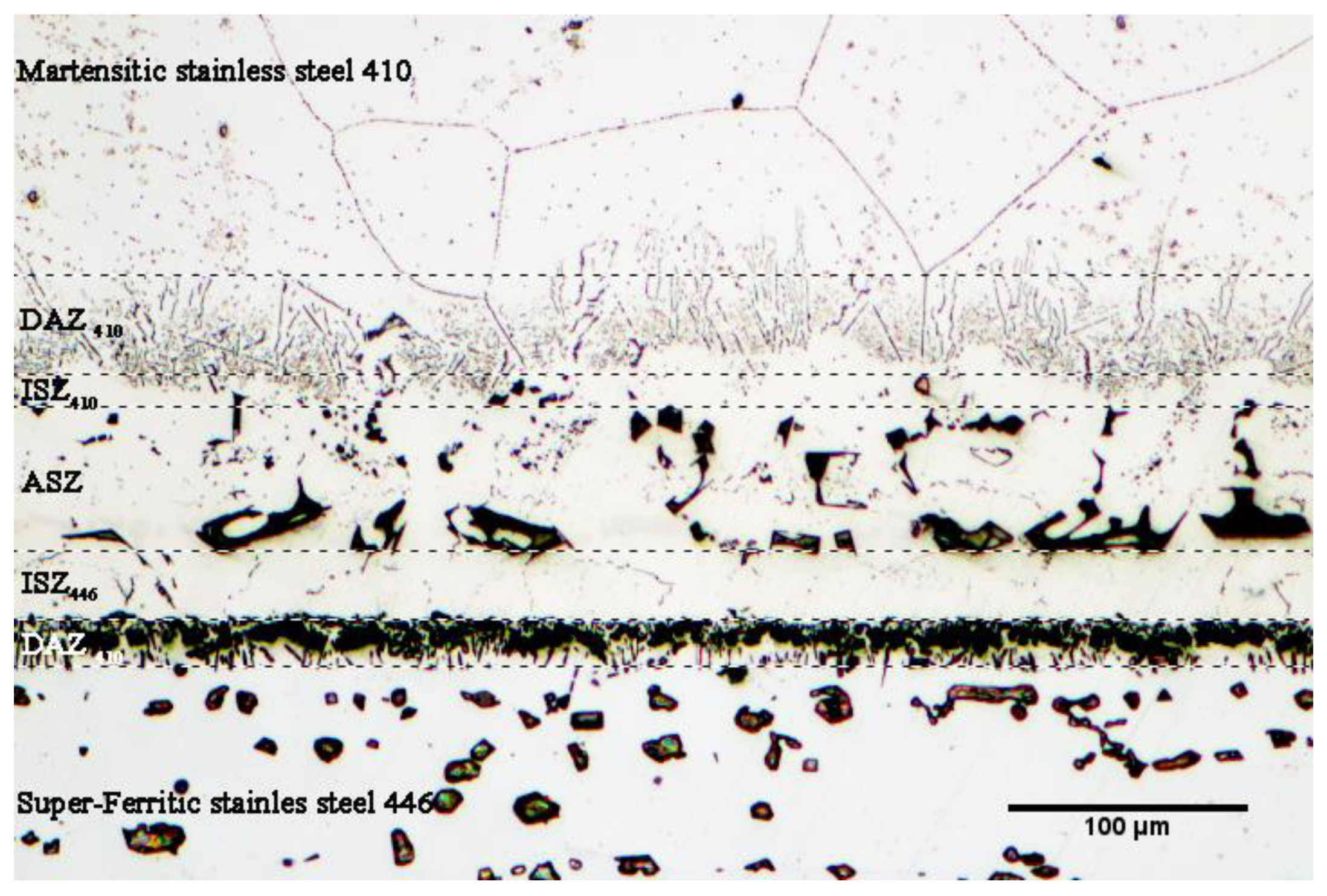
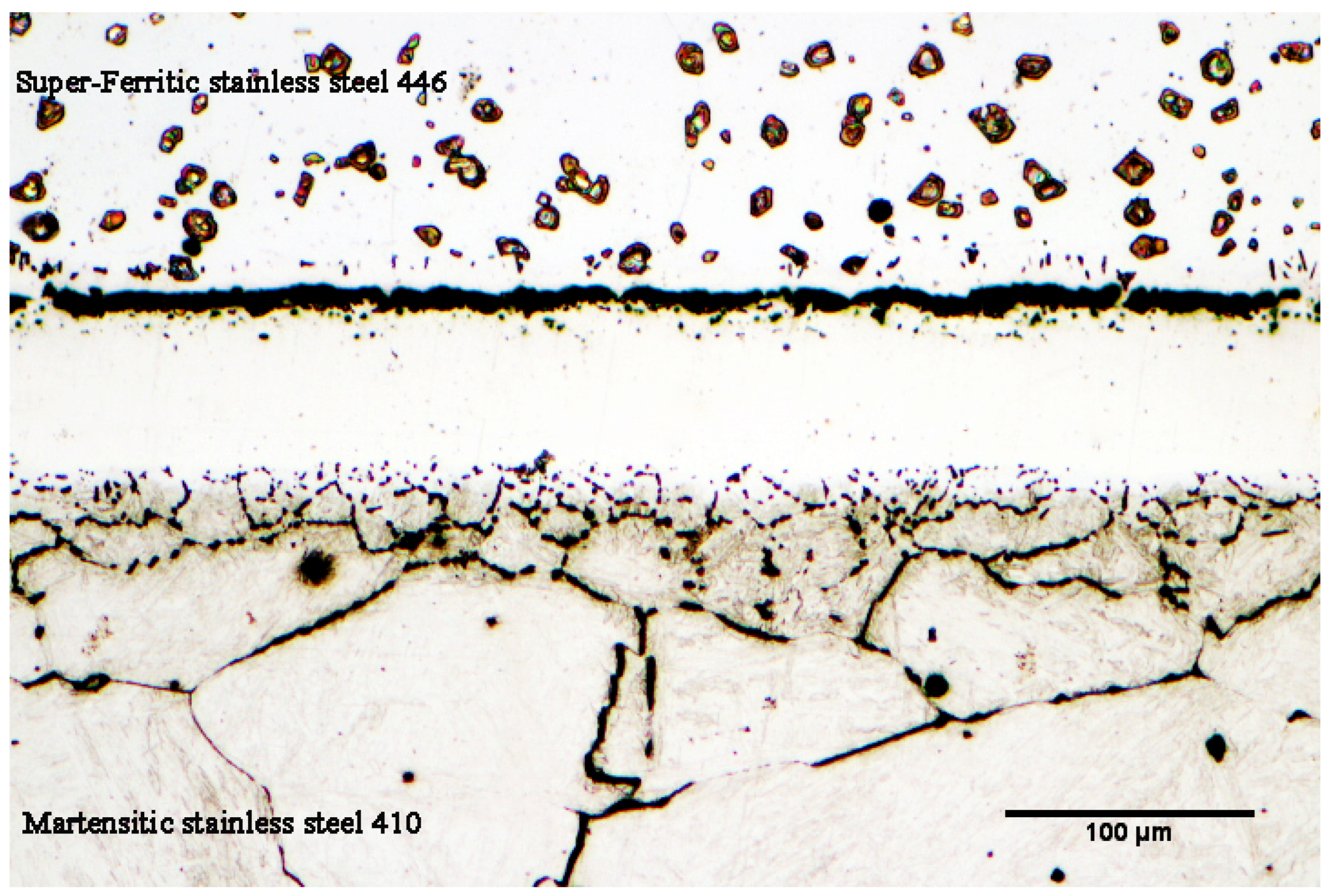
3.2. The Microstructure of the Bonded Area
3.3. Mechanical Properties
4. Conclusions
- The microstructure of martensitic stainless steel 410 in the rolled condition changes from martensite to tempered martensite, including ferrite + cementite colonies, owing to the fact that cooling is also carried out within the furnace under equilibrium conditions.
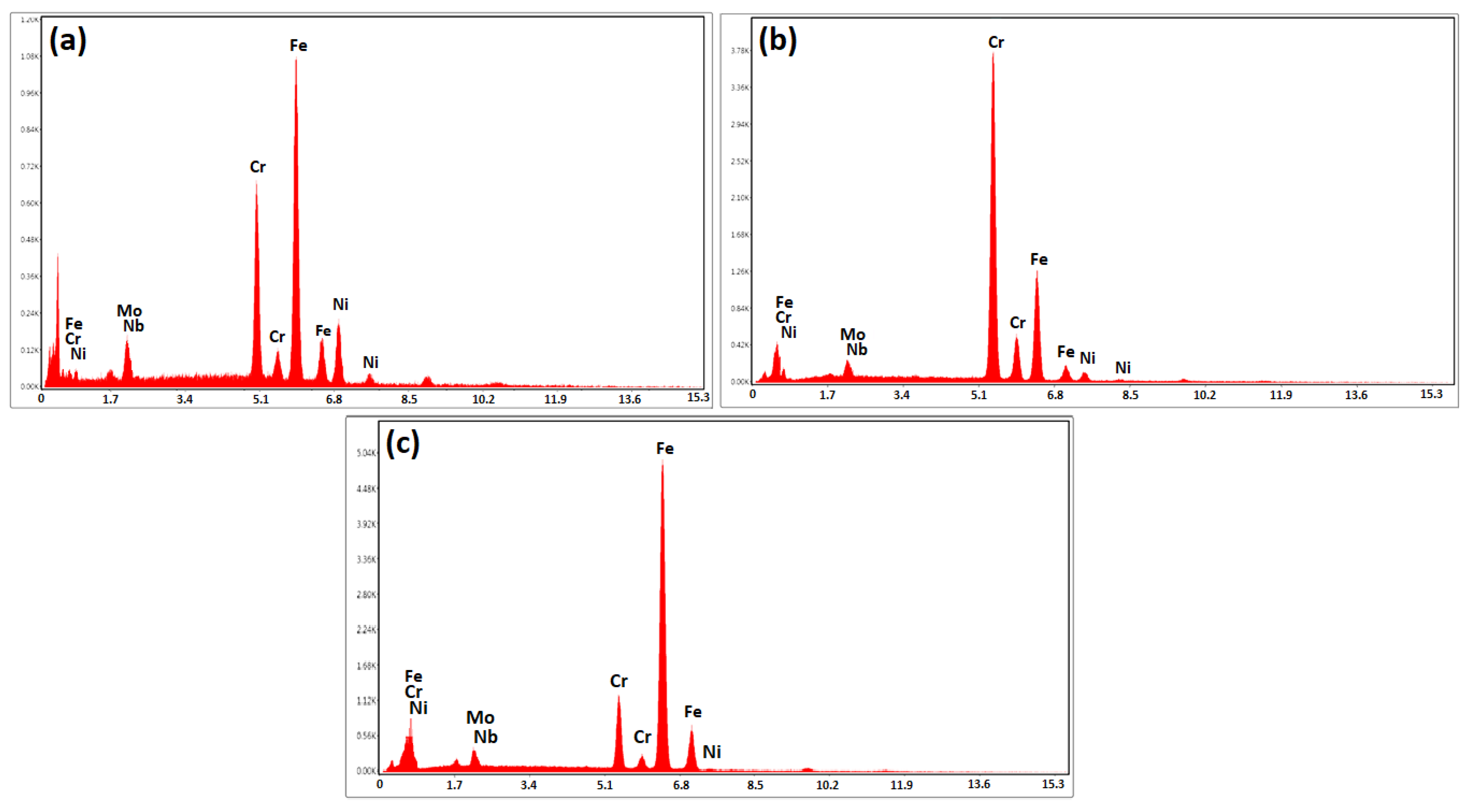
- Super-ferritic stainless steel 446 is made more stable by adding a significant quantity of chromium (27 wt.%), and the particles of the sigma phase are dispersed in two blocky and plate-like morphologies. By increasing the holding time, the amount of iron from the deposits is typically 27 wt.% (in the as-received condition) and increases to 70 wt.% (at 1050 °C/60 min bonding condition), which indicates the tendency of iron to be removed and dissolved in the matrix. Holding at the joining temperature has caused a significant amount of chromium in these phases to diffuse into the matrix through the solid state.
- During the heating of transient liquid phase bonding, the diffusion of boron to base metals and its interaction with iron and chromium results in the creation of iron–chromium-rich boride compounds.
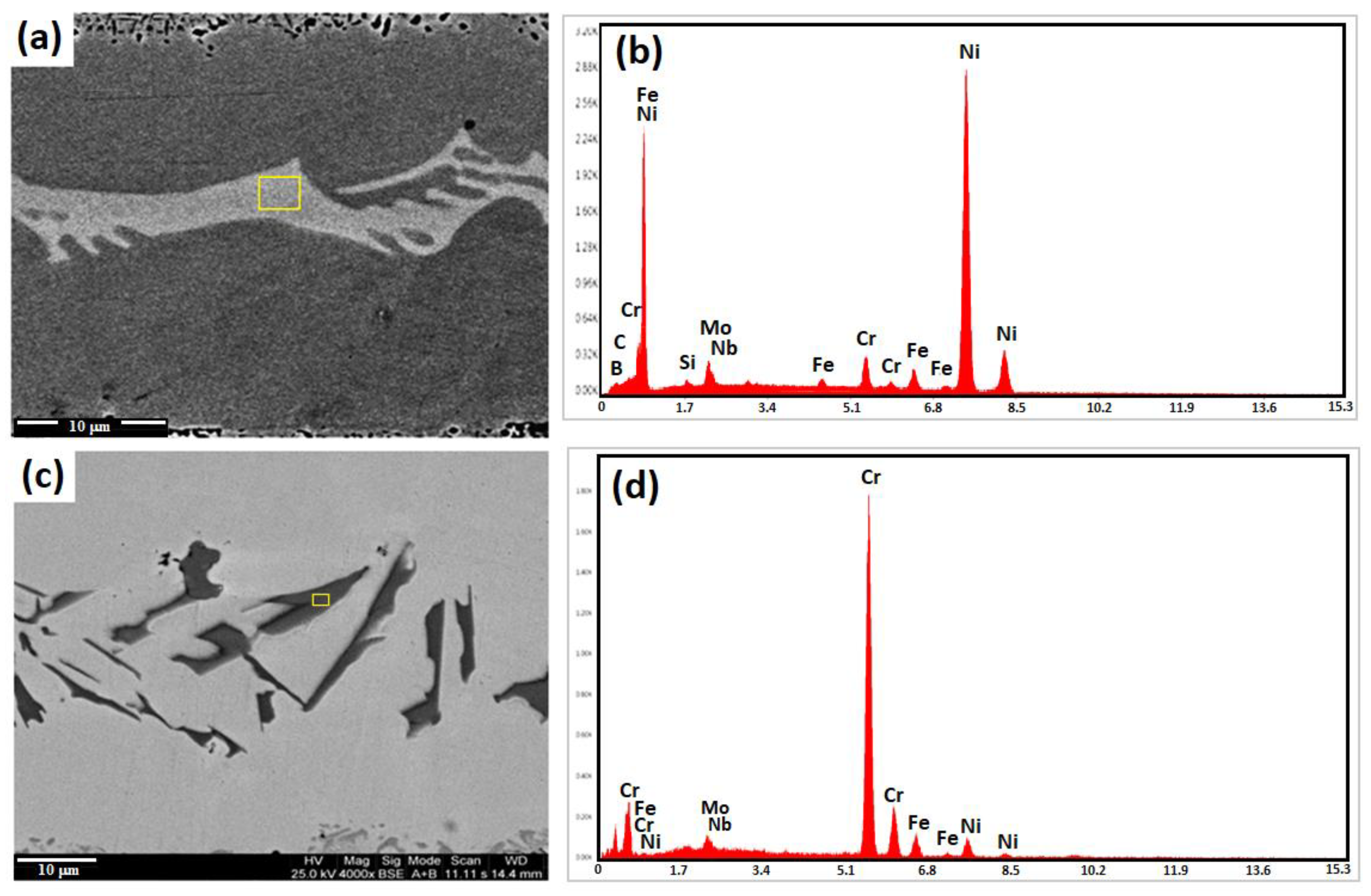
- When the isothermal solidification is not completed, intermetallic compounds such as Ni3B and CrB/Cr2B present as a network at the bonding centerline. By increasing the time, this network is broken and forms in the discontinuous state.
- The isothermal solidification of assembly was completed at 1050 °C/60 min and the intermetallic compounds that formed was removed before this time, which includes nickel-rich boride and chromium-rich boride. Moreover, by removing the destructive phases that decrease the shear strength at 1, 15, 30, and 45 min, a shear strength of the assembly of 472 MPa at 1050 °C/60 min has been achieved near the base metals.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Amuda, M.O.H.; Akinlabi, E.T.; Mridha, S. Ferritic stainless steels: Metallurgy, application and weldability. Ref. Modul. Mater. Sci. Mater. Eng. 2016. [Google Scholar] [CrossRef]
- OlIver, D.C.; Sephton, M. External corrosion resistance of steel and ferritic stainless steel exhaust systems. J. South. Afr. Inst. Min. Metall. 2003, 103, 93–100. [Google Scholar]
