Experimental Validation of Injection Molding Simulations of 3D Microparts and Microstructured Components Using Virtual Design of Experiments and Multi-Scale Modeling

 , ,
, ,  ,
, 
Abstract
:1. Introduction
2. Optimization of 3D Micropart Production
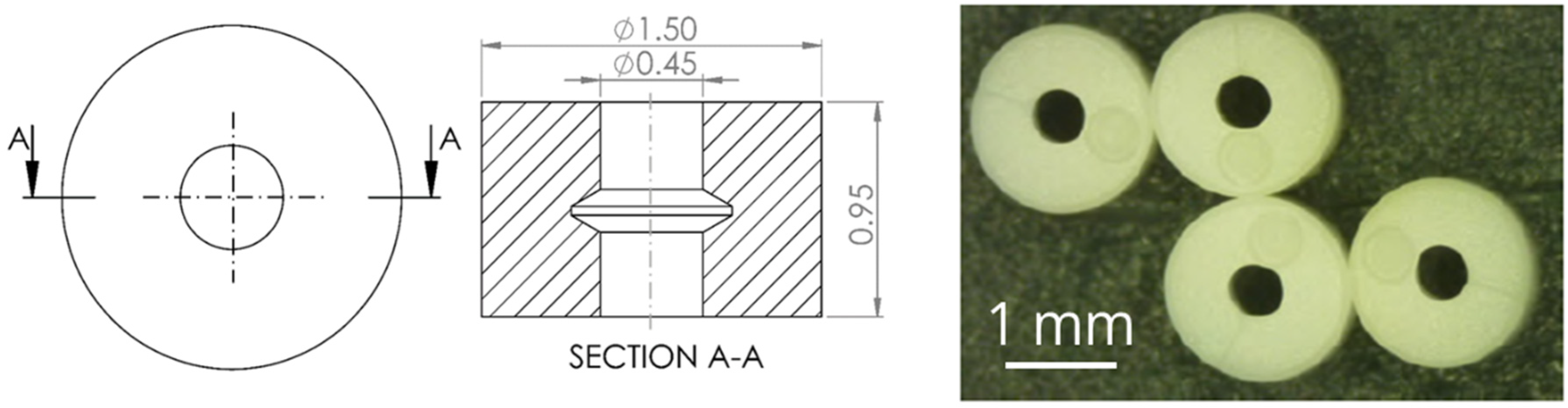
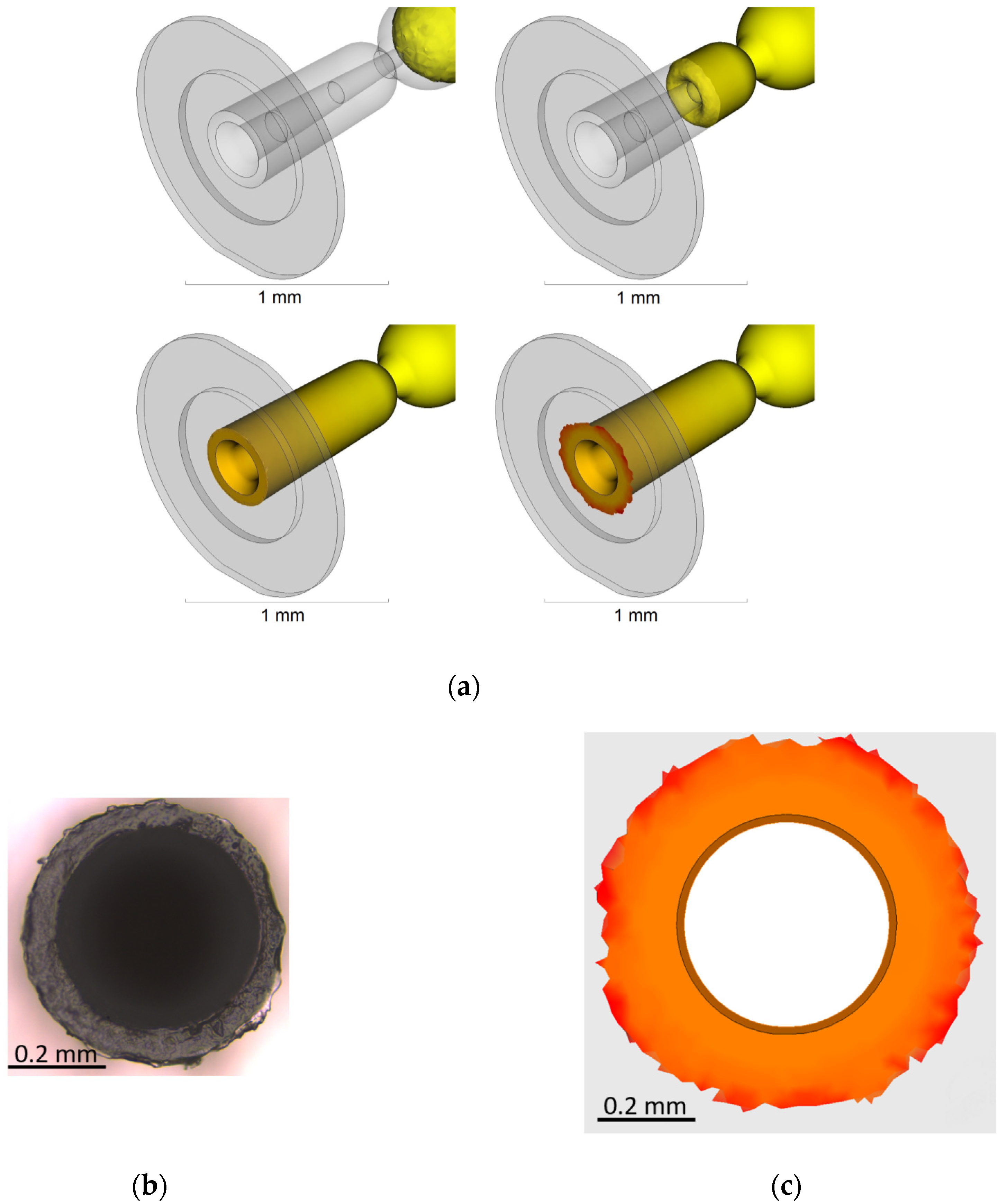
2.1. Case 1—Micro-Ring
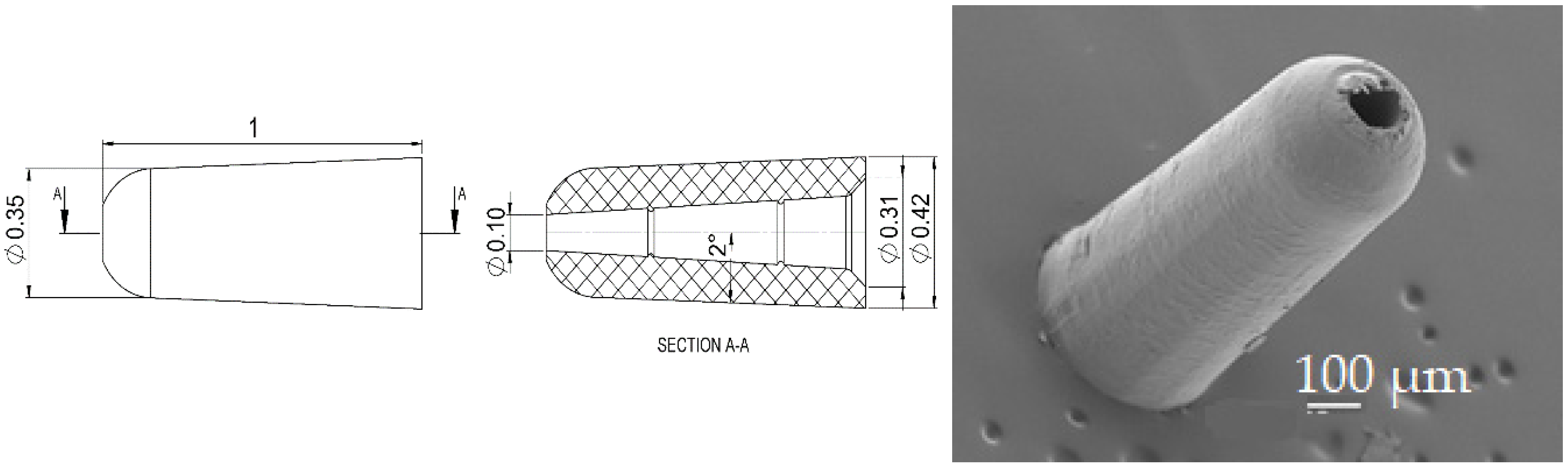
2.2. Case 2—Micro-Cap
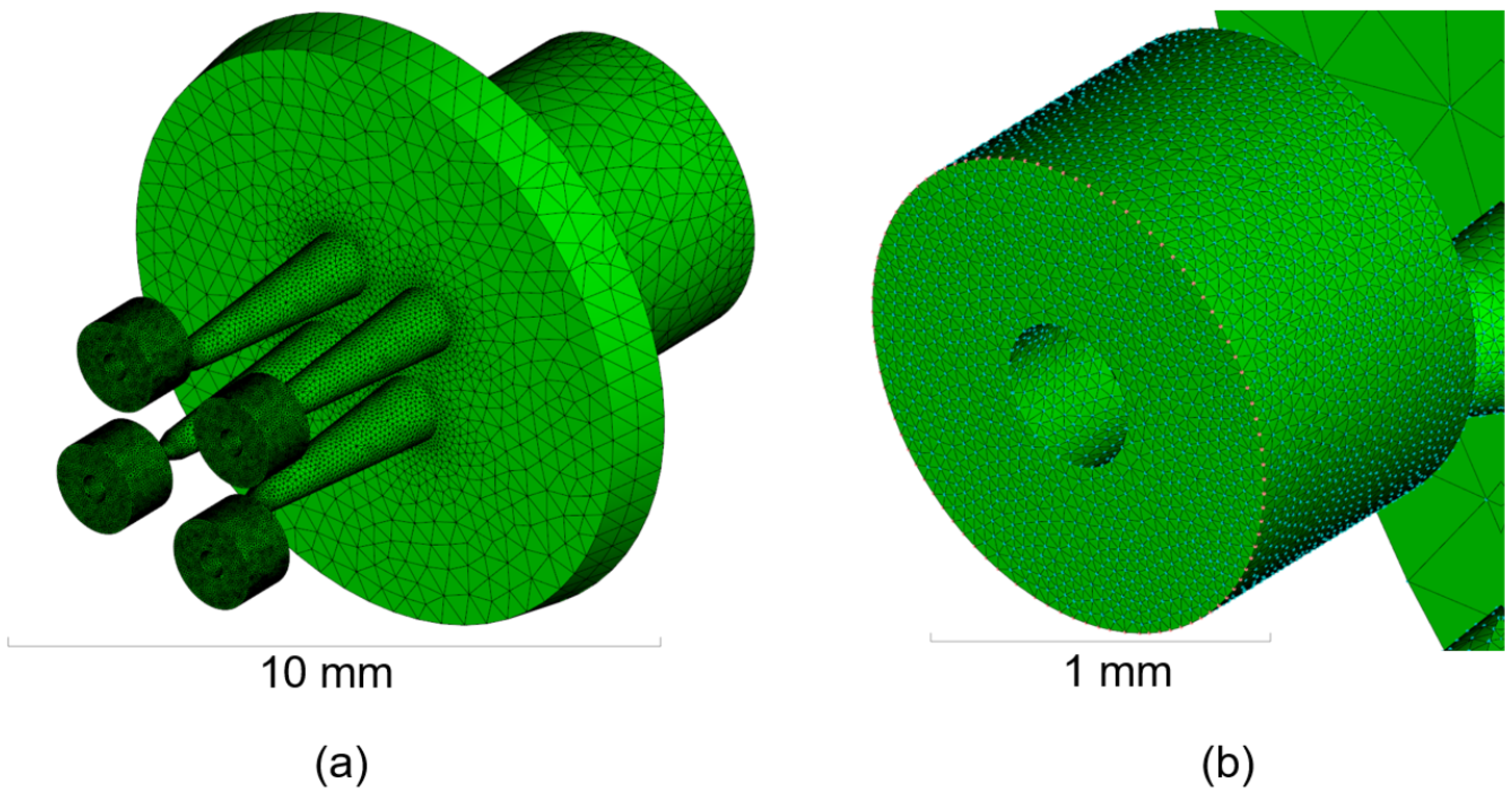
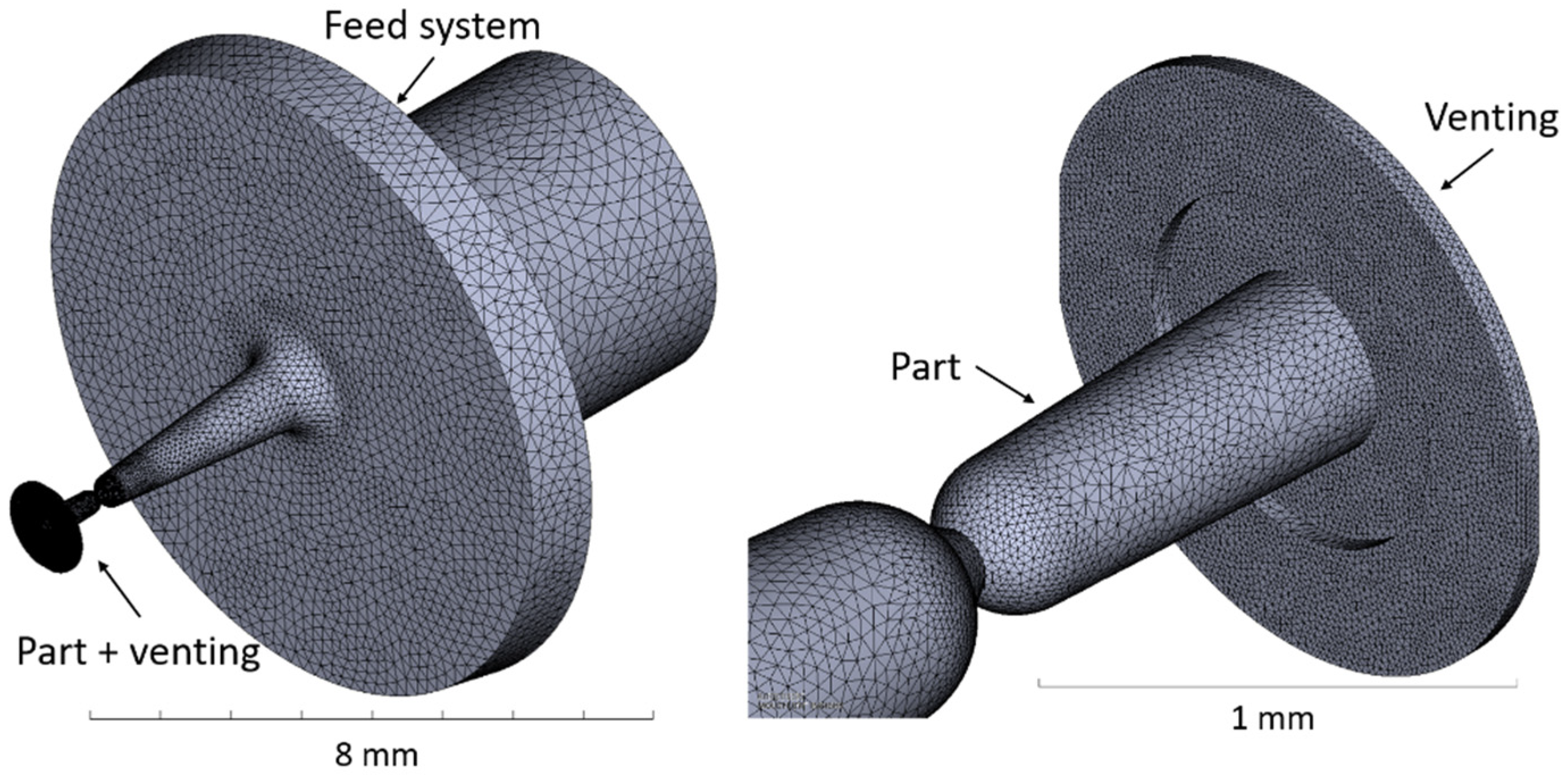
2.3. Multi-Scale Modeling and Meshing of Single Micro-Components
2.4. Process Optimization Based on Calibrated Simulation Results—Case 1
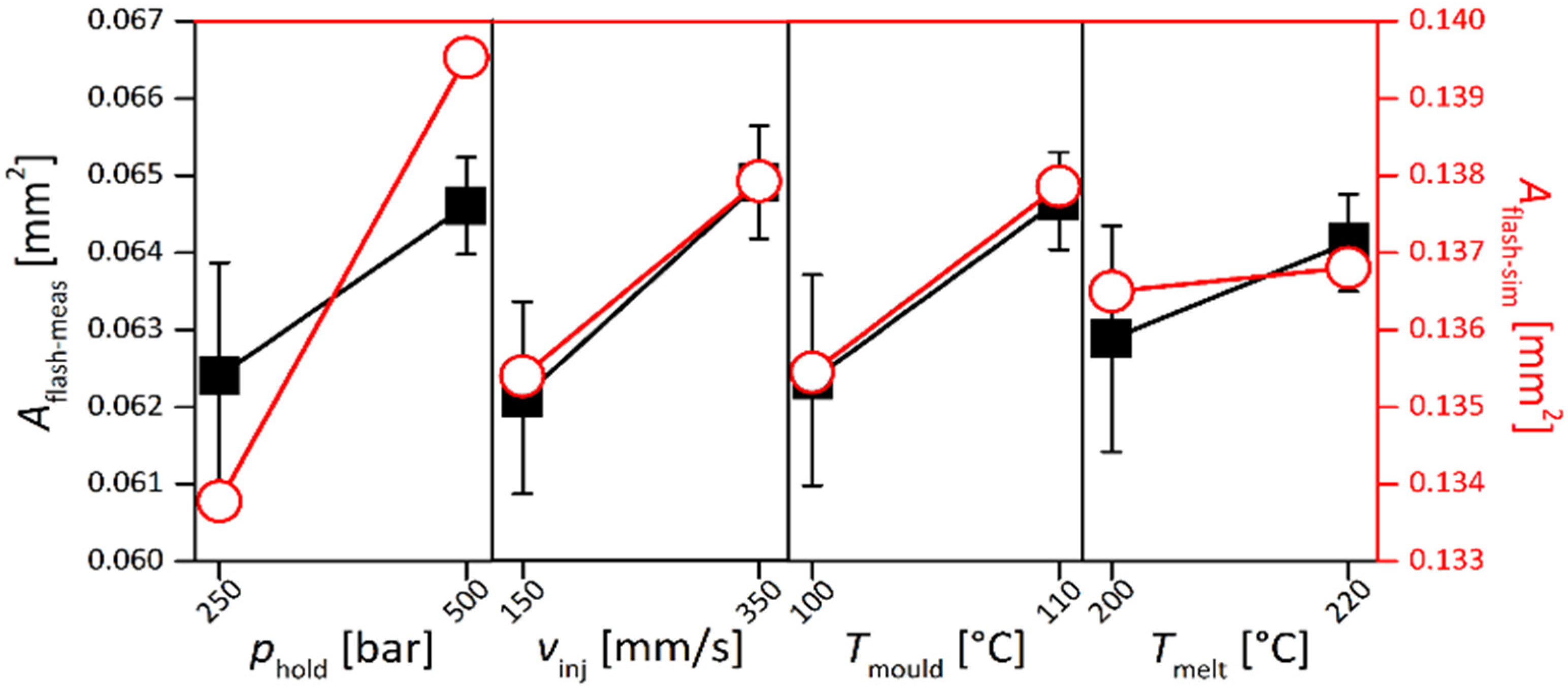
2.5. Optimization of the Flash Formation Using Process Simulation—Case 2
3. Multi-Scale Filling Simulation of Low Aspect Ratio Structures in Parts Embedding Microfeatures
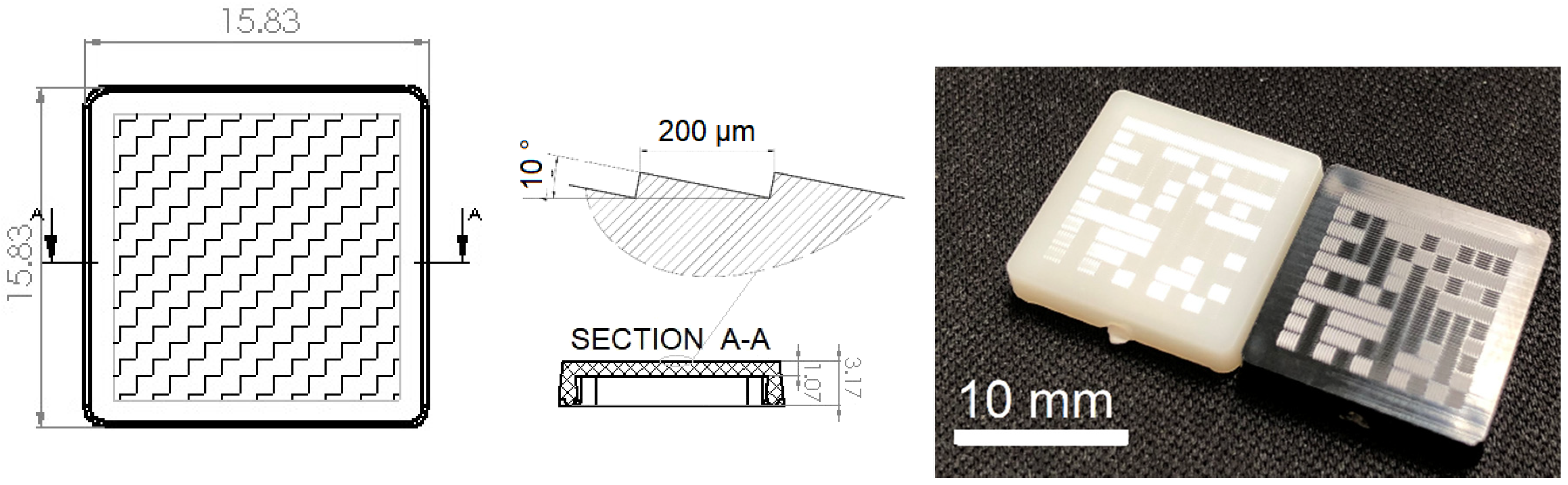
3.1. Case 3—Micro-Optical Reflector
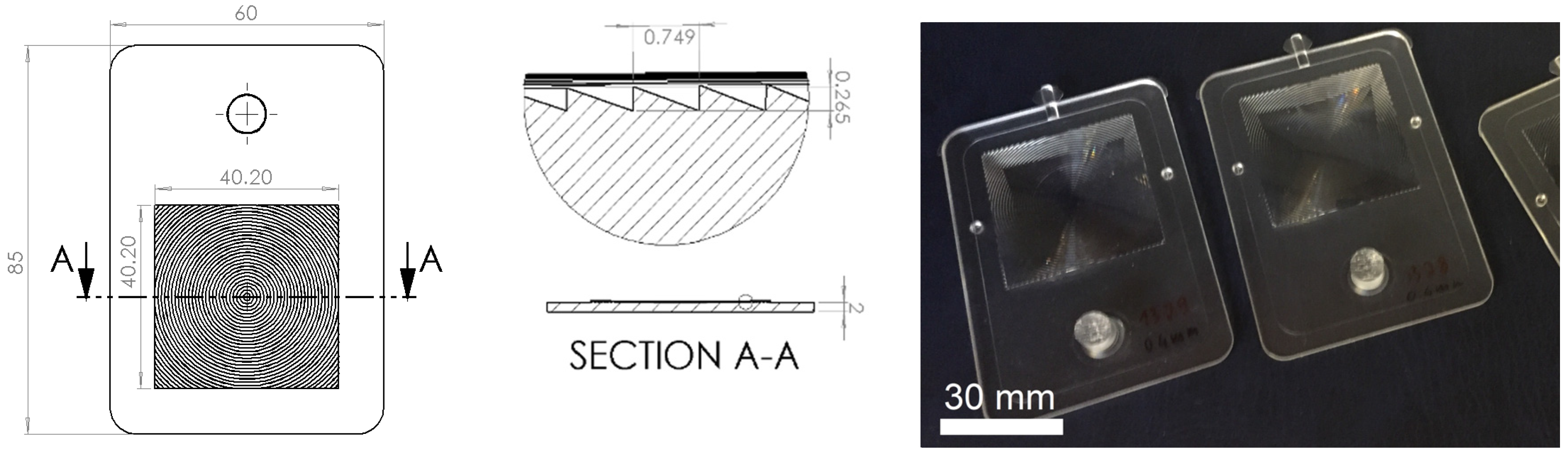
3.2. Case 4—Fresnel Lens
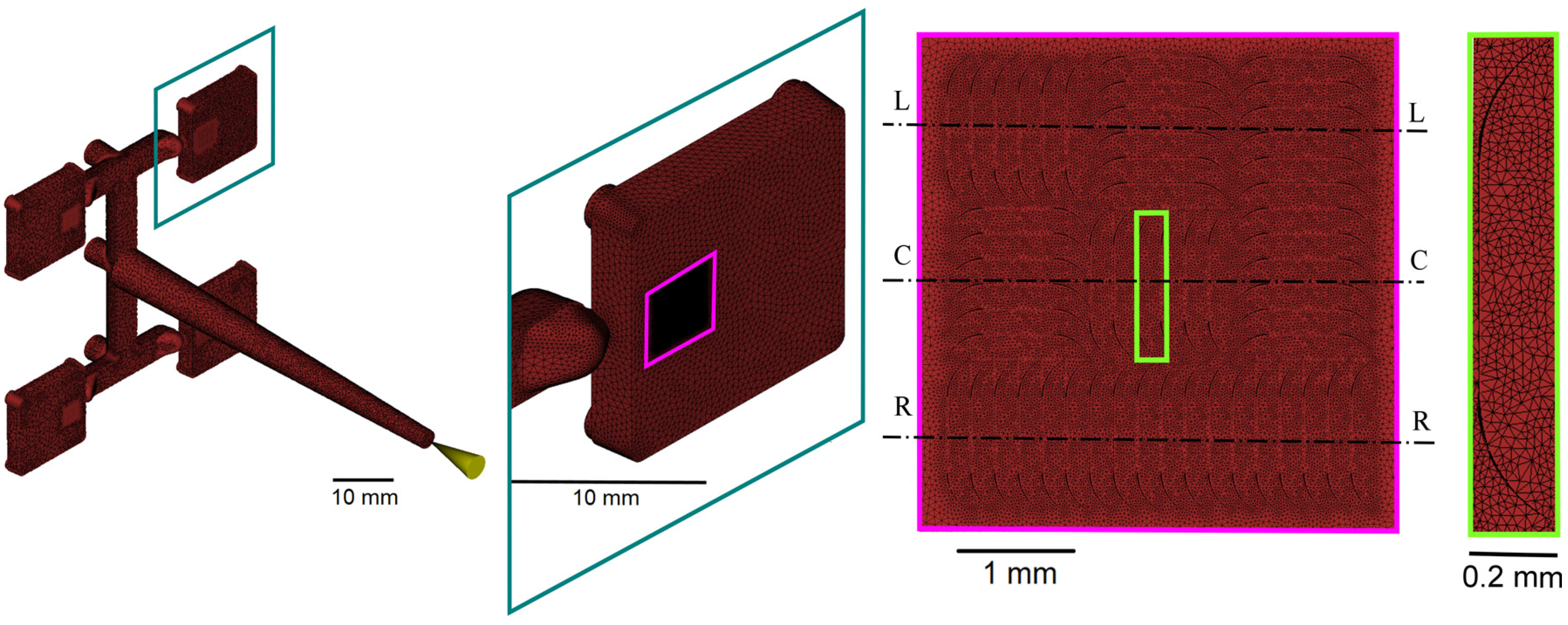
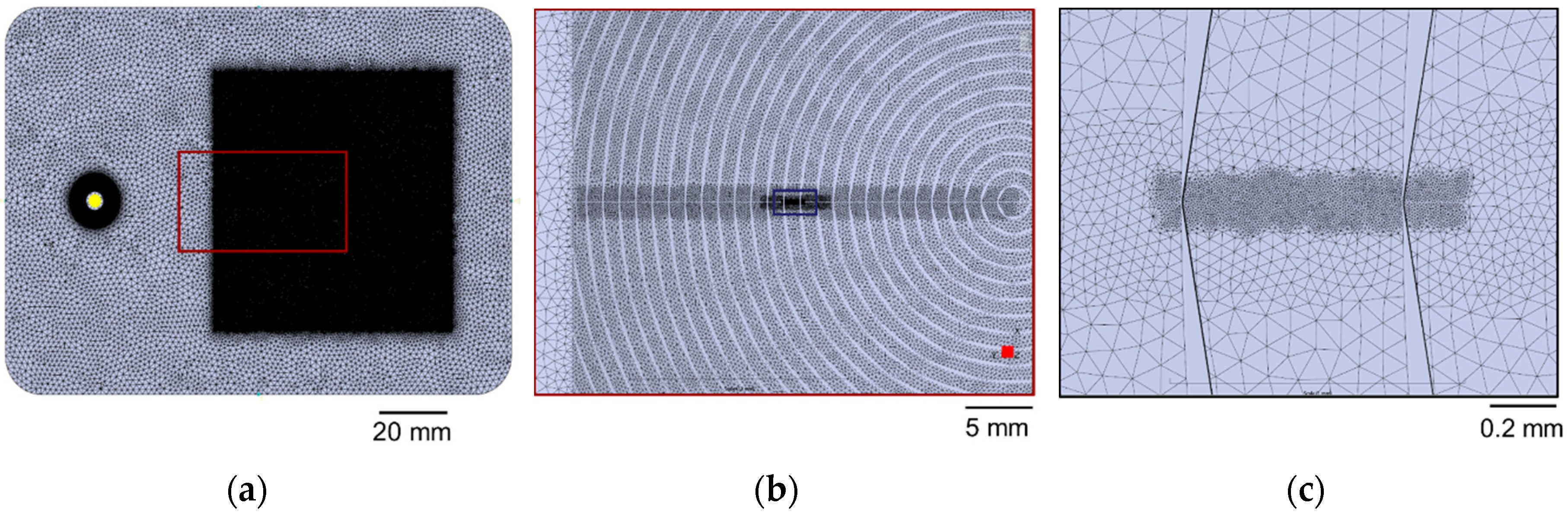
3.3. Multi-Scale Meshing for Microstructured Parts
3.4. Multi-Scale Filling Simulation Validation at Mesoscale—Cases 3 and 4
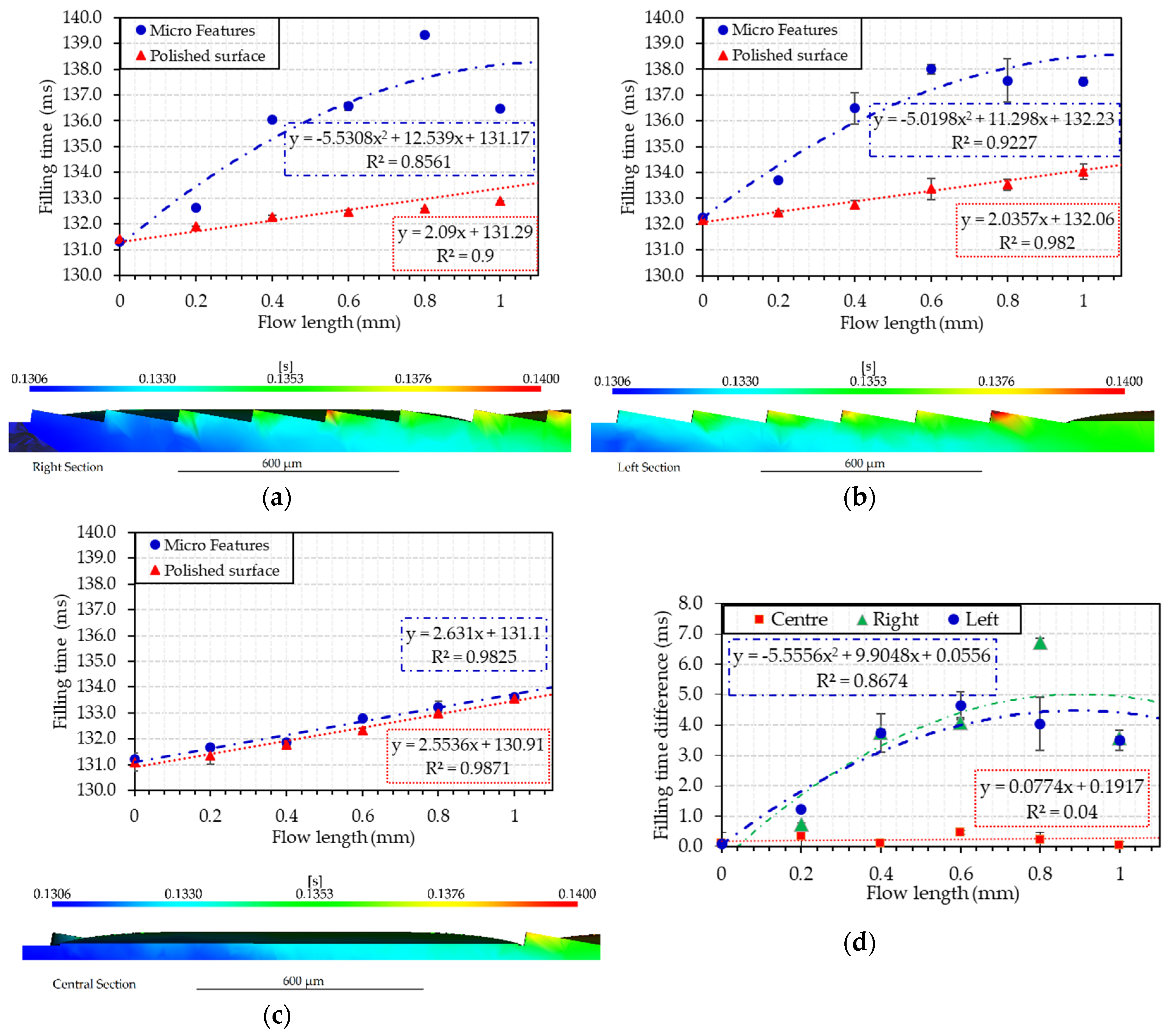
3.5. Multi-Scale Simulation for Filling Time Prediction—Case 3
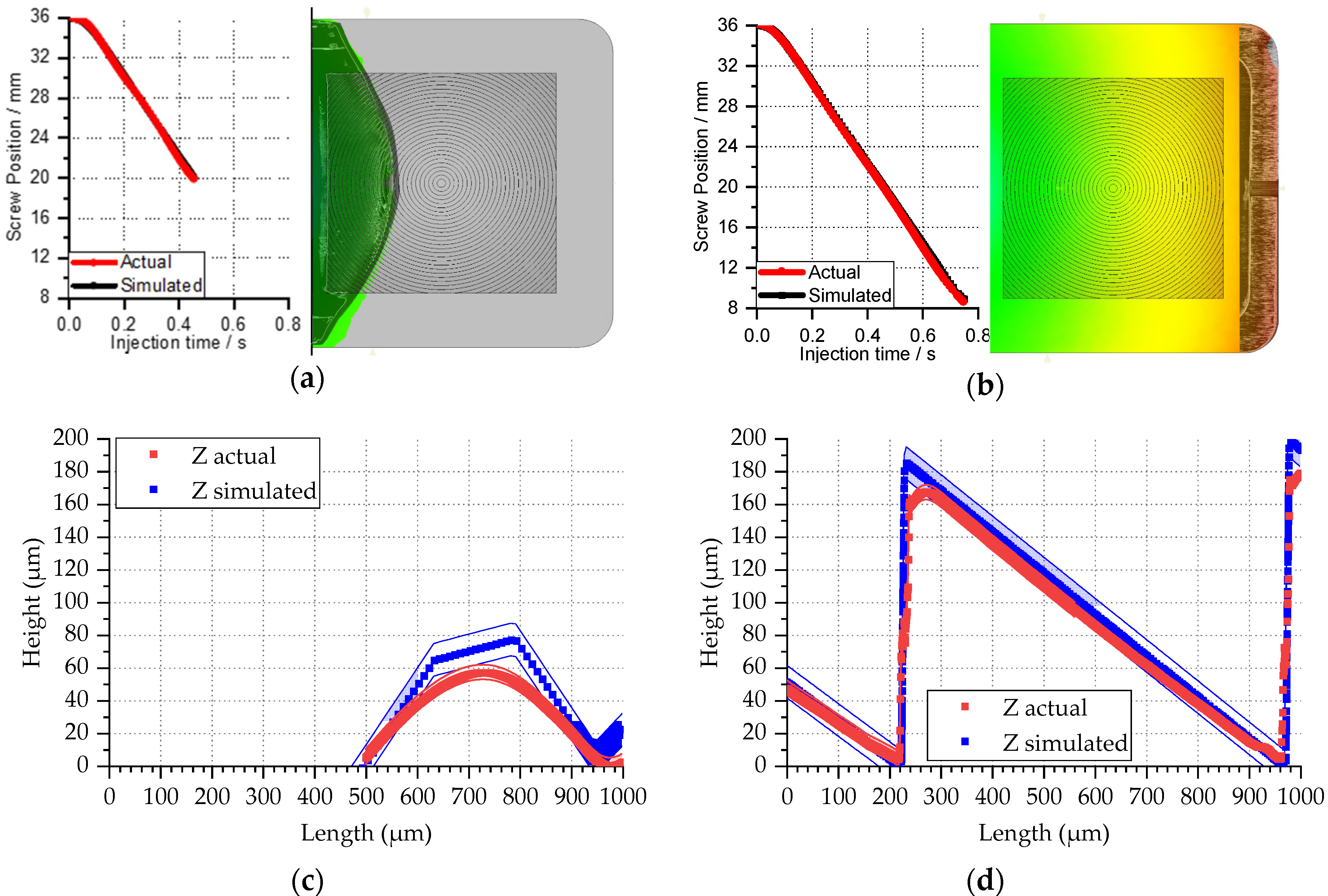
3.6. Multi-Scale Simulations for Microfeature Replication Prediction—Case 4
4. Conclusions
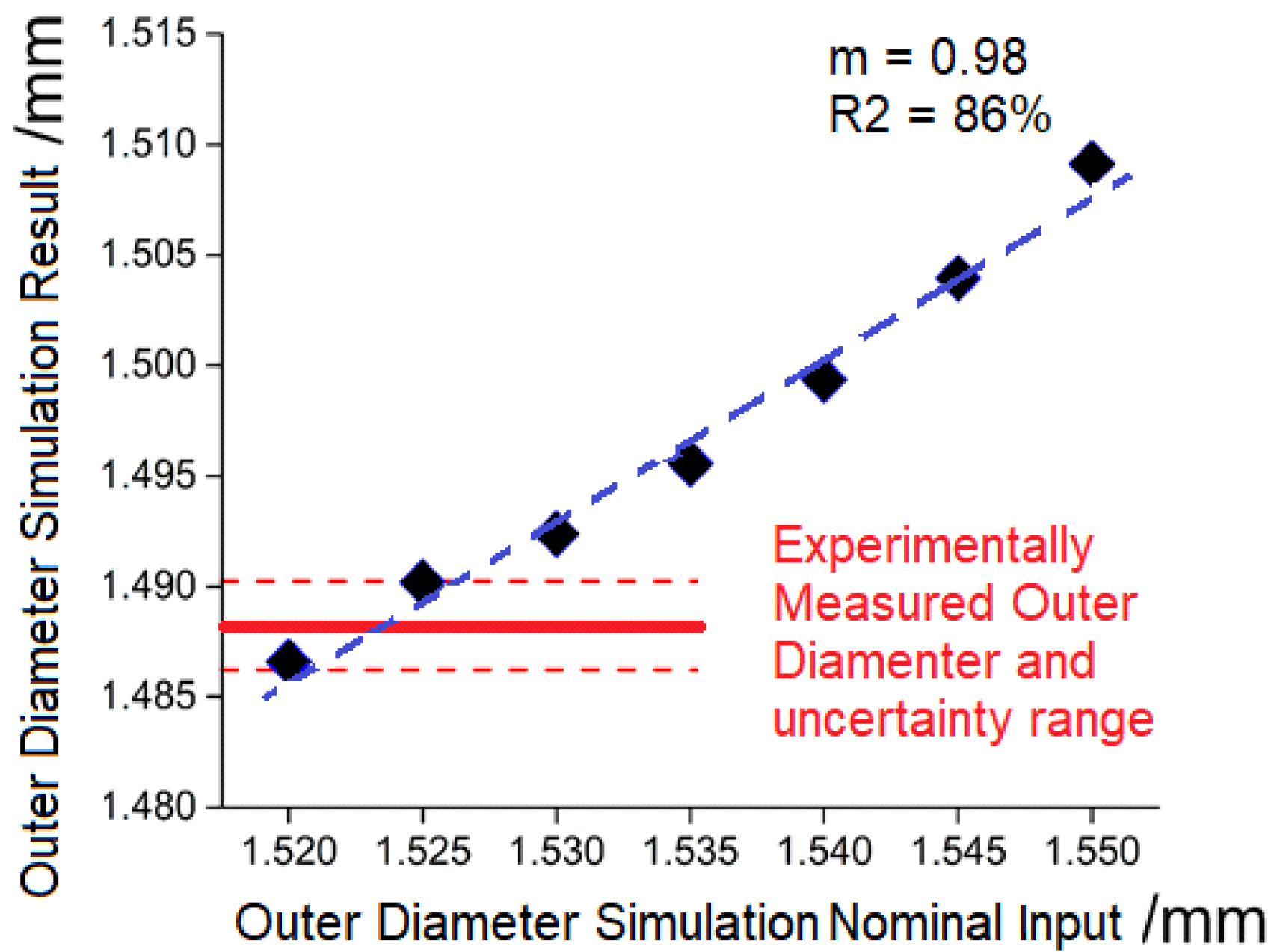
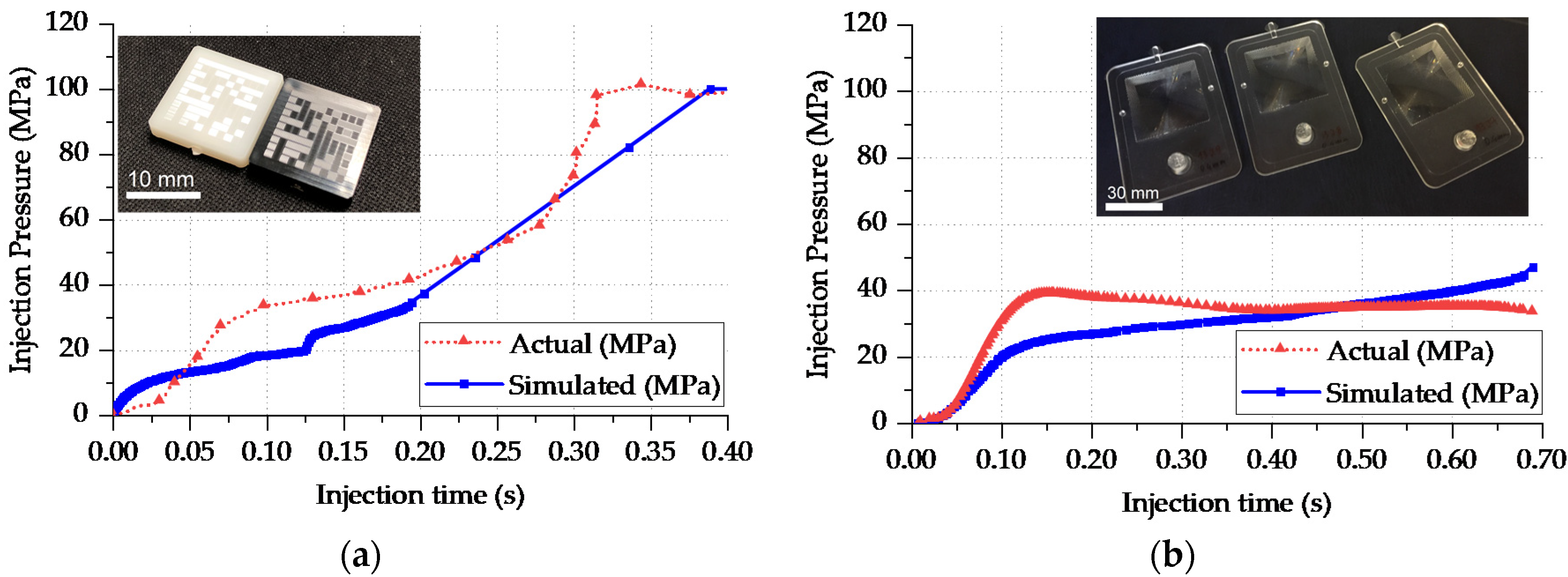
- Process simulation requires geometrical calibration of the domain by measuring the effective feature size on the mold insert and feeding this value to the simulation boundary condition.
