
Orthogonality Measurement of Three-Axis Motion Trajectories for Micromanipulation Robot Systems


Abstract
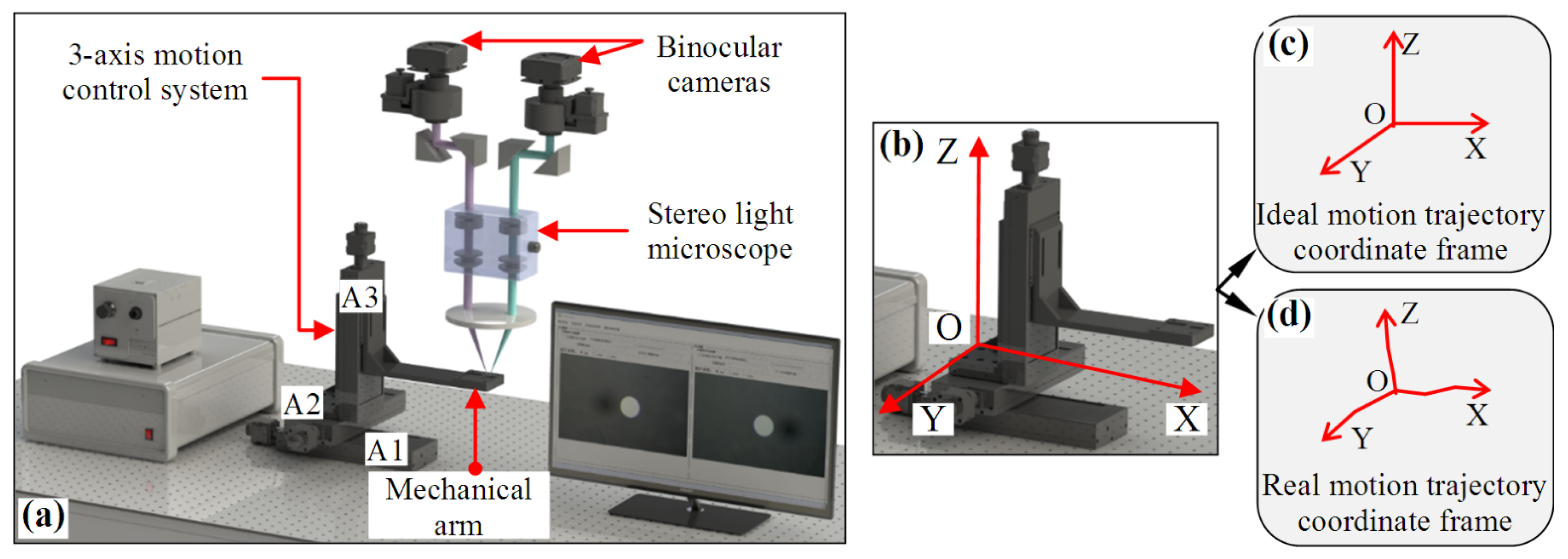
:1. Introduction
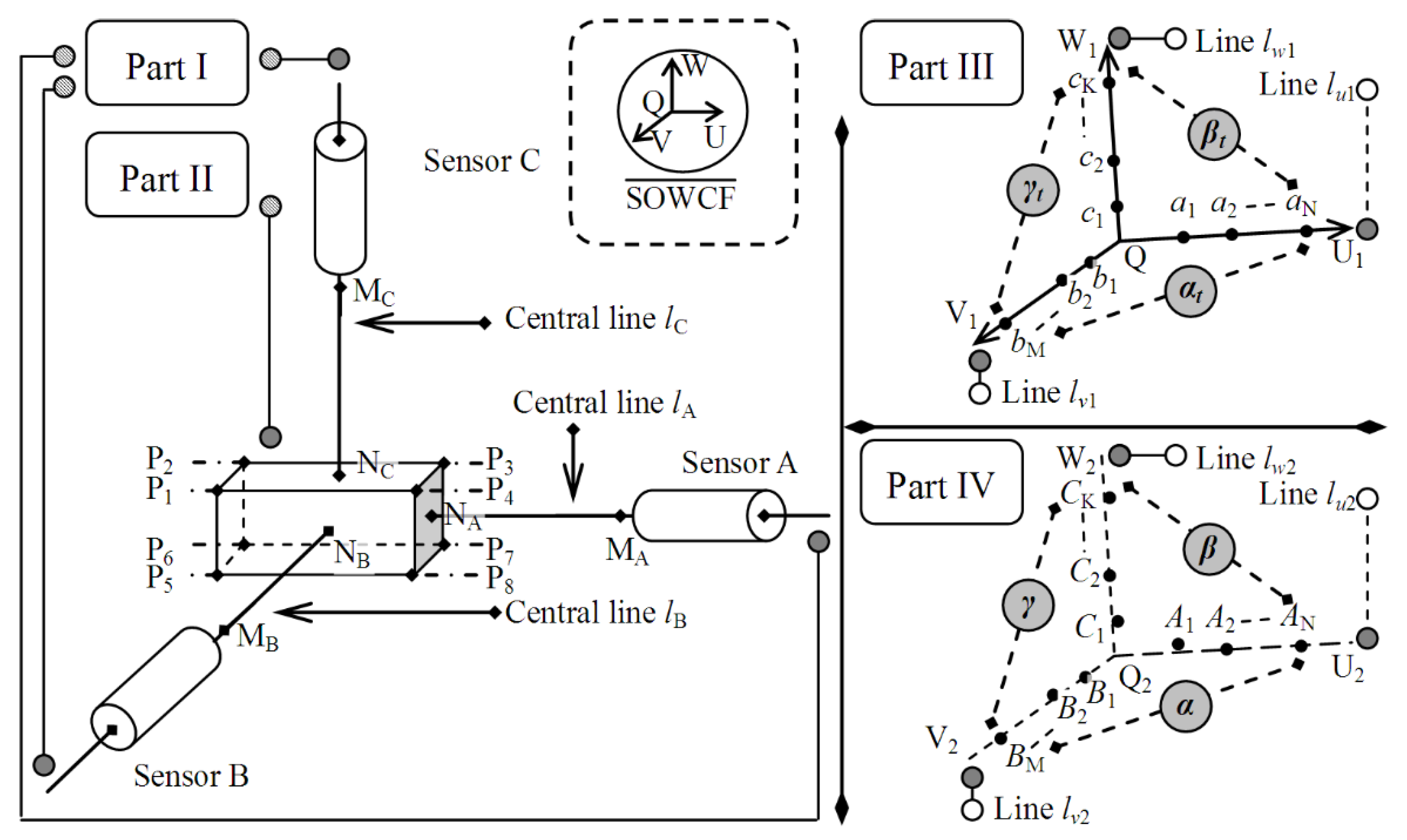
2. Motion Trajectory Coordinate Frame
3. Methods
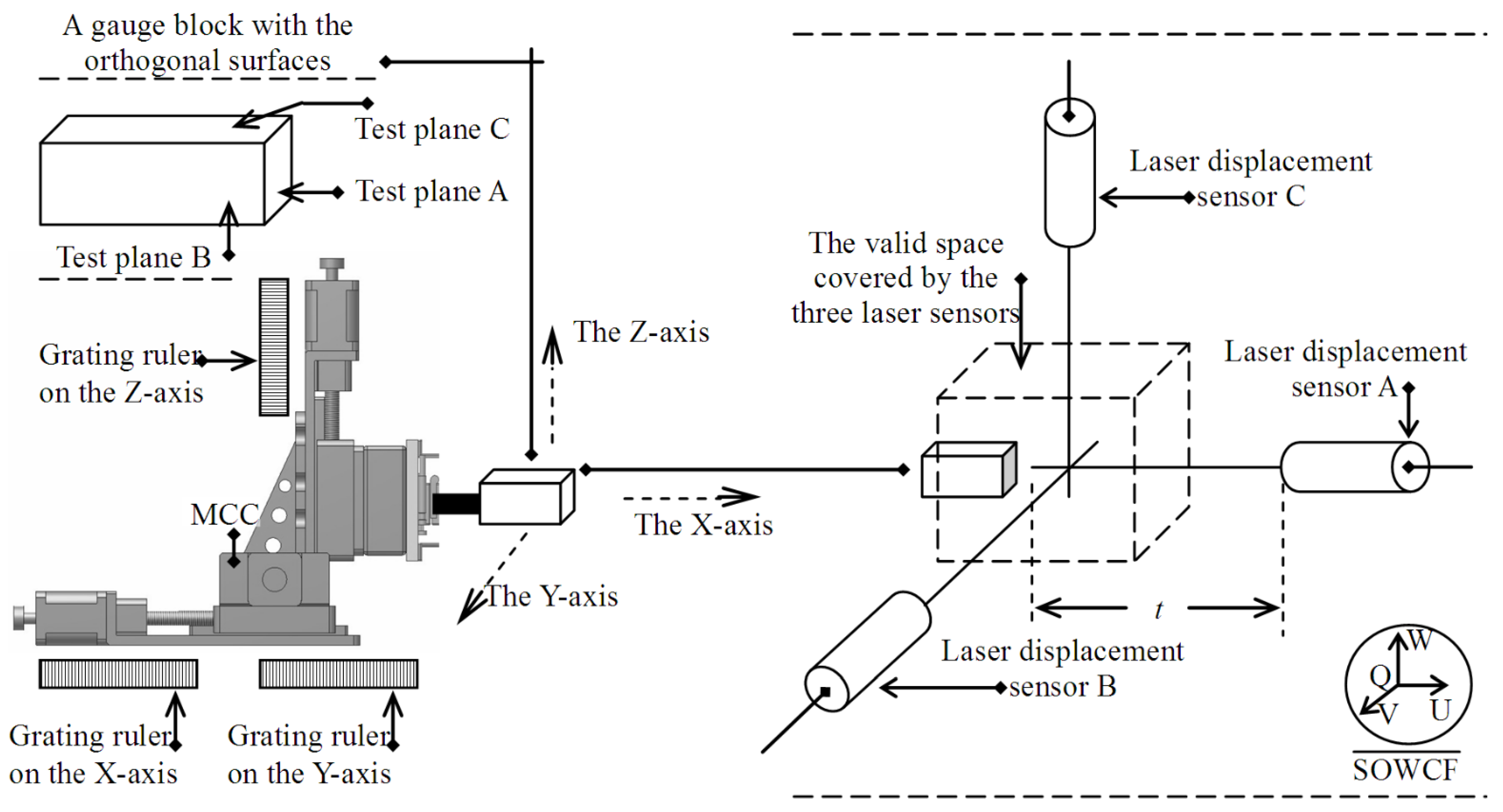
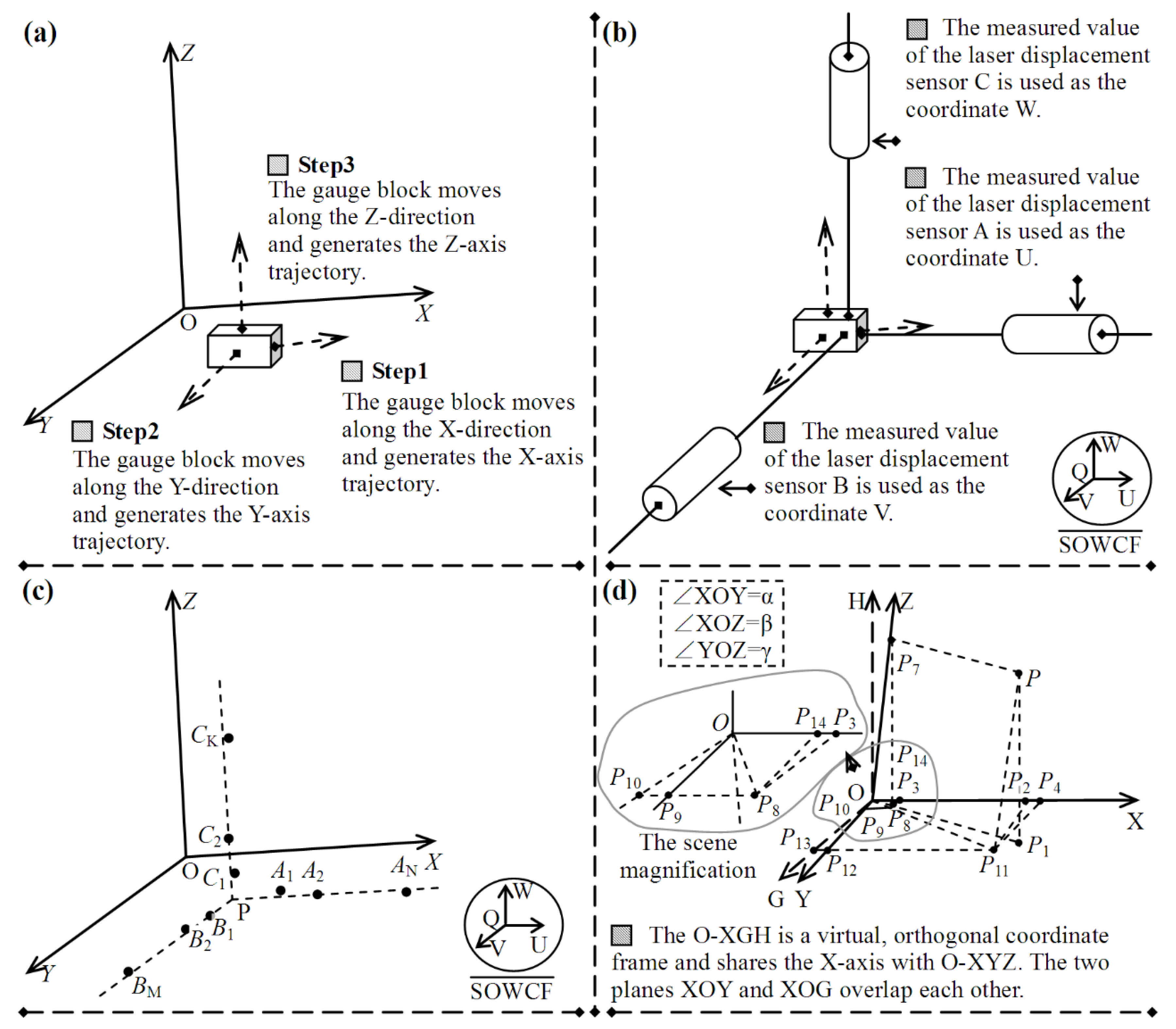
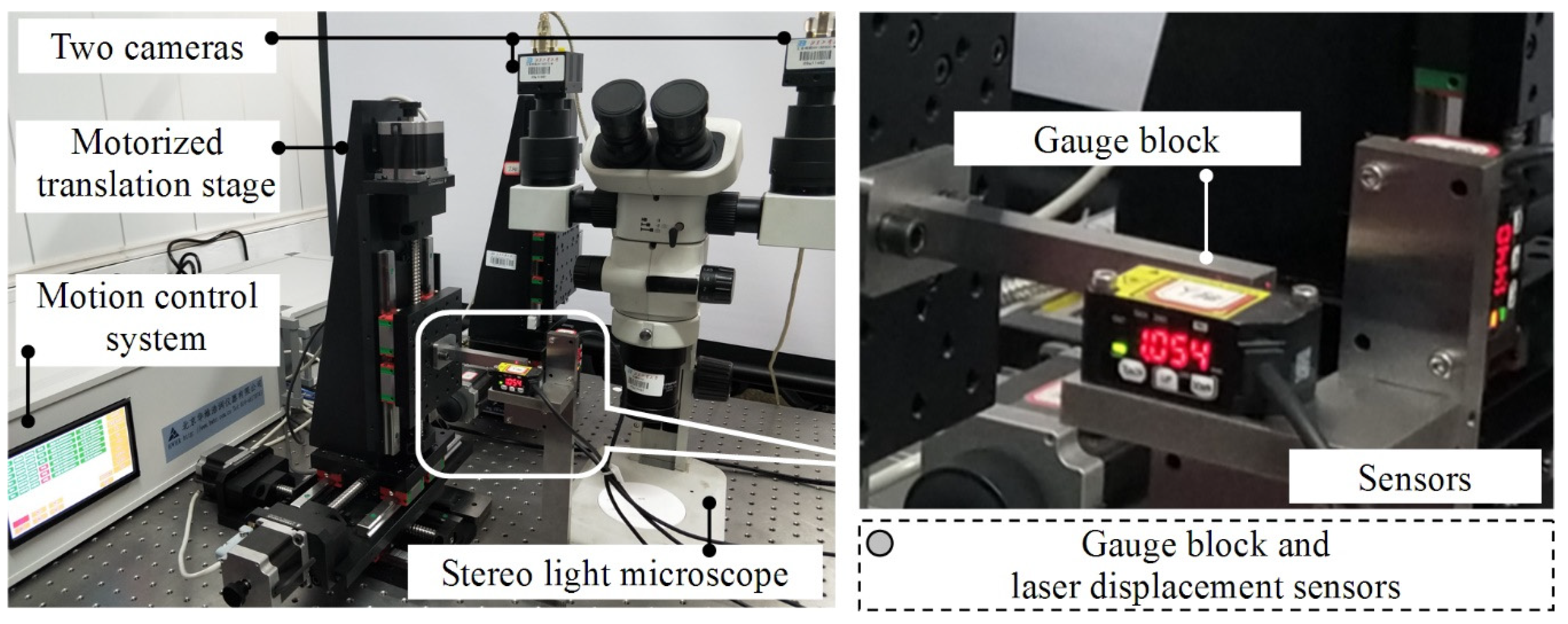
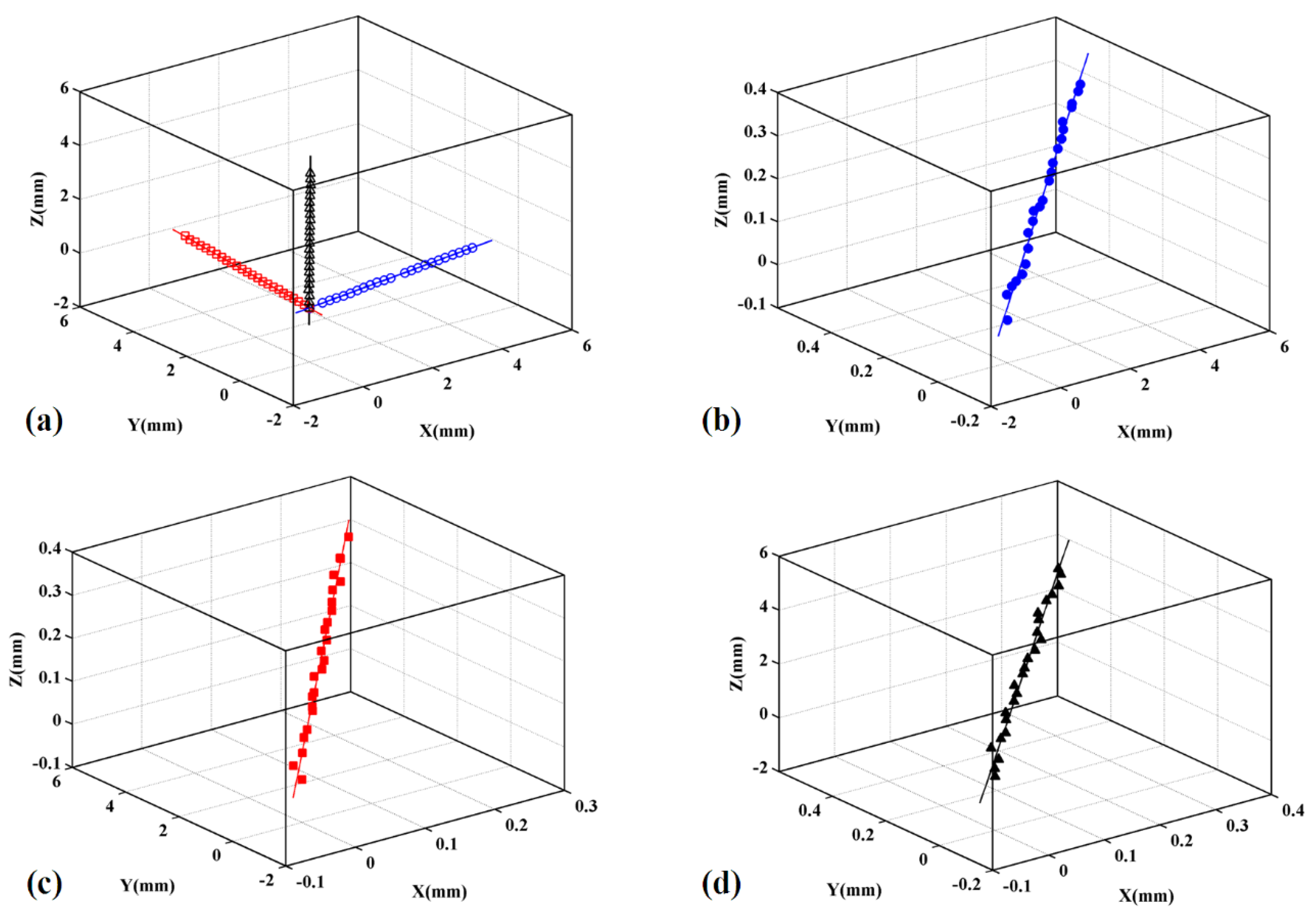
3.1. Data Acquisition
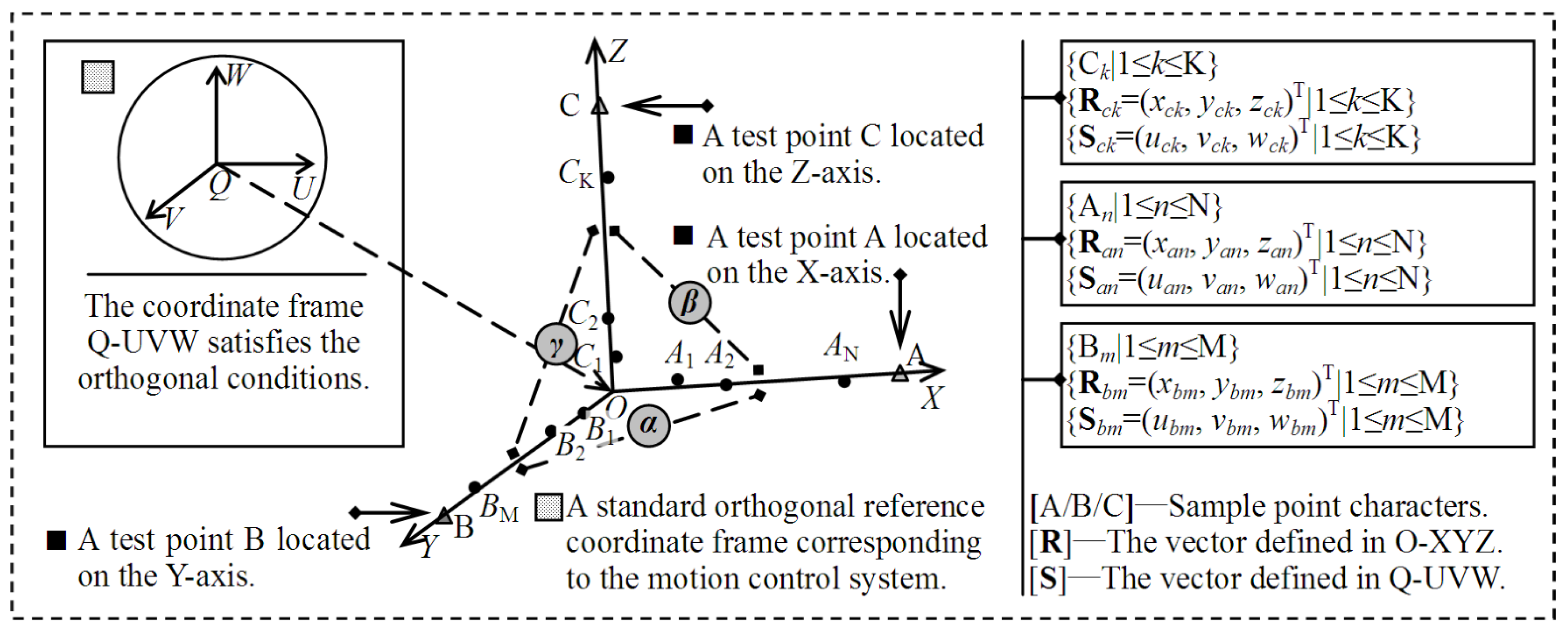
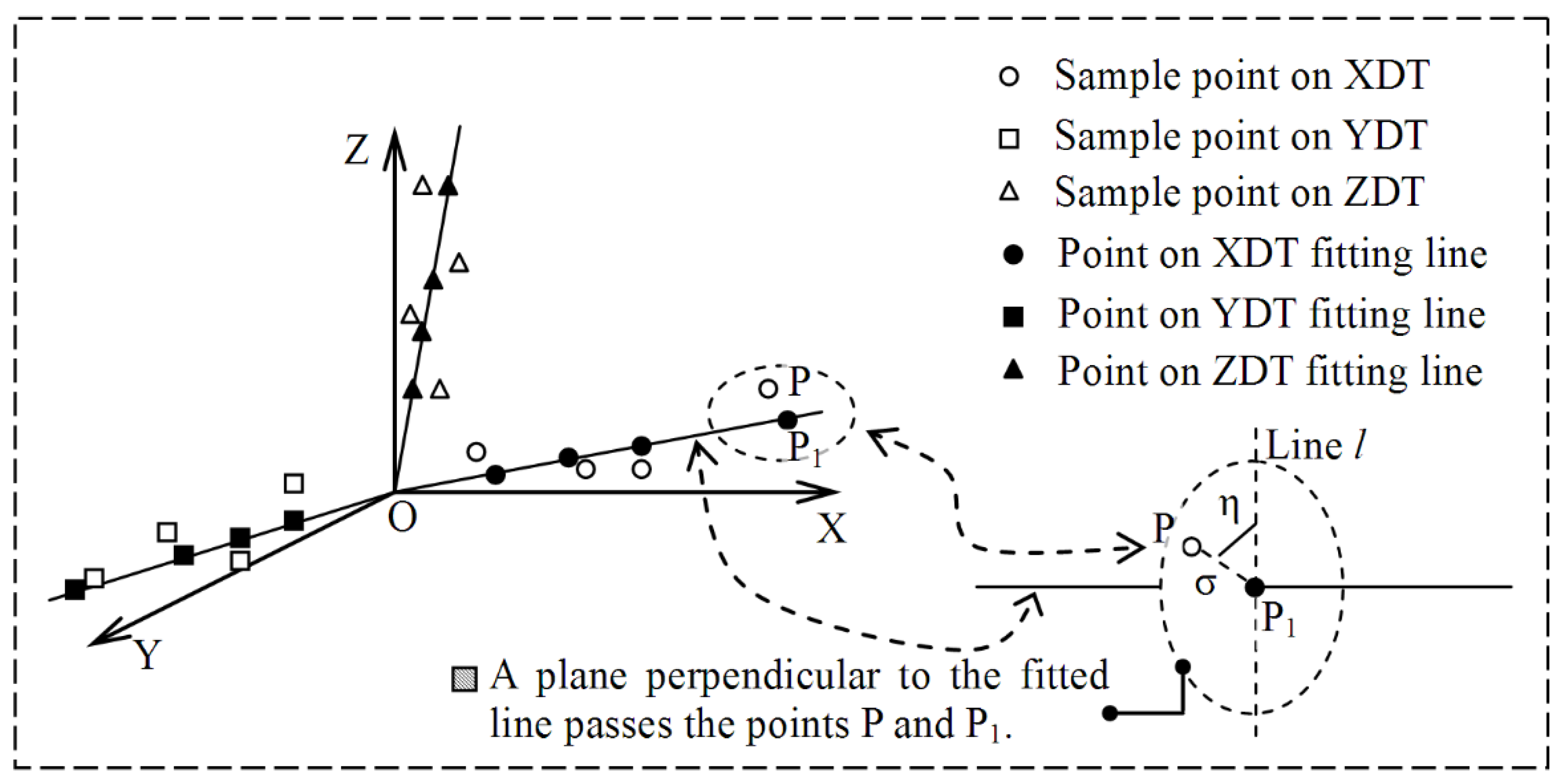
3.2. Three-Axis Orthogonality Evaluation
3.3. Compensation for Three-Axis Nonorthogonality
4. Analysis of the Orthogonal Coordinate Frame
4.1. Description of Position and Posture
4.2. Simulation Method
4.3. Simulation Results
5. Results and Discussion
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Danuser, G. Photogrammetric calibration of a stereo light microscope. J. Microsc. 1999, 193, 62–83. [Google Scholar] [CrossRef] [Green Version]
- Wason, J.D.; Wen, J.T.; Gorman, J.J.; Dagalakis, N.G. Automated multiprobe microassembly using vision feedback. IEEE Trans. Robot. 2012, 28, 1090–1103. [Google Scholar] [CrossRef]
- Das, A.N.; Murthy, R.; Popa, D.O.; Stephanou, H.E. A multiscale assembly and packaging system for manufacturing of complex micro-nano devices. IEEE Trans. Autom. Sci. Eng. 2012, 9, 160–170. [Google Scholar] [CrossRef]
- Yamamoto, H.; Sano, T. Study of micromanipulation using stereoscopic microscope. IEEE Trans. Instrum. Meas. 2002, 51, 182–187. [Google Scholar] [CrossRef]
- Sano, T.; Nagahata, H.; Yamamoto, H. Automatic micromanipulation system using stereoscopic microscope. IEEE Instrum. Meas. Technol. Conf. 1999, 1, 327–331. [Google Scholar]
