1. Introduction
Silicon nitride (
) ceramics are widely used in numerous industrial sectors due to their outstanding physical and mechanical properties [
1]. Silicon nitride ceramic balls are the first choice for high-performance ball-bearing materials due to their high hardness, low density, low thermal expansion coefficient, high-temperature resistance, non-magnetic nature, corrosion resistance and self-lubricating property [
2]. At present, the common practice of the finishing processes of
ceramic balls can be achieved through the mechanical action of abrasive grains. For example, V-groove finishing is a typical method employed for the surface finish of spherical parts, which is still widely used in industry currently. However, due to the low surface energy of ceramic balls and poor adhesion at the workpiece/abrasive plate interface [
3], the final polishing accuracy and surface condition of ceramic balls are difficult to control, especially for spherical errors [
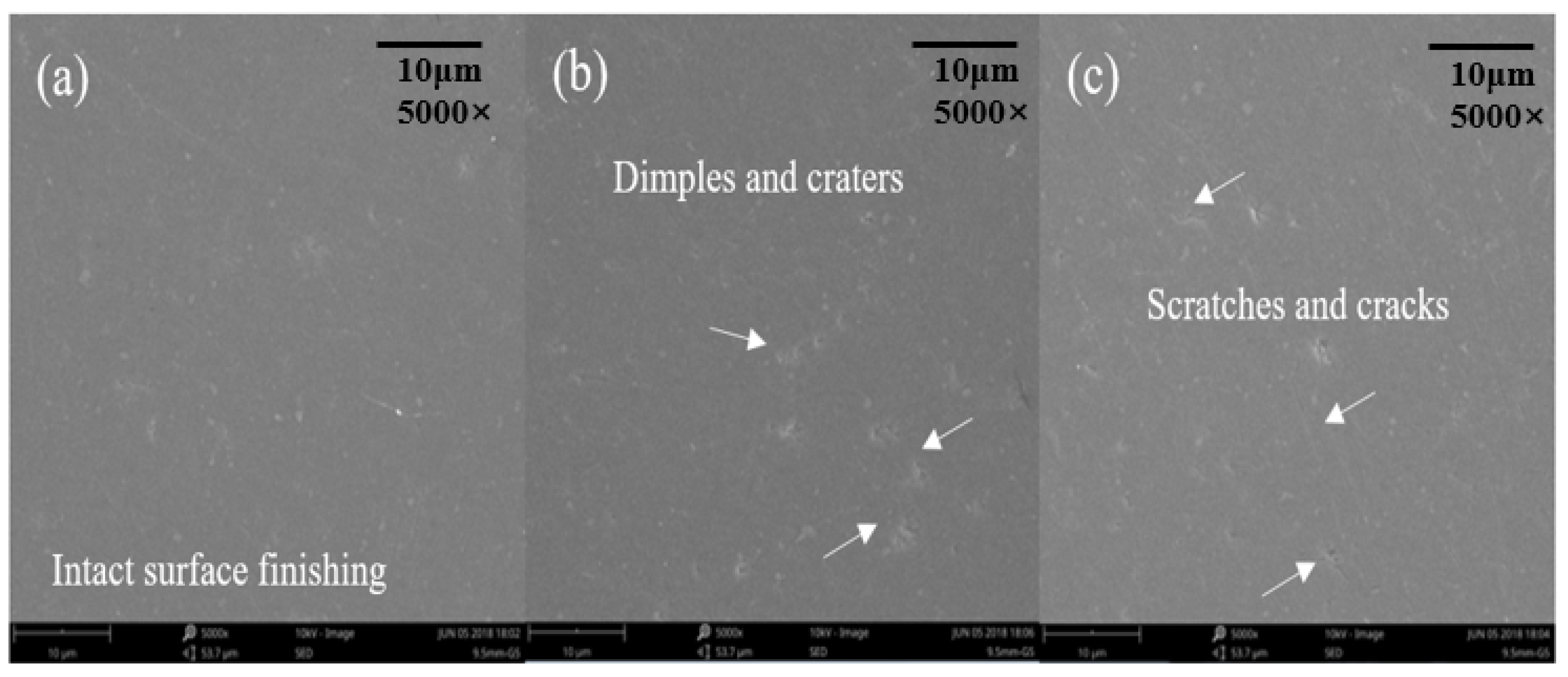
4]. Furthermore, the inevitable defects present on the polished surface significantly limited the efficiency of the V-groove finishing approach. Defects, including scratches, pits, snowflakes, and micro-cracks are often found on polished surfaces due to the continuous abrasion between the abrasive plates and the workpiece surface [
5]. Besides the surface defects, the normal and shear stresses present on the abrasive plate could cause the propagation of inner cracks during the finishing process of spherical parts made of ceramic materials [
6]. Moreover, adhesion of the debris and chemical diffusion between the workpiece and abrasive plates were observed, which could also cause deterioration of geometric precision and mechanical properties of machined surfaces [
7].
Some attempts have been performed to improve the efficiency and surface finish of spherical parts. For example, Feng et al. [
8] proposed a double-plane polishing method to polish ceramic balls, which aimed to improve the surface finish by dual-plane polishing technology, compared with conventional finishing method using cast iron plates with V-grooves. The material was removed uniformly by making the balls’ spinning and rolling constant between the abrasive plates, and the results showed that the average surface roughness value was achieved with better results, the surface roughness Ra was reduced from 20 nm to 4 nm and the sphericity was maintained within 0.25 μm after 20-h polishing. However, the improvement of spherical error was not promising. Zhao et al. [
9] proposed a variable-radius V-groove polishing method by changing the spin angle of the abrasive plate. By adopting this method, the G16 level steel balls were polished to G5 level after 10 revolutions of the lower plate, and the machining time reported was only two minutes. However, the application of the variable-radius V-groove method on the polishing of balls consisting of ceramics was not further investigated. Feng et al. [
10] polished the ceramic balls with the spiral V-groove plates aiming to improve the sphericity of the surface finish. In the polishing process, the movement characteristics of the balls changed with the curvature radius of the groove, which increased the uniformity of the polishing on the ball surface. The best surface finish in G3 level was achieved with a roundness of 0.05 µm, surface roughness of 4.5 nm and spherical error of 0.11 µm, but the stability of the polishing process and practicality of this polishing method in industry were still questionable, because no further research was conducted on the surface finish of balls with different sizes.