- µIM process simulation can be used for the optimization of single-part production with a 1 mm feature dimension at a 10 µm accuracy level.
- µIM process simulation can be used in the prediction of the factors most affecting flash formation in single micropart production. The punctual estimation of the flash area requires further calibration of the model geometry and a venting flow volume has to be included in the part design.
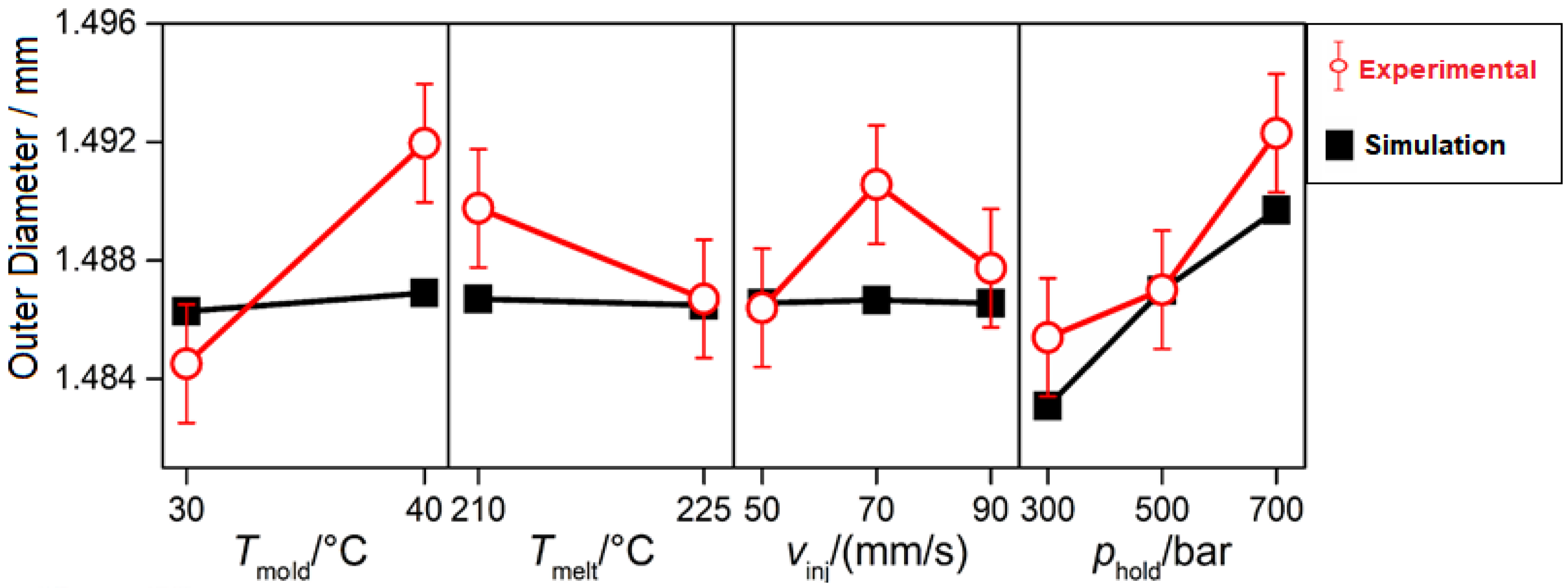
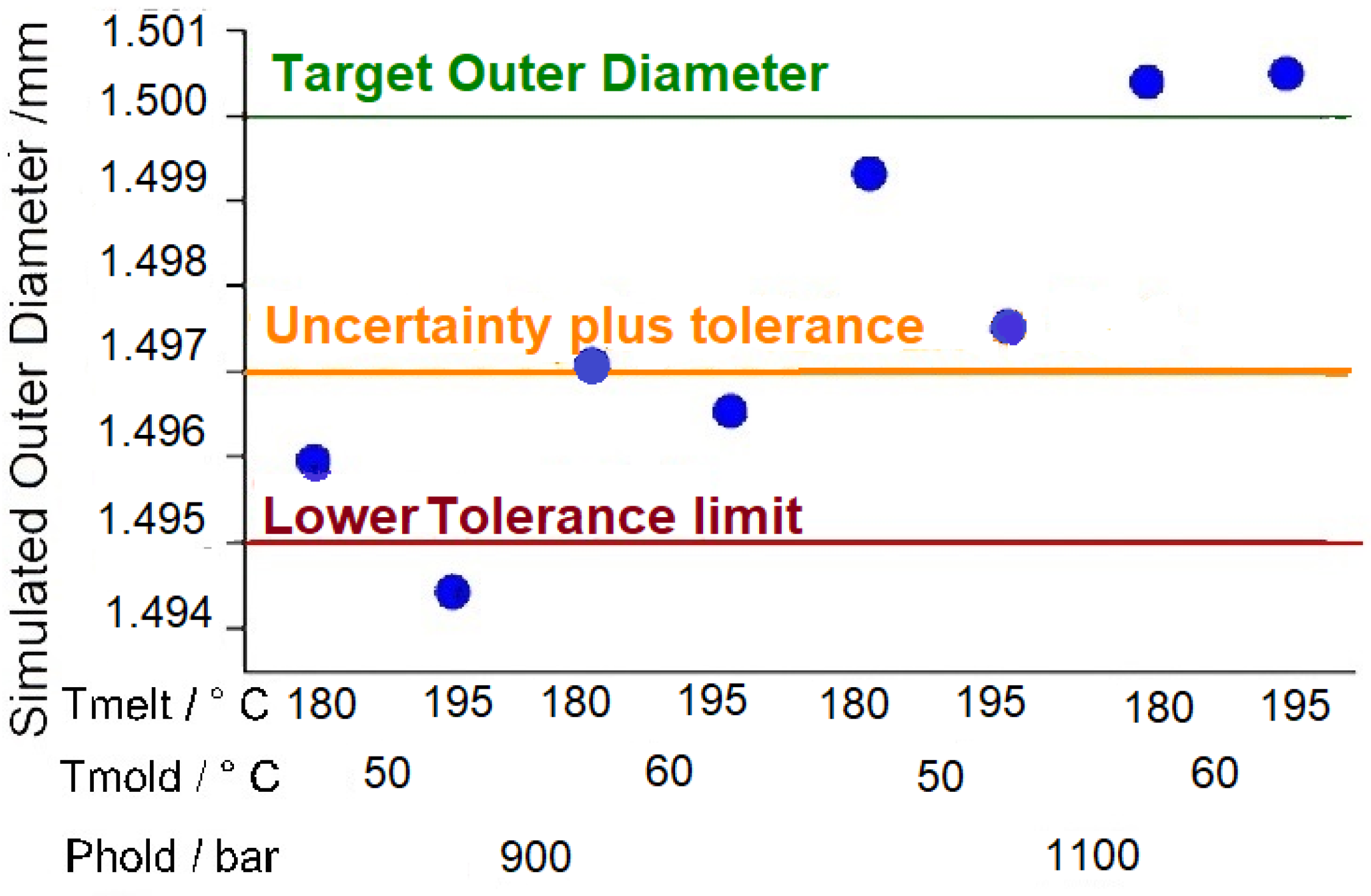
- Virtual design of experiments using simulations is an effective digital optimization tool that has the capability to indicate the effect of µIM process parameters on micro-molded part characteristics.
- For parts featuring microfeatures, two methods were proposed for the modeling of complex microstructure arrays: (1) feature restriction and (2) feature refinement.
- The feature restriction approach allowed us to model the filling time delay from the flat polished and microstructured side of the cavity, allowing us to predict the influence of feature orientation on the melt front propagation.
- Feature refinement allowed us to punctually investigate the replication development of a single microfeature. Through combined meso- and micro-dimensional scale comparison, a multi-scale validation approach was proposed.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Tosello, G. Micro Injection Molding, 1st ed.; Carl Hanser Verlag: Munich, Germany, 2018. [Google Scholar]
- Kennedy, P. Flow Analysis of Injection Molds, 2nd ed.; Carl Hanser Verlag: Munich, Germany, 2013; pp. 188–190. [Google Scholar]
- Chang, H.H.; Hieber, C.A.; Wang, K.K. A unified simulation of the filling and post-filling stages in injection molding: I Formulation. Polym. Eng. Sci. 1991, 31, 116–124. [Google Scholar] [CrossRef]
