Functional Analysis Validation of Micro and Conventional Injection Molding Machines Performances Based on Process Precision and Accuracy for Micro Manufacturing

 , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
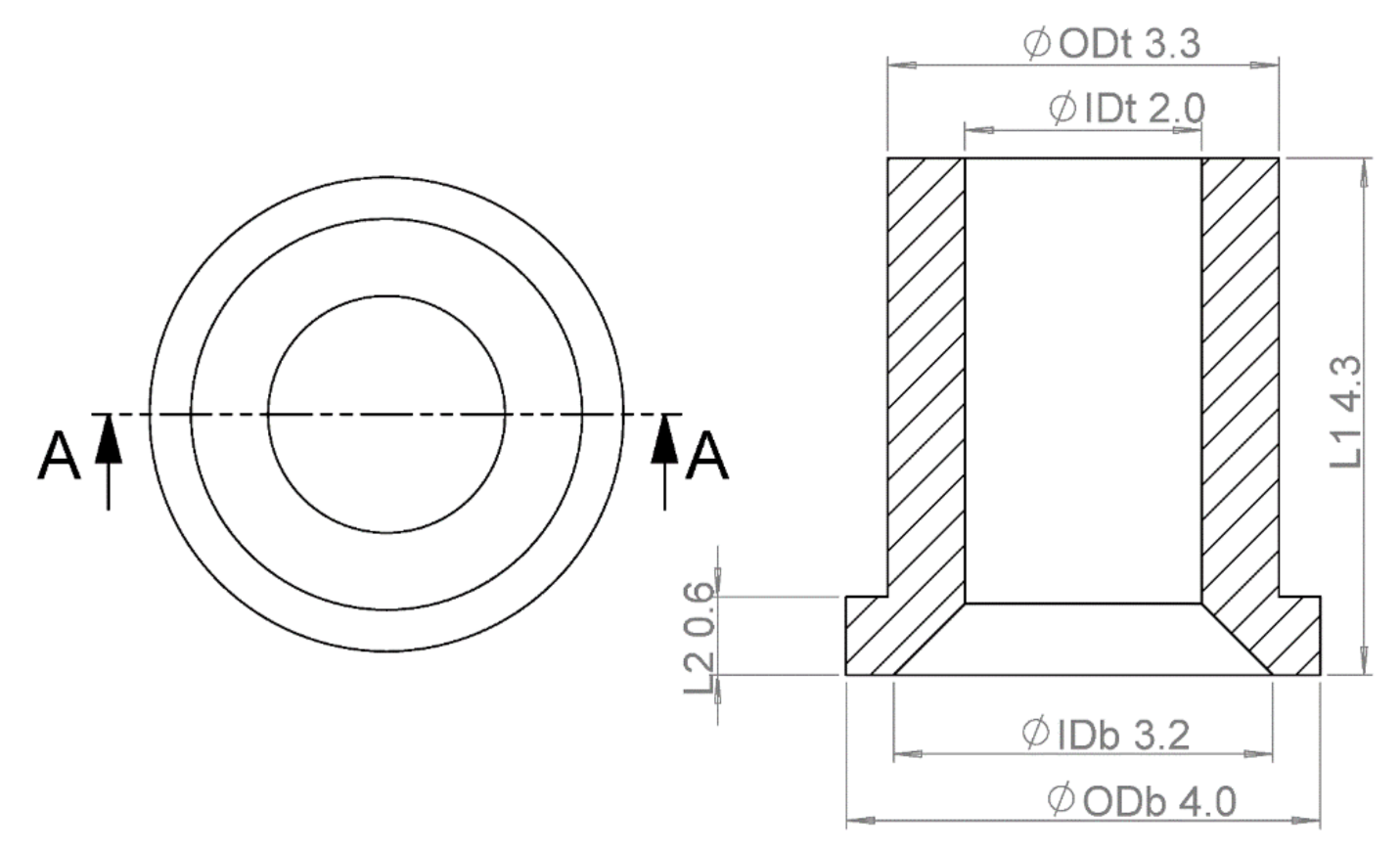
2.1. Case Study
2.2. IM and µIM Set-Ups
2.3. Measurement Strategy and Uncertainty Evaluation
3. Results
3.1. Functional and Axiomatic Results
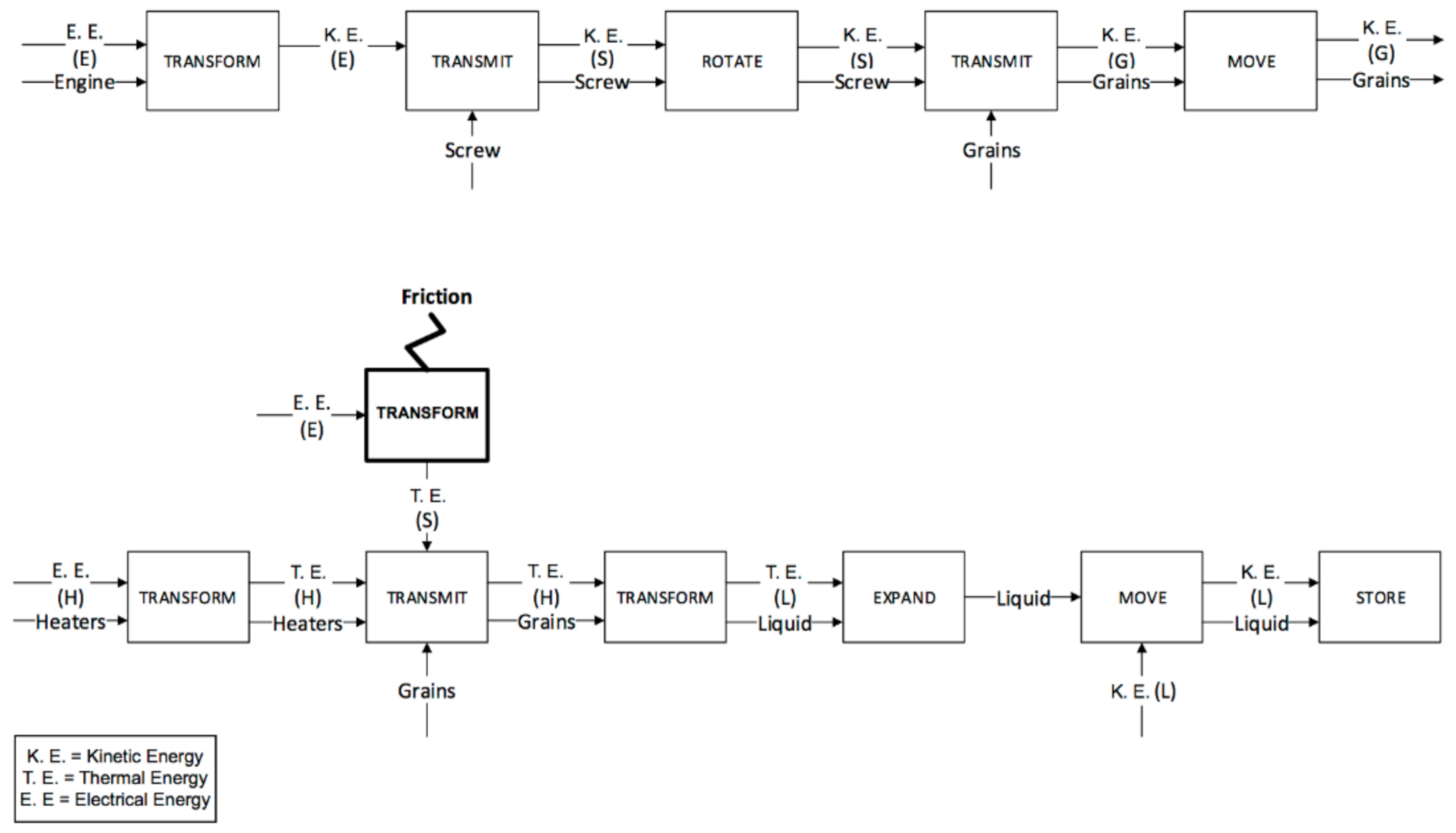