- Konishi, S.; Nokata, M.; Jeong, O.C.; Kusuda, S.; Sakakibara, T. Pneumatic micro hand and miniaturized parallel link robot for micro manipulation robot system. IEEE Int. Conf. Robot. Autom. 2006, 1036–1041. [Google Scholar] [CrossRef]
- Menciassi, A.; Eisinberg, A.; Carrozza, M.C.; Dario, P. Force sensing microinstrument for measuring tissue properties and pulse in microsurgery. IEEE-ASME Trans. Mechatron. 2003, 8, 10–17. [Google Scholar] [CrossRef]
- Avci, E.; Ohara, K.; Nguyen, C.N.; Theeravithayangkura, C.; Kojima, M. High-speed automated manipulation of microobjects using a two-fingered microhand. IEEE Trans. Ind. Electron. 2015, 62, 1070–1079. [Google Scholar] [CrossRef]
- Takeuchi, M.; Kojima, M. Evaluation and application of thermoresponsive gel handling towards manipulation of single cells. IEEE/RSJ Int. Conf. Intell. Robot. Syst. 2011, 457–462. [Google Scholar] [CrossRef]
- Alogla, A. A scalable syringe-actuated microgripper for biological manipulation. Sens. Actuator A Phys. A Phys. 2013, 202, 135–139. [Google Scholar] [CrossRef]
- Fabian, R.; Tyson, C.; Tuma, P.L.; Pegg, I.; Sarkar, A. A horizontal magnetic tweezers and its use for studying single DNA molecules. Micromachines 2018, 9, 188. [Google Scholar] [CrossRef] [Green Version]
- Guo, S.X.; Wang, Q. 6-DOF manipulator-based novel type of biomedical support system. IEEE Int. Conf. Robot. Biomim. 2004, 125–129. [Google Scholar] [CrossRef]
- Hubschman, J.P.; Bourges, J.L.; Choi, W.; Mozayan, A.; Tsirbas, A. ‘The microhand’: A new concept of micro-forceps for ocular robotic surgery. Eye 2009, 24, 364–367. [Google Scholar] [CrossRef] [PubMed]
- Richa, R.; Balicki, M.; Sznitman, R.; Meisner, E.; Taylor, R. Vision-based proximity detection in retinal surgery. IEEE Trans. Biomed. Eng. 2012, 59, 2291–2301. [Google Scholar] [CrossRef] [Green Version]