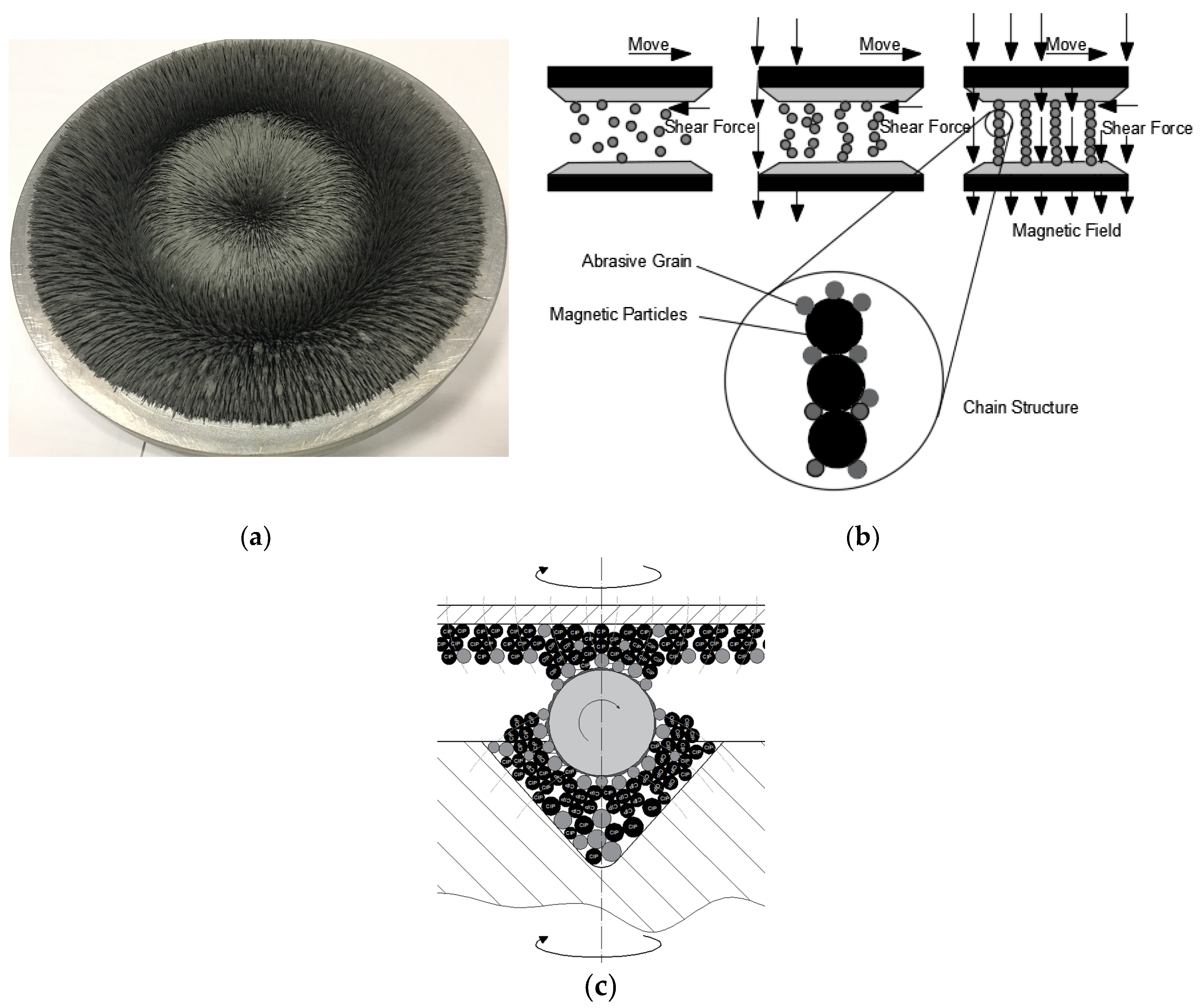
With the development of polishing techniques, flexible nano-finishing processes have been applied in polishing various materials such as metals, ceramics and optical glasses. These polishing methods, including magnetic float polishing (MFP), magnetic abrasive finishing (MAF) and magnetic compound fluid slurry finishing (MCF), are capable of achieving surface roughnesses in the range of 10–100 nm on metals with flexible finishing medium [
11,
12,
13]. By using soft finishing tools including chemical liquids, electric or magnetic fields, ceramic balls with a super smooth and precision surface finish could be obtained. Umehara et al. [
14] reported a new method based on the magnetic float polish (MFP), which resulted in the polished ceramic balls with no surface damages and an ultra-fine surface roughness of less than 4 nm. However, the high cost of magnetic fluid along with the complicated equipment setup limit its potential industrial application. The magnetorheological finish (MRF) approach is known as a novel surface processing method combining electromagnetics, fluid dynamics, analytical chemistry, and processing technology [
15]. Compared to traditional polish methods, MRF has the characteristics of low loss, high efficiency, and the processing effect of nanometer precision. Pan et al. [
16] proposed a cluster magnetorheological finishing (CMRF) method for the polishing of strontium-titanate ceramic surfaces. The material removal rate was 0.154 µm/min and the final surface roughness was around 8 nm, which demonstrated a good processing efficiency and high quality on the surface finish. Liang et al. [
17] also applied CMRF for the polishing of SiC ceramic plane surfaces. Results showed that the final surface roughness was about 0.6 nm when the magnetorheological slurry consisting of carbonyl iron powders and
was applied. Zhao et al. processed the quartz wafer using MRF in order to remove the defects including facial cracks and dimples. The results showed that the surface roughness was reduced from 2.46 nm to 0.653 nm, and the root mean squre (RMS) was reduced from 35.6 nm to 5.06 nm [
18]. However, the CMRF method applied in the aforementioned three studies was only performed for the polishing of flat surfaces, further investigation on other types of surface (e.g., free surfaces) and workpiece materials were not conducted.
