Research on a Micro-Processing Technology for Fabricating Complex Structures in Single-Crystal Quartz


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental
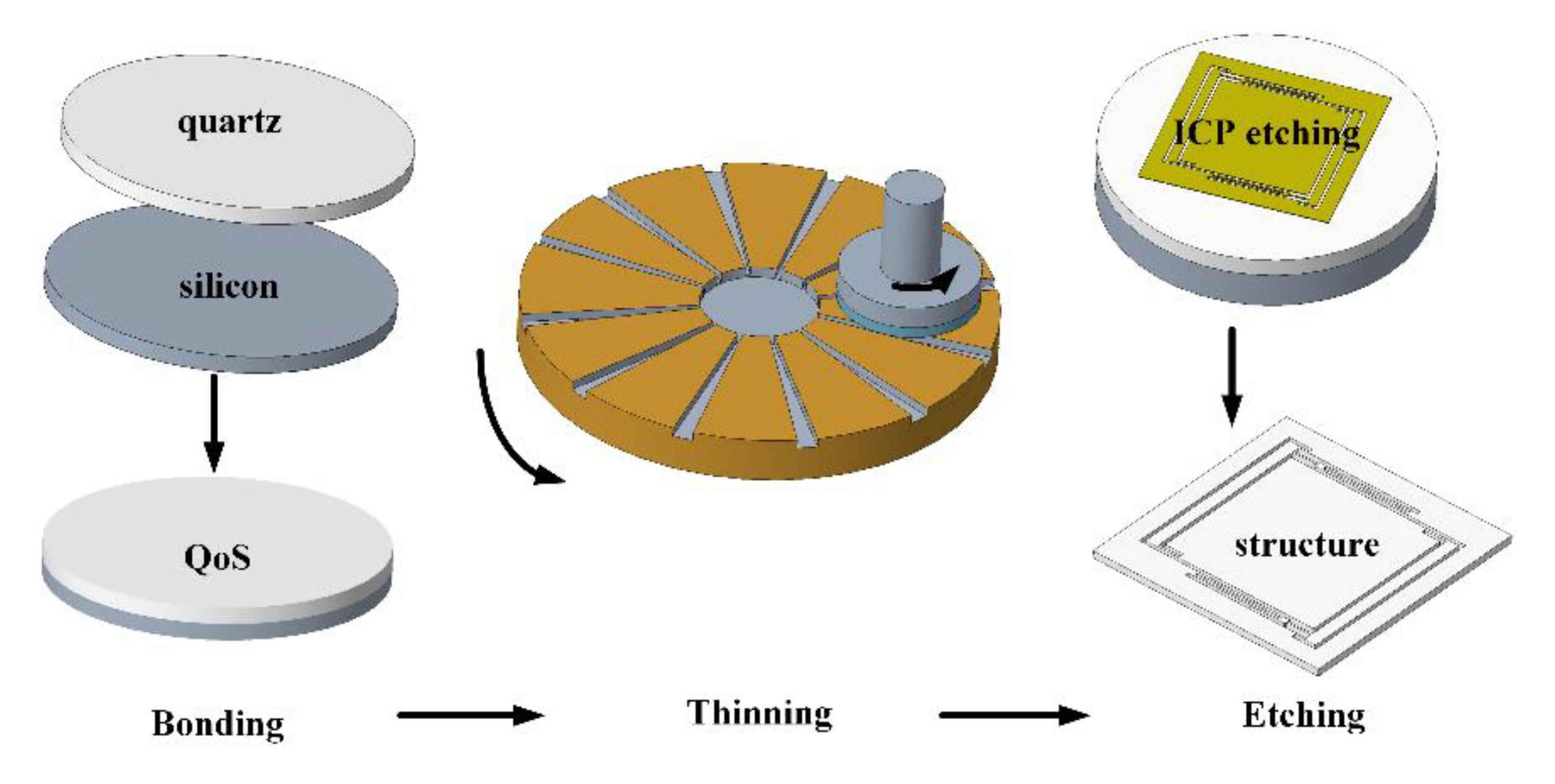
2.1. The Design of the Overall Process
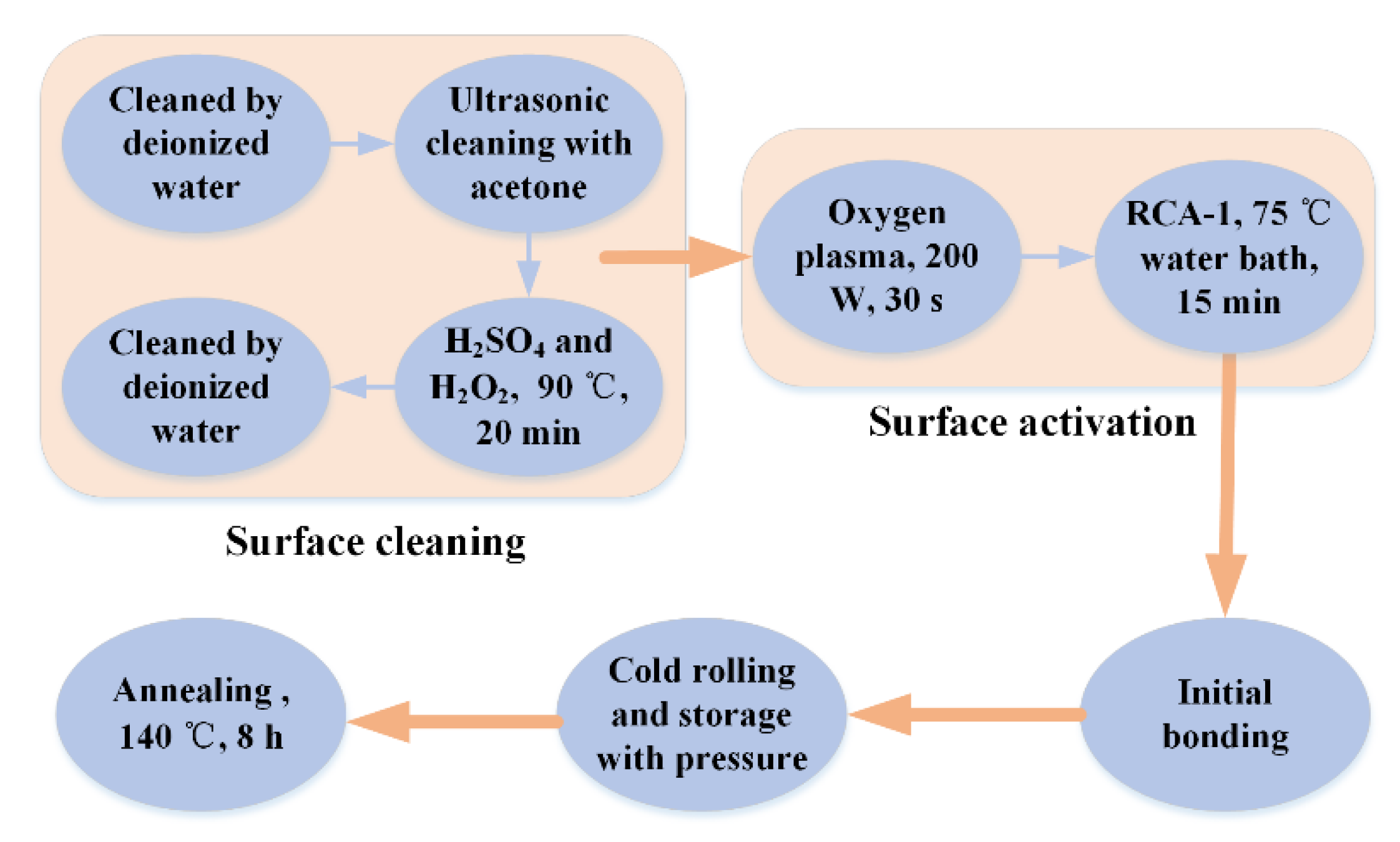
2.2. Bonding of Quartz and Silicon
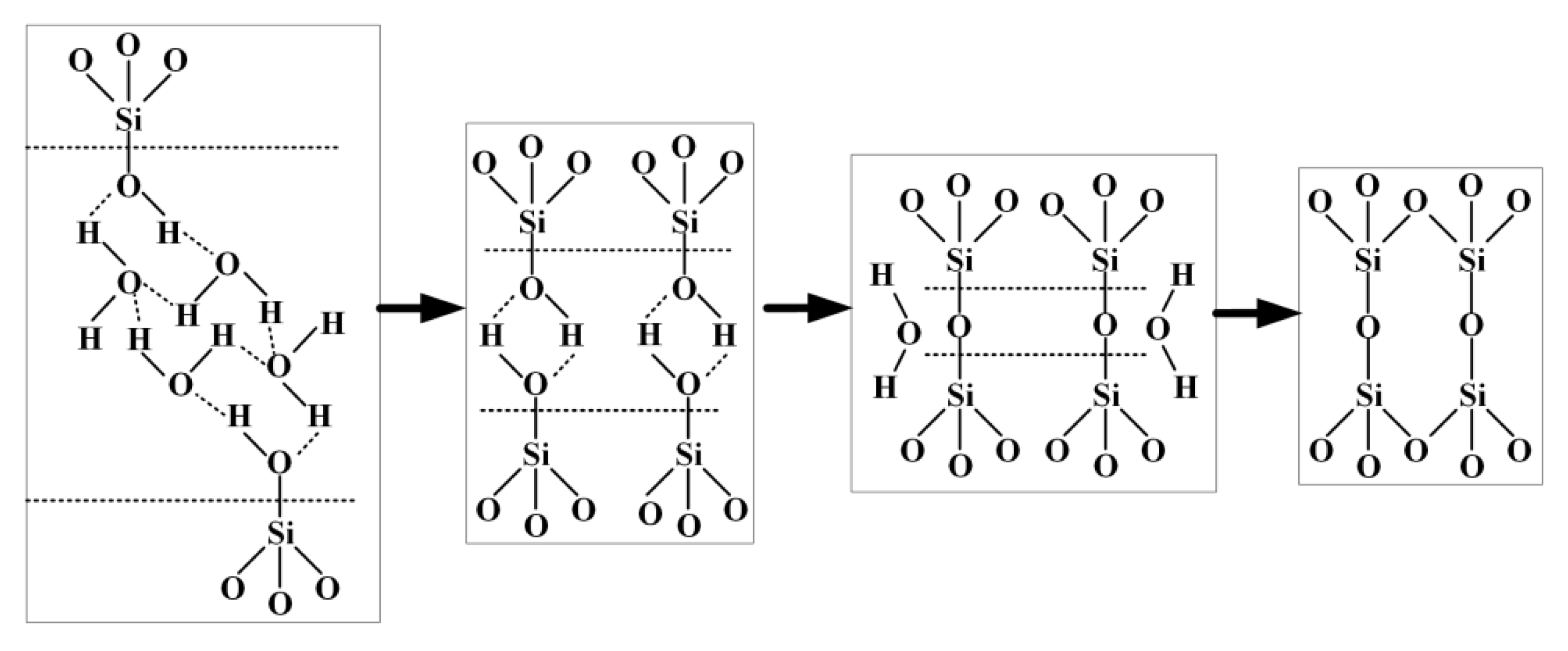
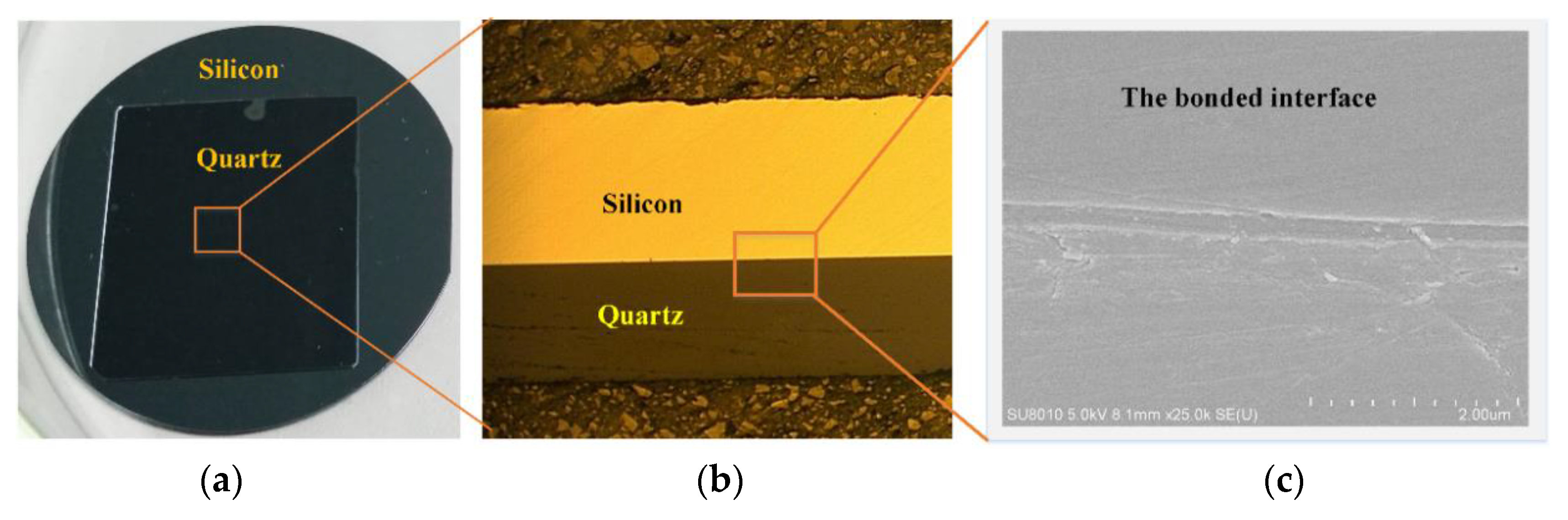
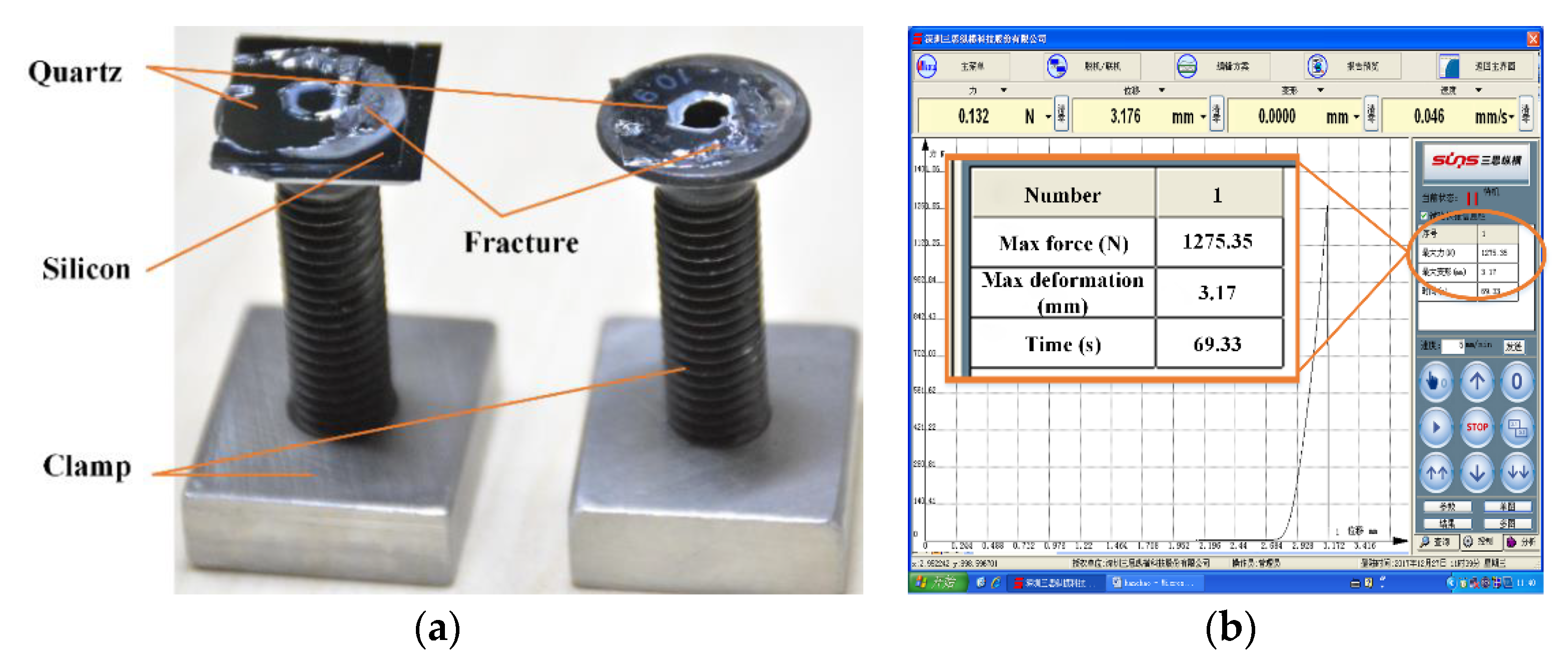
2.2.1. Direct Bonding
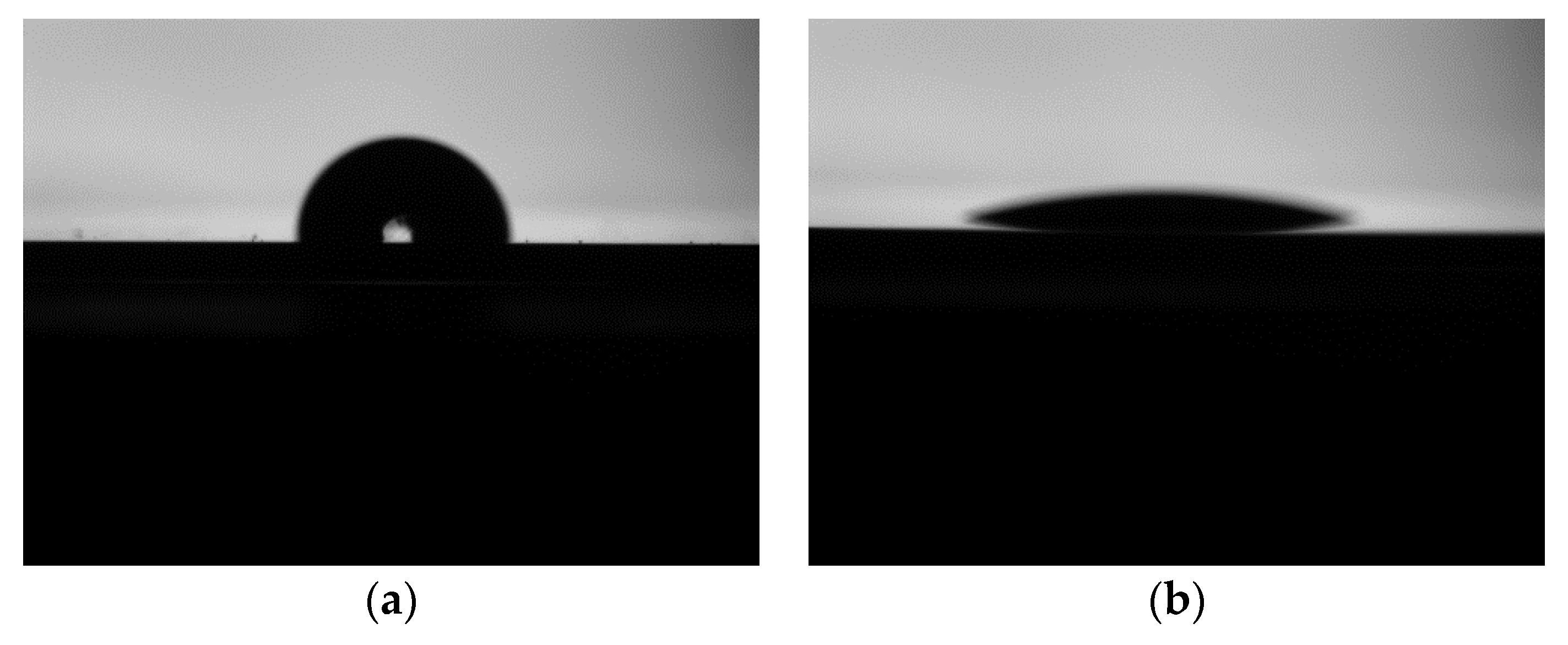
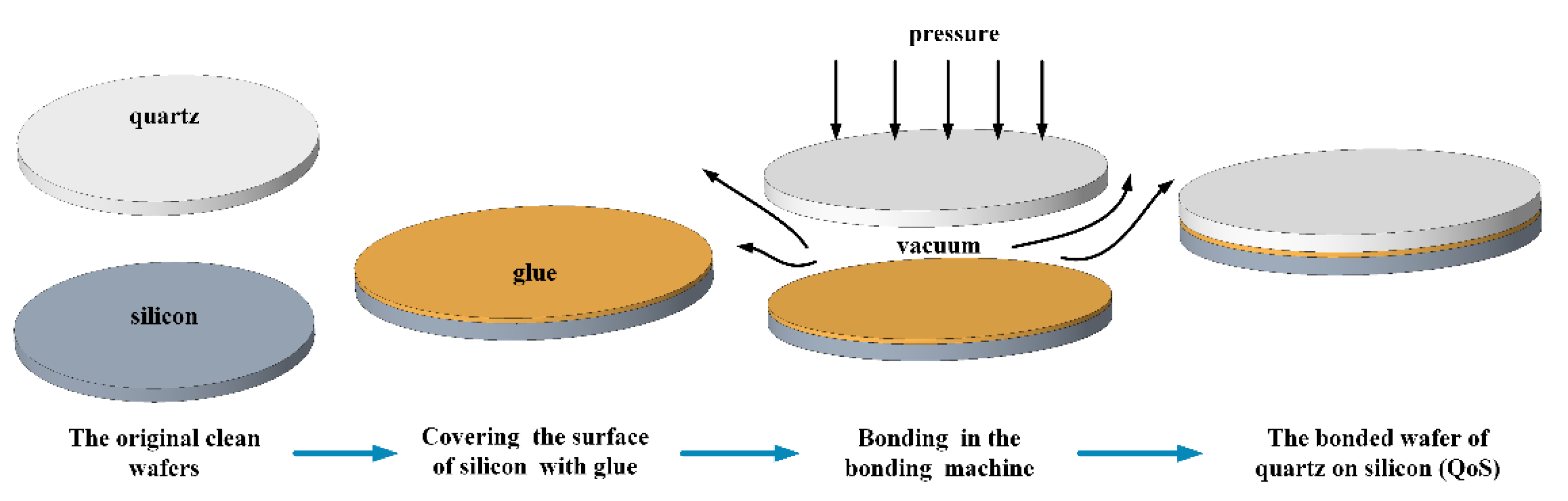
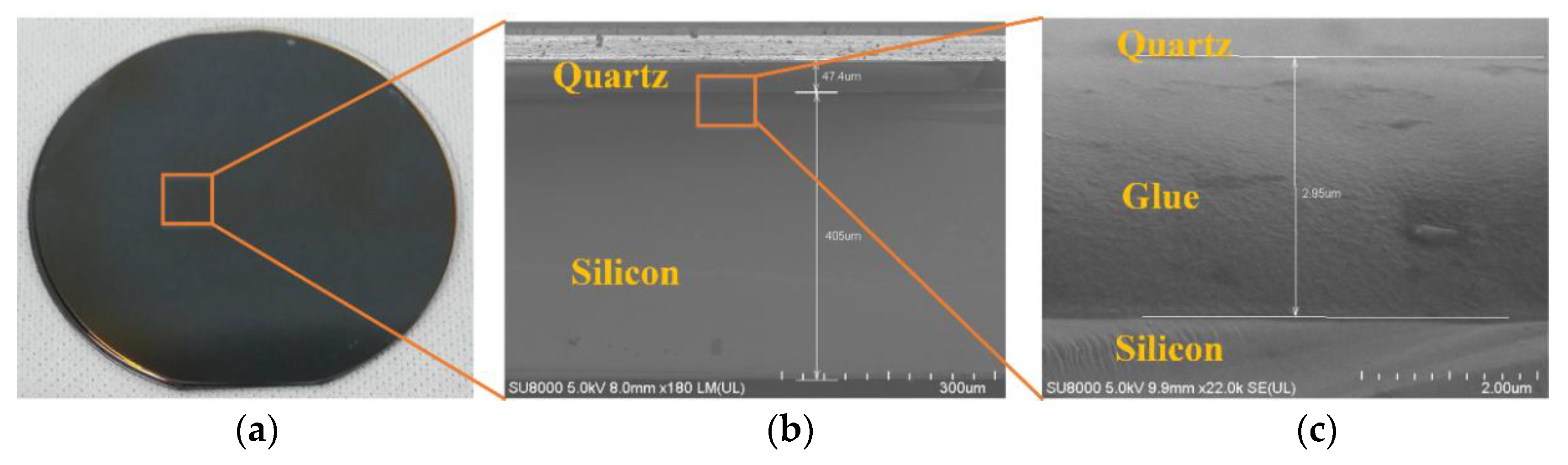
2.2.2. Auxiliary Bonding
2.3. Thinning and Dry Etching of Quartz
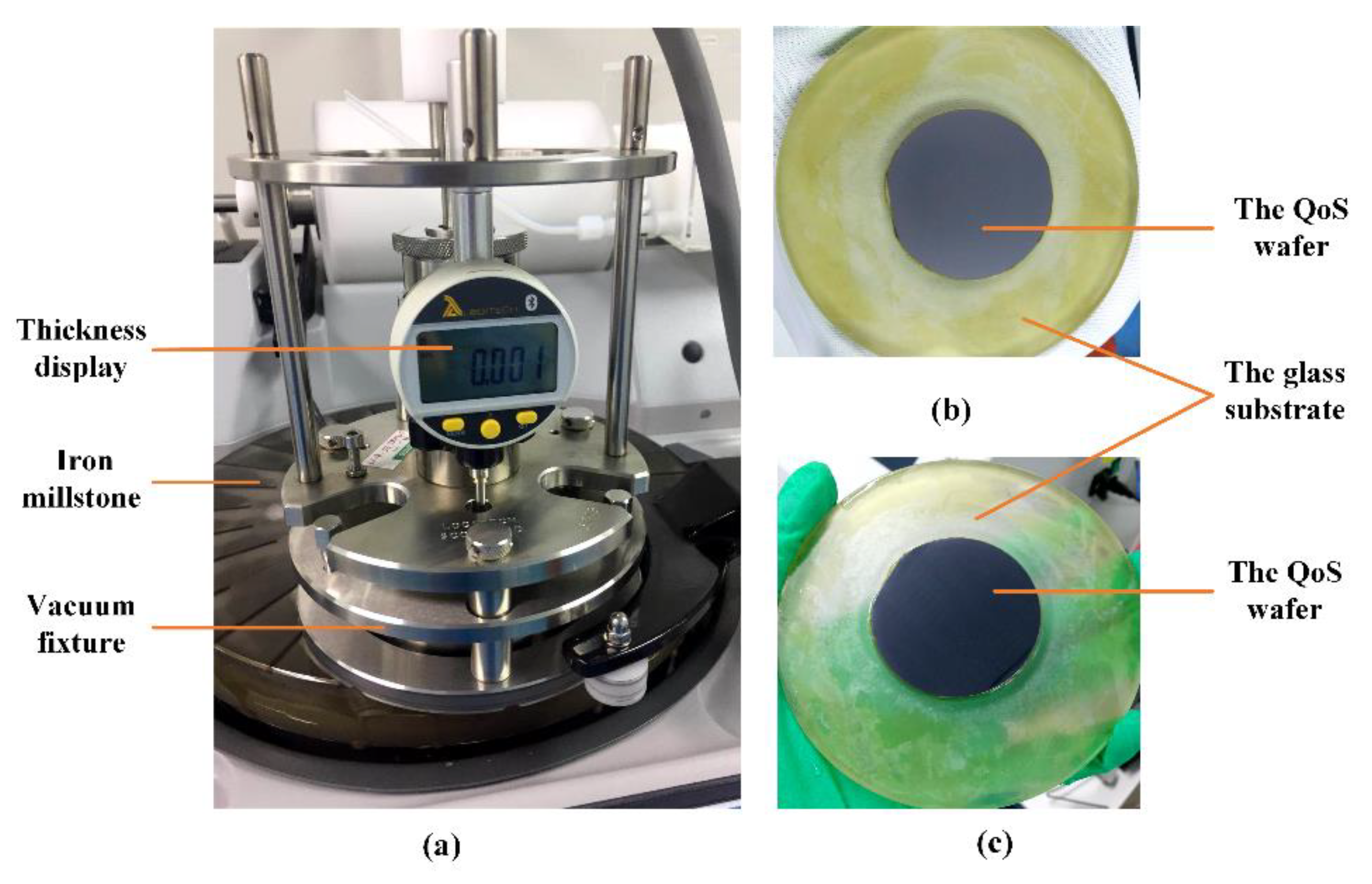
2.3.1. The Thinning of Quartz
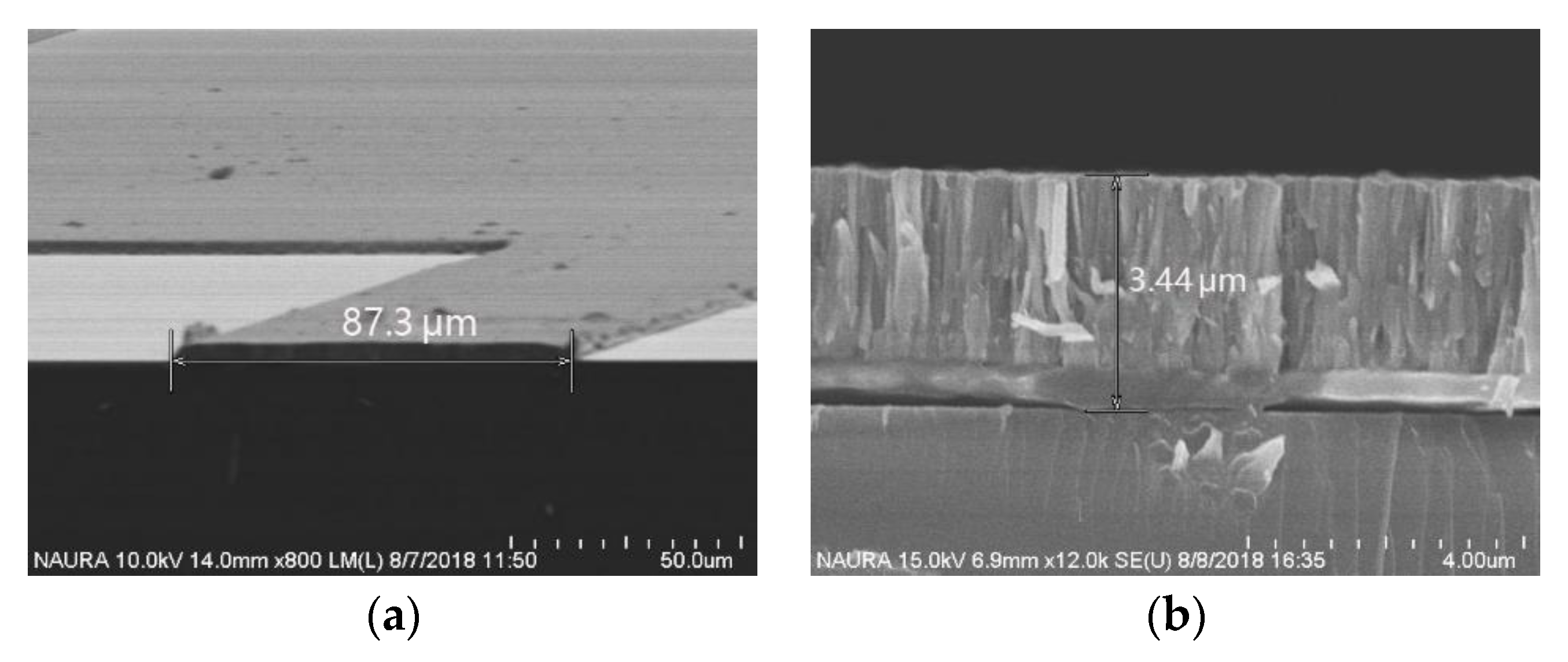
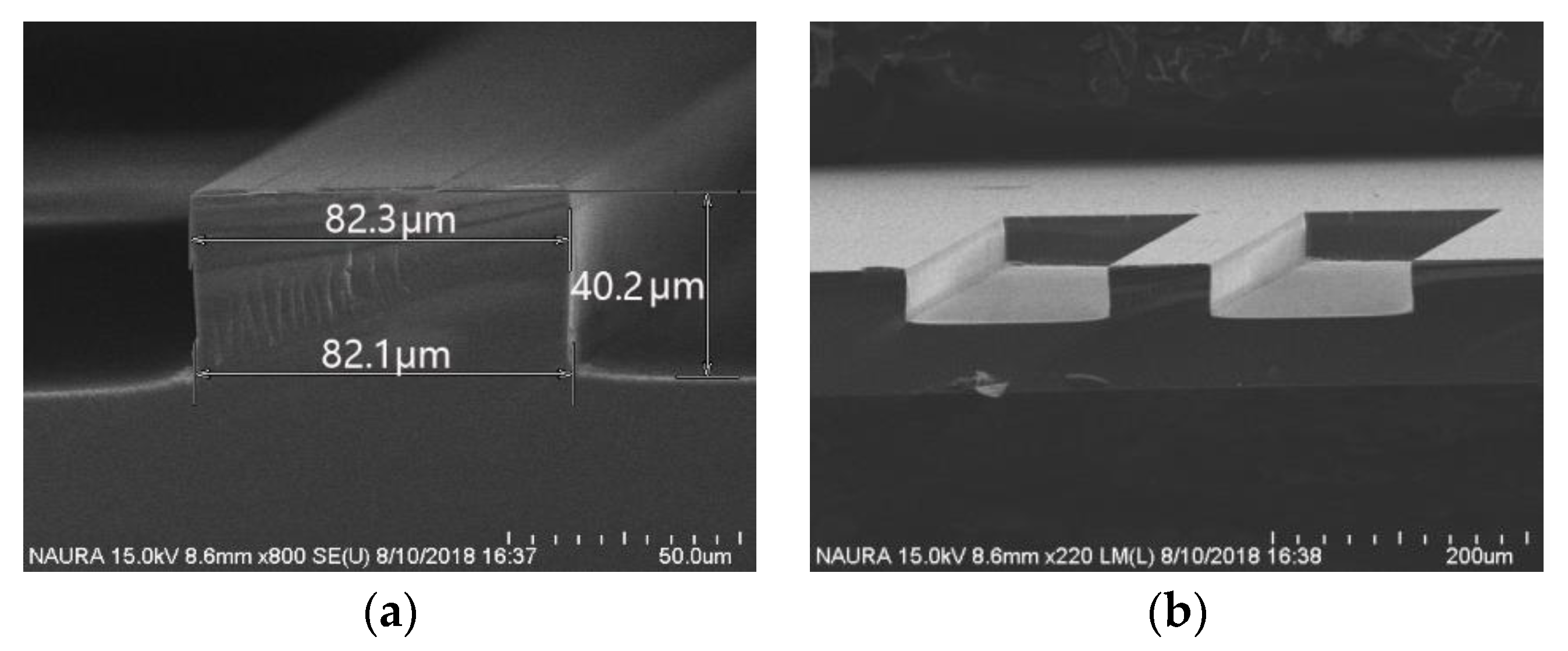
2.3.2. The ICP Dry Etching of Quartz
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Li, C.; Zhao, Y.; Li, B.; Cheng, R.; Sun, D.; & Han, C.; Zhao, Y. A micro-machined differential resonance accelerometer based on silicon on quartz method. Sens. Actuators A Phys. 2017, 253, 1–9. [Google Scholar] [CrossRef]