- Becker, B.C.; MacLachlan, R.A.; Lobes, L.A.; Hager, G.D.; Riviere, C.N. Vision-based control of a handheld surgical micromanipulator with virtual fixtures. IEEE Trans. Robot. 2013, 29, 674–683. [Google Scholar] [CrossRef] [Green Version]
- Wang, Y.Z. A stereovision model applied in bio-micromanipulation system based on stereo light microscope. Microsc. Res. Tech. 2017, 80, 1256–1269. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.Z.; Zhao, Z.Z.; Wang, J.S. Microscopic vision modeling method by direct mapping analysis for micro-gripping system with stereo light microscope. Micron 2016, 83, 93–109. [Google Scholar] [CrossRef]
- Wang, Y.Q.; Guo, Z.C.; Liu, B.T. Investigation of ball screw’s alignment error based on dynamic modeling and magnitude analysis of worktable sensed vibration signals. Assem. Autom. 2017, 37, 483–489. [Google Scholar] [CrossRef]
- Vicente, D.A.; Hecker, R.L.; Villegas, F.J.; Flores, G.M. Modeling and vibration mode analysis of a ball screw drive. Int. J. Adv. Manuf. Tech. 2012, 58, 257–265. [Google Scholar] [CrossRef]
- Huan, J. Research on Key Manufacturing Process Optimization and Precision Control Method of Ball Scree. Master’s Thesis, Shandong University, Shandong, China, 2019. [Google Scholar]
- Li, F.H.; Jiang, Y.; Li, T.M.; Du, Y.S. An improved dynamic model of preloaded ball screw drives considering torque transmission and its application to frequency analysis. Adv. Mech. Eng. 2017, 9, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Li, F.H.; Li, T.M.; Jiang, Y.; Li, F.C. Effects of velocity on elastic deformation in ball scree drives and its compensation. In Proceedings of the ASME 2017 International Mechanical Engineering Congress and Exposition, Tampa, FL, USA, 3–9 November 2017. [Google Scholar]
