1. Introduction
The fast growth of the telecommunication market over the last two decades has enabled high investments in the research and development of MEMS transducers such as gyros, accelerometers, and acoustic transducers. The result are off-the-shelf MEMS transducers with a miniature size, low cost, and low power consumption, but at the same time with a sensing performance that meets the requirements of most electronic devices for daily use [
1]. In the medical field, implantable sensor solutions play an increasingly important role, but for most applications, the market is too small to justify the required high investment in the development of application-specific, high-performance MEMS transducers that are designed to meet the stringent requirements for the biocompatibility and reliability of implantable devices [
2,
3]. If so, an eligible solution could be to use off-the-shelf MEMS transducer chips and the application-specific integrated circuit (ASIC) and package them in a customized, biocompatible, and hermetic enclosure that protects the delicate MEMS parts and electronics against the harsh environment in a living subject and vice versa. However, such an approach involves several design difficulties if applied to an acoustic MEMS transducer.
Most acoustic MEMS transducers use a thin flexing element (usually a clamped diaphragm) to capture the smallest pressure fluctuations in the surrounding fluid (receiver) or to radiate sound into the surroundings (transmitter) [
4,
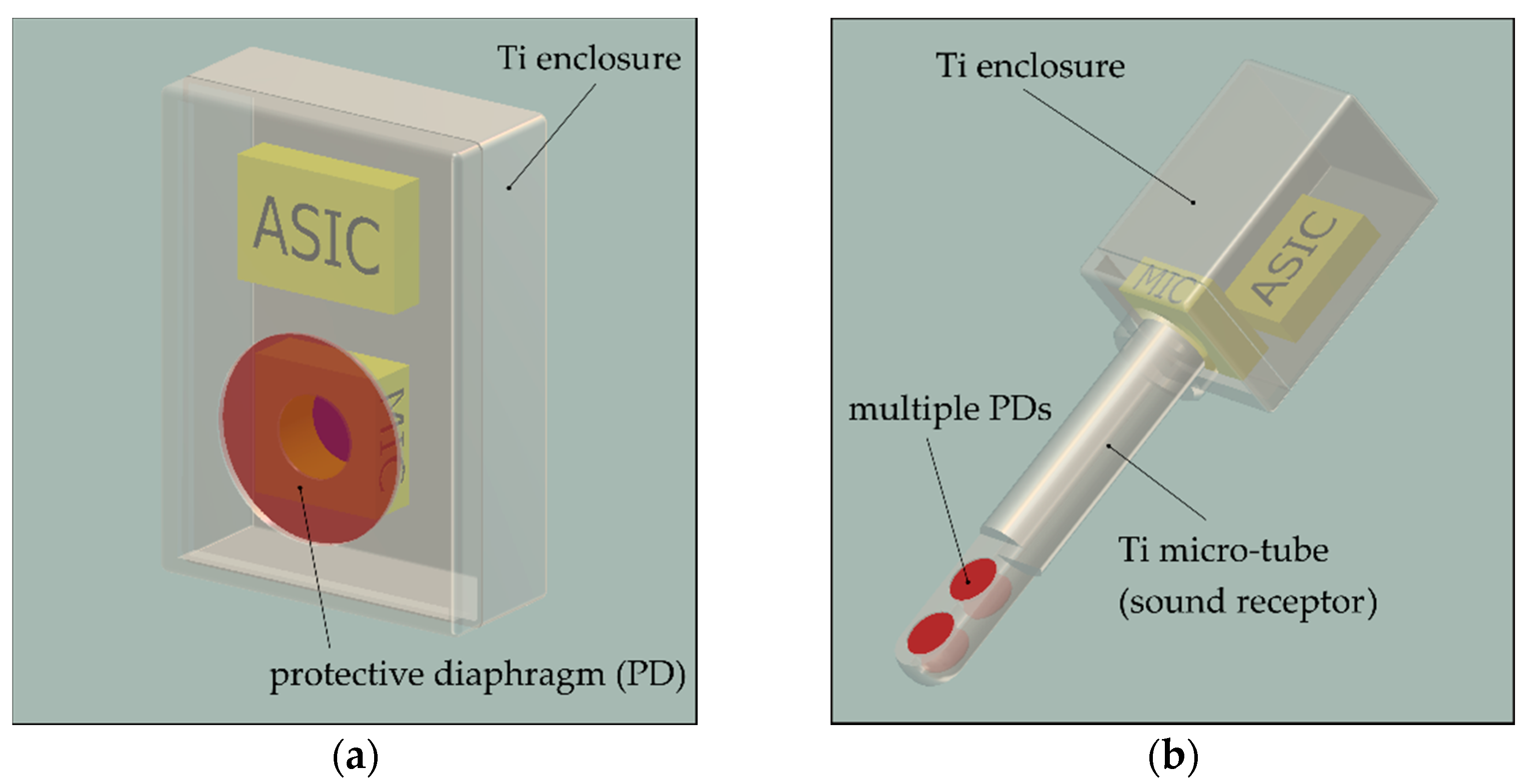
5]. As soon as the transducer is installed in a hermetic enclosure, the direct access to the surroundings is interrupted. To overcome this problem, a flexible diaphragm-like element must be integrated into the protecting shell that can transmit acoustic sound energy into the transducer’s interior or the surroundings (cf.
Figure 1a). We call this design element the protective diaphragm (PD). The PD adds to the mechanical impedance of the MEMS transducer and hence reduces the receiving (or transmitting) sensitivity. Therefore, it must be designed to exhibit maximum compliance and must be arranged close to the transducer’s diaphragm to reduce the volume that couples the two flexible elements. Another difficulty of a hermetic encapsulation of the acoustic transducer is that static pressure equalization between the surroundings and the interior of the packaging structure cannot occur. Excessive loading of the PD by ambient pressure changes can lead to a varying or not tolerable loss in sensing performance. A deeper discussion of that problem and a proposal for a system that can maintain pressure equalization in a hermetically sealed microphone system are given in [
6].
To maximize the PD’s mechanical compliance, several design parameters characterizing the PD geometry (size and thickness) and material (Young’s modulus) can be adjusted under the consideration of different design constraints. The PD area is often restricted by the miniature size of the transducer. The requirement for a long-term hermetic encapsulation of a typical implantable transducer restricts the material choice to metals and ceramics and makes it difficult to reduce the PD thickness below 1 µm [
7]. Fabrication-related properties of the PD, such as residual stress or the number of pinholes or voids within the PD structure, have either a direct impact on the PD stiffness or augment, for instance, the lower PD thickness limit.
A practical example of a packaging concept that illustrates these design guidelines is the intracochlear acoustic receiver (ICAR), which is currently under development by our group [
6,
8]. The receiver is designed to be used as an implantable microphone solution for a fully implantable cochlea implant. It is built upon a commercially available MEMS condenser microphone with a customized Ti enclosure that exhibits four circular PDs with a diameter of 0.6 mm and 1 µm thickness. Multiple PDs free of intrinsic stress are required to minimize the loss in sensing performance caused by the encapsulation of the MEMS transducer. Using a theoretical model, a loss in sensitivity of approximately 10 dB was predicted below the resonance operation of the sensor at 3.5 kHz [
6]. The inertia of the PDs that are in contact with the perilymph (similar to water) in the inner ear defines the resonance and limits the bandwidth of the ICAR to approximately 6 kHz. To enable sound pressure recording in the tiny human inner ear (cochlea), the PDs are arranged in a pair configuration and on opposite sides within the tip region of a tube-like part of the enclosure (cf.
Figure 1b). Titanium is chosen as the enclosure material due to its excellent biocompatibility, hermeticity properties, and inherently higher fracture toughness than ceramics or typical semiconductor materials [
9,
10]. In addition, it allows the combination of micro- and macro-machining processes such as thin film deposition and etching combined with milling, turning, and welding processes.