- Traon, O.L.; Janiaud, D.; Pernice, M.; Masson, S.; Muller, S.; Tridera, J.Y. A New Quartz Monolithic Differential Vibrating Beam Accelerometer. In Proceedings of the Position, Location, And Navigation Symposium, 2006 IEEE/ION IEEE, San Diego, CA, USA, 25–27 April 2006; pp. 6–15. [Google Scholar]
- Levy, R.; Moras, J.; Pannetier, B. Vibrating Beam MEMS Seismometer for Footstep and Vehicle Detection. IEEE Sens. J. 2017, 17, 7306–7310. [Google Scholar] [CrossRef]
- Hung, C.H.; Wang, W.S.; Lin, Y.C.; Liu, T.W.; Sun, J.H.; Chen, Y.Y.; Esashi, M.; Wu, T.T. Design and fabrication of an AT-cut quartz phononic Lamb wave resonator. J. Micromech. Microeng. 2013, 23, 065025. [Google Scholar] [CrossRef]
- Huang, B.S.; Chang-Chien, W.T.; Hsieh, F.H.; Chou, Y.F.; Chang, C.O. Analysis of the natural frequency of a quartz double-end tuning fork with a new deformation model. J. Micromech. Microeng. 2016, 26, 065006. [Google Scholar] [CrossRef]