- Kim, S.W.; Turng, L.S. Developments of three-dimensional computer-aided engineering simulation for injection moulding. Model. Simul. Mater. Sci. Eng. 2004, 12, 151–173. [Google Scholar] [CrossRef]
- Kim, S.W.; Turng, L.S. Three-dimensional numerical simulation of injection molding filling of optical lens and multi-scale geometry using finite element method. Polym. Eng. Sci. 2006, 46, 1263–1274. [Google Scholar] [CrossRef]
- Yu, L.; Lee, L.J.; Koelling, K.W. Flow and heat transfer simulation of injection molding with microstructures. Polym. Eng. Sci. 2004, 44, 1866–1876. [Google Scholar] [CrossRef]
- Tosello, G.; Costa, F.S. High precision validation of micro injection molding process simulations. J. Manuf. Process. 2019, 48, 236–248. [Google Scholar] [CrossRef]
- Guerrier, P.; Tosello, G.; Hattel, J.H. Flow visualization and simulation of the filling process during injection molding. CIRP J. Manuf. Sci. Technol. 2017, 16, 12–20. [Google Scholar] [CrossRef] [Green Version]
- Cao, W.; Kong, L.; Li, Q.; Ying, J.; Shen, C. Model and simulation for melt flow in micro-injection molding based on the PTT model. Model. Simul. Mater. Sci. Eng. 2011, 19, 085003. [Google Scholar] [CrossRef]
- Rajhi, A.A.; Jedlicka, S.S.; Coulter, J.P. Moldflow optimization of micro-cavities filling during injection molding process. In Proceedings of the ANTEC International Conference, Orlando, FL, USA, 7–10 May 2018. [Google Scholar]
- Rytka, C.; Lungershausen, J.; Kristiansen, P.M.; Neyer, A. 3D filling simulation of micro- and nanostructures in comparison to iso- and variothermal injection moulding trials. J. Micromech. Microeng. 2016, 26, 065018. [Google Scholar] [CrossRef]