The fabrication of micron-thick and sub-millimeter large Ti diaphragms suspended in a Ti structure with a complex geometry is a challenging task. Cold-rolled 1 µm thick Ti foils are commercially available (American Elements, Los Angeles, CA, USA), but the fixation of such a thin foil on the carrier by micro-laser welding or mechanical clamping or bonding is not feasible due to size, mechanical stability, and hermeticity constraints. Mechanical structures with such small dimensions are usually fabricated based on MEMS fabrication technology, which is mostly applied on semiconductor materials such as single-crystal silicon (SCS). MEMS condenser microphones, for instance, which exhibit a sub-micron thick sensing diaphragm sitting on an SCS support and separated from the rigid backplate by few microns, are fabricated based on bulk and surface micromachining technology [
11,
12].
Various research papers report bulk and surface micromachining processes for Ti as substrate material [
13,
14,
15,
16,
17]. The most common bulk micromachining process for Ti that is currently widely commercially available is a wet etching technology, called photochemical machining (PCM) [
15]. The process is isotropic and thus limits the minimum feature size to approximately the metal sheet thickness if the sheet needs to be etched through [
18]. Another bulk micromachining technology for Ti was developed by Aimi et al. [
13]. It is a highly anisotropic dry etching technique called the metal anisotropic reactive ion etching with oxidation (MARIO) process. The process allows users to etch straight sidewalls with a high-aspect-ratio and features on the micrometer scale using common dry etching equipment. Bulk micromachining should be better suited than surface micromachining to fabricate a highly compliant PD structure from a Ti substrate because surface micromachined mechanical structures often exhibit high residual stress and hence show high stiffness, high mechanical failure, and high batch to batch variation [
19]. However, to obtain a 1 µm thick PD by bulk micromachining, the etch process needs to be stopped very precisely as soon as the targeted etch depth is reached. A time etch stop is not accurate enough to obtain uniform and repeatable structures with micron thickness. Etch stop techniques, as known from the wet etching of SCS (e.g., doping or electrochemical control [
20]), which might provide the required etch stop accuracy, do not exist for the PCM of Ti to the best of our knowledge.
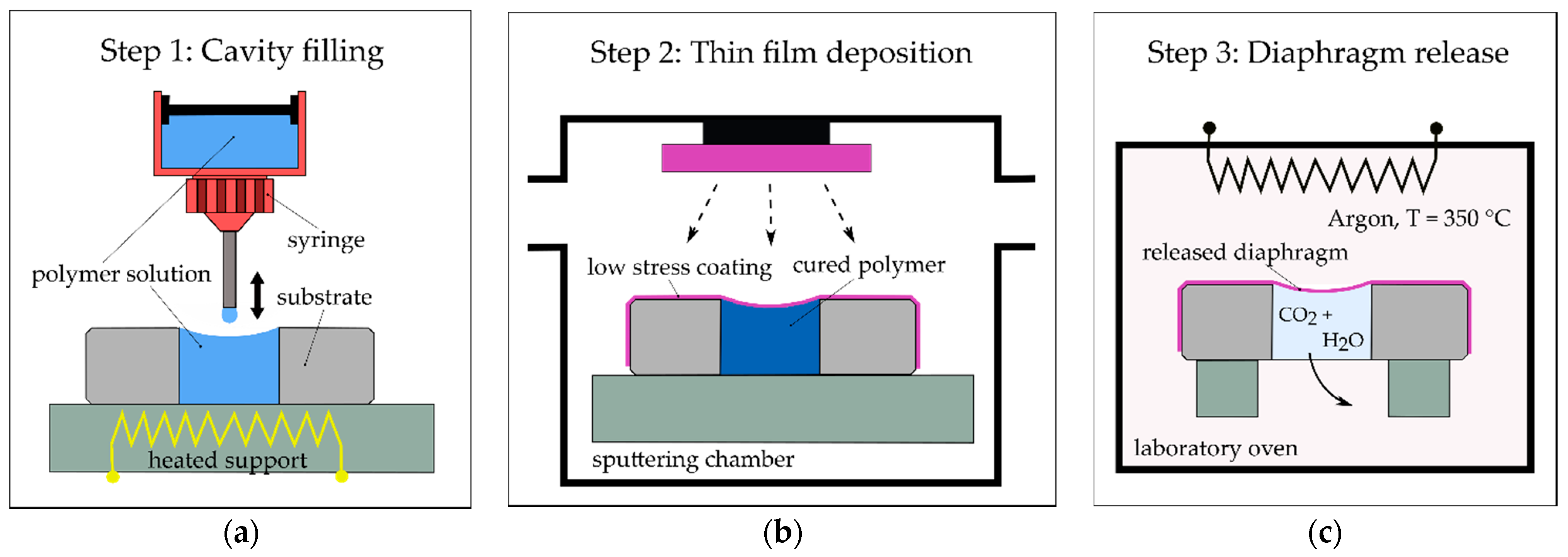
To fabricate highly accurate Ti structures at micrometer-scale, bulk and surface machining need to be combined, similar to the case of MEMS fabrication based on semiconductor materials. Such an approach applied to PD fabrication would start with an electrochemically polished Ti substrate with a reactively sputtered TiO2 layer covered also with a sputtered structural Ti layer that forms the PD element. The PDs are released from the substrate’s rear side using the MARIO process with the oxide layer as a precise etch stop. The remaining oxide layer is stripped to end up with a pure Ti PD. The process looks simple at first glance, but technologies such as the MARIO process and also the electrochemical polishing of Ti are typically not well established in commercial or research fabrication labs (clean rooms). Creating a more complex enclosure geometry with multiple PDs, as required for the ICAR, creates another difficulty associated with this fabrication approach that is limited to 2D substrates. Thermal compression bonding might be a solution to combine multiple already processed Ti layers, but the compatibility of that quite rough bonding process with the delicate PDs is questionable. To overcome the listed difficulties would require a high process development effort in well-equipped clean-room fabrication facilities, which is associated with high development costs. Therefore, we have developed an alternative fabrication approach for thin diaphragms on a Ti supporting structure that comprises commercially available fabrication processes and processes that can be performed outside of clean-room facilities. In contrast to dry etching techniques, the new fabrication technology can be applied on unpolished substrates with a complex 3D geometry and, therefore, provides more freedom in the design of packaging structures for acoustic MEMS transducers.
The approach is based on the deposition of the structural Ti layer forming the PD on a low-temperature decomposable polymer sacrificial material (SM) as a temporary support. So far, we could confirm the feasibility of producing robust 1 µm thick Ti diaphragms on unpolished substrates with 2D and 3D geometry using this new fabrication approach [
6]. We could also show that the method incorporates a stress relief mechanism that originates from a change in the PD’s surface geometry upon releasing from the SM.
The present paper introduces the novel diaphragm fabrication method applied on 2D Ti substrates that belong to a testbed developed for process development and the investigation and testing of the fabricated PDs. The other focus is related to the stress-relief mechanism, which is demonstrated and analyzed on numerous PDs. The paper concludes with a discussion of the results and ongoing studies that are being conducted to obtain robust and hermetic PDs with vanishing residual stress.