- Oh, H.; Kim, G.; Seo, H.; Song, Y.; Lee, K.; Yang, S.S. Fabrication of micro-lens array using quartz wet etching and polymer. Sens. Actuators A Phys. 2010, 164, 161–167. [Google Scholar] [CrossRef]
- Li, X.; Xu, J.; Lin, Z.; Qi, J.; Wang, P.; Chu, W.; Fang, Z.; Wang, Z.; Chai, Z.; Cheng, Y. Polarization-insensitive space-selective etching in fused silica induced by picosecond laser irradiation. Appl. Surf. Sci. 2019, 485, 188–193. [Google Scholar] [CrossRef] [Green Version]
- Wang, Y.; She, T.; Liu, D.; Dai, Y.; Lin, H. Experimental investigation of femtosecond laser micro/nano processing of quartz material. Integr. Ferroelectr. 2019, 197, 64–69. [Google Scholar] [CrossRef]
- Chapellier, P.; Lavenus, P.; Bourgeteau-Verlhac, B.; Gageant, C.; le Traon, O.; Dulmet, B. Aspect ratio Dependent Etching in Advanced Deep Reactive Ion Etching of Quartz. In Proceedings of the 2017 Symposium on Design, Test, Integration and Packaging of MEMS/MOEMS (DTIP), Bordeaux, France, 29 May–1 June 2017. [Google Scholar]
