
Scratch Behaviour of Bulk Silicon Nitride Ceramics

Abstract
:1. Introduction
2. Materials and Experiments
2.1. Materials
2.2. Scratch Experiments
2.3. Indentation Experiments
3. Results and Discussion
3.1. Analysis of Scratching Experiments
3.2. Results of the Indentation Experiments
4. Conclusions
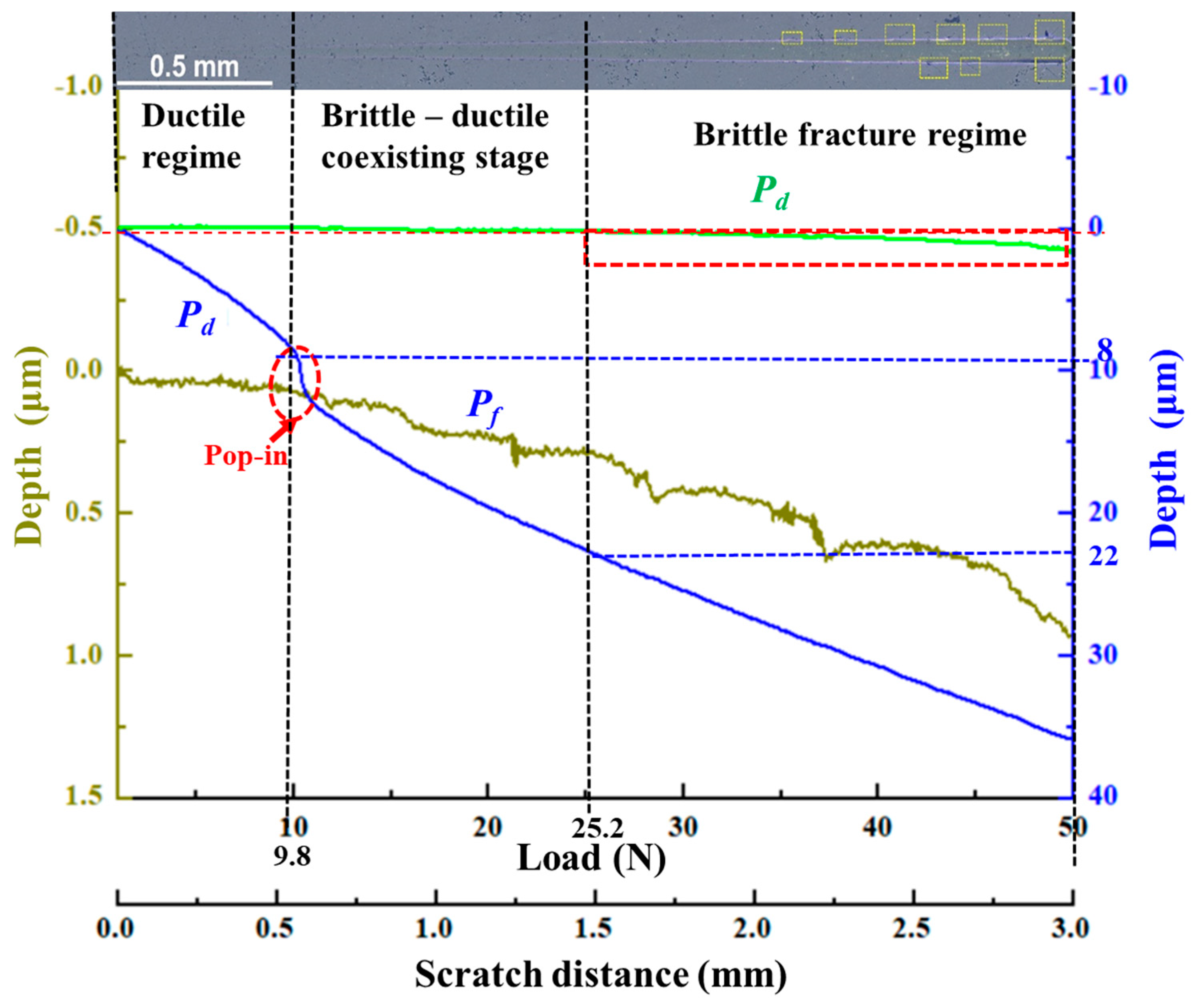
- Material removal exhibits three stages under increasing scratching depths: the ductile regime, the brittle–ductile coexisting stage, and the brittle fracture regime.
- When the load is less than 9.8 N, the Si3N4 ceramic material is mainly removed via the ductile material removal process. When the load reaches ~9.8 N, the occurrence of the pop-in event suggests that microcrack initiation and growth have occurred on the subsurface of the Si3N4 sample, and the material removal process transitions from ductile removal to brittle removal.
