
Microfluidic Airborne Metal Particle Sensor Using Oil Microcirculation for Real-Time and Continuous Monitoring of Metal Particle Emission


Abstract
:1. Introduction
2. Principle of Particle Detection
3. Sensor Design and Fabrication
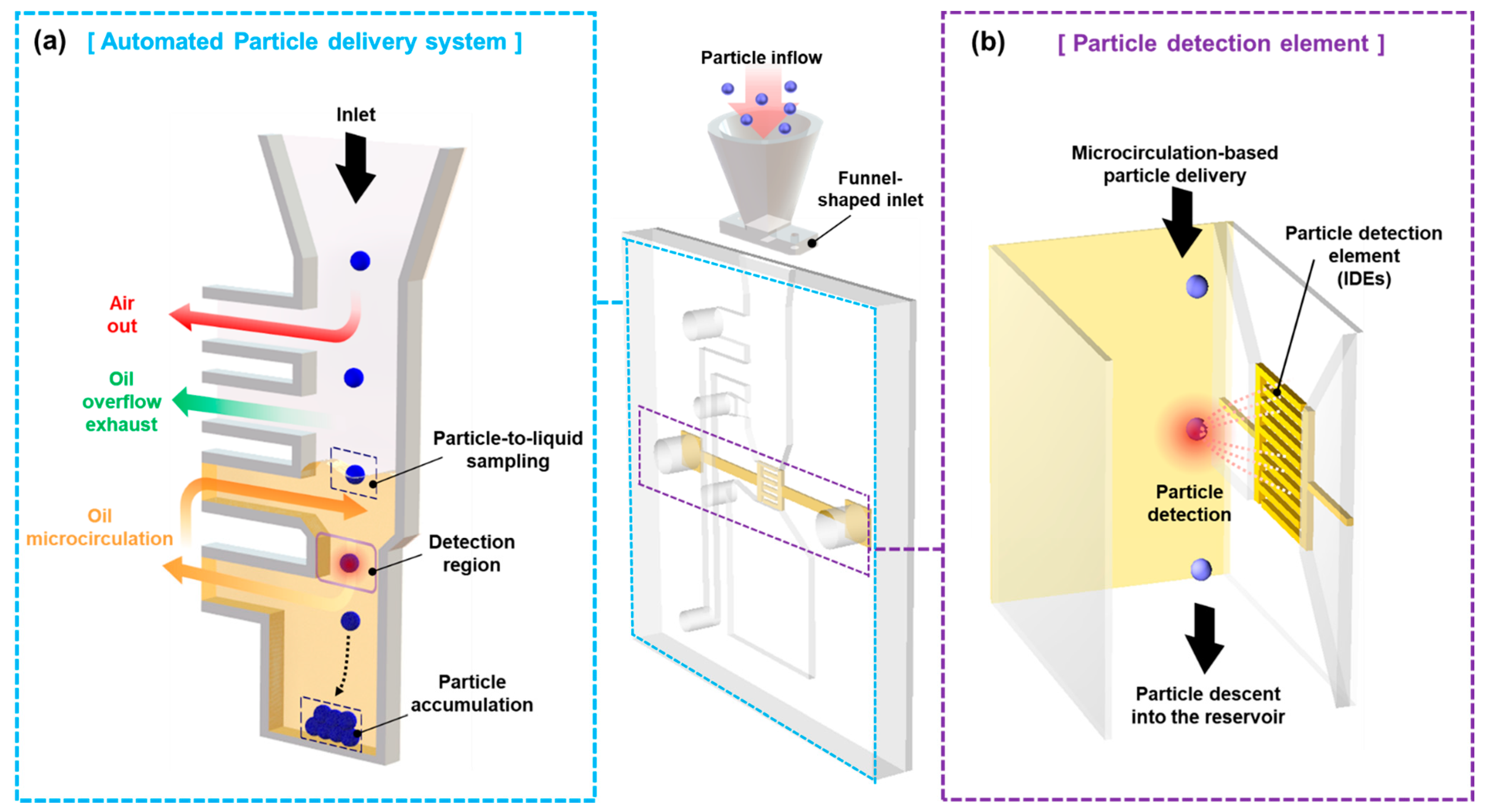
3.1. Operating Principle
3.2. Design of Automated Particle Delivery System
3.3. Design of Particle Detection Element
3.3.1. Planar Electrode Array
3.3.2. Interdigitated Microelectrodes
3.4. Sensor Fabrication
4. Experiments
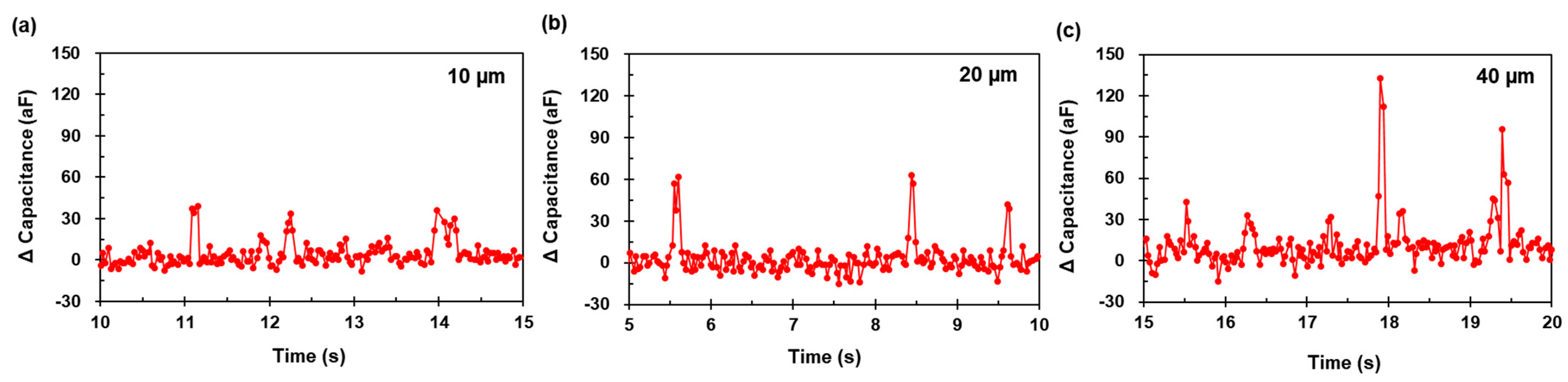
4.1. Preliminary Validation Test of Particle Detection Element with Optical Synchronization
4.2. Performance of Integrated Microfluidic Airborne MP Detection Chip
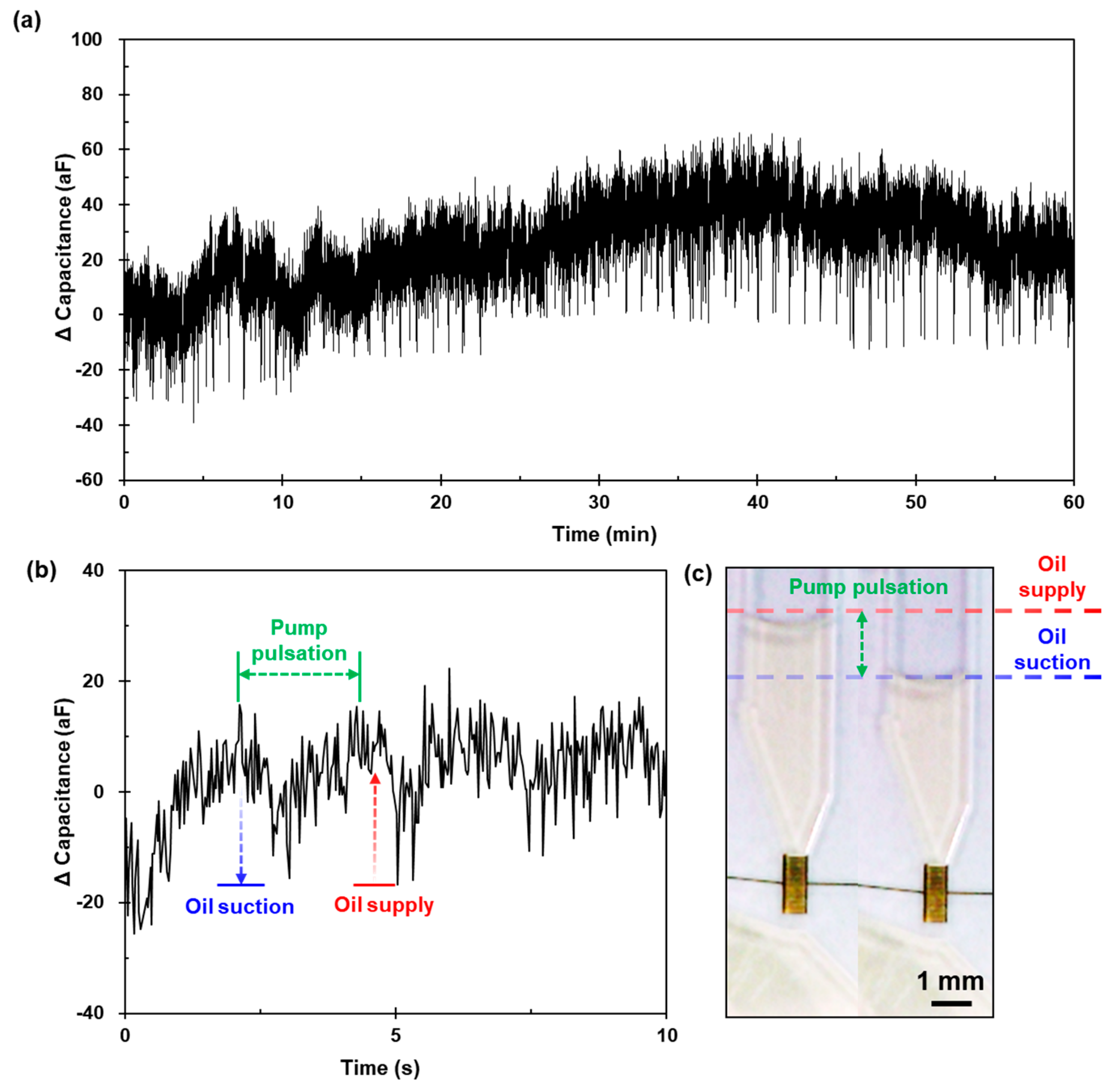
4.2.1. Microcirculation
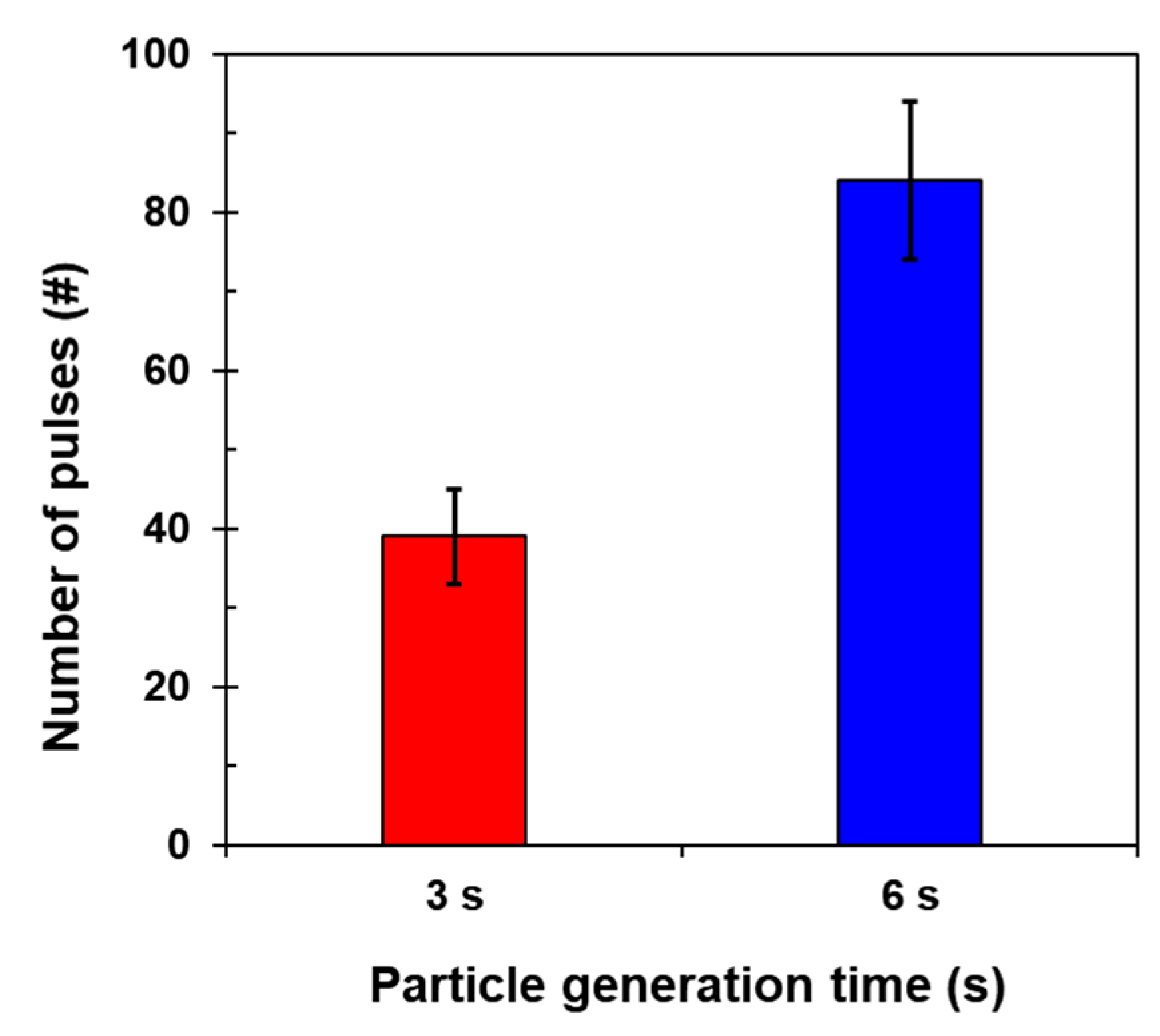
4.2.2. Real-Time and Continuous Monitoring of Airborne MPs on a Test-Bed Chamber
5. Conclusions and Discussion
Author Contributions
Funding
Conflicts of Interest
References
- Leen, G.; Heffernan, D. Expanding automotive electronic systems. Computer 2002, 35, 88–93. [Google Scholar] [CrossRef]
- Fagnant, D.J.; Kockelman, K. Preparing a nation for autonomous vehicles: 1 opportunities, barriers and policy recommendations for 2 capitalizing on self-driven vehicles 3. Transp. Res. 2014, 20, 167–181. [Google Scholar]
- Abelein, U.; Lochner, H.; Hahn, D.; Straube, S. Complexity, quality and robustness-the challenges of tomorrow’s automotive electronics. In Proceedings of the 2012 Design, Automation & Test in Europe Conference & Exhibition, Dresden, Germany, 12–16 March 2012; pp. 870–871. [Google Scholar]
- Chen, R.; Luo, R.; Huang, Y.; Wu, F.; Li, L. Advanced high energy density secondary batteries with multi-electron reaction materials. Adv. Sci. 2016, 3, 1600051. [Google Scholar] [CrossRef] [Green Version]