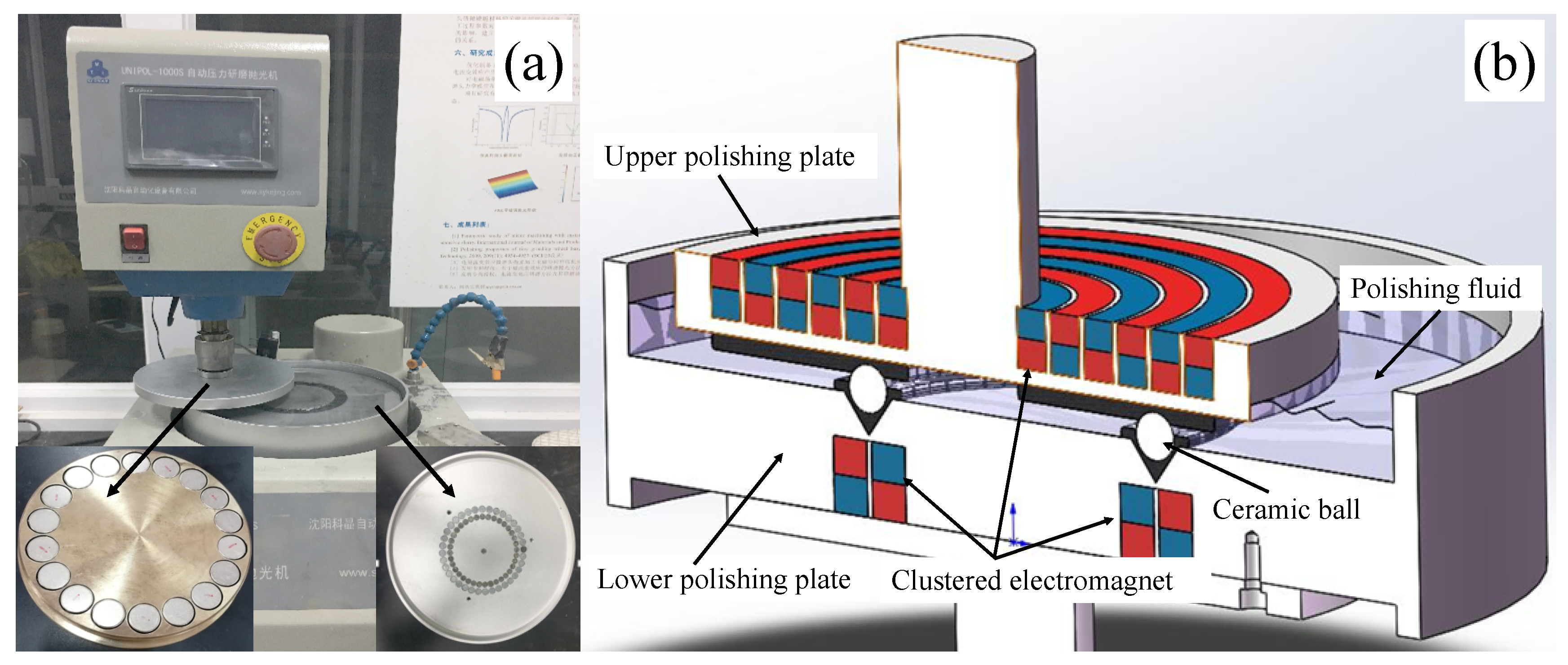
It is therefore suggested that CMRF is a promising method for finishing ceramic materials according to those aforementioned studies. However, the application of CMRF on the finish of spherical parts made of ceramics has not been reported yet. In this study, the novel application of the CMRF technique for polishing ceramic balls were investigated both experimentally and theoretically. A series of polishing experiments with different parameters were conducted on a customized computer numerically controlled (CNC) CMRF machine, and the roughness, sphericity and microstructure morphology were systematically analyzed to evaluate the influence of three main parameters: rotating speeds and eccentricities of the abrasive plates and machining gaps on the surface finish of the ceramic balls. To further explore the mechanism how the polishing parameters affect the surface finish, the kinematics of the CMRF process during the polish was theoretically modelled and dynamically simulated. The visualized finishing trace and the distribution of the contact points were analyzed to explore the influence of different parameters applied on the CMRF processes.
3. Modelling of CMRF Process
According to the experimental results, it could be suggested that the eccentricity, rotating speeds, and machining gap are three major parameters that affect the surface roughness and sphericity. To investigate the mechanism of the influence of different cutting parameters on the surface finishing, a mathematical model was developed to analyze the kinematic status of the balls at different eccentricities, rotating speeds, and machining gaps in the CMRF of spherical parts.
3.1. Kinematics of the Ceramic Balls in CMRF Process
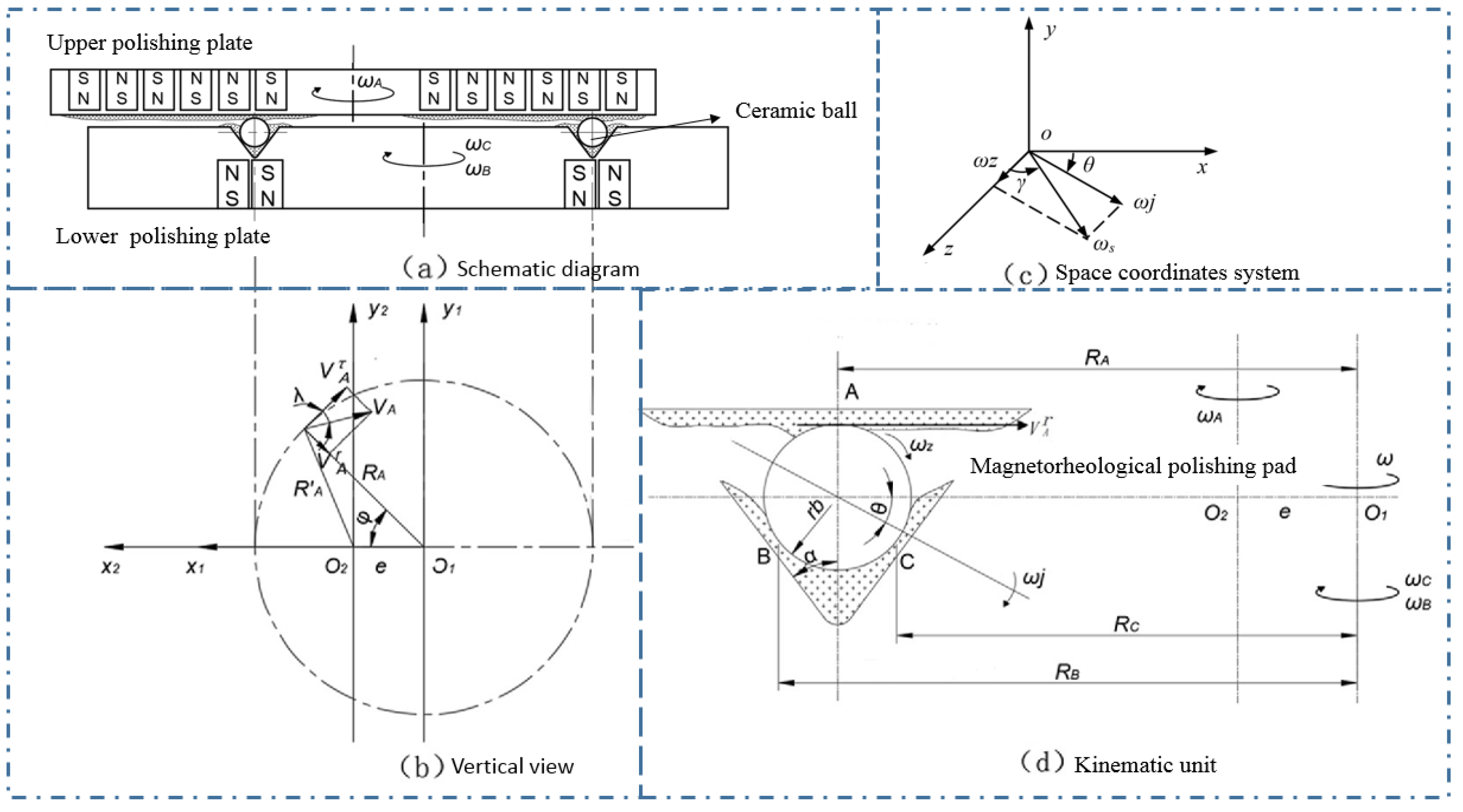
Figure 6 presents the kinematic status of a ceramic ball in the CMRF process. The upper plate and lower plate rotated around their own spindles with the angular speed
and
(
Figure 6a). As shown in the top view of the polishing system (
Figure 6b),
O1x1y1 and
O2x2y2 were two coordinates developed in the reference systems of upper plate and lower plate, respectively (
O1 and
O2 are the centers of the plates). In this study, the rotation status of three contact points one at the interface of the workpiece/upper magnetorheological finishing pad (point A) and other two at the interface of the workpiece/upper magnetorheological finishing pad (point B and point C) was modelled. The kinematics of the ceramic ball was investigated by analyzing the rotating speed
ωz and
ωj, which were the orthogonal components of and the rotating angle
θ and
γ (
Figure 6c), and could significantly affect the enveloping development of the trace on spherical surface.
The eccentricity
e is defined as the distance between two points
O1 and
O2. At a certain moment, the rotation angle of the ball billet around the V-shaped groove is