3. Results
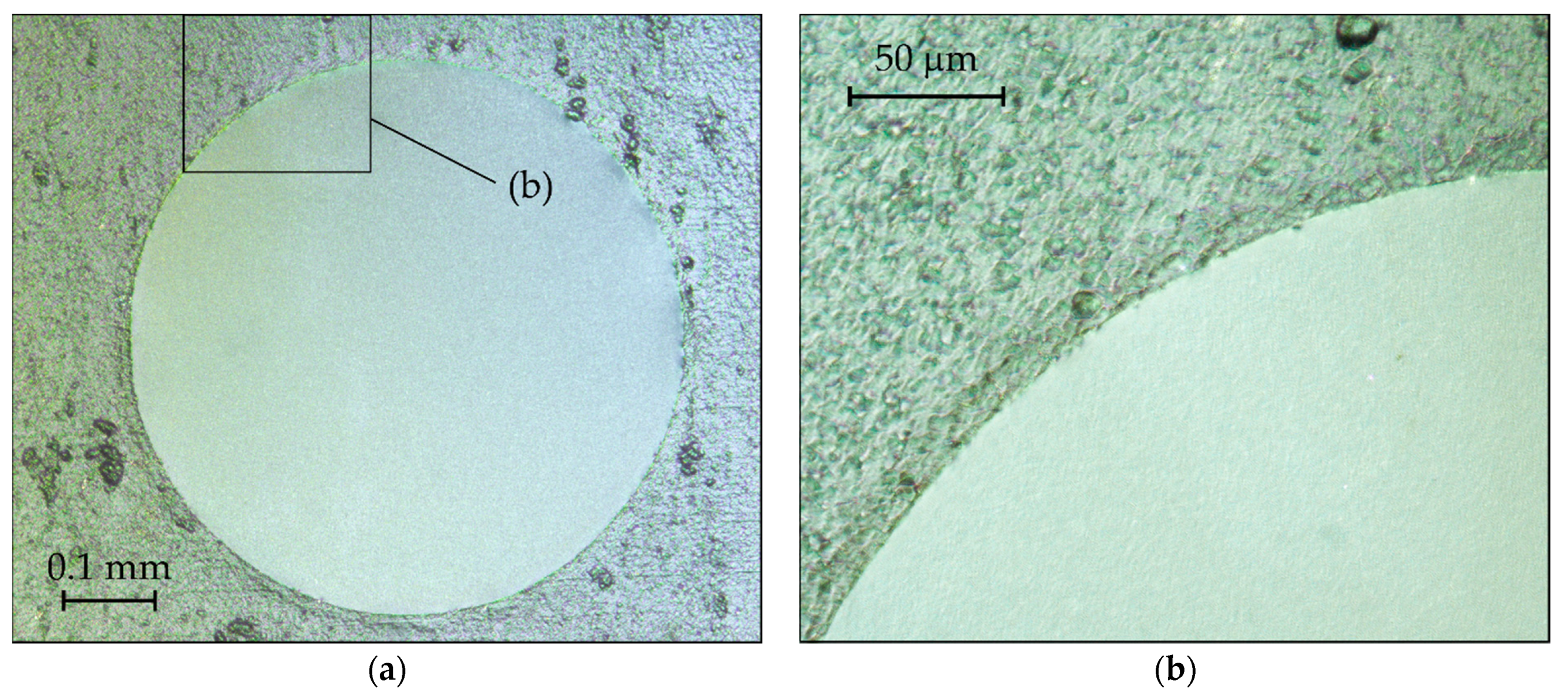
Figure 7a,b shows microscope images of a typical 1 µm thick and 0.6 mm large Ti/Pt diaphragm fabricated on a 0.3 mm thick Ti substrate using the new developed fabrication technology. The right image is taken at higher magnification and zooms to the edge region of the diaphragm. The diaphragm has a flat geometry and an estimated surface roughness in the nanometer range (specular appearance under visible light). In contrast, the estimated surface roughness of the substrate is in the order of the diaphragm thickness. Preliminary tests have shown that the diaphragms can withstand static pressure loads of up to 1 atm and fulfill requirements for hermeticity according to typical helium leak tests (He leak rate ≤ 1 × 10
−10 mbar L/s).
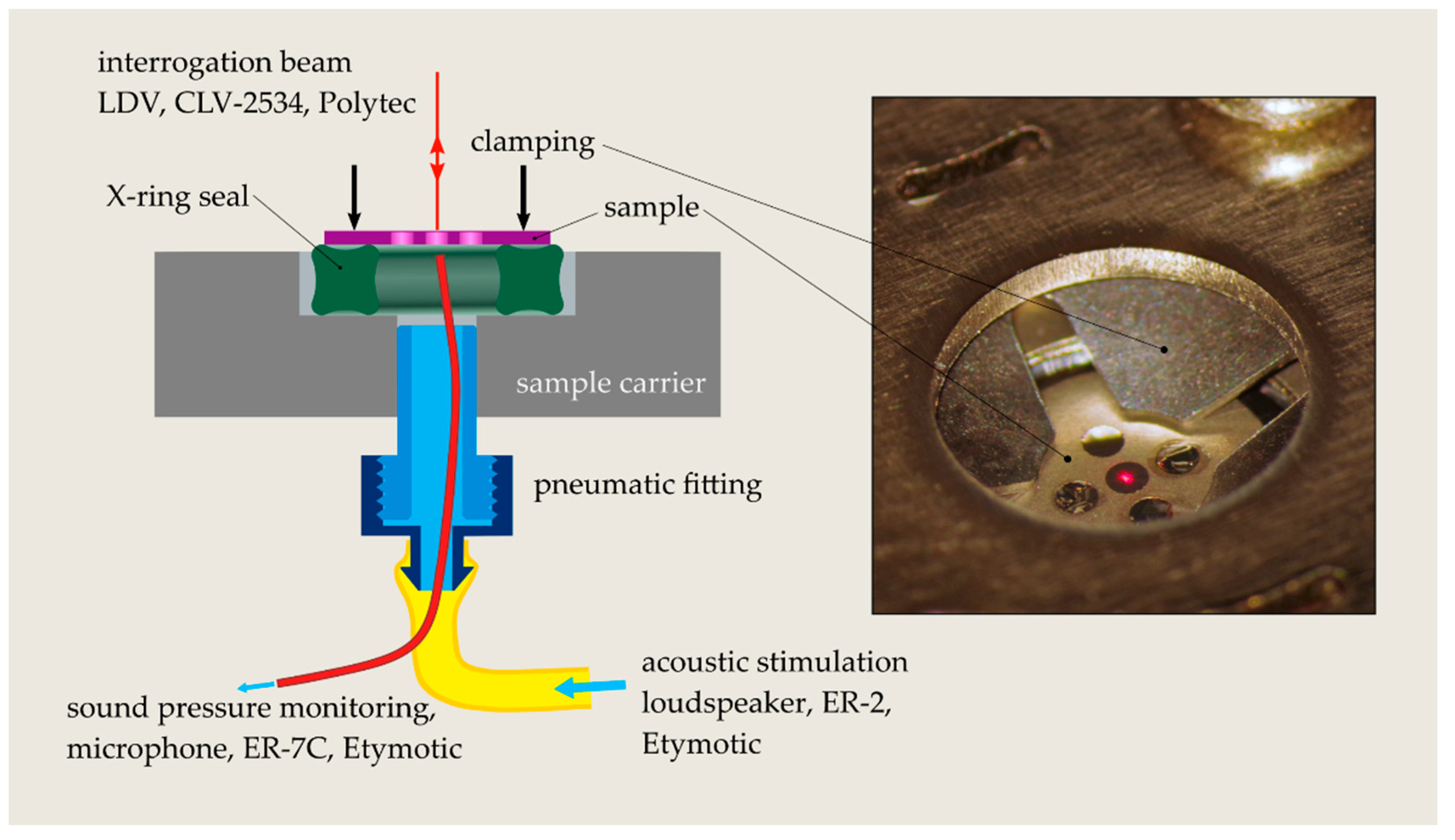
The first eigenfrequency of a clamped circular Ti diaphragm with a 0.6 mm diameter and 1 µm thickness undergoing free vibration in air is located above 30 kHz [
28]. Well below the resonance frequency, the diaphragm is purely stiffness driven; i.e., the vibration amplitude is directly related to the mechanical stiffness of the diaphragm. The cavity underneath the sample is sufficiently large to neglect any contribution to the diaphragm’s stiffness.