- Cheng, X.-B.; Yan, C.; Huang, J.-Q.; Li, P.; Zhu, L.; Zhao, L.; Zhang, Y.; Zhu, W.; Yang, S.-T.; Zhang, Q. The gap between long lifespan Li-S coin and pouch cells: The importance of lithium metal anode protection. Energy Storage Mater. 2017, 6, 18–25. [Google Scholar] [CrossRef]
- Whittingham, M.S. History, evolution, and future status of energy storage. Proc. IEEE 2012, 100, 1518–1534. [Google Scholar] [CrossRef]
- Martin, P.L. Electronic Failure Analysis Handbook: Techniques and Applications for Electronic and Electrical Packages, Components, and Assemblies; McGraw-Hill Education: New York, NY, USA, 1999. [Google Scholar]
- Xian, T.S.; Jonet, H. Improvement of the near Short Failure through Foreign Particle Reduction in Package. In Proceedings of the 2015 IEEE 17th Electronics Packaging and Technology Conference (EPTC), Singapore, 2–4 December 2015; pp. 1–3. [Google Scholar]
- Flanagan, I.; Jordan, J.; Whittington, H. Wear-debris detection and analysis techniques for lubricant-based condition monitoring. J. Phys. E Sci. Instrum. 1988, 21, 1011. [Google Scholar] [CrossRef]
- Wang, N.; Wu, J.; Daniel, S. Failure Analysis of Intermittent Pin-to-pin Short Caused by Phosphorous Particle in Molding Compound. In Proceedings of the 2005 IEEE International Reliability Physics Symposium, San Jose, CA, USA, 17–21 April 2005; pp. 580–581. [Google Scholar]
- Wu, B.; Yang, Y.; Liu, D.; Niu, C.; Gross, M.; Seymour, L.; Lee, H.; Le, P.M.; Vo, T.D.; Deng, Z.D.; et al. Good practices for rechargeable lithium metal batteries. J. Electrochem. Soc. 2019, 166, A4141. [Google Scholar] [CrossRef]
- Wei, H.; Wenjian, C.; Shaoping, W.; Tomovic, M.M. Mechanical wear debris feature, detection, and diagnosis: A review. Chin. J. Aeronaut. 2018, 31, 867–882. [Google Scholar]