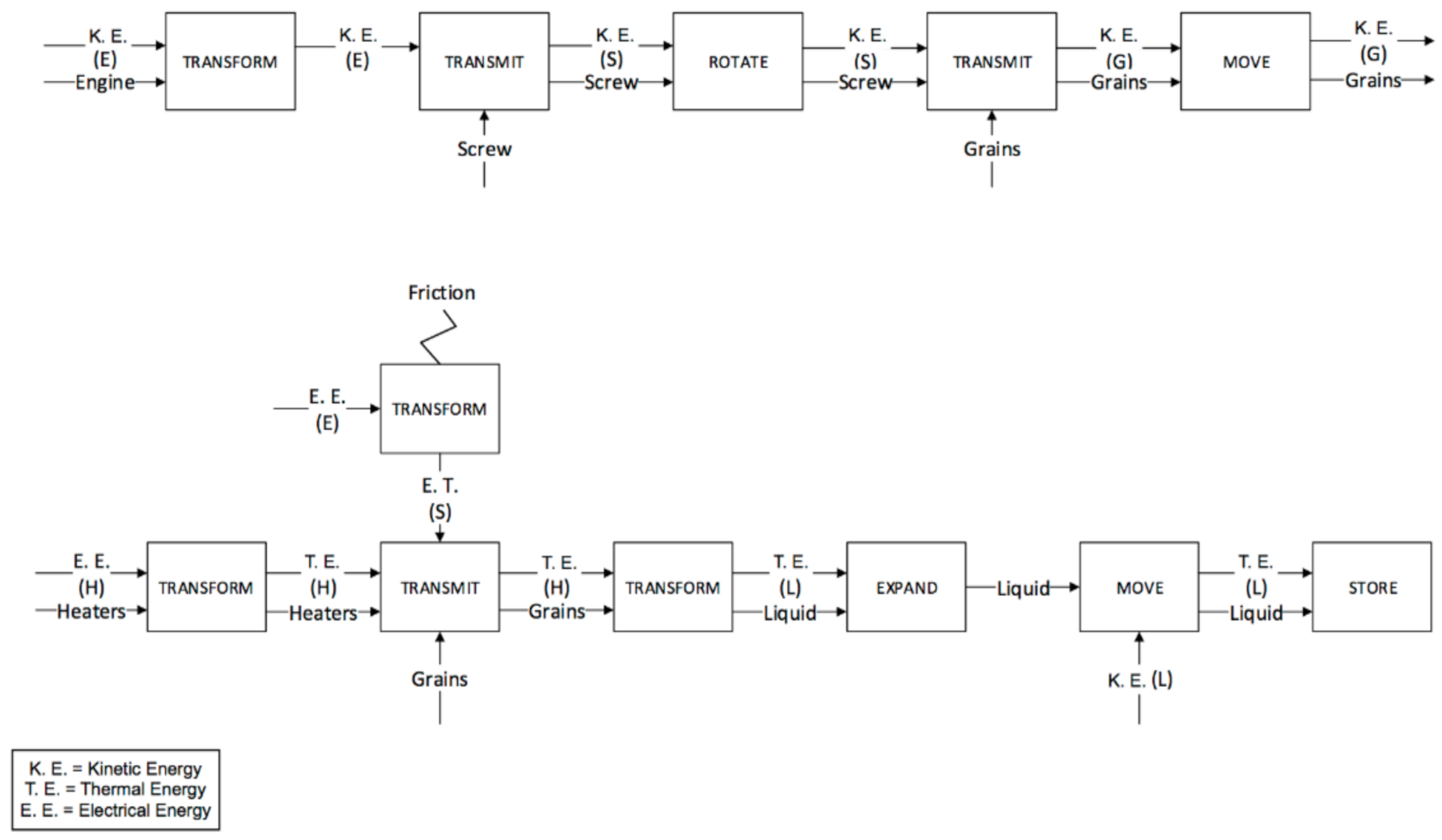
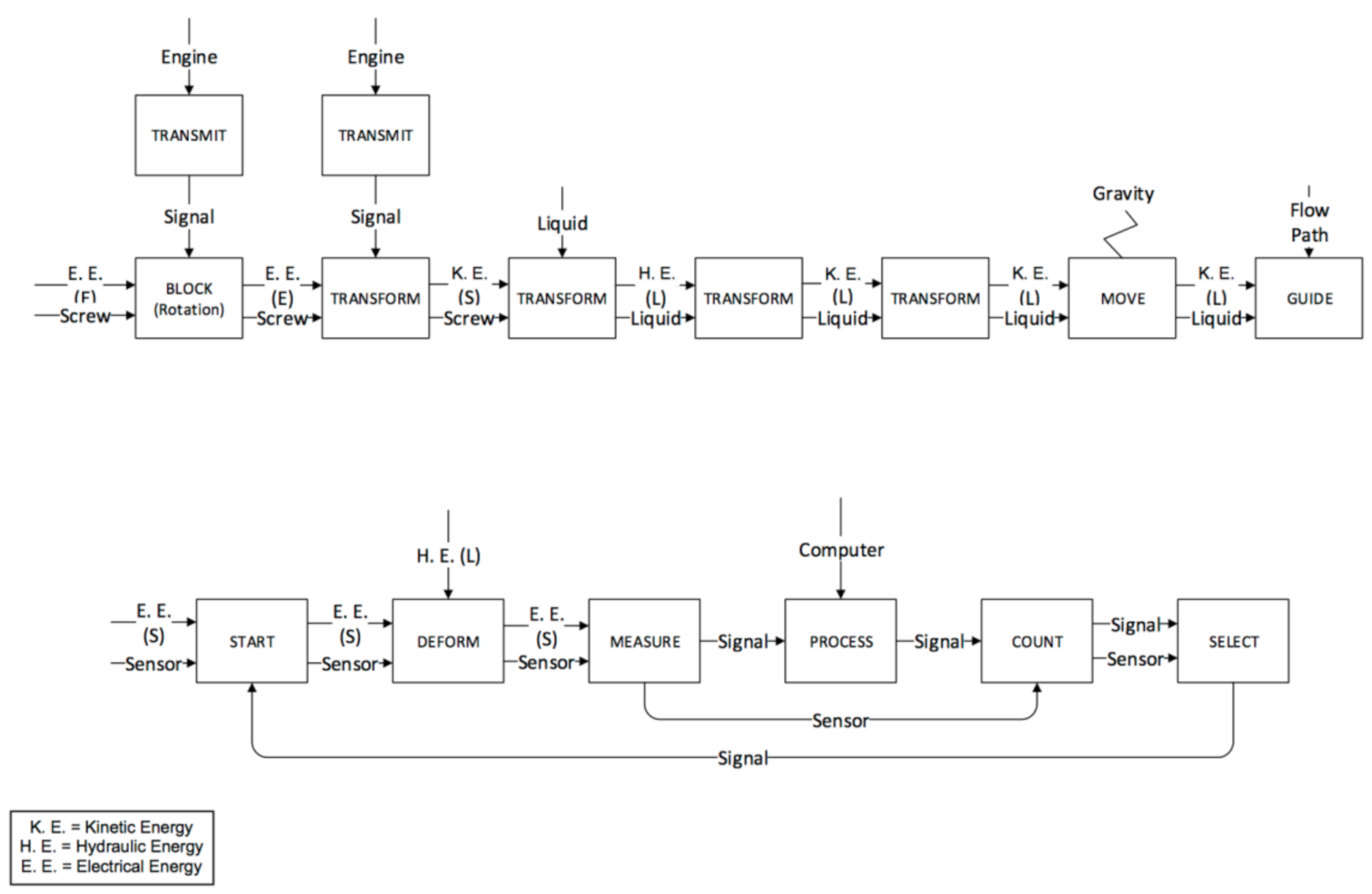
- The friction generated by the IM machine is greater, since the IM machine screw has a bigger diameter than the µIM machine. Moreover, it is also heavier.