- Kamijo, A.; Monoe, S.; Murayama, N.; Saito, T.; Kimura, N. Wafer-level quartz dry etching technology. In Proceedings of the 2014 IEEE International Frequency Control Symposium (FCS), Taipei, Taiwan, 14–22 May 2014; pp. 1–4. [Google Scholar]
- Du, X.R.; Song, X.F.; Sun, Y.C.; Zhang, X.-Q.; Wang, H.; Yang, X.H. Deep Wet Etching Uniformity of Polished Fused Silica Glass. Key Eng. Mater. 2017, 726, 404–440. [Google Scholar] [CrossRef]
- Zhang, H.; Xing, Y.; Zhang, J.; Gosálvez, M.A.; Li, Y.; Zhang, Y. Evolutionary kinetic monte carlo method for the simulation of anisotropic etching of z-cut, at-cut and bt-cut quartz. In Proceedings of the 2017 19th International Conference on Solid-State Sensors, Actuators and Microsystems (TRANSDUCERS), Kaohsiung, Taiwan, 18–22 June 2017. [Google Scholar]
- Zhang, H.; Xing, Y.; Li, Y.; Gosálvez, M.A.; Qiu, X. Kinetic Monte Carlo method for the simulation of anisotropic wet etching of quartz. Sens. Actuators A Phys. 2017, 256, 24–34. [Google Scholar] [CrossRef]