- Jardine, A.K.; Lin, D.; Banjevic, D. A review on machinery diagnostics and prognostics implementing condition-based maintenance. Mech. Syst. Signal Process. 2006, 20, 1483–1510. [Google Scholar] [CrossRef]
- Carter, S.; Fisher, A.S.; Goodall, P.S.; Hinds, M.W.; Lancaster, S.; Shore, S. Atomic spectrometry update. Industrial analysis: Metals, chemicals and advanced materials. J. Anal. At. Spectrom. 2009, 24, 1599–1656. [Google Scholar] [CrossRef]
- SABA, C.S. Improving the wear metal detection of spectrometric oil analysis. Lubr. Eng. 1990, 46, 310–316. [Google Scholar]
- Jabłońska, M.; Janeczek, J. Identification of industrial point sources of airborne dust particles in an urban environment by a combined mineralogical and meteorological analyses: A case study from the Upper Silesian conurbation, Poland. Atmos. Pollut. Res. 2019, 10, 980–988. [Google Scholar] [CrossRef]
- Sato, T.; Matoba, Y. Rapid Detection and Element Identification of Fine Metal Particles for Underpinning Battery Quality. Hitachi Rev. 2016, 65, 263. [Google Scholar]
- Goldstein, J.I.; Newbury, D.E.; Michael, J.R.; Ritchie, N.W.; Scott, J.H.J.; Joy, D.C. Scanning Electron Microscopy and X-ray Microanalysis; Springer: Berlin, Germany, 2017. [Google Scholar]
- Chambers, K.; Arneson, M.; Waggoner, C. An on-line ferromagnetic wear debris sensor for machinery condition monitoring and failure detection. Wear 1988, 128, 325–337. [Google Scholar] [CrossRef]
- Flanagan, I.; Jordan, J.; Whittington, H. An inductive method for estimating the composition and size of metal particles. Meas. Sci. Technol. 1990, 1, 381. [Google Scholar] [CrossRef]
- Du, L.; Zhe, J.; Carletta, J.; Veillette, R.; Choy, F. Real-time monitoring of wear debris in lubrication oil using a microfluidic inductive Coulter counting device. Microfluid. Nanofluidics 2010, 9, 1241–1245. [Google Scholar] [CrossRef]