- The results show that 9.8 N is the critical value of ductile–brittle removal transformation because of the pop-in event, the critical machined depth of scratching is 8 μm, and the depth of indentation is 3.2 μm under the test conditions employed in this study. Moreover, the critical normal loads and machined depths from our experiments could be applied to identify the different material removal stages in the machining process.
Author Contributions
Funding
Conflicts of Interest
References
- Riley, F.L. Silicon nitride and related materials. J. Am. Ceram. Soc. 2000, 83, 245–265. [Google Scholar] [CrossRef]
- Kim, T.-W.; Lee, C.M. A study on the development of milling process for silicon nitride using ball end-mill tools by laser-assisted machining. Int. J. Adv. Manuf. Technol. 2015, 77, 1205–1211. [Google Scholar] [CrossRef]
- Wan, L.; Liu, Z.; Deng, Z.; Li, L.; Liu, W. Simulation and experimental research on subsurface damage of silicon nitride grinding. Ceram. Int. 2018, 44, 8290–8296. [Google Scholar] [CrossRef]
- Wang, Y.; Hadfield, M. Failure modes of ceramic rolling elements with surface crack defects. Wear 2004, 256, 208–219. [Google Scholar] [CrossRef]
- Guo, W.; Yuan, J.L.; Xiang, Z. Spheroidal machining test based on variable turning curvature grinding method with single turntable. Surf. Technol. 2018, 47, 251–258. [Google Scholar]
- Zhang, B.; Nakajima, A. Dynamics of magnetic fluid support grinding of Si3N4 ceramic balls for ultraprecision bearings and its importance in spherical surface generation. Precis. Eng. J. Int. Soc. Precis. Eng. Nanotechnol. 2003, 27, 1–8. [Google Scholar] [CrossRef]
- Umehara, N.; Kirtane, T.; Gerlick, R.; Jain, V.K.; Komanduri, R. A new apparatus for finishing large size/large batch silicon nitride (Si3N4) balls for hybrid bearing applications by magnetic float polishing (MFP). Int. J. Mach. Tools Manuf. 2006, 46, 151–169. [Google Scholar] [CrossRef]
- Csanádi, T.; Chinh, N.Q.; Szommer, P.; Dusza, J.; Lenčés, Z.; Šajgalík, P. Deformation and fracture of β-silicon nitride micropillars. J. Am. Ceram. Soc. 2015, 98, 374–377. [Google Scholar] [CrossRef]
- Deng, Z.; Zhang, B.; Sun, Z. Study on the materials removal mechanism in ceramic grinding. China Mech. Eng. 2002, 13, 1608–1611. [Google Scholar]
- Pei, Z.; Prabhakar, D.; Ferreira, P.; Haselkorn, M. A mechanistic approach to the prediction of material removal rates in rotary ultrasonic machining. J. Eng. Ind. 1995, 117, 771–784. [Google Scholar] [CrossRef] [Green Version]
- Cheng, X.; Wei, X.; Yang, X.; Guo, Y. Unified criterion for brittle-ductile transition in mechanical microcutting of brittle materials. J. Manuf. Sci. Eng. 2014, 136, 1013. [Google Scholar] [CrossRef]
- Bifano, T.; Dow, T.; Scattergood, R. Ductile-regime grinding. a new technology for machining brittle materials. ASME J. Eng. Ind. 1991, 113, 184–189. [Google Scholar] [CrossRef]
- Liu, C. Microstructural and reliability in grinding of silicon nitride. Mater. Sci. Eng. A 2004, 379, 437–442. [Google Scholar] [CrossRef]
- Lin, T.; Fu, Y.; Xu, J.; Li, H.; Ding, W. The influence of speed on material removal mechanism in high speed grinding with single grit. Int. J. Mach. Tools Manuf. 2015, 89, 191–201. [Google Scholar]
- Axinte, D.; Butler-Smith, P.; Akgun, C.; Kolluru, K. On the influence of single grit micro-geometry on grinding behavior of ductile and brittle materials. Int. J. Mach. Tools Manuf. 2013, 74, 12–18. [Google Scholar] [CrossRef]
- Huang, H.; Yin, L.; Zhou, L. High speed grinding of silicon nitride with resin bond diamond wheels. J. Mater. Process. Technol. 2003, 141, 329–336. [Google Scholar] [CrossRef]
- Xiao, Q.; Chen, G. Effect of cluster magnetorheological finishing parameters on subsurface damage depth. Acta Photonica Sin. 2017, 47, 69–75. [Google Scholar]
- Nazir, M.; Khan, Z.; Saeed, A. Experimental analysis and modelling of c-crack propagation in silicon nitride ball bearing element under rolling contact fatigue. Tribol. Int. 2018, 126, 386–401. [Google Scholar] [CrossRef]