- Babenko, M.; Sweeney, J.; Petkov, P.; Lacan, F.; Bigot, S.; Whiteside, B. Evaluation of heat transfer at the cavity-polymer interface in microinjection moulding based on experimental and simulation study. Appl. Therm. Eng. 2018, 130, 865–876. [Google Scholar] [CrossRef]
- Cui, Z.X.; Si, J.H.; Liu, C.T.; Shen, C.Y. Flowing simulation of injection molded parts with micro-channel. Appl. Math. Mech. 2014, 35, 269–276. [Google Scholar] [CrossRef]
- Griffiths, C.A.; Dimov, S.S.; Scholz, S.; Tosello, G. Cavity Air Flow Behavior During Filling in Microinjection Molding ASME. J. Manuf. Sci. Eng. 2011, 133, 11006. [Google Scholar] [CrossRef] [Green Version]
- Sorgato, M.; Masato, D.; Lucchetta, G. Effect of vacuum venting and mold wettability on the replication of micro-structured surfaces. Microsyst. Technol. 2017, 23, 2543–2552. [Google Scholar] [CrossRef]
- Surace, R.; Sorgato, M.; Bellantone, V.; Modica, F.; Lucchetta, G.; Fassi, I. Effect of cavity surface roughness and wettability on the filling flow in micro injection molding. J. Manuf. Process. 2019, 43, 105–111. [Google Scholar] [CrossRef]
- Zhou, M.; Jiang, B.; Weng, C. Molecular dynamics study on polymer filling into nano-cavity by injection molding. Comput. Mater. Sci. 2016, 120, 36–42. [Google Scholar] [CrossRef]
- Li, Y.; Abberton, B.C.; Kröger, M.; Liu, W.K. Challenges in multiscale modeling of polymer dynamics. Polymers 2013, 5, 751–832. [Google Scholar] [CrossRef] [Green Version]
- Zhang, M.; Xin, Y. Molecular mechanism research into the replication capability of nanostructures based on rapid heat cycle molding. Appl. Sci. 2019, 9, 1683. [Google Scholar] [CrossRef] [Green Version]