φ, and the linear velocity
VA of the point
A′ on the upper finishing plate is orthogonally decomposed, which were the tangential component of
VτA, and the radial component of
VrA. The angle between
VA and
VτA is denoted by
λ;
RA =
O1A,
R′A =
O2A.
Figure 6d illustrates the movement unit of the ball billet. The three contact points between the finishing pad and ball billet are marked with
A,
B, and
C.
According to the assumption that no relative sliding at the contact point between the ball billets and finishing pad would occur, the kinematics equations can be written as follows:
where
RA,
RB and
RC are the distances between the three contact points and the rotation axis of lower finishing plate are corresponded to
RA,
RB, and
RC;
ωA,
ωB and
ωC (
ωB =
ωC) are the angular speed of A, B and C; the and these rotation speeds are corresponded to
ωA,
ωB, and
ωC (
ωB =
ωC), respectively, The ball billet with a radius
rb self-rotated at an angular velocity
ωs, and the shape of the V-groove is determined by the groove half-angle
α.
VrA = VAcosλ, VrA = VAsinλ, VA = R’AωA:
and there are the following geometric relations in Δ
O1O2A:
Thist can be solved by Equation (2) to Equation (5):
and the rotating speeds
and
were expressed with the following equations:
Based on Equations (6) and (7), it was found that when the groove half-angle α is fixed, the motion of sphere could be controlled by changing the position radius of the groove RA, the eccentricity e between the two rotating plates, and the rotation speeds ωA and ωB (or ωC). Acordingly, a high efficiency and uniform spherical envelope model could be achieved. In addition, the magnetic field intensity, magnetorheological finishing force, and machining gap δ can be adjusted, then the surface roughness and spherical error of the silicon nitride ceramic balls could be optimized and controlled.
3.2. Kinematic Simulation in ADAMS
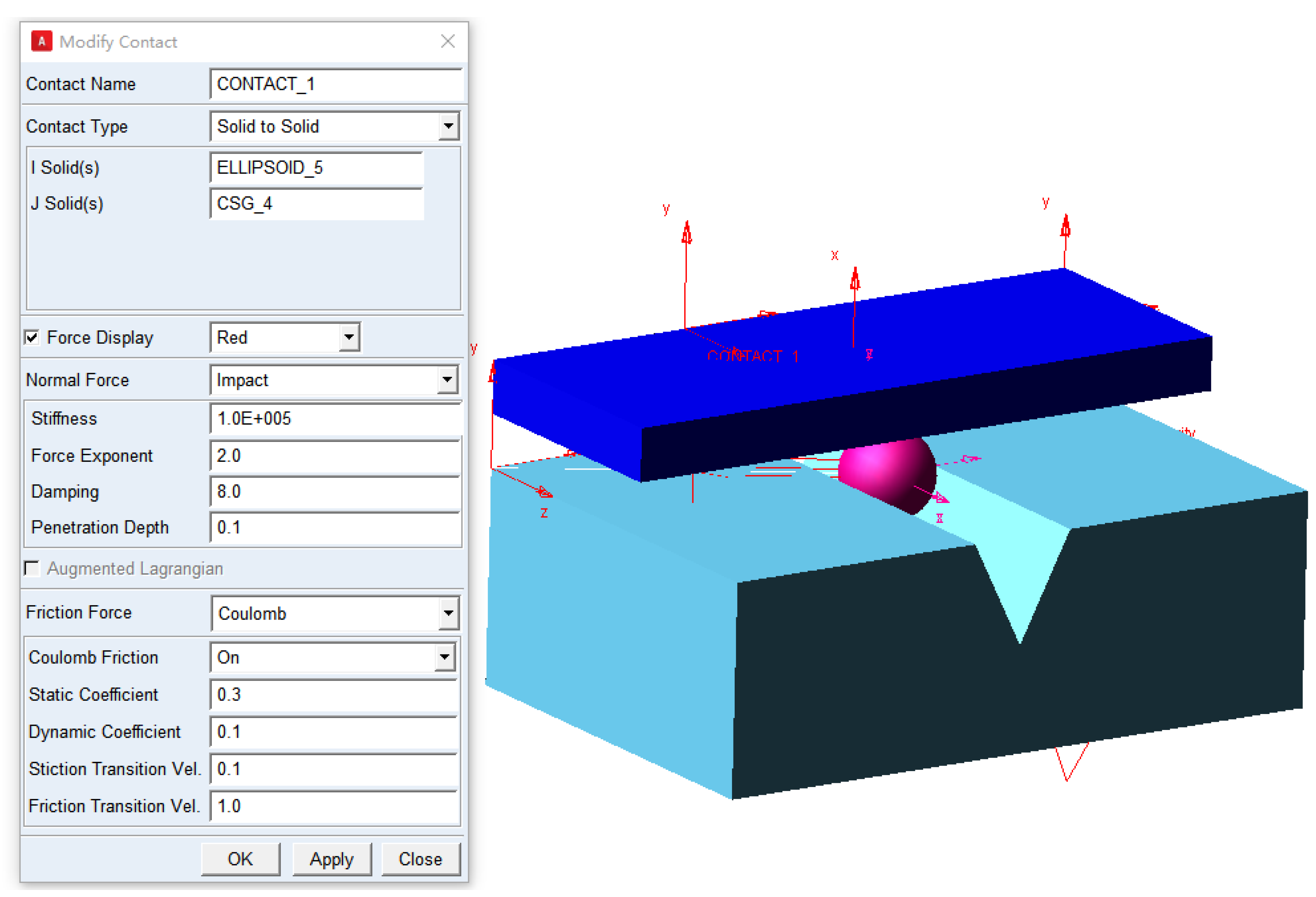
The movement of the three contact points were simulated by using the software ADAMS (MSC Software Corporation, Newport Beach, CA, USA) to present the visualized kinematic status of the
ceramic ball. As presented in
Figure 4, the three-dimensional solid models of the ball and two magnetorheological pads designed in Solidworks (SolidWorks Inc., Waltham, MA, USA) were imported into ADAMS. The contact forces directly affect the accuracy of the simulation of the interaction between ball billet and finishing pad. The equivalent contact forces at these three points were calculated by using the impact function of ADAMS. The contact force parameters include the stiffness coefficient, force exponent, damping, penetration depth, static/dynamic coefficient, and stiction/friction transition velocity, as shown in
Figure 7.
The material properties of
(
Table 1) and the magnetorheological pads (