- Du, L.; Zhe, J. A high throughput inductive pulse sensor for online oil debris monitoring. Tribol. Int. 2011, 44, 175–179. [Google Scholar] [CrossRef]
- Wen, Z.; Yin, X.; Jiang, Z. Applications of electrostatic sensor for wear debris detecting in the lubricating oil. J. Inst. Eng. (India) Ser. C 2013, 94, 281–286. [Google Scholar] [CrossRef]
- Shi, H.; Zhang, H.; Gu, C.; Zeng, L. A multi-parameter on-chip impedance sensor for the detection of particle contamination in hydraulic oil. Sens. Actuators A Phys. 2019, 293, 150–159. [Google Scholar] [CrossRef]
- Wang, M.; Shi, H.; Zhang, H.; Huo, D.; Xie, Y.; Su, J. Improving the Detection Ability of Inductive Micro-Sensor for Non-Ferromagnetic Wear Debris. Micromachines 2020, 11, 1108. [Google Scholar] [CrossRef] [PubMed]
- Zhang, H.; Shi, H.; Li, W.; Ma, L.; Zhao, X.; Xu, Z.; Wang, C.; Xie, Y.; Zhang, Y. A Novel Impedance Micro-Sensor for Metal Debris Monitoring of Hydraulic Oil. Micromachines 2021, 12, 150. [Google Scholar] [CrossRef]
- Li, W.; Bai, C.; Wang, C.; Zhang, H.; Ilerioluwa, L.; Wang, X.; Yu, S.; Li, G. Design and Research of Inductive Oil Pollutant Detection Sensor Based on High Gradient Magnetic Field Structure. Micromachines 2021, 12, 638. [Google Scholar] [CrossRef]
- Murali, S.; Xia, X.; Jagtiani, A.V.; Carletta, J.; Zhe, J. Capacitive Coulter counting: Detection of metal wear particles in lubricant using a microfluidic device. Smart Mater. Struct. 2009, 18. [Google Scholar] [CrossRef]
- Paprotny, I.; Doering, F.; Solomon, P.A.; White, R.M.; Gundel, L.A. Microfabricated air-microfluidic sensor for personal monitoring of airborne particulate matter: Design, fabrication, and experimental results. Actuators A Phys. 2013, 201, 506–516. [Google Scholar] [CrossRef]
- Carminati, M.; Pedalà, L.; Bianchi, E.; Nason, F.; Dubini, G.; Cortelezzi, L.; Ferrari, G.; Sampietro, M. Capacitive detection of micrometric airborne particulate matter for solid-state personal air quality monitors. Actuators A Phys. 2014, 219, 80–87. [Google Scholar] [CrossRef]