- Choi, S.J.; Kim, S.K. Multi-scale filling simulation of micro-injection molding process. J. Mech. Sci. Technol. 2011, 25, 117–124. [Google Scholar] [CrossRef]
- Lee, W.L.; Wang, D.; Wu, J.; Ge, Q.; Low, H.Y. Injection Molding of Superhydrophobic Submicrometer Surface Topography on Macroscopically Curved Objects: Experimental and Simulation Studies. Appl. Polym. Mater. 2019, 1, 1547–1558. [Google Scholar] [CrossRef]
- Tofteberg, T.R.; Andreassen, E. Multiscale Simulation of Injection Molding of Parts with Low Aspect Ratio Microfeatures. Int. Polym. Process. 2010, 25, 63–74. [Google Scholar] [CrossRef] [Green Version]
- Lin, H.Y.; Chang, C.H.; Young, W. Bin Experimental and analytical study on filling of nano structures in micro injection molding. Int. Commun. Heat Mass Transf. 2010, 37, 1477–1486. [Google Scholar] [CrossRef]
- Kuhn, S.; Burr, A.; Kübler, M.; Deckert, M.; Bleesen, C. Study on the replication quality of micro-structures in the injection molding process with dynamical tool tempering systems. Microsyst. Technol. 2010, 16, 1787–1801. [Google Scholar] [CrossRef]
- Shen, Y.K.; Chang, C.Y.; Shen, Y.S.; Hsu, S.C.; Wu, M.W. Analysis for microstructure of microlens arrays on micro-injection molding by numerical simulation. Int. Commun. Heat Mass Transf. 2008, 35, 723–727. [Google Scholar] [CrossRef]
- Eom, H.; Park, K. Integrated numerical analysis to evaluate replication characteristics of micro channels in a locally heated mold by selective induction. Int. J. Precis. Eng. Manuf. 2011, 12, 53–60. [Google Scholar] [CrossRef]
- Hong, J.; Kim, S.K.; Cho, Y.H. Flow and solidification of semi-crystalline polymer during micro-injection molding. Int. J. Heat Mass Transf. 2020, 153, 119576. [Google Scholar] [CrossRef]