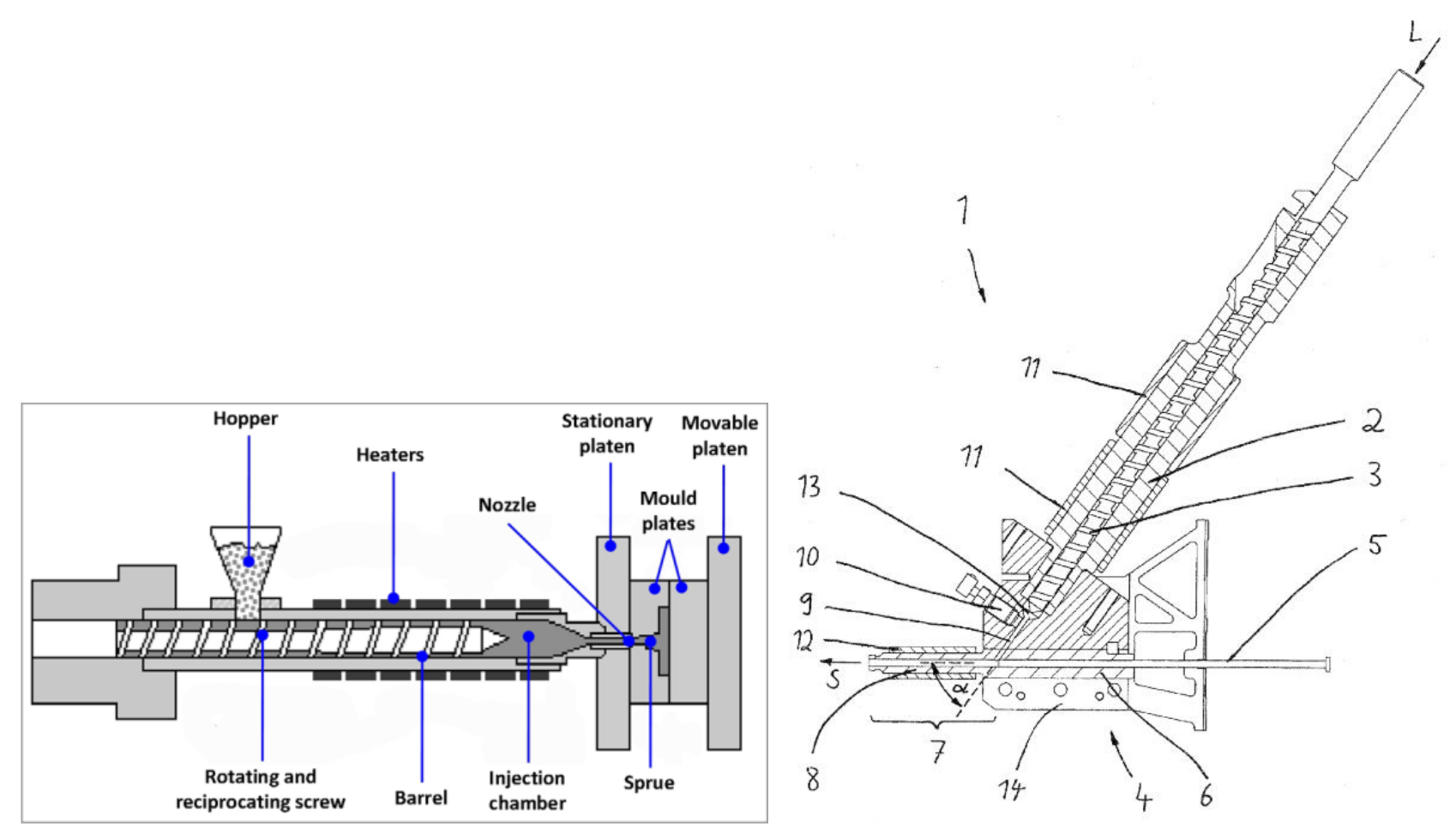
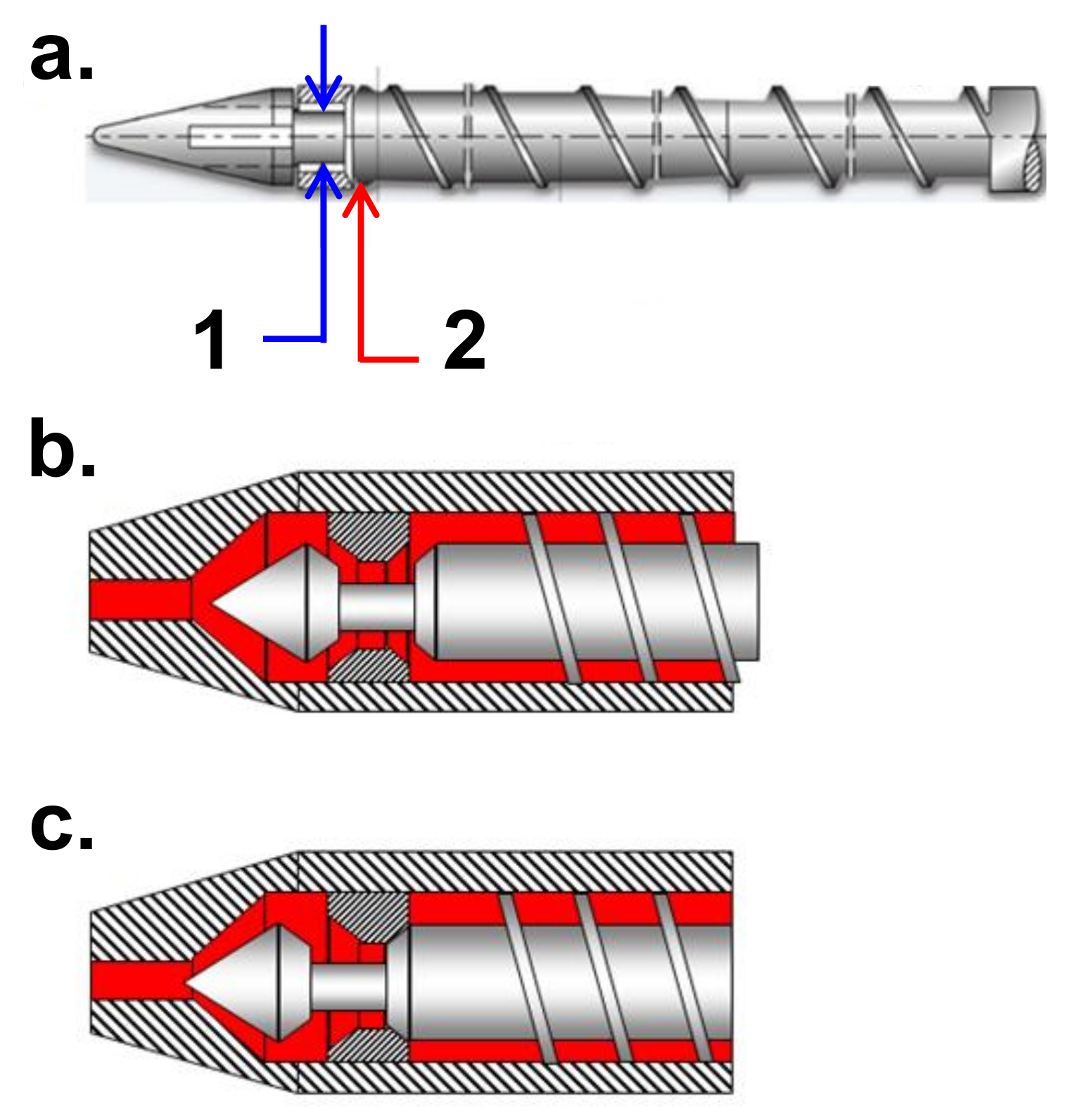
- The last functional block of the phase, referred to as “store”, takes place in front of the screw in the IM machine, while in the µIM one, the liquid is stored at the beginning of the bore hole (indicated as 9 in previous Figure 5).