Table 6) were pre-defined. Thus, the software ADAMS could automatically calculate the mass and moment inertia of the components. Based on the contact collision model [
25,
26], when the contact occurs between two entities, the ADAMS will also automatically calculate the geometric center of contact intersection. The polishing parameters were pre-defined with the values listed in
Table 7. According to above established kinematic model, different finishing parameters such as the eccentricity between the two abrasive plates, rotation speed ratio
ωA/
ωB, and machining gap were selected to simulate and optimize the finishing trajectory by using single variable method.
Based on above spherical envelope model and the contact force parameters, the trace of three contact points (
A,
B, and
C) between the ball billet and the magnetorheological finishing pad can be simulated by ADAMS. The simulation time is set as 30 s with a step size of 0.01, and the function expression of finishing speed is listed in
Table 8.
3.3. Formation of the Trace and Distribution of the Contact Points
The uniform abrasion of the spherical surface is important to the quality of the surface finishing of
balls. As a result, it is important to ensure the even distribution of the finishing traces on different areas of the spherical sections [
27,
28]. In this study, the simulation results were evaluated by analyzing the visualized trace and the distribution of the contact point.
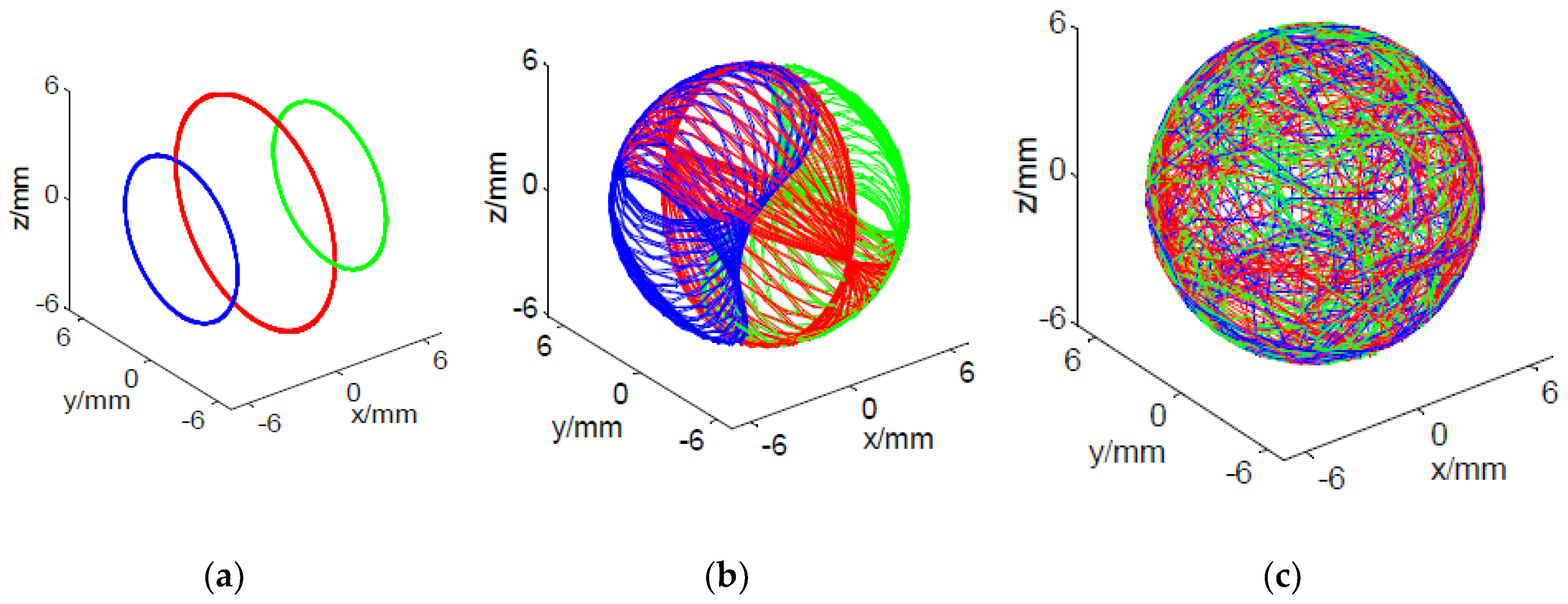
Figure 8 shows the visualized tool trace of three finishing methods. Result shows that it is impossible to realize the uniform finishing of the spherical surface via conventional V-groove finishing method. This is because the traces of the contact points are three concentric circles due to the rigid three-point contact between the ceramic ball surface and the abrasive plate, which cannot envelop the spherical surface (
Figure 8a). In contrast, relatively large areas of the spherical surface were enveloped by the tool trace of eccentric V-groove finish (
Figure 8b). This is because the eccentricity of the two abrasive plates increased the range of the rotating angels
θ and
φ, which subsequently increased the area of envelopment by the tool trace [
29,
30]. As for CMRF method, the range of the rotating angel is larger than that of eccentric V-groove finish due to the combination of the plates eccentricity and the flexible of the contact between the ball surface and magnetorheological pads, which is in turn readily to form a fully-enveloped tool trace on the spherical surface [
31]. In this study, the visualization results of the tool trace of CMRF were generated and analyzed (
Figure 8c). The positions of contact points at different times were exported from the ADAMS. Then, the trace of the point A, point B and point C could be plotted in MATLAB, and the entire finishing trace was synthesized with the traces of the three contact points.