- Dowling, N.J.E.; Kim, H.; Kim, J.-N.; Ahn, S.-K.; Lee, Y.-D. Corrosion and Toughness of Experimental and Commercial Super Ferritic Stainless Steels. Corrosion 1999, 55, 743–755. [Google Scholar] [CrossRef]
- Touileb, K.; Ouis, A.; Djoudjou, R.; Hedhibi, A.C.; Alrobei, H.; Albaijan, I.; Alzahrani, B.; Sherif, E.-S.M.; Abdo, H.S. Effects of ATIG Welding on Weld Shape, Mechanical Properties, and Corrosion Resistance of 430 Ferritic Stainless Steel Alloy. Metals 2020, 10, 404. [Google Scholar] [CrossRef] [Green Version]
- Azevedo, C.; Padilha, A. The most frequent failure causes in super ferritic stainless steels: Are they really super? Procedia Struct. Integr. 2019, 17, 331–338. [Google Scholar] [CrossRef]
- Wang, C.; Yu, Y.; Yu, J.; Zhang, Y.; Zhao, Y.; Yuan, Q. Microstructure evolution and corrosion behavior of dissimilar 304/430 stainless steel welded joints. J. Manuf. Process. 2020, 50, 183–191. [Google Scholar] [CrossRef]
- Köse, C. Dissimilar Laser Beam Welding of AISI 420 Martensitic Stainless Steel to AISI 2205 Duplex Stainless Steel: Effect of Post-Weld Heat Treatment on Microstructure and Mechanical Properties. J. Mater. Eng. Perform. 2021, 30, 7417–7448. [Google Scholar] [CrossRef]
- Deng, D.; Murakawa, H. Numerical simulation of temperature field and residual stress in multi-pass welds in stainless steel pipe and comparison with experimental measurements. Comput. Mater. Sci. 2006, 37, 269–277. [Google Scholar] [CrossRef]
- Ghosh, N.; Pal, P.K.; Nandi, G. GMAW dissimilar welding of AISI 409 ferritic stainless steel to AISI 316L austenitic stainless steel by using AISI 308 filler wire. Eng. Sci. Technol. Int. J. 2017, 20, 1334–1341. [Google Scholar] [CrossRef]
- Sashank, S.S.; Rajakumar, S.; Karthikeyan, R. Dissimilar Welding of Austenitic and Martensitic Stainless Steel Joints for Nuclear Applications: A review. E3S Web Conf. 2021, 309, 01187. [Google Scholar] [CrossRef]
- Brandao, W.S.; Bueno, V.T.L.; Marques, P.V.; Modenesi, P.J. Avoiding problems when welding AISI 430 ferritic stainless steel. Weld. Int. 1992, 6, 713–716. [Google Scholar] [CrossRef]
- Moreno, J.R.S.; Sales, J.L.C. Characterization of cracks of welded joint of ferritic stainless steel pipe AISI 430. J. Res. Math. Educ. 2014, 2, 1–5. [Google Scholar] [CrossRef]
- Kujanp, V.; Suutala, N.; Takalo, T.; Moisio, T. Correlation Between Solidification Cracking and Microstructure in Austenitic and Austenitic-Ferritic Stainless Steel. Weld. Res. Int. 1979, 9, 55–76. [Google Scholar]