- Zhou, Q.; Liu, B.F.; Lian, X.Y.; Chen, B.Y.; Huang, L.; Li, Q.; Gao, S.T. Experimental research on the control and non-linear calibration of large-scale two-dimensional nanometer displacement stage. Acta Metrol. Sin. 2018, 39, 771–776. [Google Scholar]
- Li, Q.X.; Gao, S.T.; Li, W. A construction of laser interferometer of nanometer displacement calibration system based on HSPMI and Experiment research. Acta Metrol. Sin. 2013, 34, 519–523. [Google Scholar]
- Lu, L.L. Error Analysis and Accuracy Compensation for High-Speed High-Precision Motion Platform. Ph.D. Thesis, University of Science and Technology of China, Hefei, China, 2019. [Google Scholar]
- Wang, Y.Z.; Zhao, Z.Z. Space quantization between the object and image spaces of a microscopic stereovision system with a stereo light microscope. Micron 2019, 116, 46–53. [Google Scholar] [CrossRef]
- Cai, C.T.; Wang, F. Fast trajectory measurement algorithm for linear motion based on binocular camera. Laser Optoelectron. Prog. 2019, 56, 1–11. [Google Scholar]
- Wang, Y.Z. Disparity surface reconstruction based on a stereo light microscope and laser fringes. Microsc. Microanal. 2018, 24, 503–516. [Google Scholar] [CrossRef] [PubMed]
- Kou, M.; Wang, G.; Jiang, C.; Li, W.L.; Mao, J.C. Calibration of the laser displacement sensor and integration of on-site scanned points. Meas. Technol. 2020, 31, 125104. [Google Scholar] [CrossRef]
- Li, B.; Li, F.; Liu, H.Q.; Cai, H.; Mao, X.; Peng, F. A measurement strategy and an error-compensation model for the on-machine laser measurement of large-scale free-form surfaces. Meas. Sci. Technol. 2013, 25, 015204. [Google Scholar] [CrossRef]