- Xing, Y.; Gosalvez, M.A.; Zhang, H.; Li, Y.; Qiu, X. Transient and Stable Profiles during Anisotropic Wet Etching of Quartz. J. Microelectromech. Syst. 2017, 26, 1063–1072. [Google Scholar] [CrossRef]
- Lai, S.; Lorenz, P.; Ehrhardt, M.; Han, B.; Hirsch, D.; Zagoranskiy, I.; Lu, J.; Zimmer, K. Laser-induced frontside etching of silicon using 1550-nm nanosecond laser pulses. Opt. Lasers Eng. 2019, 122, 245–253. [Google Scholar] [CrossRef]
- Crespi, A.; Osellame, R.; Bragheri, F. Femtosecond-laser-written optofluidics in alumino-borosilicate glass. Opt. Mater. X 2019, 4, 100042. [Google Scholar] [CrossRef]
- Osipov, A.A.; Aleksandrov, S.E.; Osipov, A.A.; Berezenko, V.I. Development of Process for Fast Plasma-Chemical through Etching of Single-Crystal Quartz in SF6/O-2 Gas Mixture. Russ. J. Appl. Chem. 2018, 91, 1255–1261. [Google Scholar] [CrossRef]
- Pedersen, M.; Huff, M. Development of Process Recipes for Maximum Mask Etch Selectivity and Maximum Etch Rate Having Vertical Sidewalls for Deep, Highly-Anisotropic Inductively-Coupled Plasma (ICP) Etching of Fused Silica. ECS J. Solid State Sci. Technol. 2017, 6, P644–P652. [Google Scholar] [CrossRef]