- Marhöfer, D.M.; Tosello, G.; Islam, A.; Hansen, H.N. Gate Design in Injection Molding of Microfluidic Components Using Process Simulations. J. Micro Nano-Manuf. 2016, 4, 025001. [Google Scholar] [CrossRef] [Green Version]
- Dong, P.; Zhao, Z.; Wu, D.; Zhang, Y.; Zhuang, J. Simulation of injection molding of ultra-thin light guide plate with hemispherical microstructures. Key Eng. Mater. 2012, 503, 222–226. [Google Scholar] [CrossRef]
- Baruffi, F.; Calaon, M.; Tosello, G. Effects of micro-injection moulding process parameters on accuracy and precision of thermoplastic elastomer micro rings. Precis. Eng. 2018, 51, 353–361. [Google Scholar] [CrossRef] [Green Version]
- Baruffi, F. Integrated Micro Product/Process Quality Assurance in Micro Injection Moulding Production. Ph.D. Thesis, DTU Mechanical Engineering, Kongens Lyngby, Denmark, 2019. [Google Scholar]
- Regi, F.; Doest, M.; Loaldi, D.; Li, D.; Frisvad, J.R.; Tosello, G.; Zhang, Y. Functionality characterization of injection moulded micro-structured surfaces. Precis. Eng. 2019, 60, 594–601. [Google Scholar] [CrossRef]
- Loaldi, D.; Quagliotti, D.; Calaon, M.; Parenti, P.; Annoni, M.; Tosello, G. Manufacturing Signatures of Injection Molding and Injection Compression Molding for Micro-Structured Polymer Fresnel Lens Production. Micromachines 2018, 9, 653. [Google Scholar] [CrossRef] [Green Version]
- Pirzadeh, S. Three-dimensional unstructured viscous grids by the advancing-layers method. AIAA J. 1996, 34, 43–49. [Google Scholar] [CrossRef]
- Regi, F. Process Technologies for Functional Anisotropic Surfaces Generation in Quick Response Code Application. Ph.D. Thesis, DTU Mechanical Engineering, Kongens Lyngby, Denmark, 2019. [Google Scholar]