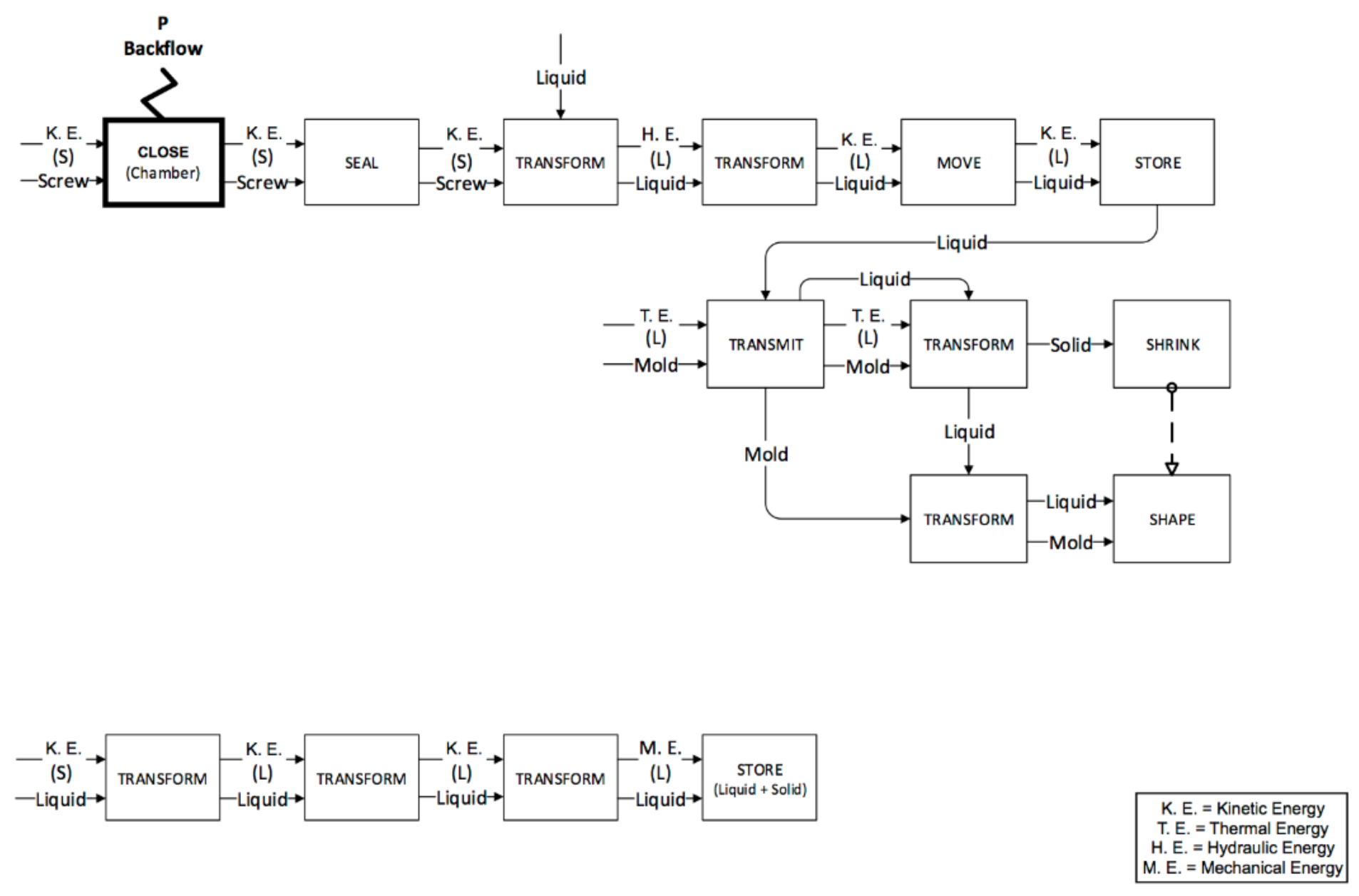
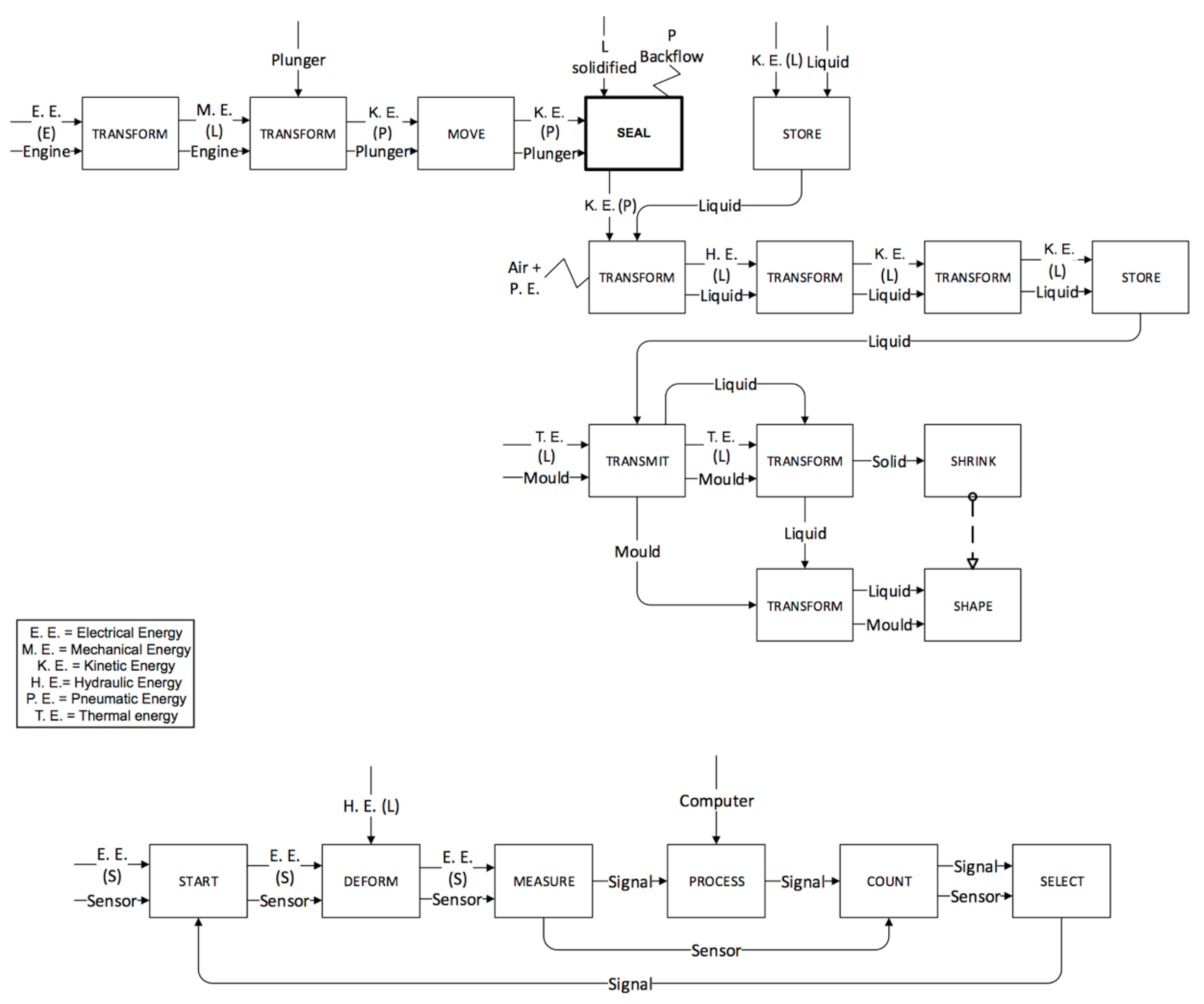
- The sealing function provided by the plunger and the screw (and consequently the different backflow pressure) are very different during the injection phase. Almost no backflow is observed with the µIM machine if compared to the IM machine. This is due to the plunger’s smaller diameter (so to its tighter tolerance) and to the “sealing effect” realized by solidified material (remaining from previous injections) close to the front of the injection plunger.
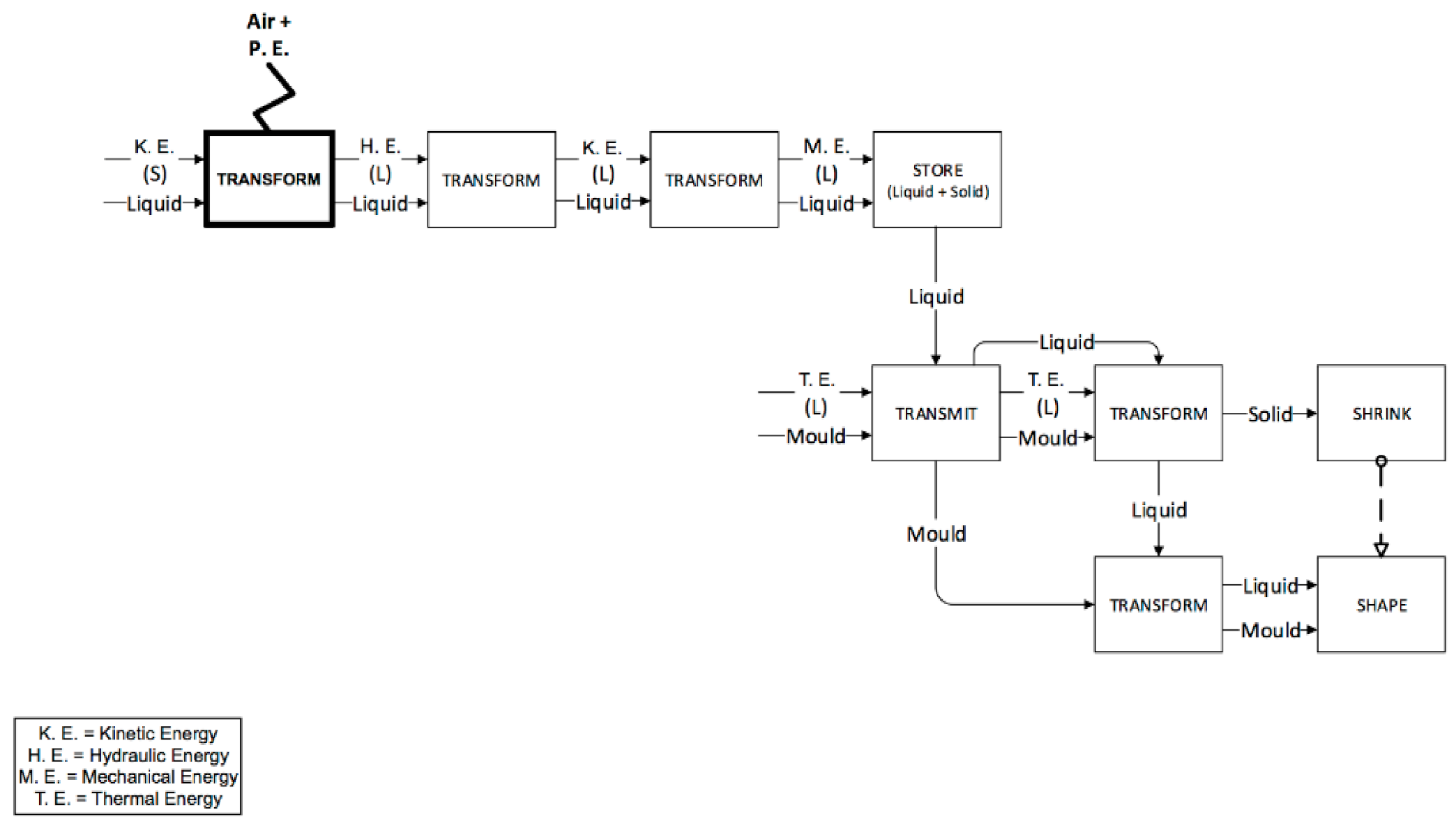
