
Transesterification of Sunflower Oil over Waste Chicken Eggshell-Based Catalyst in a Microreactor: An Optimization Study

 ,
,  , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
Chemicals
2.2. Methods
2.2.1. Catalyst Preparation
Catalyst Characterization
2.2.2. Transesterification in the Microreactor
2.2.3. Design of Experiments and Optimization
2.2.4. Measurement of FAMEs Concentration
3. Results and Discussion
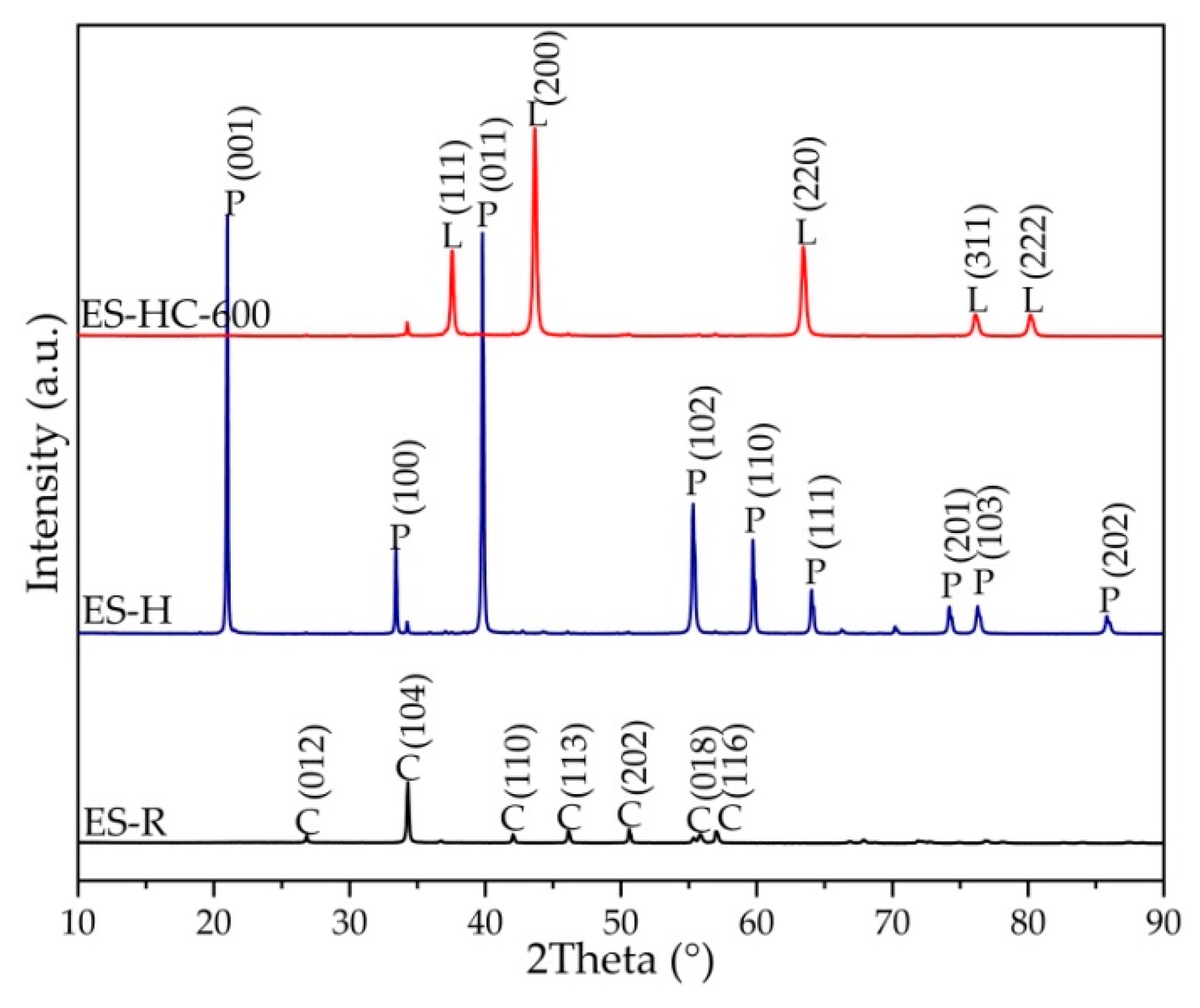
3.1. XRD and XRF Results
3.2. Infrared Spectroscopy Results
3.3. Textural and Morphology Results
3.4. Statistical DoE
3.4.1. Regression Modeling
3.4.2. Model Validation and Optimization of FAME Conversion
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Pavlović, S.M.; Marinković, D.M.; Kostić, M.D.; Janković-Častvan, I.M.; Mojović, L.V.; Stanković, M.V.; Veljković, V.B. A CaO/zeolite-based catalyst obtained from waste chicken eggshell and coal fly ash for biodiesel production. Fuel 2020, 267, 117171. [Google Scholar] [CrossRef]
- Mohadesi, M.; Aghel, B.; Maleki, M.; Ansari, A. The use of KOH/Clinoptilolite catalyst in pilot of microreactor for biodiesel production from waste cooking oil. Fuel 2020, 263, 116659. [Google Scholar] [CrossRef]
- Kant Bhatia, S.; Kant Bhatia, R.; Jeon, J.-M.; Pugazhendhi, A.; Kumar Awasthi, M.; Kumar, D.; Kumar, G.; Yoon, J.-J.; Yang, Y.-H. An overview on advancements in biobased transesterification methods for biodiesel production: Oil resources, extraction, biocatalysts, and process intensification technologies. Fuel 2021, 285, 119117. [Google Scholar] [CrossRef]
- Budžaki, S.; Miljić, G.; Tišma, M.; Sundaram, S.; Hessel, V. Is there a future for enzymatic biodiesel industrial production in microreactors? Appl. Energy 2017, 201, 124–134. [Google Scholar] [CrossRef]
- Pavlović, S.M.; Marinković, D.M.; Kostić, M.D.; Lončarević, D.R.; Mojović, L.V.; Stanković, M.V.; Veljković, V.B. The chicken eggshell calcium oxide ultrasonically dispersed over lignite coal fly ash-based cancrinite zeolite support as a catalyst for biodiesel production. Fuel 2021, 289, 119912. [Google Scholar] [CrossRef]
- Stanković, M.; Pavlović, S.; Marinković, D.; Tišma, M.; Gabrovska, M.; Nikolova, D. Solid Green Biodiesel Catalysts Derived from Coal Fly Ash. In Renewable Energy-Resources, Challenges and Applications; al Qubeissi, M., Ed.; IntechOpen: London, UK, 2020; pp. 1–2. ISBN 978-1-78984-284-5. [Google Scholar]
- Šibalić, D.; Šalić, A.; Tušek, A.J.; Sokač, T.; Brekalo, K.; Zelić, B.; Tran, N.N.; Hessel, V.; Tišma, M. Sustainable Production of Lipase from Thermomyces lanuginosus: Process Optimization and Enzyme Characterization. Ind. Eng. Chem. Res. 2020, 59, 21144–21154. [Google Scholar] [CrossRef]