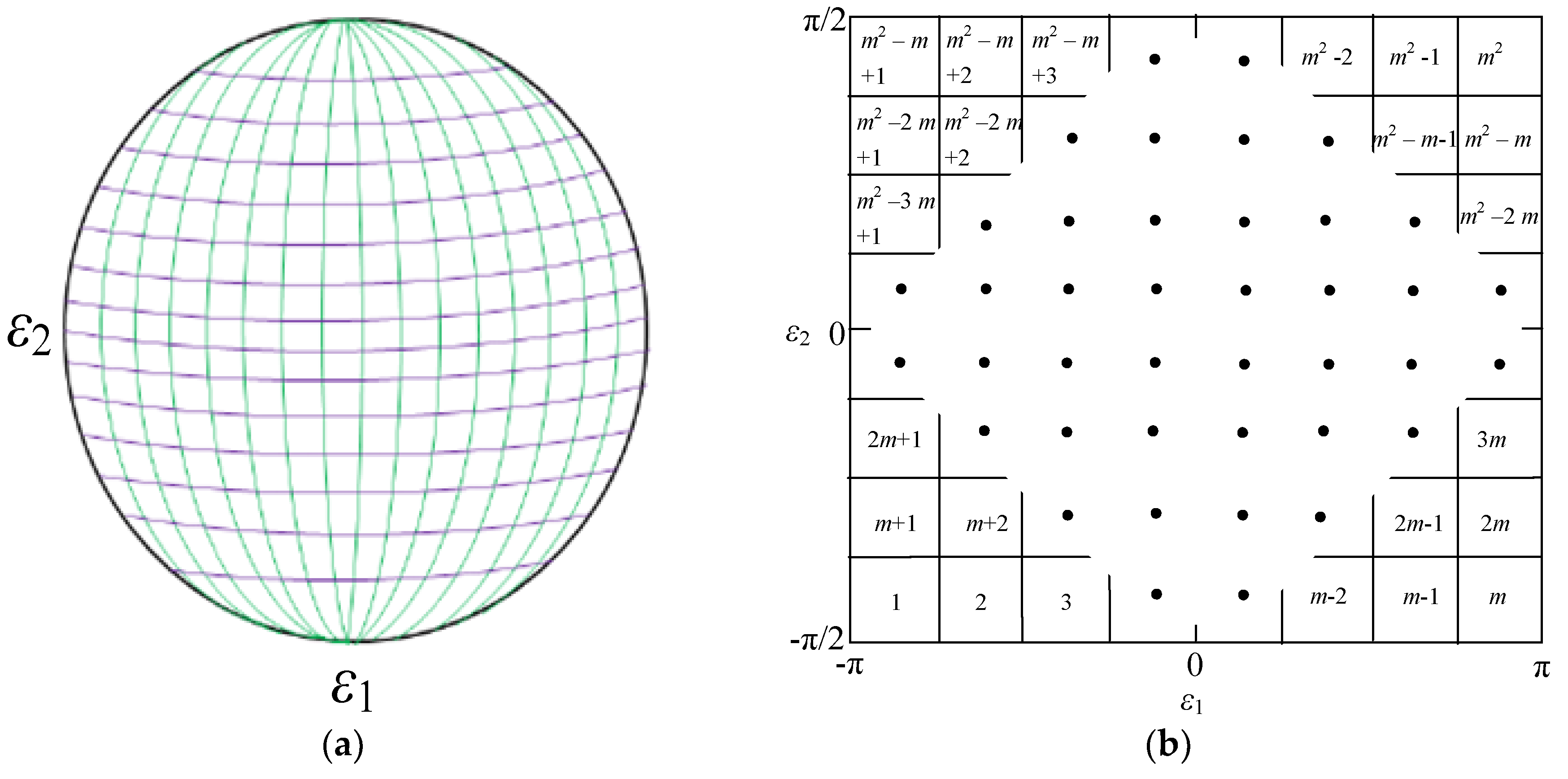
Besides the visualized results of kinematic simulation, the contact points in different regions of the surface were counted to evaluate the uniformity of the finishing, which influenced the surface roughness in different areas and the overall sphericity. As shown in
Figure 9, the spherical machined surface was divided into m × m sections with the same size by the longitude-latitude meshing method [
32]. The surface was divided into 16 sections in both longitude direction (
) and latitude direction (
), and the area of the meshed unit could be expressed with the following equation:
The positions of the contact points at the time
was calculated with the following equation:
where
was the position of the contact point on the spherical surface at
,
was the initial position of the contact point and
was the rotation transforming function, which could be determined by the rotating vector
and the rotating angel
(
n = 1, 2, 3 …). Both
and
could be exported from the results of ADAMS, and the positions of the contact points A, B and C at different time could be then calculated. Furthermore, the standard deviation of the number of contact points in each region was obtained through numerical calculation with the following equation:
where
is the average value of points in each region divided on the sphere. The smaller the value of
SQ, the better the finishing uniformity of the whole sphere.