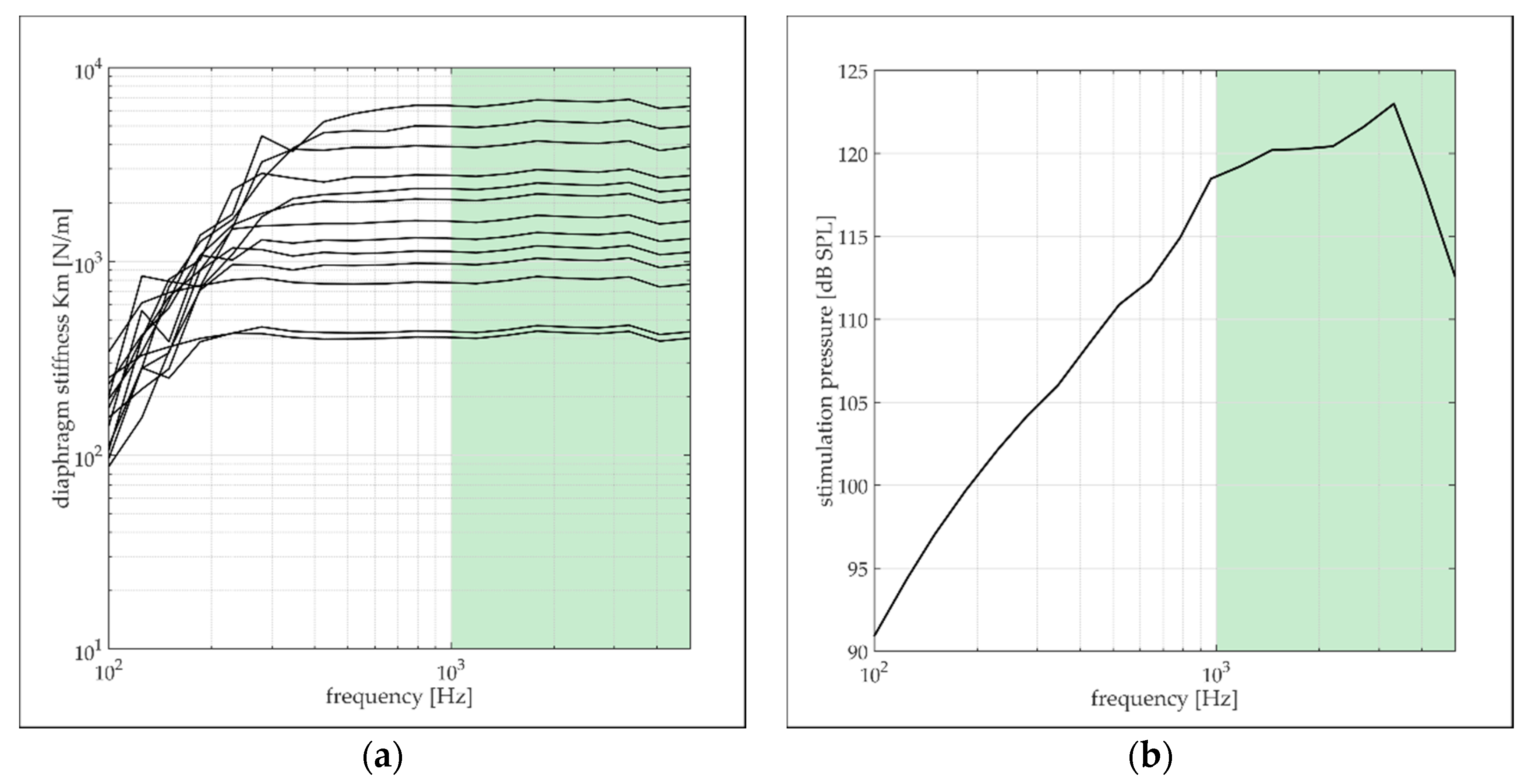
Figure 8a confirms the stiffness-controlled vibration behavior of the diaphragms by the flat frequency response to acoustic stimulation between 800 Hz and 5 kHz (maximum considered frequency). The data represent the diaphragm stiffness calculated according to Equation (1) and determined from LDV measurements on various diaphragms with different stiffness values, which were driven with sound pressure levels as depicted in
Figure 8b. At low frequencies, the stiffness starts to deviate from a flat behavior. The falling stiffness is associated with a low signal-to-noise ratio that results from a decaying vibration velocity with decreasing frequency and stimulation strength (cf.
Figure 8b). At frequencies below 1 kHz and low vibration velocities, the noise of the LDV increases with decreasing frequency, leading to the measurement of a higher diaphragm response and correspondingly lower stiffness values than expected [
29]. Diaphragms with low stiffness show a flat response already above 200 Hz, whereas for high stiffness values, flat behavior arises first above 800 Hz. To ensure robust stiffness measurement even for very stiff diaphragms, only data between 1 kHz and 5 kHz were considered for averaging over the frequency band (cf. green area in
Figure 8a,b). The upper frequency bound was set to maintain sound pressure levels above 110 dB SPL and to prevent resonance phenomena in the acoustic supply line of the loudspeaker.
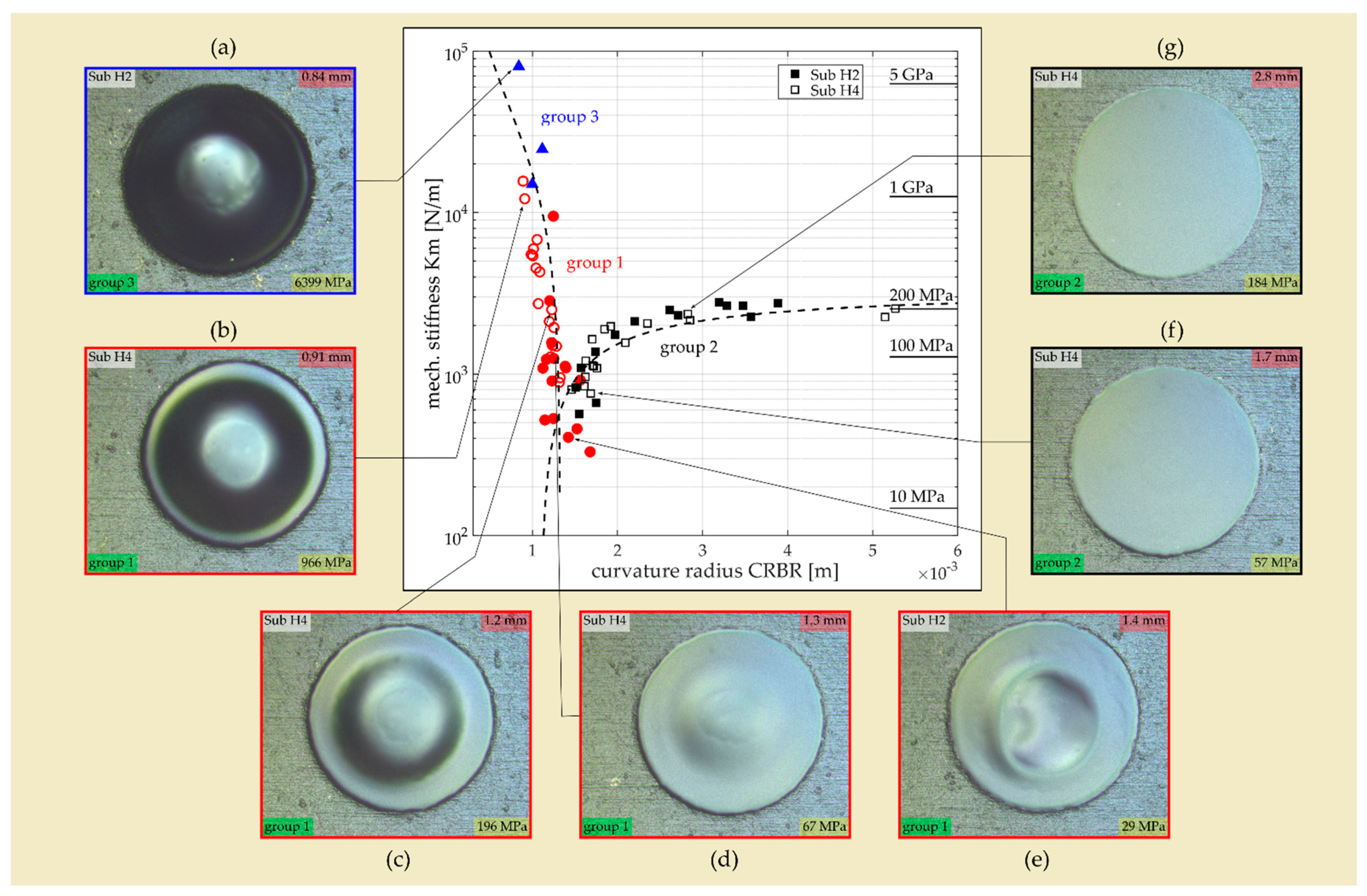
The diaphragm fabrication trials revealed that, depending on the surface shape of the SM that defines the shape of the deposited coating, diaphragms with a flat or curved geometry are formed. Moreover, it was observed that the noted surface geometry of the SM has a significant influence on the diaphragm’s intrinsic stress. This dependence is illustrated in
Figure 9 by data from diaphragms of two (H2 and H4) of the total seven substrates considered in the present study (cf.