- Konadu, D.S.; Pistorius, P.G.H.; Du Toit, M. The influence of Ti and Nb on solidification cracking of ferritic stainless steels, as determined using self-restrained samples. Weld. World 2019, 63, 1163–1172. [Google Scholar] [CrossRef]
- Eliaz, N.; Shachar, A.; Tal, B.; Eliezer, D. Characteristics of hydrogen embrittlement, stress corrosion cracking and tempered martensite embrittlement in high-strength steels. Eng. Fail. Anal. 2002, 9, 167–184. [Google Scholar] [CrossRef]
- AlHazaa, A.; Haneklaus, N. Diffusion Bonding and Transient Liquid Phase (TLP) Bonding of Type 304 and 316 Austenitic Stainless Steel—A Review of Similar and Dissimilar Material Joints. Metals 2020, 10, 613. [Google Scholar] [CrossRef]
- Iii, G.O.C.; Sorensen, C.D. Overview of transient liquid phase and partial transient liquid phase bonding. J. Mater. Sci. 2011, 46, 5305–5323. [Google Scholar]
- Jalilvand, V.; Omidvar, H.; Rahimipour, M.; Shakeri, H. Influence of bonding variables on transient liquid phase bonding behavior of nickel based superalloy IN-738LC. Mater. Des. 2013, 52, 36–46. [Google Scholar] [CrossRef]
- Naalchian, M.; Kasiri-Asgarani, M.; Shamanian, M.; Bakhtiari, R.; Bakhsheshi-Rad, H.R.; Berto, F.; Das, O. Phase Formation during Heating of Amorphous Nickel-Based BNi-3 for Joining of Dissimilar Cobalt-Based Superalloys. Materials 2021, 14, 4600. [Google Scholar] [CrossRef]
- Atieh, A.M.; Khan, T.I. Transient liquid phase (TLP) brazing of Mg-AZ31 and Ti-6Al-4V using Ni and Cu sandwich foils. Sci. Technol. Weld. Join. 2014, 19, 333–342. [Google Scholar] [CrossRef]
- Khazaei, B.A.; Asghari, G.; Bakhtiari, R. TLP bonding of dissimilar FSX-414/IN738 system with MBF80 interlayer: Prediction of solid/liquid interface location. Trans. Nonferrous Met. Soc. China 2014, 24, 996–1003. [Google Scholar] [CrossRef]
- Sadeghian, M.; Ekrami, A.; Jamshidi, R. Transient liquid phase bonding of 304 stainless steel using a Co-based interlayer. Sci. Technol. Weld. Join. 2017, 22, 666–672. [Google Scholar] [CrossRef]
- Abdolvand, R.; Atapour, M.; Shamanian, M.; Allafchian, A. The effect of bonding time on the microstructure and mechanical properties of transient liquid phase bonding between SAF 2507 and AISI 304. J. Manuf. Process. 2017, 25, 172–180. [Google Scholar] [CrossRef]