3.4. The Visualized Traces and Distributions of the Contact Points
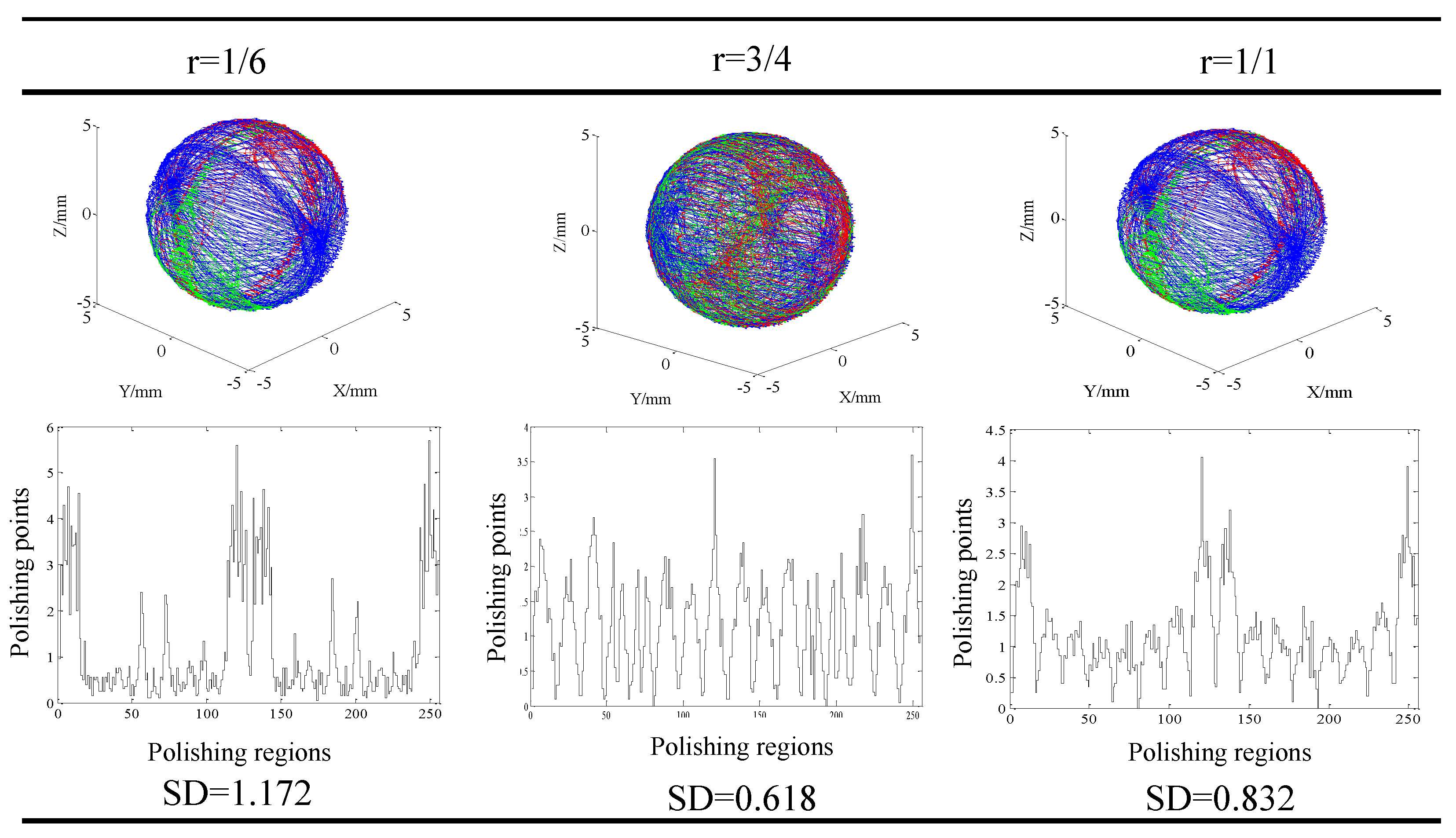
Result of the visualized trace of the contact points and distribution of the contact points in different regions at different machining parameters are shown in
Figure 10,
Figure 11 and
Figure 12. Generally, it could be found that the traces of the contact points at different cutting parameters enveloped the spherical surface entirely, which suggested that the CMRF method ensured the sphericity of ceramic balls after surface finishing process. However, the numbers of the contact points in different regions were significantly affected by the adoption of the polishing parameters. When different ratios of the rotating speeds were adopted, it was obvious that contact points were uniformly distributed at rotation of ¾. In contrast, the numbers of contact points were larger in the regions No. 1 to No. 25, No. 110 to No. 140 and No. 230 to No. 256 at the rotation ratios of 1/6 and 1/1. This was in accordance with the visualized results that the traces of point B (green) and Point C (red) distributed intensively in limited regions (
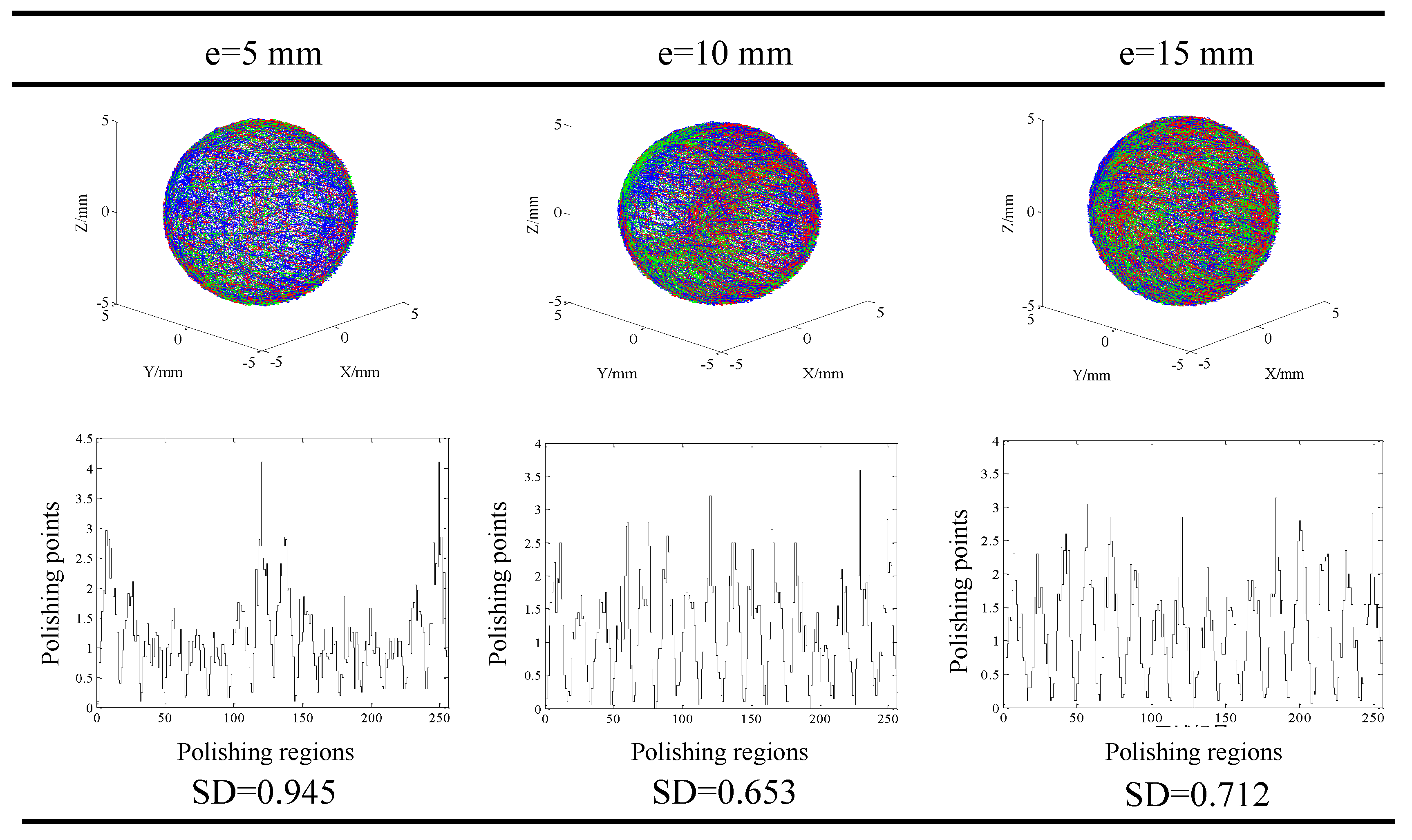