- Pedersen, M.; Huff, M. Plasma Etching of Deep High-Aspect Ratio Features Into Fused Silica. J. Microelectromech. Syst. 2017, 26, 1–8. [Google Scholar] [CrossRef]
- Abe, T.; Itasaka, Y. A fabrication method of high-Q quartz crystal resonator using double-layered etching mask for DRIE. Sens. Actuators A 2012, 188, 503–506. [Google Scholar] [CrossRef]
- Bliznetsov, V.; Lin, H.M.; Zhang, Y.J.; Johnson, D. Deep SiO2 etching with Al and AlN masks for MEMS devices. J. Micromech. Microeng. 2015, 25, 87002. [Google Scholar] [CrossRef] [Green Version]
- Osipov, A.A.; Iankevich, G.; Alexandrov, S.E. Monocrystalline Quartz ICP Etching: Road to High-Temperature Dry Etching. Plasma Chem. Plasma Process. 2019, 40, 423–431. [Google Scholar] [CrossRef]
- Lee, Y.; Sim, S.-M.; Fontana, E.; Llamas-Garro, I.; Cavalcanti, G.O.; Kim, J.-M. Silicon-on-quartz bonding based SPR chip. Microsyst. Technol. 2016, 23, 1983–1989. [Google Scholar] [CrossRef]