- Liu, J.; Lü, S.; Liu, Z. Evaluation of thickness of machined surface deformation layer with image processing technology. J. Tianjin Univ. 2015, 48, 547–554. [Google Scholar]
- Xu, L.; Guo, J.; Yu, B.; Qian, L. Rapid detection on the thickness of sub-surface damage layer of silicon. J. Mech. Eng. 2016, 52, 108–114. [Google Scholar] [CrossRef]
- Bobzin, K.; Brögelmann, T.; Kruppe, N.; Arghavani, M.; Mayer, J.; Weirich, T. On the ductile deformation of chromium-based nitride hard coatings deposited by hybrid dcMS/HPPMS: A fundamental study using nanoscratch test. Surf. Coat. Technol. 2016, 308, 298–306. [Google Scholar] [CrossRef]
- Yan, L.; Jiang, F.; Rong, Y. Grinding mechanism based on single grain cutting simulation. J. Mech. Eng. 2012, 48, 172–182. [Google Scholar] [CrossRef]
- Zhang, P.; Zhao, H.; Shi, C.; Zhang, L.; Huang, H.; Ren, L. Influence of double-tip scratch and single-tip scratch on nano-scratching process via molecular dynamics simulation. Appl. Surf. Sci. 2013, 280, 751–756. [Google Scholar] [CrossRef]
- Doman, D.; Bauer, R.; Warkentin, A. Experimentally validated finite element model of the rubbing and ploughing phases in scratch tests. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2009, 223, 1519–1527. [Google Scholar] [CrossRef]
- Liu, W. Simulation and experiment study for silicon nitride cutting with single diamond grain. J. Mech. Eng. 2015, 51, 191–198. [Google Scholar] [CrossRef]
- Liu, W.; Deng, Z.; Shang, Y. Experimental study on single diamond grinding of silicon nitride ceramics. Weapon Mater. Sci. Eng. 2016, 39, 61–65. [Google Scholar]
- Zhang, F.; Meng, B.; Geng, Y.; Zhang, Y. Study on the machined depth when nanoscratching on 6H-SiC using Berkovich indenter: Modelling and experimental study. Appl. Surf. Sci. 2016, 368, 449–455. [Google Scholar] [CrossRef]
- Wang, J.; Guo, B.; Zhao, Q.; Zhang, C.; Zhang, Q.; Zhai, W. Evolution of material removal modes of sapphire under varied scratching depths. Ceram. Int. 2017, 43, 10353–10360. [Google Scholar] [CrossRef]
- Petzow, G.; Herrmann, M. Silicon nitride ceramics. Struct. Bond. 2002, 102, 47–167. [Google Scholar]
- Chiang, S. The response of solids to elastic/ductile indentation. II. Fracture initiation. J. Appl. Phys. 1982, 53, 312–317. [Google Scholar] [CrossRef]
- Griffith, L. Material Properties and Fracture Mechanics in Relation to Ceramic Machining; U.S. Department of Energy Office of Scientific and Technical Information: Washington, DC, USA, 1993.
- Zimmermann, A.; Rödel, J. Fracture statistics based on pore/grain-size interaction. J. Am. Ceram. Soc. 2004, 82, 2279–2281. [Google Scholar] [CrossRef]
- Wu, X.; Hong, Y. Microstructure and mechanical properties at TiCp/Ni-alloy interfaces in laser-synthesized coatings. Mater. Sci. Eng. A 2001, 318, 15–21. [Google Scholar] [CrossRef]
- Sharma, P.; Yubuta, K.; Kimura, H.; Inoue, A. Brittle metallic glass deforms plastically at room temperature in glassy multilayers. Phys. Rev. B 2009, 80, 024106. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Density | Hardness | Elastic Modulus | Toughness | Flexure Strength |
|---|---|---|---|---|
| 3.22 g/cm3 | 18 GPa | 380 GPa | 10.5 MPa·m1/2 | 550 MPa |
| Length | Width | Thickness | Surface Roughness (Ra) | Surface Roughness After Polishing (Ra) |
|---|---|---|---|---|
| 15 mm | 15 mm | 0.8 mm | 404 nm | 80 nm |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xiao, X.; Deng, J.; Xiong, Q.; Yan, Q.; Wu, Z.; Lin, H. Scratch Behaviour of Bulk Silicon Nitride Ceramics. Micromachines 2021, 12, 707. https://doi.org/10.3390/mi12060707
Xiao X, Deng J, Xiong Q, Yan Q, Wu Z, Lin H. Scratch Behaviour of Bulk Silicon Nitride Ceramics. Micromachines. 2021; 12(6):707. https://doi.org/10.3390/mi12060707
Chicago/Turabian StyleXiao, Xiaolan, Jiayun Deng, Qiang Xiong, Qiusheng Yan, Zhengtao Wu, and Huatay Lin. 2021. "Scratch Behaviour of Bulk Silicon Nitride Ceramics" Micromachines 12, no. 6: 707. https://doi.org/10.3390/mi12060707