- Cho, Y.S.; Hong, S.C.; Choi, J.; Jung, J.H. Development of an automated wet-cyclone system for rapid, continuous and enriched bioaerosol sampling and its application to real-time detection. Actuators B Chem. 2019, 284, 525–533. [Google Scholar] [CrossRef]
- Mainelis, G.; Masquelier, D.A.; Willeke, K.; Makarewicz, A.; Dzenitis, J.; Milanovich, F.P. Performance of a compact air-to-liquid aerosol collector with high concentration rate. J. Aerosol Sci. 2006, 37, 645–657. [Google Scholar] [CrossRef]
- Min, M.; Parve, T.; Pliquett, U.F. Impedance Detection; Springer: New York, NY, USA, 2015; pp. 1338–1361. [Google Scholar] [CrossRef]
- Agilent Technologies. Impedance Measurement Handbook; Agilent Technologies: Santa Clara, CA, USA, 2009. [Google Scholar]
- Morgan, H.; Sun, T.; Holmes, D.; Gawad, S.; Green, N.G. Single cell dielectric spectroscopy. J. Phys. D Appl. Phys. 2006, 40, 61. [Google Scholar] [CrossRef]
- Penin, N. Metal particle polarization. Bull. Lebedev Phys. Inst. 2009, 36, 63–67. [Google Scholar] [CrossRef]
- Bhagat, A.A.S.; Kuntaegowdanahalli, S.S.; Papautsky, I. Inertial microfluidics for continuous particle filtration and extraction. Microfluid. Nanofluidics 2008, 7, 217–226. [Google Scholar] [CrossRef]
- Di Carlo, D.; Irimia, D.; Tompkins, R.G.; Toner, M. Continuous inertial focusing, ordering, and separation of particles in microchannels. Proc. Natl. Acad. Sci. USA 2007, 104, 18892–18897. [Google Scholar] [CrossRef] [Green Version]
- Dressaire, E.; Sauret, A. Clogging of microfluidic systems. Soft Matter 2017, 13, 37–48. [Google Scholar] [CrossRef]
- Wee, M.M.R.; Buyong, M.R.; Majlis, B.Y. Effect of microchannel geometry in fluid flow for PDMS based device. In Proceedings of the RSM 2013 IEEE Regional Symposium on Micro and Nanoelectronics, Daerah Langkawi, Malaysia, 25–27 September 2013; pp. 391–393. [Google Scholar]