- Song, E.-S.; Kang, S.; Kim, H.; Kim, Y.-K.; An, J.-E.; Baek, C.-W. Wafer-Level Fabrication of a Fused-Quartz Double-Ended Tuning Fork Resonator Oscillator Using Quartz-on-Quartz Direct Bonding. IEEE Electron Device Lett. 2013, 34, 692–694. [Google Scholar] [CrossRef]
- Wei, J.; Xie, H.; Nai, S.; Wong, C.K.; Lee, L.C. Low temperature wafer anodic bonding. J. Micromech. Microeng. 2003, 13, 217–222. [Google Scholar] [CrossRef]
- Henmi, H.; Shoji, S.; Shoji, Y.; Yoshimi, K.; Esashi, M. Vacuum packaging for microsensors by glass-silicon anodic bonding. Sens. Actuators A 1994, 43, 243–248. [Google Scholar] [CrossRef]
- Zhou, L.; Zhong, Q.; Li, J.; Xing, H.; Wang, X.; Zhou, Z.; Wang, X. Design and Fabrication of a Novel 5 times 5 Beam Dammann Grating. Micronanoelectron. Technol. 2018, 55, 677–682. [Google Scholar]
- Wang, C.; Wang, Y.; Tian, Y.; Wang, C.; Suga, T. Room-temperature direct bonding of silicon and quartz glass wafers. Appl. Phys. Lett. 2017, 110, 221602. [Google Scholar] [CrossRef]