Table 1). The coating design of both substrates is identical. It represents a three-layer design composed of two Ti outer layers (425 nm) and one Pt middle layer (150 nm, cf.
Table 1) with an overall thickness of 1 µm. The deposition process differs only in the sputter power for Ti, which was increased from 1 kW to 1.5 kW for substrate H4. The figure shows the averaged (over frequency) stiffness data K
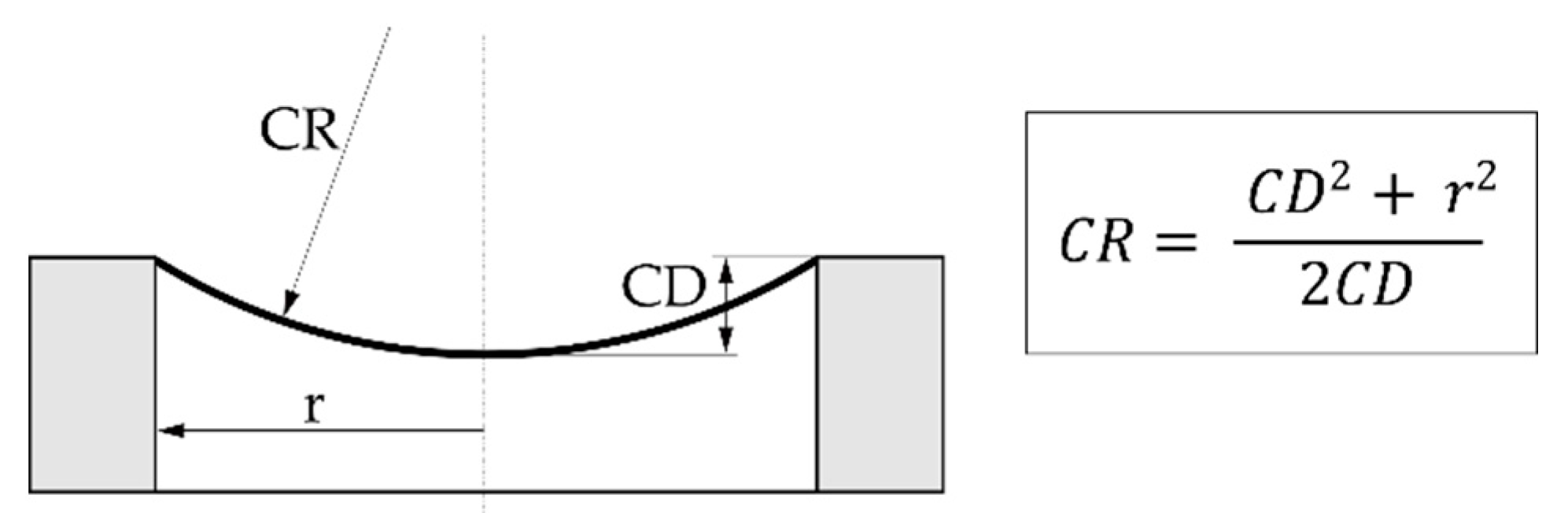
m of the diaphragms plotted as a function of the curvature radius CRBR that characterizes the shape of the diaphragm before it is released from the SM. The curvature radius was determined from the measured CD data according to the equation depicted in
Figure 5. The intrinsic stress calculated from the corresponding stiffness data using Equation (5) is shown on the right
y-axis of
Figure 9. The stress data are only valid for diaphragms with a flat surface geometry.
Diaphragms with a concave shape with high curvature before they are released from the SM (i.e., small CRBR) show very high stiffness. The stiffness rapidly drops with increasing CRBR and reaches minimum values for CRBRs of approximately 1.3 mm. With further increases in the CRBR value, the stiffness starts to rise again but with a smaller slope than for CRBRs below 1.3 mm. Above a CRBR of 3 mm, the stiffness takes a constant value of approximately 2500 N/m.
Considering the diaphragm’s surface geometry after it is released from the SM allows the diaphragms to be classified into three groups. Group 2 represents the diaphragms that are flat after the release process (cf.
Figure 9f,g). These diaphragms arise when the CRBR is higher than 1.3 mm. In group 3, the diaphragms remain curved with a concave shape even after they are released from the SM (cf.
Figure 9a). They exhibit very high stiffness, which mainly originates from the reinforcement effect associated with a spherical thin-wall geometry. Finally, group 1 contains all diaphragms with a surface geometry that describes an intermediate state between a flat and a curved shape (cf.
Figure 9b–e). Within that group, the diaphragm stiffness decreases with smaller CD (after release) and as the fraction of the flat diaphragm surface increases. The lowest stiffness values are reached at the transition between group 1 and group 2. It has to be emphasized that the estimated stress values are only valid for flat diaphragms (group 2). Considering the group 2 diaphragms (flat surface geometry), the varying stiffness with CRBR can be only attributed to varying intrinsic stress. The data of group 2 diaphragms indicate that the intrinsic stress in the diaphragm can be significantly reduced (from approximately 200 MPa to 30 MPa) if the surface geometry of the SM is adjusted for an optimum CRBR (≈1.3 mm) during the filling process.