- Jafari, M.; Rafiei, M.; Mostaan, H. Effect of Solidification Mode on Microstructure and Mechanical Properties of AISI420 Steel to SAF2507 Steel Dissimilar Joint Produced by Transient Liquid Phase. Met. Mater. Int. 2019, 26, 1533–1544. [Google Scholar] [CrossRef]
- Bakhtiari, R.; Ekrami, A. Transient liquid phase bonding of FSX-414 superalloy at the standard heat treatment condition. Mater. Charact. 2012, 66, 38–45. [Google Scholar] [CrossRef]
- Lu, S.-Y.; Yao, K.-F.; Chen, Y.-B.; Wang, M.-H.; Shao, Y.; Ge, X.-Y. Effects of austenitizing temperature on the microstructure and electrochemical behavior of a martensitic stainless steel. J. Appl. Electrochem. 2015, 45, 375–383. [Google Scholar] [CrossRef]
- Pickering, F.B. The Metallurgical Evolution of Stainless Steels: A Discriminative Selection of Outstanding Articles and Papers from the Scientific Literature; American Society for Metals: Russell Township, OH, USA, 1979. [Google Scholar]
- Gale, W.F.; Wallach, E.R. Microstructural development in transient liquid-phase bonding. Met. Mater. Trans. A 1991, 22, 2451–2457. [Google Scholar] [CrossRef]
- Zhou, Y.; Gale, W.F.; North, T.H. Modelling of transient liquid phase bonding. Int. Mater. Rev. 1995, 40, 181–196. [Google Scholar] [CrossRef]
- Gale, W.F.; Butts, D.A. Transient liquid phase bonding. Sci. Technol. Weld. Join. 2004, 9, 283–300. [Google Scholar] [CrossRef]
- Henry, S.D.; Davidson, J.M.; Fleming, M.A. Binary Alloy Phase Diagrams, Alloy Phase Diagrams; American Society for Metals: Russell Township, OH, USA, 1992; pp. 118–120. [Google Scholar]
- Guo, C.; Kelly, P.M. Boron solubility in Fe–Cr–B cast irons. Mater. Sci. Eng. A 2003, 352, 40–45. [Google Scholar] [CrossRef]
- Homolová, V.; Čiripová, L. Experimental Investigation of Isothermal Section of the B-Cr-Fe Phase Diagram at 1353 K. Adv. Mater. Sci. Eng. 2017, 2017, 2703986. [Google Scholar] [CrossRef] [Green Version]
- Pouranvari, M.; Ekrami, A.; Kokabi, A. Solidification and solid state phenomena during TLP bonding of IN718 superalloy using Ni–Si–B ternary filler alloy. J. Alloy. Compd. 2013, 563, 143–149. [Google Scholar] [CrossRef]
- Nakao, Y.; Nishimoto, K.; Shinozaki, K.; Kang, C.Y. Study on transient liquid insert metal diffusion bonding of Ni-base superalloys. (Part 2). Analysis of isothermal solidification process on transient liquid insert metal diffusion bonding. Q. J. Jpn. Weld. Soc. 1989, 7, 213–219. [Google Scholar] [CrossRef]
- Tokunaga, T.; Nishio, K.; Ohtani, H.; Hasebe, M. Phase Equilibria in the Ni–Si–B System. Mater. Trans. 2003, 44, 1651–1654. [Google Scholar] [CrossRef] [Green Version]