- Costa, M.J.; Silva, M.R.L.; Ferreira, E.E.A.; Carvalho, A.K.F.; Basso, R.C.; Pereira, E.B.; de Castro, H.F.; Mendes, A.A.; Hirata, D.B. Enzymatic biodiesel production by hydroesterification using waste cooking oil as feedstock. Chem. Eng. Process. Process Intensif. 2020, 157, 108131. [Google Scholar] [CrossRef]
- Louhasakul, Y.; Cheirsilp, B.; Intasit, R.; Maneerat, S.; Saimmai, A. Enhanced valorization of industrial wastes for biodiesel feedstocks and biocatalyst by lipolytic oleaginous yeast and biosurfactant-producing bacteria. Int. Biodeterior. Biodegrad. 2020, 148, 104911. [Google Scholar] [CrossRef]
- Rossetti, I. Continuous flow (micro-)reactors for heterogeneously catalyzed reactions: Main design and modelling issues. Catal. Today 2018, 308, 20–31. [Google Scholar] [CrossRef]
- de Sousa, M.R.P.; Santana, H.S.; Taranto, O.P. Modeling and simulation using OpenFOAM of biodiesel synthesis in structured microreactor. Int. J. Multiph. Flow 2020, 132, 103435. [Google Scholar] [CrossRef]
- Rašljić Rafajilović, M.; Radulović, K.; Smiljanić, M.M.; Lazić, Ž.; Jakšić, Z.; Stanisavljev, D.; Radović, D. V Monolithically Integrated Diffused Silicon Two-Zone Heaters for Silicon-Pyrex Glass Microreactors for Production of Nanoparticles: Heat Exchange Aspects. Micromachines 2020, 11, 818. [Google Scholar]
- Pohar, A.; Lakner, M.; Plazl, I. Parallel flow of immiscible liquids in a microreactor: Modeling and experimental study. Microfluid. Nanofluid. 2012, 12, 307–316. [Google Scholar] [CrossRef]
- Kiwi-Minsker, L.; Renken, A. Microstructured reactors for catalytic reactions. Catal. Today 2005, 110, 2–14. [Google Scholar] [CrossRef] [Green Version]
- Charpentier, J.-C. Process Intensification by Miniaturization. Chem. Eng. Technol. 2005, 28, 255–258. [Google Scholar] [CrossRef]
- Gojun, M.; Bačić, M.; Ljubić, A.; Šalić, A.; Zelić, B. Transesterification in Microreactors—Overstepping Obstacles and Shifting Towards Biodiesel Production on a Microscale. Micromachines 2020, 11, 457. [Google Scholar] [CrossRef]
- Natarajan, Y.; Nabera, A.; Salike, S.; Dhanalakshmi Tamilkkuricil, V.; Pandian, S.; Karuppan, M.; Appusamy, A. An overview on the process intensification of microchannel reactors for biodiesel production. Chem. Eng. Process. Process Intensif. 2019, 136, 163–176. [Google Scholar] [CrossRef]
- Santana, H.S.; Silva, J.L.; Taranto, O.P. Development of microreactors applied on biodiesel synthesis: From experimental investigation to numerical approaches. J. Ind. Eng. Chem. 2019, 69, 1–12. [Google Scholar] [CrossRef]
- Gupta, J.; Agarwal, M.; Dalai, A.K. An overview on the recent advancements of sustainable heterogeneous catalysts and prominent continuous reactor for biodiesel production. J. Ind. Eng. Chem. 2020, 88, 58–77. [Google Scholar] [CrossRef]