- Löhner, R.; Parikh, P. Generation of three-dimensional unstructured grids by the advancing-front method. Int. J. Numer. Methods Fluids 1988, 8, 1135–1149. [Google Scholar] [CrossRef]
- Orazi, L.; Sorgato, M.; Piccolo, L.; Masato, D.; Lucchetta, G. Generation and Characterization of Laser Induced Periodic Surface Structures on Plastic Injection Molds. Lasers Manuf. Mater. Process. 2020, 7, 207–221. [Google Scholar] [CrossRef]
- Ebrahimi, M.; Konaganti, V.K.; Moradi, S.; Doufas, A.K.; Hatzikiriakos, S.G. Slip of polymer melts over micro/nano-patterned metallic surfaces. Soft Matter 2016, 12, 9759–9768. [Google Scholar] [CrossRef] [PubMed]
- Lucchetta, G.; Masato, D.; Sorgato, M.; Crema, L.; Savio, E. Effects of different mould coatings on polymer filling flow in thin-wall injection moulding. CIRP Ann. Manuf. Technol. 2016, 65, 537–540. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| µIM Product | Average Part Size | Part Mass | Dimensional Tolerance Range | Equipment |
|---|---|---|---|---|
| Single Microparts | <10 mm | 0.0001–0.1 g | 10 µm | µIM metering and dosing system |
| Parts featuring micro- or nanostructures | >10 mm | > 0.1 g | 0.01–1 µm (on features) | Conventional IM injection system |
| Micro precision IM Parts | >10 mm | > 0.1 g | 10–100 µm | µIM and IM systems |
| Macro/Meso | Micro (µ) | Nano (n) |
|---|---|---|
| Conservation of Mass | Wall-Slip Effect | Molecular Dynamics |
| Conservation of Momentum | Surface Tension | |
| Conservation of Energy | Local HTC | |
| Polymer constitutive equation (pvT) | Unvented air | |
| Viscosity model | Surface Roughness |
| Mesh Parameters | Case 1 Micro-Ring | Case 2 Micro-Cap |
|---|---|---|
| Element type | 3D Tetrahedral | 3D Tetrahedral |