- Ibaraki, S.; Kimura, Y.; Nagai, Y.; Nishikawa, S. Formulation of influence of machine geometric errors on five-axis on-machine scanning measurement by using a laser displacement senso. Manufact. Sci. Eng. 2015, 137, 021013. [Google Scholar] [CrossRef]
- Deng, X.Y.; Lu, T.D.; Chang, X.T.; Tao, W.Y. A mixed structured total least squares algorithm for spatial straight line fitting. Sci. Surv. Mapp. 2016, 41, 2–4. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Category | α | β | γ | Logic |
|---|---|---|---|---|
| Orthogonal rule | |α-90°| ≤ Tabc | |β-90°| ≤ Tabc | |γ-90°| ≤ Tabc | α&β&γ |
| Non-orthogonal rule | |α-90°| > Tabc | |β-90°| > Tabc | |γ-90°| > Tabc | A||β||γ |
| Item | Parameter | Case I (1°) | Case II (2°) | Case III (3°) | Case IV (4°) | Case V (5°) |
|---|---|---|---|---|---|---|
| Input angle (°) | θu, θv, θw | 1.0, 1.0, 1.0 | 2.0, 2.0, 2.0 | 3.0, 3.0, 3.0 | 4.0, 4.0, 4.0 | 5.0, 5.0, 5.0 |
| αa, βa, γa | 0.9965, 89.2954, 89.2954 | 1.9925, 88.5912, 88.5912 | 2.9972, 87.8812, 87.8812 | 4.0000, 87.1727, 87.1727 | 4.9905, 86.4734, 86.4734 | |
| αb, βb, γb | 89.2954, 0.9965, 89.2954 | 88.5912, 1.9925, 88.5912 | 87.8812, 2.9972, 87.8812 | 87.1727, 4.0000, 87.1727 | 86.4734, 4.9905, 86.4734 | |
| αc, βc, γc | 89.2954, 89.2954, 0.9965 | 88.5912, 88.5912, 1.9925 | 87.8812, 87.8812, 2.9972 | 87.1727, 87.1727, 4.0000 | 86.4734, 86.4734, 4.9905 | |
| αu1, βu1, γu1 | 1.0006, 89.2925, 89.2925 | 2.0006, 88.5855, 88.5855 | 2.9994, 87.8796, 87.8796 | 4.0063, 87.1683, 87.1683 | 5.0008, 86.4662, 86.4662 | |
| αv1, βv1, γv1 | 89.2925, 1.0006, 89.2925 | 88.5855, 2.0006, 88.5855 | 87.8796, 2.9994, 87.8796 | 87.1683, 4.0063, 87.1683 | 86.4662, 5.0008, 86.4662 | |