- Chakraborty, R.; Bepari, S.; Banerjee, A. Transesterification of soybean oil catalyzed by fly ash and egg shell derived solid catalysts. Chem. Eng. J. 2010, 165, 798–805. [Google Scholar] [CrossRef]
- Goli, J.; Sahu, O. Development of heterogeneous alkali catalyst from waste chicken eggshell for biodiesel production. Renew. Energy 2018, 128, 142–154. [Google Scholar] [CrossRef]
- Volli, V.; Purkait, M.K.; Shu, C.-M. Preparation and characterization of animal bone powder impregnated fly ash catalyst for transesterification. Sci. Total Environ. 2019, 669, 314–321. [Google Scholar] [CrossRef]
- Farooq, M.; Ramli, A.; Naeem, A. Biodiesel production from low FFA waste cooking oil using heterogeneous catalyst derived from chicken bones. Renew. Energy 2015, 76, 362–368. [Google Scholar] [CrossRef]
- Kostić, M.D.; Bazargan, A.; Stamenković, O.S.; Veljković, V.B.; McKay, G. Optimization and kinetics of sunflower oil methanolysis catalyzed by calcium oxide-based catalyst derived from palm kernel shell biochar. Fuel 2016, 163, 304–313. [Google Scholar] [CrossRef]
- Mohadesi, M.; Aghel, B.; Maleki, M.; Ansari, A. Study of the transesterification of waste cooking oil for the production of biodiesel in a microreactor pilot: The effect of acetone as the co-solvent. Fuel 2020, 273, 117736. [Google Scholar] [CrossRef]
- Aghel, B.; Mohadesi, M.; Sahraei, S.; Shariatifar, M. New heterogeneous process for continuous biodiesel production in microreactors. Can. J. Chem. Eng. 2017, 95, 1280–1287. [Google Scholar] [CrossRef]
- Marinković, D.M.; Stanković, M.V.; Veličković, A.V.; Avramović, J.M.; Miladinović, M.R.; Stamenković, O.O.; Veljković, V.B.; Jovanović, D.M. Calcium oxide as a promising heterogeneous catalyst for biodiesel production: Current state and perspectives. Renew. Sustain. Energy Rev. 2016, 56, 1387–1408. [Google Scholar] [CrossRef]
- Marinković, D.M.; Avramović, J.M.; Stanković, M.V.; Stamenković, O.S.; Jovanović, D.M.; Veljković, V.B. Synthesis and characterization of spherically-shaped CaO/γ-Al2O3 catalyst and its application in biodiesel production. Energy Convers. Manag. 2017, 144, 399–413. [Google Scholar] [CrossRef]
- Kostić, M.D.; Veličković, A.V.; Joković, N.M.; Stamenković, O.S.; Veljković, V.B. Optimization and kinetic modeling of esterification of the oil obtained from waste plum stones as a pretreatment step in biodiesel production. Waste Manag. 2016, 48, 619–629. [Google Scholar] [CrossRef]
- Miladinović, M.R.; Stojković, I.J.; Veličković, A.V.; Stamenković, O.S.; Banković-Ilić, I.B.; Veljković, V.B. Optimization and kinetic modeling of waste lard methanolysis in a continuous reciprocating plate reactor. Chin. J. Chem. Eng. 2019, 27, 2481–2490. [Google Scholar] [CrossRef]