- Velikanova, T.Y.; Bondar, A.A.; Grytsiv, A.V. The chromium-nickel-carbon (Cr-Ni-C) phase diagram. J. Phase Equilibria 1999, 20, 125. [Google Scholar] [CrossRef]
- Jalilvand, V.; Omidvar, H.; Shakeri, H.R.; Rahimipour, M.R. A study on the effect of process parameters on the properties of joint in TLP-bonded inconel 738LC superalloy. Metall. Mater. Trans. B Process Metall. Mater. Process. Sci. 2013, 44, 1222–1231. [Google Scholar] [CrossRef]
- Pouranvari, M.; Ekrami, A.; Kokabi, A.H. Diffusion induced isothermal solidification during transient liquid phase bonding of cast IN718 superalloy. Can. Met. Q. 2013, 53, 38–46. [Google Scholar] [CrossRef]
- Pouranvari, M.; Ekrami, A.; Kokabi, A.H. Phase transformations during diffusion brazing of IN718/Ni-Cr-B/IN718. Mater. Sci. Technol. 2013, 29, 980–984. [Google Scholar] [CrossRef]
- Mosallaee, M.; Ekrami, A.; Ohsasa, K.; Matsuura, K. Microstructural evolution in the transient-liquid-phase bonding area of IN-738LC/BNi-3/IN-738LC. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2008, 39, 2389–2402. [Google Scholar] [CrossRef]
- Liu, J.; Cao, J.; Lin, X.; Song, X.; Feng, J. Microstructure and mechanical properties of diffusion bonded single crystal to polycrystalline Ni-based superalloys joint. Mater. Des. 2013, 49, 622–626. [Google Scholar] [CrossRef]
- Naalchian, M.; Kasiri-Asgarani, M.; Shamanian, M.; Bakhtiari, R.; Bakhsheshi-Rad, H.R. Comprehensive microstructural investigation during dissimilar transient liquid phase bonding cobalt-based superalloys by BNi-9 amorphous interlayer foil. J. Mater. Res. Technol. 2021, 13, 2144–2160. [Google Scholar] [CrossRef]
- Pouranvari, M.; Ekrami, A.; Kokabi, A. Transient liquid phase bonding of wrought IN718 nickel based superalloy using standard heat treatment cycles: Microstructure and mechanical properties. Mater. Des. 2013, 50, 694–701. [Google Scholar] [CrossRef]
- Ghaderi, S.; Karimzadeh, F.; Ashrafi, A. Evaluation of microstructure and mechanical properties of transient liquid phase bonding of Inconel 718 and nano/ultrafine-grained 304L stainless steel. J. Manuf. Process. 2019, 49, 162–174. [Google Scholar] [CrossRef]
- Yang, Y.; Xie, Y.; Wang, M.; Ye, W. Microstructure and tensile properties of nickel-based superalloy K417G bonded using transient liquid-phase infiltration. Mater. Des. 2013, 51, 141–147. [Google Scholar] [CrossRef]