| αw1, βw1, γw1 | 89.2925, 89.2925, 1.0006, | 88.5855, 88.5855, 2.0006 | 87.8796, 87.8796, 2.9994 | 87.1683, 87.1683, 4.0063 | 86.4662, 86.4662, 5.0008 | |
| Output angle (°) | αu2, βu2, γu2 | 1.7324, 90.2626, 88.2877 | 3.4640, 90.465, 86.5675 | 5.1940, 90.6086, 84.8419 | 6.9269, 90.6847, 83.1074 | 8.6494, 90.7093, 81.3801 |
| αv2, βv2, γv2 | 88.3052, 1.7150, 90.2624 | 86.6374, 3.3945, 90.4638 | 84.9989, 5.0376, 90.6034 | 83.3849, 6.6496, 90.6729 | 81.8102, 8.2190, 90.6869 | |
| αw2, βw2, γw2 | 90.2802, 88.3050, 1.7181 | 90.5365, 86.6359, 3.4067 | 90.7698, 84.9940, 5.0651 | 90.9738, 83.3742, 6.6976 | 91.1644, 81.7907, 8.2926 | |
| αt, βt, γt | 88.5763, 88.5763, 88.5763 | 87.1369, 87.1369, 87.1369 | 85.6835, 85.6835, 85.6835 | 84.2030, 84.2030, 84.2030 | 82.7265, 82.7265, 82.7265 | |
| α, β, γ | 88.5763, 88.5764, 88.5763 | 87.1367, 87.1372, 87.1370 | 85.6821, 85.6847, 85.6838 | 84.1987, 84.2067, 84.2039 | 82.7162, 82.7353, 82.7289 | |
| δα, δβ, δγ | 0, 0.0001, 0 | −0.0002, 0.0003, 0.0001 | −0.0014, 0.0012, 0.0003 | −0.0043, 0.0037, 0.0009 | −0.0103, 0.0088, 0.0024 | |
| Influence level | Weak (<0.005°) | Weak (<0.005°) | Weak (<0.005°) | Weak (<0.005°) | Middle (0.01° <&<0.1°) |
| Item | Parameter | Case VI (6°) | Case VII (7°) | Case VIII (8°) | Case IX (9°) | Case X (10°) |
|---|---|---|---|---|---|---|
| Input angle (°) | θu, θv, θw | 6.0, 6.0, 6.0 | 7.0, 7.0, 7.0 | 8.0, 8.0, 8.0 | 9.0, 9.0, 9.0 | 10.0, 10.0, 10.0 |
| αa, βa, γa | 5.9978, 85.7628, 85.7628 | 7.0013, 85.0555, 85.0555 | 8.0005, 84.3520, 84.3520 | 8.9997, 83.6494, 83.6494 | 10.0002, 82.9468, 82.9468 | |