- Cottet, J.; Kehren, A.; van Lintel, H.; Buret, F.; Frénéa-Robin, M.; Renaud, P. How to improve the sensitivity of coplanar electrodes and micro channel design in electrical impedance flow cytometry: A study. Microfluid. Nanofluidics 2019, 23, 11. [Google Scholar] [CrossRef]
- Claudel, J.; Nadi, M.; Elmazria, O.; Kourtiche, D. An electrical model optimization for single cell flow impedance spectroscopy. Int. J. Smart Sens. Intell. Syst. 2016, 9, 526–536. [Google Scholar] [CrossRef] [Green Version]
- Daguerre, H.; Solsona, M.; Cottet, J.; Gauthier, M.; Renaud, P.; Bolopion, A. Positional dependence of particles and cells in microfluidic electrical impedance flow cytometry: Origin, challenges and opportunities. Lab A Chip 2020, 20, 3665–3689. [Google Scholar] [CrossRef] [PubMed]
- Abdul Rahman, M.S.; Mukhopadhyay, S.C.; Yu, P.-L. Novel Sensors for Food Inspection: Modelling, Fabrication and Experimentation; Novel Planar Interdigital Sensors; Springer: Cham, Switzerland; Heidelberg, Germany; New York, NY, USA; Dordrecht, The Netherlands; London, UK, 2014; pp. 11–35. [Google Scholar] [CrossRef]
- Mohd Syaifudin, A.; Mukhopadhyay, S.; Yu, P. Modelling and fabrication of optimum structure of novel interdigital sensors for food inspection. Int. J. Numer. Model. Electron. Netw. Devices Fields 2012, 25, 64–81. [Google Scholar] [CrossRef]
- Jun, L.Q.; bin Djaswadi, G.W.; bin Hawari, H.F.; Zakariya, M.A.B. Simulation of interdigitated electrodes (IDEs) geometry using COMSOL multiphysics. In Proceedings of the 2018 International Conference on Intelligent and Advanced System (ICIAS), Kuala Lumpur, Malaysia, 13–15 August 2018; pp. 1–6. [Google Scholar]