- Miladinović, M.R.; Stamenković, O.S.; Banković, P.T.; Milutinović-Nikolić, A.D.; Jovanović, D.M.; Veljković, V.B. Modeling and optimization of sunflower oil methanolysis over quicklime bits in a packed bed tubular reactor using the response surface methodology. Energy Convers. Manag. 2016, 130, 25–33. [Google Scholar] [CrossRef]
- Veljković, V.B.; Veličković, A.V.; Avramović, J.M.; Stamenković, O.S. Modeling of biodiesel production: Performance comparison of Box–Behnken, face central composite and full factorial design. Chin. J. Chem. Eng. 2019, 27, 1690–1698. [Google Scholar] [CrossRef]
- Bezerra, M.A.; Santelli, R.E.; Oliveira, E.P.; Villar, L.S.; Escaleira, L.A. Response surface methodology (RSM) as a tool for optimization in analytical chemistry. Talanta 2008, 76, 965–977. [Google Scholar] [CrossRef] [PubMed]
- Stamenković, O.S.; Lazić, M.L.; Todorović, Z.B.; Veljković, V.B.; Skala, D.U. The effect of agitation intensity on alkali-catalyzed methanolysis of sunflower oil. Bioresour. Technol. 2007, 98, 2688–2699. [Google Scholar] [CrossRef] [PubMed]
- Yoosuk, B.; Udomsap, P.; Puttasawat, B.; Krasae, P. Modification of calcite by hydration–dehydration method for heterogeneous biodiesel production process: The effects of water on properties and activity. Chem. Eng. J. 2010, 162, 135–141. [Google Scholar] [CrossRef]
- Thommes, M.; Kaneko, K.; Neimark, A.V.; Olivier, J.P.; Rodriguez-Reinoso, F.; Rouquerol, J.; Sing, K.S.W. Physisorption of gases, with special reference to the evaluation of surface area and pore size distribution (IUPAC Technical Report). Pure Appl. Chem. 2015, 87, 1051–1069. [Google Scholar] [CrossRef] [Green Version]
- Mahdavi, V.; Monajemi, A. Optimization of operational conditions for biodiesel production from cottonseed oil on CaO–MgO/Al2O3 solid base catalysts. J. Taiwan Inst. Chem. Eng. 2014, 45, 2286–2292. [Google Scholar] [CrossRef]
- Zabeti, M.; Daud, W.M.A.W.; Aroua, M.K. Biodiesel production using alumina-supported calcium oxide: An optimization study. Fuel Process. Technol. 2010, 91, 243–248. [Google Scholar] [CrossRef]
- Pasupulety, N.; Gunda, K.; Liu, Y.; Rempel, G.L.; Ng, F.T.T. Production of biodiesel from soybean oil on CaO/Al2O3 solid base catalysts. Appl. Catal. A Gen. 2013, 452, 189–202. [Google Scholar] [CrossRef]
- Benjapornkulaphong, S.; Ngamcharussrivichai, C.; Bunyakiat, K. Al2O3-supported alkali and alkali earth metal oxides for transesterification of palm kernel oil and coconut oil. Chem. Eng. J. 2009, 145, 468–474. [Google Scholar] [CrossRef]
- Shrimal, P.; Sanklecha, H.; Patil, P.; Mujumdar, A.; Naik, J. Biodiesel Production in Tubular Microreactor: Optimization by Response Surface Methodology. Arab. J. Sci. Eng. 2018, 43, 6133–6141. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| ES-R | ES-900 | ES-HC-600 | |