| αb, βb, γb | 85.7628, 5.9978, 85.7628 | 85.0555, 7.0013, 85.0555 | 84.3520, 8.0005, 84.3520 | 83.6494, 8.9997, 83.6494 | 82.9468, 10.0002, 82.9468 | |
| αc, βc, γc | 85.7628, 85.7628, 5.9978 | 85.0555, 85.0555, 7.0013 | 84.3520, 84.3520, 8.0005 | 83.6494, 83.6494, 8.9997 | 82.9468, 82.9468, 0.0002 | |
| αu1, βu1, γu1 | 6.0022, 85.7597, 85.7597 | 6.9900, 85.0634, 85.0634 | 8.0032, 84.3501, 84.3501 | 9.0016, 83.6481, 83.6481 | 10.0003, 82.9468, 82.9468 | |
| αv1, βv1, γv1 | 85.7597, 6.0022, 85.7597 | 85.0634, 6.9900, 85.0634 | 84.3501, 8.0032, 84.3501 | 83.6481, 9.0016, 83.6481 | 82.9468, 10.0003, 82.9468 | |
| αw1, βw1, γw1 | 85.7597, 85.7597, 6.0022, | 85.0634, 85.0634, 6.9900, | 84.3501, 84.3501, 8.0032 | 83.6481, 83.6481, 9.0016 | 82.9468, 82.9468, 10.0003 | |
| Output angle (°) | αu2, βu2, γu2 | 10.3714, 90.6677, 79.6506 | 12.0792, 90.5764, 77.9350 | 13.7932, 90.4053, 76.2130 | 15.4882, 90.1872, 74.5130 | 17.1705, 89.9113, 72.8298 |
| αv2, βv2, γv2 | 80.2634, 9.7574, 90.6302 | 78.7582, 11.2541, 90.5186 | 77.2719, 12.7323, 90.3209 | 75.8295, 14.1707, 90.0696 | 74.4226, 15.5794, 89.7532 | |
| αw2, βw2, γw2 | 91.3280, 80.2321, 9.859 | 91.4811, 78.7122, 11.3871 | 91.5940, 77.2081, 12.8942 | 91.6993, 75.7455, 14.3597 | 91.7859, 74.3162, 15.7903 | |
| αt, βt, γt | 81.2261, 81.2261, 81.2261 | 79.7333, 79.7333, 79.7333 | 78.1896, 78.1896, 78.1896 | 76.6567, 76.6567, 76.6567 | 75.1121, 75.1121, 75.1121 | |
| α, β, γ | 81.2053, 81.2443, 81.2313 | 79.6957, 79.7664, 79.7431 | 78.1274, 78.2453, 78.2070 | 76.5600, 76.7443, 76.6853 | 74.9694, 75.2433, 75.1569 | |
| δα, δβ, δγ | −0.0208, 0.0182, 0.0052 | −0.0376, 0.0331, 0.0098 | −0.0622, 0.0557, 0.0174 | −0.0967, 0.0876, 0.0286 | −0.1427, 0.1312, 0.0448 | |