- Zhang, L.; Sun, Z.; Xue, Q.; Lei, M.; Tian, X. Transient liquid phase bonding of IC10 single crystal with GH3039 superalloy using BNi2 interlayer: Microstructure and mechanical properties. Mater. Des. 2015, 90, 949–957. [Google Scholar] [CrossRef]
- Badkoobeh, F.; Mostaan, H.; Rafiei, M.; Bakhsheshi-Rad, H.R.; Berto, F. Friction Stir Welding/Processing of Mg-Based Alloys: A Critical Review on Advancements and Challenges. Materials 2021, 14, 6726. [Google Scholar] [CrossRef]
- Tazikeh, H.; Mirsalehi, S.E.; Shamsipur, A. Relationship of isothermal solidification completion and precipitate formation with mechanical properties of Inconel 939 joints vacuum TLP bonded by an amorphous Ni–Cr–Fe–Si–B filler alloy. J. Mater. Res. Technol. 2022, 18, 4762–4774. [Google Scholar] [CrossRef]
- Naalchian, M.; Kasiri-Asgarani, M.; Shamanian, M.; Bakhtiari, R.; Bakhsheshi-Rad, H.R. Effect of Substrate’s Heat Treatment on Microstructure and Mechanical Properties TLP Bonding of Dissimilar X-45/FSX-414 Cobalt Based Superalloys. Met. Mater. Int. 2021, 27, 4657–4668. [Google Scholar] [CrossRef]
- Gogheri, M.S.; Kasiri-Asgarani, M.; Bakhsheshi-Rad, H.R.; Ghayour, H.; Rafiei, M.; Mostafa, A.; Berto, F. Friction welding of pure titanium-AZ31 magnesium alloy: Characterization and simulation. Eng. Fail. Anal. 2022, 131, 105799. [Google Scholar] [CrossRef]
- Dak, G.; Pandey, C. A critical review on dissimilar welds joint between martensitic and austenitic steel for power plant application. J. Manuf. Process. 2020, 58, 377–406. [Google Scholar] [CrossRef]
- Sauraw, A.; Sharma, A.K.; Fydrych, D.; Sirohi, S.; Gupta, A.; Świerczyńska, A.; Pandey, C.; Rogalski, G. Study on Microstructural Characterization, Mechanical Properties and Residual Stress of GTAW Dissimilar Joints of P91 and P22 Steels. Materials 2021, 14, 6591. [Google Scholar] [CrossRef]
- Bhanu, V.; Pandey, C.; Gupta, A. Dissimilar joining of the martensitic grade P91 and Incoloy 800HT alloy for AUSC boiler application: Microstructure, mechanical properties and residual stresses. CIRP J. Manuf. Sci. Technol. 2022, 38, 560–580. [Google Scholar] [CrossRef]
- Shen, L.; Chen, Y.; Zhu, H.; Lei, Y.; Qiu, C. Ti6Al4V Alloy Remelting by Modulation Laser: Deep Penetration, High Compactness and Metallurgical Bonding with Matrix. Micromachines 2022, 13, 1107. [Google Scholar] [CrossRef]