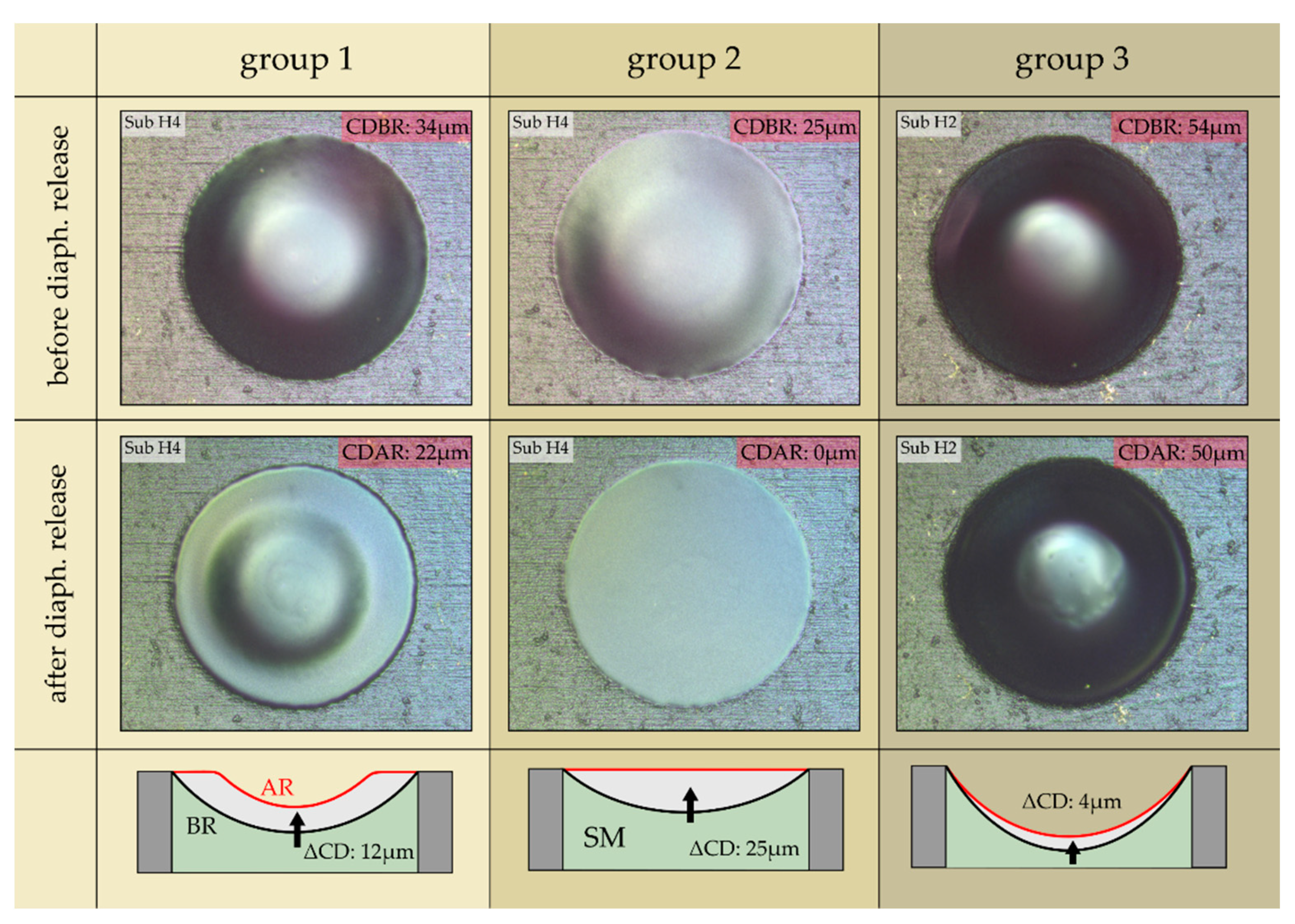
From
Figure 9, it is obvious that the diaphragms of group 2 change the surface geometry while they are released from the SM. As depicted in
Figure 10, this is also true for the diaphragms of the two other groups. The figure shows optical microscope images of representative diaphragms of each group before (first row) and after (second row) the release process. The corresponding CD is indicated by the red tag in each image. Before release, all diaphragms show a curved geometry with a CDBR between 25 µm and 54 µm, whereas after release the diaphragms adopt a geometry with smaller curvature. The curvature change (ΔCD) provoked by the release process varies in a broad range with the largest change for the group 2 diaphragm (from 25 µm to 0 µm) followed by group 1 (from 34 µm to 22 µm). For the diaphragm of group 3, only a small change in the CD was identified (from 54 µm to 50 µm).
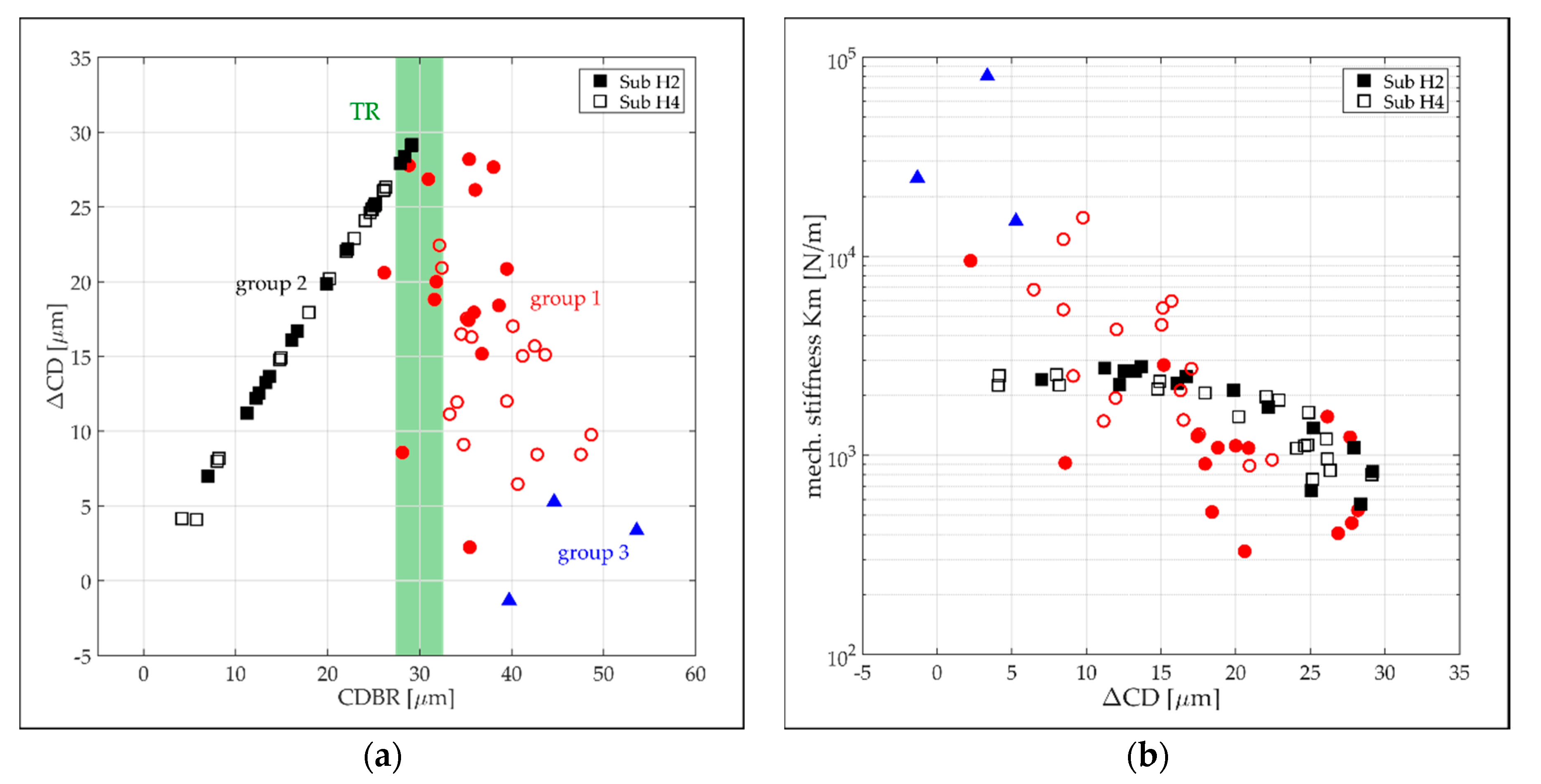
In
Figure 11a, the ΔCD data of all diaphragms on substrate H2 and H4 are plotted against the CD before they are released from the SM. The data are again color-coded according to the three diaphragm groups. The effect of the ΔCD on the diaphragm stiffness is illustrated in
Figure 11b. The ΔCD of group 2 diaphragms increases linearly with increasing CDBR up to the transition region (TR) where the group 2 diaphragms go into group 1. The TR is associated with the occurrence of the lowest intrinsic stress or stiffness, respectively. From there, the ΔCD starts to drop rapidly with further increases in the CDBR up to the diaphragms of group 3 where only a small ΔCD was identified. The high spreading of the group 1 data is explained with the uncertainty of CD measurement of 5 μm and the less defined surface geometry (curved and flat parts) after diaphragm release compared with a flat (group 2) or fully curved (group 3) diaphragm geometry. We assume that the intrinsic stress in the diaphragm formed during the deposition process is the driving force for the ΔCD causing full or partial stress relief while the diaphragm is released from the SM. Despite the expected full stress relief for the diaphragms of groups 1 and 3, they exhibit high stiffness as a result of the non-flat surface geometry. With an increasing CDBR and hence higher diaphragm stiffness, the stress relief mechanism loses its effectiveness as a driving force for ΔCD.