- Eddings, M.A.; Johnson, M.A.; Gale, B.K. Determining the optimal PDMS–PDMS bonding technique for microfluidic devices. J. Micromech. Microeng. 2008, 18, 067001. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Design Factors | Value |
|---|---|
| Finger gap (g) | 20 µm |
| Finger width (w) | 40 µm |
| Finger length (l) | 390 µm |
| Number of fingers (n) | 13 |
| Thickness (t) | 0.21 µm |
| Total length ( | 1480 µm |
| Total width ( | 490 µm |
| Detection Method | Detectable MP Range | Advantages | Disadvantages | Airborne MP Detection |
|---|---|---|---|---|
| Inductive [25] | 60–240 μm copper | Distinguishes ferromagnetic and non-ferromagnetic metals | Low sensitivity to non-ferromagnetic metals | No |
| Inductive and Resistive [26] | 46 μm iron 110 μm copper | No | ||
| Inductive [27] | 20 μm iron 100 μm copper | No | ||
| Capacitive [28] | 10–30 μm aluminum | High sensitivity | Low throughput | No |
| Capacitive(Current work) | 10–40 μm aluminum | High sensitivity and self-cleaning | Low throughput | Yes |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yoon, J.-S.; Park, J.; Ahn, H.-R.; Yoo, S.-J.; Kim, Y.-J. Microfluidic Airborne Metal Particle Sensor Using Oil Microcirculation for Real-Time and Continuous Monitoring of Metal Particle Emission. Micromachines 2021, 12, 825. https://doi.org/10.3390/mi12070825
Yoon J-S, Park J, Ahn H-R, Yoo S-J, Kim Y-J. Microfluidic Airborne Metal Particle Sensor Using Oil Microcirculation for Real-Time and Continuous Monitoring of Metal Particle Emission. Micromachines. 2021; 12(7):825. https://doi.org/10.3390/mi12070825
Chicago/Turabian StyleYoon, Jong-Seo, Jiwon Park, Hye-Rin Ahn, Seong-Jae Yoo, and Yong-Jun Kim. 2021. "Microfluidic Airborne Metal Particle Sensor Using Oil Microcirculation for Real-Time and Continuous Monitoring of Metal Particle Emission" Micromachines 12, no. 7: 825. https://doi.org/10.3390/mi12070825