Figure 10). As for the effect of different eccentricities, it could be seen that the contact points were uniformly-distributed when larger values, 10 mm and 15 mm, were used (
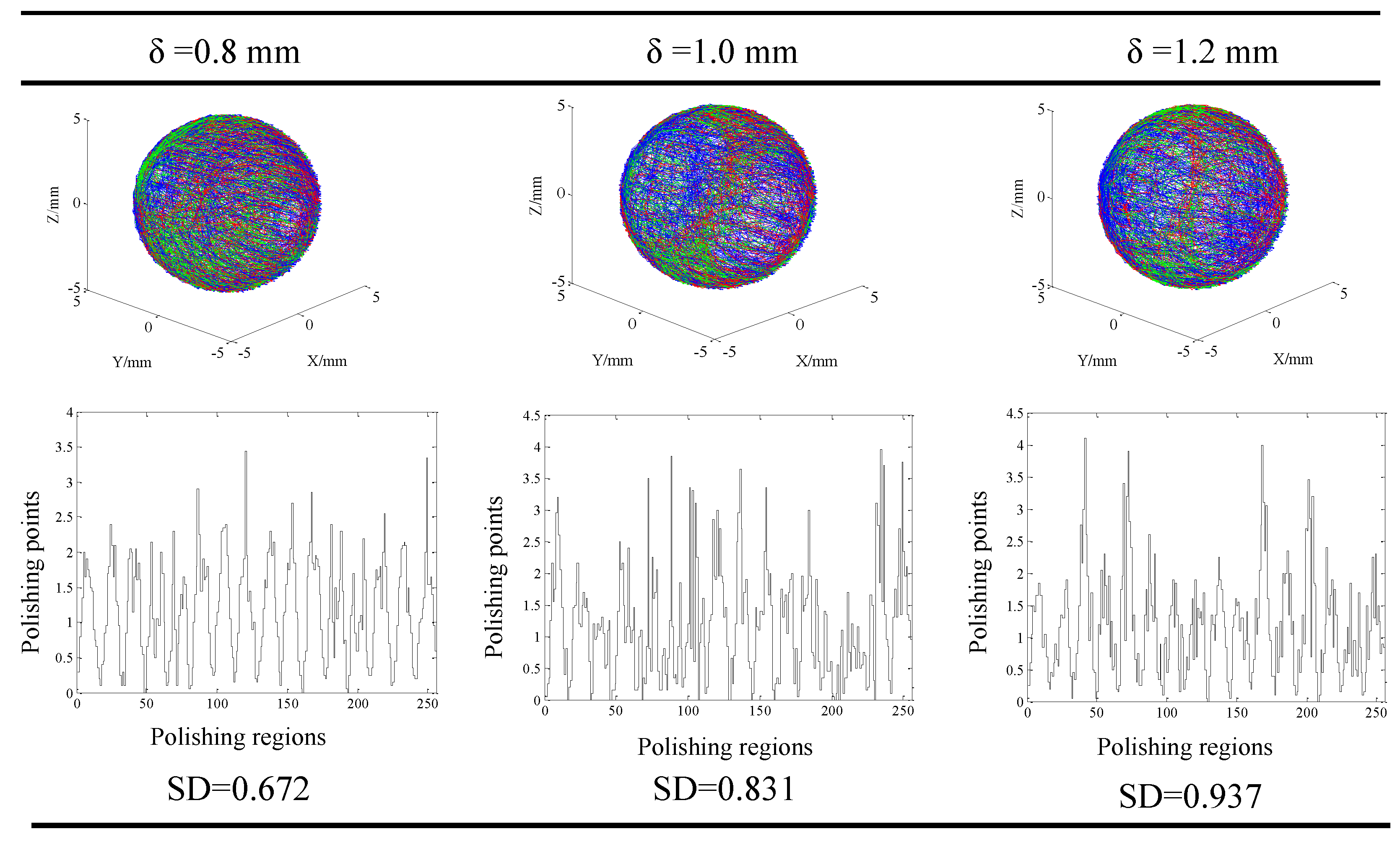
Figure 11). The distribution of the contact points showed different trend when different machining gaps were adopted. The contact points fluctuated obviously when the smallest machining gap was adopted (
Figure 12). According to the calculation of
SDs, the simulative results could be compared further. Specifically, the machining gap exhibited the most significant influence on the distribution of the contact points, which was reflected by the 0.5 on the variance of
SDs (
).
This is in accordance with the analysis of significance. The variance of was relative small when using different eccentricities and machining gaps, both of which were around 0.25. As a result, it could be concluded that the best surface finishing could be obtained with the adoption of the polishing parameters of rotation ratio of ¾, eccentricity of 10 mm, and machining gap of 0.8 mm due to the smallest SD. This was in accordance with the experimental results that the roughness and sphericity were the smallest when polishing the balls with the parameters set.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}