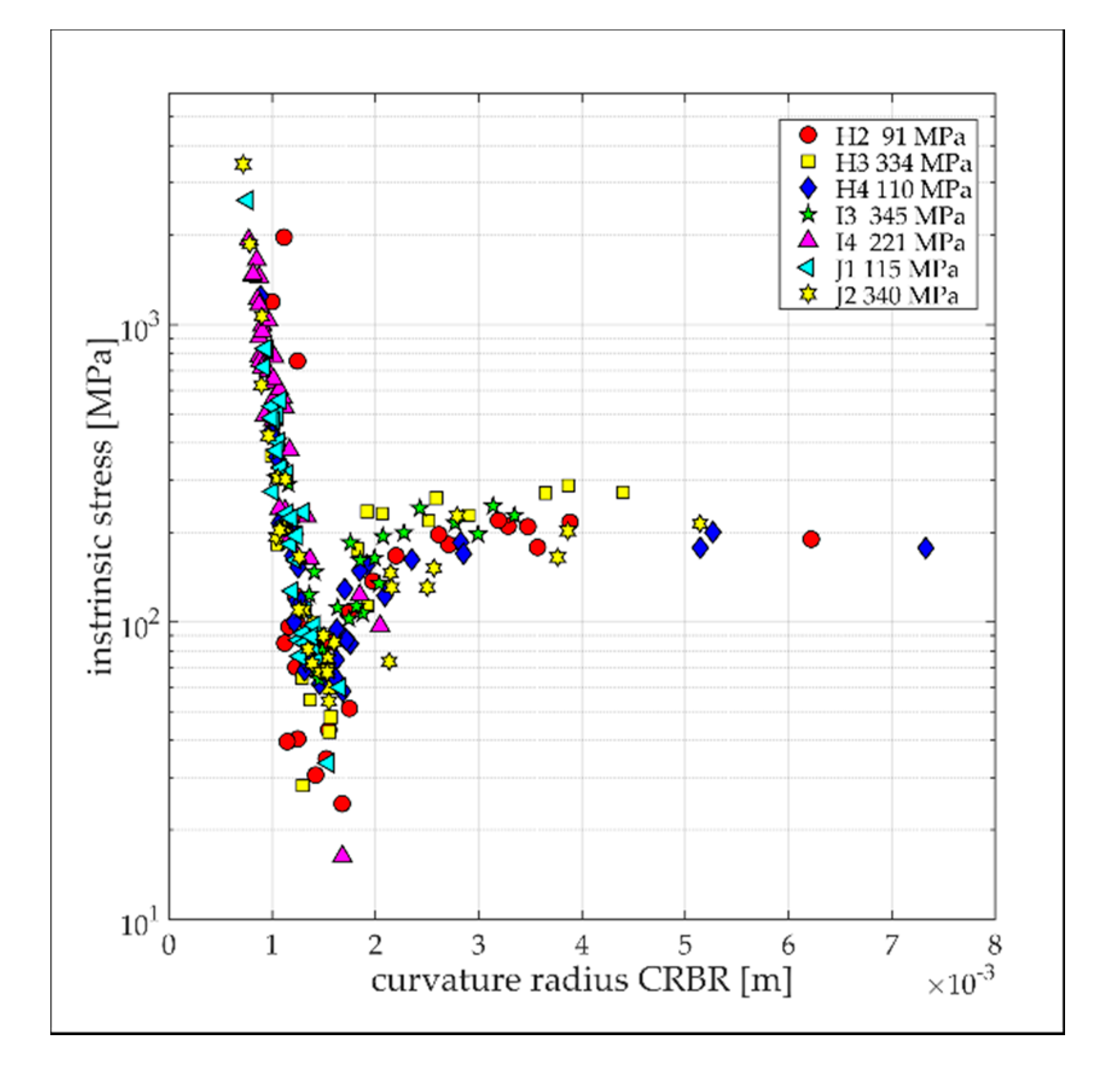
Different Ti/Pt multi-layer coatings were tested to reduce the intrinsic stress in the diaphragm by optimizing the coating design and the sputtering process. The goal was to verify if, in combination with the stress relief mechanism discussed above, nearly stress-free diaphragms can be fabricated. The coatings that were tested so far showed a tensile stress on SCS beams (reference method for stress characterization) between 90 and 345 MPa (cf.
Table 1). The corresponding stress values obtained from measurements of the diaphragm stiffness are shown in
Figure 12. The data are again plotted as a function of the CRBR to illustrate the effect of the different coating designs on the stiffness of diaphragms of the different groups. The stiffness of group 1 and 3 diaphragms (CRBR < 1.3 mm) is not affected by the coating design at all. This outcome appears to be reasonable, as the stiffness of these diaphragms is mainly determined by the curved geometry. Because of the stress relief mechanism, the contribution of intrinsic stress on the diaphragm’s stiffness should be negligible. In contrast, the flat diaphragms (group 2) show clear variations in intrinsic stress between the different substrates. To compare the diaphragm stress with the measured stress on the SCS beams, diaphragms with CRBRs larger than 3 mm (stress relief mechanism should have a small effect) were considered. On substrate H3, similar stress levels were observed as on the corresponding SCS stripe, whereas the diaphragms of the substrates I3 and J2 showed considerably lower stress than the corresponding reference values (>340 MPa). In contrast, the low reference stress in the range of 100 MPa was not found on the diaphragms. The deviations are not surprising. In contrast to the SCS beams, the diaphragms were deposited on a polymer SM which could influence the crystal growth during deposition. It is also conceivable that, compared with SCS, a different adhesion between the coating and SM influences the evolution of intrinsic stress during the deposition process that differs from the adhesion on SCS and causes stress relief. At last, the diaphragms form a free-standing, clamped plate structure with boundary conditions that could influence stress formation. Considering the group 2 diaphragms closer to the TR, stress variations between the substrates could not be assigned to the specific sputter process but rather to the strong dependence of the CRBR on the diaphragm stress within the TR.
4. Discussion
The present study introduces a new fabrication process for micron-thick Ti and Ti/Pt multilayered diaphragms. In contrast to typical MEMS fabrication technology for diaphragm fabrication, the introduced fabrication process does not rely on anisotropic dry etching, which is not well established for the processing of Ti substrates. In addition, dry etching in combination with a sacrificial material layer as an etch stop requires highly polished substrates. Such substrates made from Ti are not off-the-shelf products such as silicon wafers; they have to be custom-made by chemical mechanical polishing (CMP), a process that is also not very well established for Ti in typical MEMS fabrication facilities.
We could show that the introduced fabrication process seems to be compatible with unpolished substrates with a surface roughness similar to the thickness of the diaphragm. The possibility of using untreated Ti substrates lowers the fabrication complexity and the associated costs but also provides more freedom during the design process of the diaphragm support structure (i.e., 3D geometries such as tubes, etc.). We assume that the higher roughness of the substrate might even improve the strength of the interface between the diaphragm and the support, providing a kind of interdigitation mechanism with an increased contact area at the interface. Currently, a study is ongoing to better understand and assess the interface between the diaphragm and the support using more dedicated inspection techniques, such as scanning and transmission electron microscopy in combination with static pressure loading and hermeticity tests.
Another advantage of the new diaphragm fabrication technology is the ease of defining a nonplanar surface shape of the diaphragm before it is released from the SM. Currently, the SM is applied as a solution with low viscosity where surface tension forces enforce the formation of a spherical surface shape with a curvature radius defined by the filling state. During the thermal decomposition of the SM, the diaphragm tends to adopt a flat surface geometry. It is assumed that the mechanism is driven by tensile intrinsic stress in the coating and results in full or partial stress relief while the diaphragm is released from the SM. A similar stress relief mechanism was reported by Wang et al. [
30] on single deeply corrugated diaphragms (SDCD) fabricated from polysilicon on a silicon substrate. The design contained a flat membrane with suspending sidewalls forming a deep corrugation. They observed a zero-pressure deflection (cf. ΔCD) of the thin-wall structure when it was released from the sacrificial layer. Compared with a flat diaphragm design with equal intrinsic stress, the SDCD showed the considerably higher mechanical sensitivity of the transducer, which was increasing with higher corrugation depths. Wang et al. concluded that the suspending side walls have a relieving effect on the intrinsic stress in the sensing membrane. The group 2 diaphragms of the present study can be regarded as an SDCD before they are released from the SM. In contrast to the design of Wang et al., the group 2 diaphragms undergo a larger zero-pressure offset during their transition into a flat geometry state. Similar zero-pressure offset values as reported by Wang et al. were only observed on diaphragms of group 3 with CDBR values (cf. corrugation height) larger than 40 µm. Such diaphragms show very high stiffness as a result of the curved geometry, whereas the SDCD design benefits from the flat and stress-free section that is used for pressure sensing.