| Influence level | Middle (0.01° < & < 0.1°) | Middle (0.01° < & < 0.1°) | Middle (0.01° < & < 0.1°) | Middle (0.01° < & < 0.1°) | Large (>0.1°) |
| Group | θ | True Value (°) | Measured Value (°) | Absolute Error (°) | Relative Error (%) |
|---|---|---|---|---|---|
| 1 | θXY | 90.000 | 89.875 | −0.125 | 0.138 |
| θXZ | 90.000 | 90.015 | 0.015 | 0.016 | |
| θYZ | 90.000 | 89.943 | −0.057 | 0.063 | |
| 2 | θXY | 88.578 | 88.467 | −0.111 | 0.125 |
| θXZ | 88.578 | 88.417 | −0.161 | 0.182 | |
| θYZ | 88.578 | 88.663 | 0.085 | 0.096 | |
| 3 | θXY | 87.137 | 86.931 | −0.206 | 0.237 |
| θXZ | 87.137 | 87.070 | −0.067 | 0.077 | |
| θYZ | 87.137 | 87.106 | −0.031 | 0.035 | |
| 4 | θXY | 85.682 | 85.720 | 0.038 | 0.045 |
| θXZ | 85.682 | 85.437 | −0.245 | 0.286 | |
| θYZ | 85.682 | 85.597 | −0.085 | 0.099 | |
| 5 | θXY | 84.213 | 84.178 | −0.035 | 0.042 |
| θXZ | 84.213 | 84.067 | −0.146 | 0.173 | |
| θYZ | 84.213 | 84.203 | −0.010 | 0.012 | |
| 6 | θXY | 82.728 | 82.623 | −0.105 | 0.127 |
| θXZ | 82.728 | 82.568 | −0.160 | 0.193 | |
| θYZ | 82.728 | 82.809 | 0.081 | 0.098 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Liu, J.; Chen, H.; Chen, J.; Lu, Y. Orthogonality Measurement of Three-Axis Motion Trajectories for Micromanipulation Robot Systems. Micromachines 2021, 12, 344. https://doi.org/10.3390/mi12030344
Wang Y, Liu J, Chen H, Chen J, Lu Y. Orthogonality Measurement of Three-Axis Motion Trajectories for Micromanipulation Robot Systems. Micromachines. 2021; 12(3):344. https://doi.org/10.3390/mi12030344
Chicago/Turabian StyleWang, Yuezong, Jinghui Liu, Hao Chen, Jiqiang Chen, and Yangyang Lu. 2021. "Orthogonality Measurement of Three-Axis Motion Trajectories for Micromanipulation Robot Systems" Micromachines 12, no. 3: 344. https://doi.org/10.3390/mi12030344