- Lapadatu, A.C. Kari Schjølberg-Henriksen. Anodic Bonding [m]//Handbook of Wafer Bonding; Wiley-Vch Verlag Gmbh & Co.: Hoboken, NJ, USA, 2012. [Google Scholar]
- Minnick, M.D.; Devenyi, G.A.; Kleiman, R.N. Optimum reactive ion etching of x-cut quartz using sf6 and ar. J. Micromech. Microeng. 2013, 23, 7002. [Google Scholar] [CrossRef]












© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Han, C.; Li, C.; Zhao, Y.; Li, B.; Wei, X. Research on a Micro-Processing Technology for Fabricating Complex Structures in Single-Crystal Quartz. Micromachines 2020, 11, 337. https://doi.org/10.3390/mi11030337
Han C, Li C, Zhao Y, Li B, Wei X. Research on a Micro-Processing Technology for Fabricating Complex Structures in Single-Crystal Quartz. Micromachines. 2020; 11(3):337. https://doi.org/10.3390/mi11030337
Chicago/Turabian StyleHan, Chao, Cun Li, Yulong Zhao, Bo Li, and Xueyong Wei. 2020. "Research on a Micro-Processing Technology for Fabricating Complex Structures in Single-Crystal Quartz" Micromachines 11, no. 3: 337. https://doi.org/10.3390/mi11030337