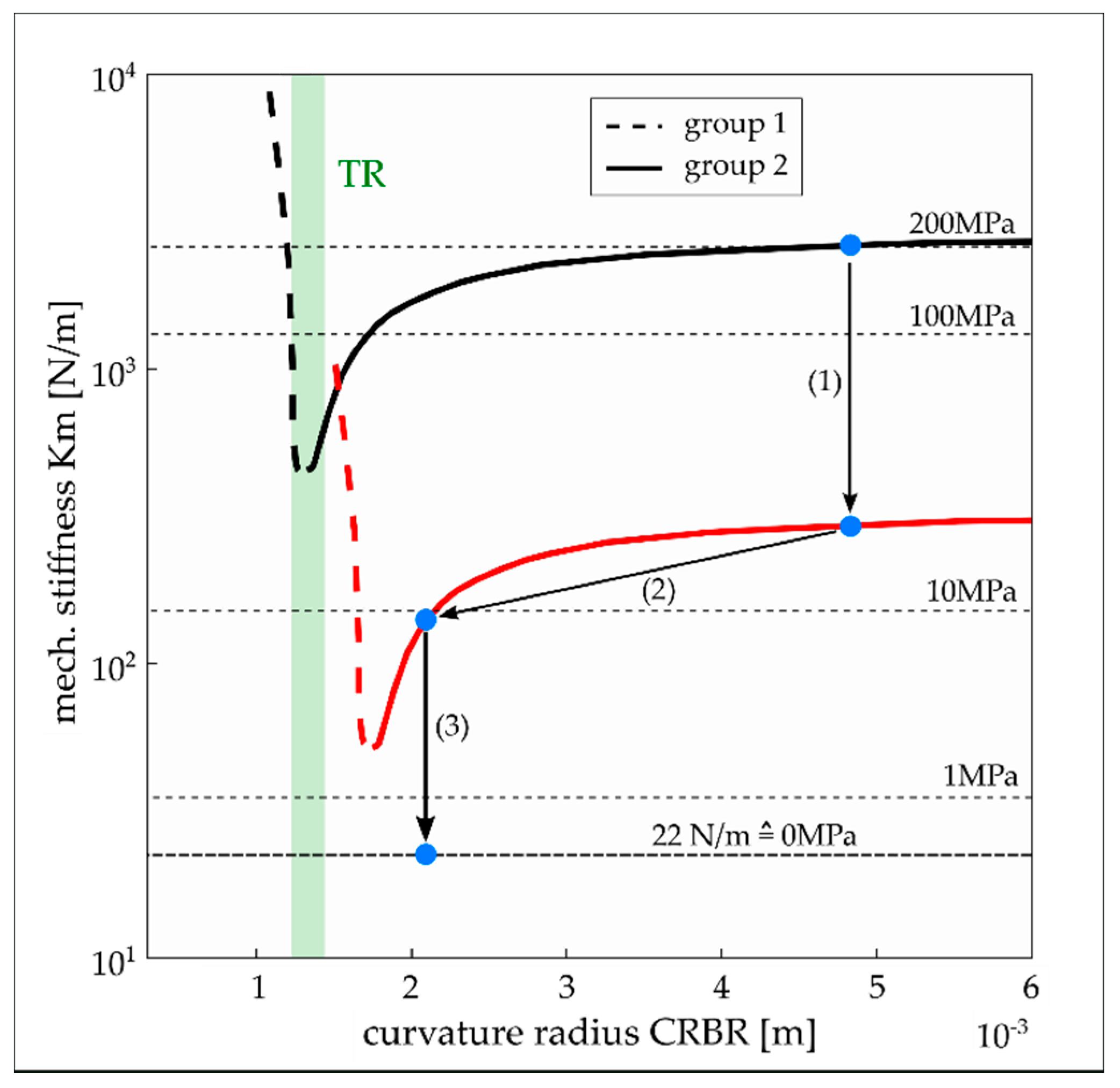
The CRBR transition region (TR) between group 1 and group 2 diaphragms (CRBR ≈ 1.3 mm) is narrow and is characterized by the occurrence of lowest stress values that increase rapidly on both sides of the TR (cf.
Figure 13). The limited accuracy of CD measurement using the focusing technique and the number of available data do not currently allow a more precise characterization of the TR, such as the width and potential shifts in CR depending on the stress level of the coating. The coatings considered in the present study were mainly designed to obtain low stress. Hence, the largest stress differences between the coatings are not larger than 100 MPa (considering the stress of group 2 diaphragms at high CRBRs). It is expected that if the stress in the coating is further reduced, the TR will shift to higher CRBRs (cf. red curve in
Figure 13). Higher stress levels should shift the TR in the opposite CRBR direction. Although diaphragms within the TR could benefit from a high stress relief, the steep gradients on both sides would make the control of the fabrication process difficult. The design point on the Km-CRBR characteristic curve must be situated on the right side of the TR (group 2 diaphragms) in a region where the slope of the curve complies with the allowable part-to-part variation. To shift the design point as close as possible to the TR and hence benefit from a high stress relief, the process for applying the SM on the substrate (i.e., cavities) needs to be optimized concerning a precise adjustment of the desired CRBR or CDBR, respectively.
However, to obtain diaphragms nearly free of intrinsic stress, the stress relief mechanism must be combined with other technologies for stress reduction in the coating, such as sputter process parameter optimization, multi-layer coatings, and thermal annealing. A potential multi-step strategy is depicted in
Figure 13. In the first step, the intrinsic stress in the coating must be reduced by an optimization of the sputtering process and by the use of a multi-layer coating design. The minimum stress that can be achieved will result from a trade-off behavior between the stress and the mechanical strength of the diaphragm (pores, voids, and defects). Using the stress relief mechanism presented in the present study would be the second step to further reduce the stress in the diaphragm. Here, the potential of stress reduction depends on the aforementioned fabrication process considerations and the characteristics of the Km-CRBR curve at low-stress level values, which are currently only estimated. Thermal annealing is considered as the third step to end up with a stress-free diaphragm. Annealing could be an efficient way to reduce stress in a PD because the protective enclosure of the transducer in which the PD is integrated is free of electronic parts that would limit the process to low annealing temperatures. Currently, a study is ongoing to evaluate a Ti/Pt multi-layer coating with low stress, high mechanical strength, and long-term hermeticity. In addition, thermal annealing shall be applied on the diaphragm samples to verify if it is suitable to fully eliminate the remaining residual stress.
As reported in Prochazka et al. [
6], the diaphragm fabrication technology was already applied on the sound receptor of the ICAR, which represents a tube-like structure with a rectangular cross-section and multiple PDs arranged within the tip region on two opposite sides (cf.
Figure 1b). The feasibility of critical process steps such as the more complex filling with SM and the release of gas products through a micro-channel during the thermal decomposition of the SM were verified by several tests. Further process optimizations are ongoing. In addition to the aforementioned evaluation of a process for PDs free of intrinsic stress, the filling process needs further optimization to make the process faster and more repeatable. Currently, a polymer solution with only 20 weight percent of QPAC is used as an SM for filling the cavities. The process must be conducted in multiple steps because most of the added QPAC volume is lost during the curing of the solution. Using a polymer melt instead of a solution might considerably reduce the required filling cycles, but is also associated with a more complex dispensing system required for a melt instead of a solution. Further improvement of the filling efficiency but also precision and repeatability might be achieved by an automated filling process using an appropriate robot system.

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}