| Meshing algorithm | Advancing Front | Advancing Front |
| Modeling of sprue | Yes | Yes |
| Number of cavities | 4 | 1 |
| Minimum element size | 50 µm | 20 µm |
| Maximum element size | 500 µm | 300 µm |
| Growth rate | 1.2 | 1.2 |
| Total elements | 1.4 × 106 | 1.0 × 106 |
| Mesh Parameters | Case 3 Micro-Optical Reflector | Case 4 Fresnel Lens |
|---|---|---|
| Element type | 3D Tetrahedral | 3D Tetrahedral |
| Meshing algorithm | Advancing Layer | Advancing Front |
| Meshing approach | Feature restriction | Partition refinement |
| Minimum element size | 10 µm | 10 µm |
| Maximum element size | 1.000 mm | 1.000 mm |
| Growth rate | 1.2 | 1.5 |
| Total elements | 3 047 407 | 3 248 186 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Loaldi, D.; Regi, F.; Baruffi, F.; Calaon, M.; Quagliotti, D.; Zhang, Y.; Tosello, G. Experimental Validation of Injection Molding Simulations of 3D Microparts and Microstructured Components Using Virtual Design of Experiments and Multi-Scale Modeling. Micromachines 2020, 11, 614. https://doi.org/10.3390/mi11060614
Loaldi D, Regi F, Baruffi F, Calaon M, Quagliotti D, Zhang Y, Tosello G. Experimental Validation of Injection Molding Simulations of 3D Microparts and Microstructured Components Using Virtual Design of Experiments and Multi-Scale Modeling. Micromachines. 2020; 11(6):614. https://doi.org/10.3390/mi11060614
Chicago/Turabian StyleLoaldi, Dario, Francesco Regi, Federico Baruffi, Matteo Calaon, Danilo Quagliotti, Yang Zhang, and Guido Tosello. 2020. "Experimental Validation of Injection Molding Simulations of 3D Microparts and Microstructured Components Using Virtual Design of Experiments and Multi-Scale Modeling" Micromachines 11, no. 6: 614. https://doi.org/10.3390/mi11060614