- Yun, M.; Cai, M.; Yang, D.; Yang, Y.; Xiao, J.; Zhang, G. Bond Wire Damage Detection Method on Discrete MOSFETs Based on Two-Port Network Measurement. Micromachines 2022, 13, 1075. [Google Scholar] [CrossRef]
- Tan, H.; Pan, J.; Zheng, X.; Fu, X.; Zhang, Y.; Liu, Y.; Huang, Q. Manufacturing of Porous Glass by Femtosecond Laser Welding. Micromachines 2022, 13, 765. [Google Scholar] [CrossRef]
- Qian, J.; Jia, P.; Ren, Q.; Liu, H.; Qin, L.; Xiong, J. An Accelerometer Based on All Silica In-Line Fiber Fabry-Perot Etalon for High Temperature up to 800 °C. Micromachines 2022, 13, 548. [Google Scholar] [CrossRef]
- Rashid, M.H.; Koel, A.; Rang, T.; Nasir, N.; Mehmood, H.; Cheema, S. Modeling and Simulations of 4H-SiC/6H-SiC/4H-SiC Single Quantum-Well Light Emitting Diode Using Diffusion Bonding Technique. Micromachines 2021, 12, 1499. [Google Scholar] [CrossRef]
- Zhong, Q.; Wang, Y.; Cheng, Y.; Gao, Z.; Zheng, Y.; Xin, T.; Zheng, Y.; Huang, R.; Lyu, H. Optimization of the In Situ Biasing FIB Sample Preparation for Hafnia-Based Ferroelectric Capacitor. Micromachines 2021, 12, 1436. [Google Scholar] [CrossRef]
- Shin, S.; Ha, Y.; Choi, G.; Hyun, J.; Kim, S.; Oh, S.-H.; Min, K.-S. Manufacturable 32-Channel Cochlear Electrode Array and Preliminary Assessment of Its Feasibility for Clinical Use. Micromachines 2021, 12, 778. [Google Scholar] [CrossRef]
- Fu, J.; Richardson, I.; Hermans, M. Microstructure Study of Pulsed Laser Beam Welded Oxide Dispersion-Strengthened (ODS) Eurofer Steel. Micromachines 2021, 12, 629. [Google Scholar] [CrossRef]
- Feng, F.; Jia, P.; Qian, J.; Hu, Z.; An, G.; Qin, L. High-Consistency Optical Fiber Fabry–Perot Pressure Sensor Based on Silicon MEMS Technology for High Temperature Environment. Micromachines 2021, 12, 623. [Google Scholar] [CrossRef]
- Zhang, M.; Han, S.; Xuan, Z.-Y.; Fang, X.; Liu, X.; Zhang, W.; Chen, H.-J. Study of Microwave-Induced Ag Nanowire Welding for Soft Electrode Conductivity Enhancement. Micromachines 2021, 12, 618. [Google Scholar] [CrossRef]
- Li, Q.; Mu, Z.; Luo, M.; Huang, A.; Pang, S. Laser Spot Micro-Welding of Ultra-Thin Steel Sheet. Micromachines 2021, 12, 342. [Google Scholar] [CrossRef]
- Zhang, H.; Wang, S.; Wu, B.; Zhang, W.; Hang, C.; Tian, Y. Ultrafast Parallel Micro-Gap Resistance Welding of an AuNi9 Microwire and Au Microlayer. Micromachines 2021, 12, 51. [Google Scholar] [CrossRef]