|---|---|---|---|
| SBET (m2 g−1) | <1 | <1 | 19.3 |
| Dp,av,BJH (nm) | 8.7 | 28.0 | 17.0 |
| Vp,BJH (mm3 g−1) | 0.9 | 0.7 | 121.2 |
| P (vol. %) | 29.8 | 55.2 | 73.6 |
| Run No. | Residance Time (x1), (min) | Catalyst Concentration (x2), (g g−1) | Methanol/oil Volume Ratio (x3) | FAME Content (y), (%) | Relative Deviation (%) | |
|---|---|---|---|---|---|---|
| Actual | Predicted | |||||
| 1 | 7 | 0.1 | 3 | 28.48 | 33.6 | −18.0 |
| 2 | 4 | 0.075 | 3 | 9.14 | 7.6 | 17.2 |
| 3 | 7 | 0.05 | 3 | 8.91 | 8.4 | 5.5 |
| 4 | 7 | 0.1 | 1.5 | 30.57 | 28.0 | 8.5 |
| 5 | 10 | 0.05 | 2.25 | 9.04 | 9.4 | −4.3 |
| 6 | 10 | 0.1 | 2.25 | 51.12 | 49.0 | 4.2 |
| 7 | 7 | 0.05 | 1.5 | 4.81 | 2.8 | 42.3 |
| 8 | 10 | 0.075 | 3 | 32.02 | 29.0 | 9.6 |
| 9 | 7 | 0.075 | 2.25 | 6.43 | 7.5 | −16.2 |
| 10 | 7 | 0.075 | 2.25 | 7.63 | 7.5 | 2.1 |
| 11 | 4 | 0.1 | 2.25 | 13.62 | 13.2 | 2.9 |
| 12 | 4 | 0.05 | 2.25 | 0.28 | 2.4 | −760.7 |
| 13 | 4 | 0.075 | 1.5 | 2.08 | 1.9 | 7.8 |
| 14 | 10 | 0.075 | 1.5 | 18.51 | 23.3 | −25.9 |
| 15 | 7 | 0.075 | 2.25 | 8.36 | 7.5 | 10.6 |
| Source | Sum of Squares | Degrees of Freedom | Mean Square | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 2712.83 | 7 | 387.55 | 32.41 | <0.0001 |
| x1 (Residence time) | 915.28 | 1 | 915.28 | 76.54 | <0.0001 |
| x2 (Catalyst concentration) | 1268.82 | 1 | 1268.82 | 106.11 | <0.0001 |
| x3 (Methanol/oil volume ratio) | 63.73 | 1 | 63.73 | 5.33 | 0.0543 |
| x1x2 | 206.5 | 1 | 206.5 | 17.27 | 0.0043 |
| x12 | 63.39 | 1 | 63.39 | 5.3 | 0.0548 |
| x22 | 175.71 | 1 | 175.71 | 14.69 | 0.0064 |
| x32 | 53.9 | 1 | 53.9 | 4.51 | 0.0714 |
| Residual | 83.7 | 7 | 11.96 | ||
| Lack of fit | 81.8 | 5 | 16.36 | 17.23 | 0.0558 |
| Pure error | 1.9 | 2 | 0.9496 | ||
| Total correction | 2796.54 | 14 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pavlović, S.; Šelo, G.; Marinković, D.; Planinić, M.; Tišma, M.; Stanković, M. Transesterification of Sunflower Oil over Waste Chicken Eggshell-Based Catalyst in a Microreactor: An Optimization Study. Micromachines 2021, 12, 120. https://doi.org/10.3390/mi12020120
Pavlović S, Šelo G, Marinković D, Planinić M, Tišma M, Stanković M. Transesterification of Sunflower Oil over Waste Chicken Eggshell-Based Catalyst in a Microreactor: An Optimization Study. Micromachines. 2021; 12(2):120. https://doi.org/10.3390/mi12020120
Chicago/Turabian StylePavlović, Stefan, Gordana Šelo, Dalibor Marinković, Mirela Planinić, Marina Tišma, and Miroslav Stanković. 2021. "Transesterification of Sunflower Oil over Waste Chicken Eggshell-Based Catalyst in a Microreactor: An Optimization Study" Micromachines 12, no. 2: 120. https://doi.org/10.3390/mi12020120