- Kim, S.; Kim, J.; Joung, Y.-H.; Choi, J.; Koo, C. Bonding Strength of a Glass Microfluidic Device Fabricated by Femtosecond Laser Micromachining and Direct Welding. Micromachines 2018, 9, 639. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Elements | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Fe | Cr | Mn | Si | Ni | C | Mo | Nb | P | S | |
| SFSS 446 | Bal. | 25 | 2 | 1 | 0.5 | 0.2 | 0.2 | 0.3 | 0.04 | 0.03 |
| MSS 410 | Bal. | 12 | 1 | 1 | 0.1 | 0.15 | - | - | 0.04 | 0.03 |
| Material | Elements | |||||
|---|---|---|---|---|---|---|
| Ni | Cr | Si | B | C | Fe | |
| BNi-2 | Bal. | 7 | 4.5 | 3.2 | 0.06 | 1.5 |
| Conditions | Phase | Elements | |||||
|---|---|---|---|---|---|---|---|
| As-received | Blocky | Fe | Ni | Cr | Si | Mo | Nb |
| Plate | Bal. | 0.37 | 60.1 | 0.04 | 0.02 | 0.05 | |
| 1050 °C/60 min | Blocky | Bal. | 0.34 | 58.19 | 0.03 | 0.01 | 0.02 |
| Suggested Phase | Locations | Elements | |||||
|---|---|---|---|---|---|---|---|
| Ni | Fe | Cr | Si | Mo | Nb | ||
| Solid solution γ NI-Based | ISZ446 | Bal. | 20.23 | 10.01 | 3.4 | 0.03 | 0.1 |
| Solid solution γ NI-Based | ISZ410 | Bal. | 18.1 | 9.91 | 3.1 | 0.01 | 0.01 |
| Suggested Phase | Figures | Elements | |||||
|---|---|---|---|---|---|---|---|
| Ni | Fe | Cr | Si | Mo | Nb | ||
| Nickel-rich boride (Ni3B) | 8 | Bal. | 5.43 | 3.96 | 0.76 | 0.01 | 0.01 |
| Chromium-rich boride (CrB/Cr2B) | 9 | 7.81 | 7.78 | Bal. | 1.21 | 0.02 | 0.01 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hafizi, M.; Kasiri-Asgarani, M.; Naalchian, M.; Bakhsheshi-Rad, H.R.; Berto, F. The Effect of Holding Time on Dissimilar Transient Liquid-Phase-Bonded Properties of Super-Ferritic Stainless Steel 446 to Martensitic Stainless Steel 410 Using a Nickel-Based Interlayer. Micromachines 2022, 13, 1801. https://doi.org/10.3390/mi13111801
Hafizi M, Kasiri-Asgarani M, Naalchian M, Bakhsheshi-Rad HR, Berto F. The Effect of Holding Time on Dissimilar Transient Liquid-Phase-Bonded Properties of Super-Ferritic Stainless Steel 446 to Martensitic Stainless Steel 410 Using a Nickel-Based Interlayer. Micromachines. 2022; 13(11):1801. https://doi.org/10.3390/mi13111801
Chicago/Turabian StyleHafizi, Majid, Masoud Kasiri-Asgarani, Mojtaba Naalchian, Hamid Reza Bakhsheshi-Rad, and Filippo Berto. 2022. "The Effect of Holding Time on Dissimilar Transient Liquid-Phase-Bonded Properties of Super-Ferritic Stainless Steel 446 to Martensitic Stainless Steel 410 Using a Nickel-Based Interlayer" Micromachines 13, no. 11: 1801. https://doi.org/10.3390/mi13111801