- The effect of air and pneumatic energy that comes out of the mould during the injection phase is different for the two machines (as it highlighted in bold block in Figure 11). To accelerate the screw in IM, a certain stroke is necessary, thus it implies a certain volume of air in front of the screw. Conversely, owing to a smaller mass, a shorter stroke is requested to reach the same speed, and the smaller diameter implies a reduced air storage.
3.2. Experimental Results
3.2.1. Comparison Based on Replication of Diameters
3.2.2. Comparison Based on Density Results
4. Conclusions
- The friction generated by the IM machine, during the plastication phase, was greater than that of the µIM machine because of the bigger screw size and mass.
- The smaller dimension and tighter tolerances of the µIM machine screw make the metering procedure more precise and accurate and drastically reduce the backflow effect in the injection phase.
- The presence of the bored hole and pressure sensor in the µIM machine generates a closed loop control that is absent in IM.
- The µIM machine plunger, being lighter than the IM machine screw, allows to carry out a faster acceleration, thus obtaining a more effective injection phase.
- The IM screw begins the injection phase still while accelerating. Instead, the µIM plunger begins the injection phase after reaching the desired injection acceleration, thus allowing to obtain a more accurate and precise injection phase.
- In accordance to the functional analysis conclusions, the axiomatic design showed that the IM machine has a coupled design, whereas the µIM machine has an uncoupled one, thus allowing a higher controllability of each design parameter.
- The experimental observations allowed concluded that:
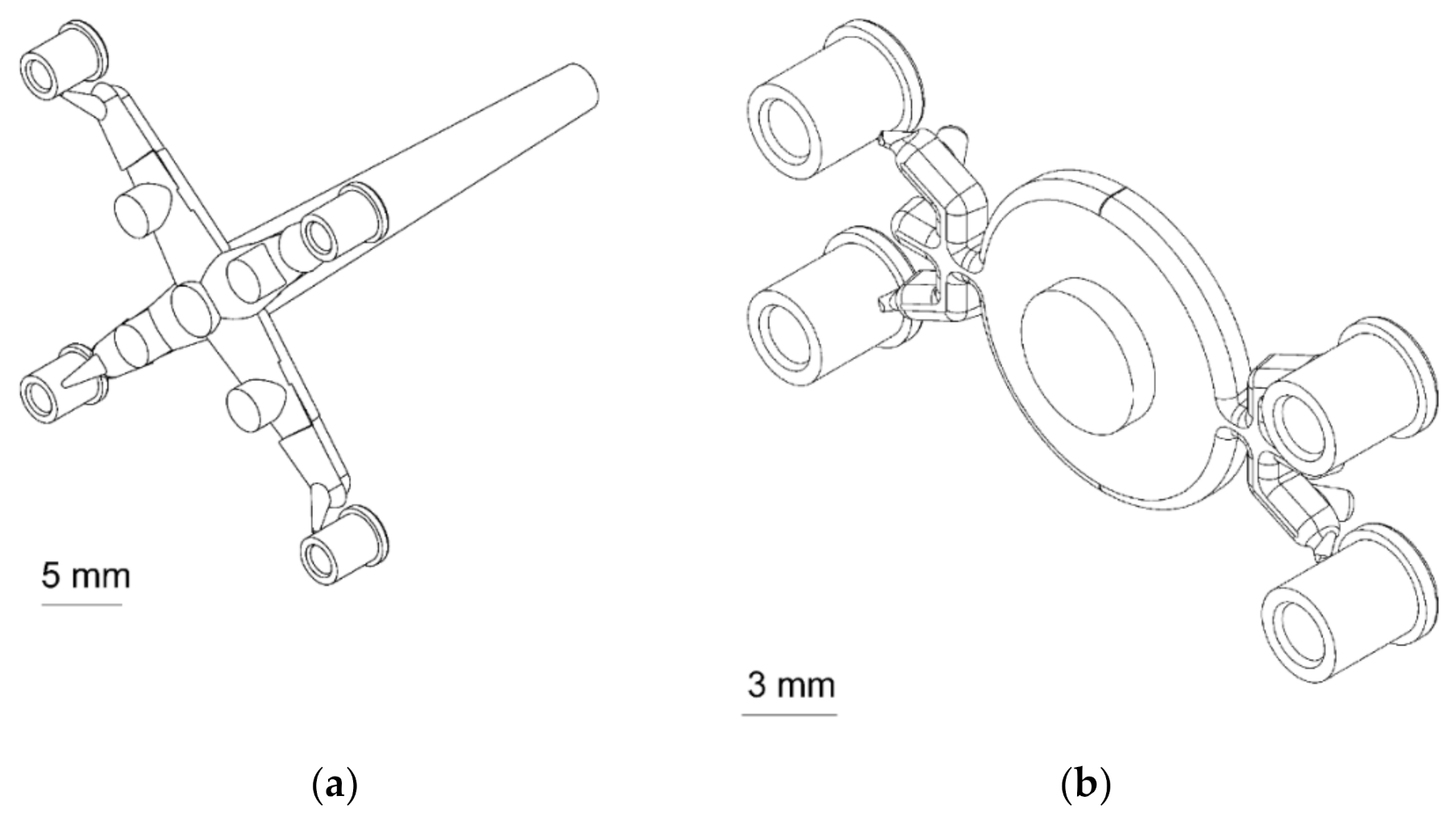
- Selecting the µIM process resulted in a great reduction of material waste, the feed system being much smaller than that adopted with IM.
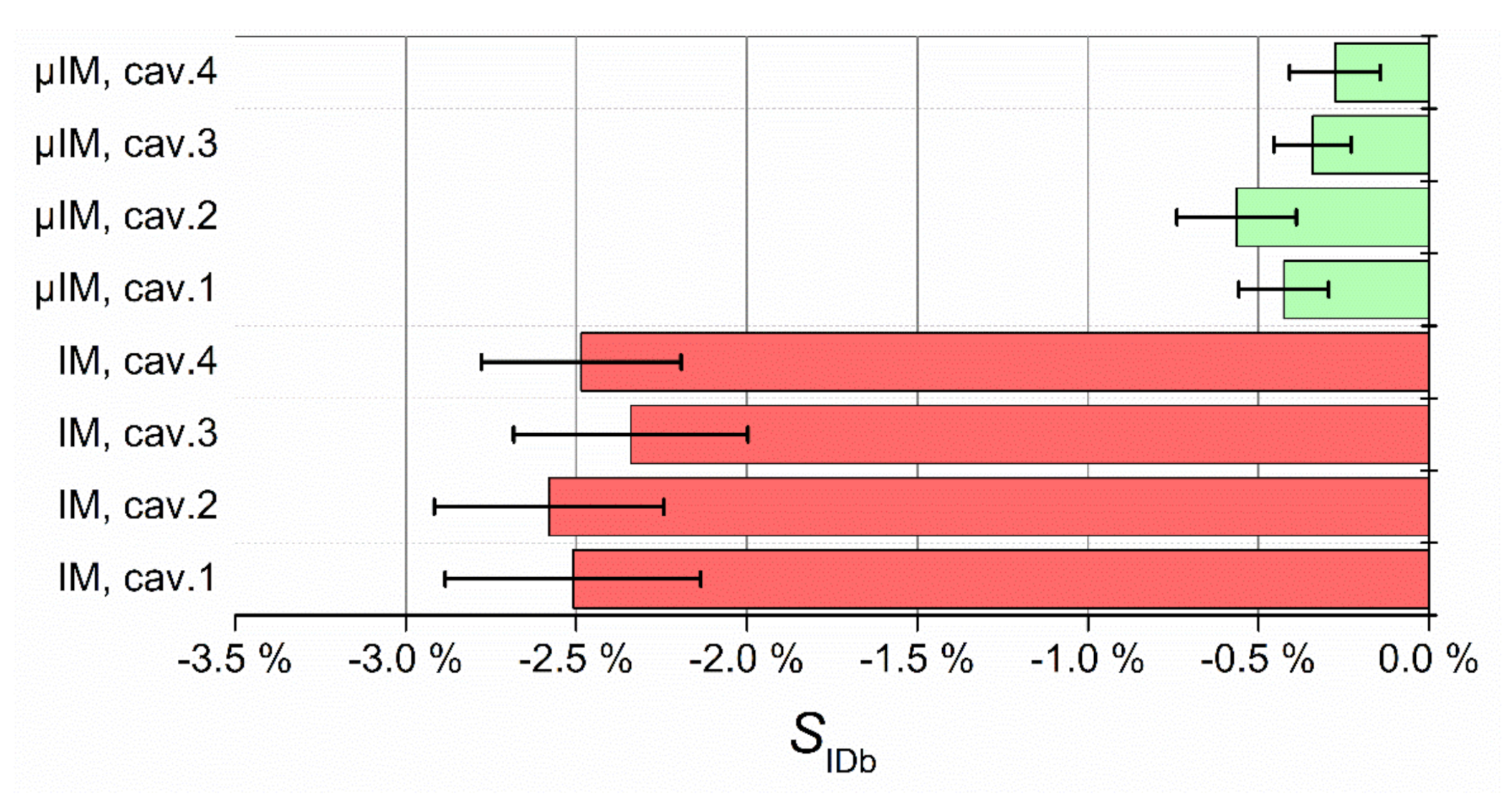
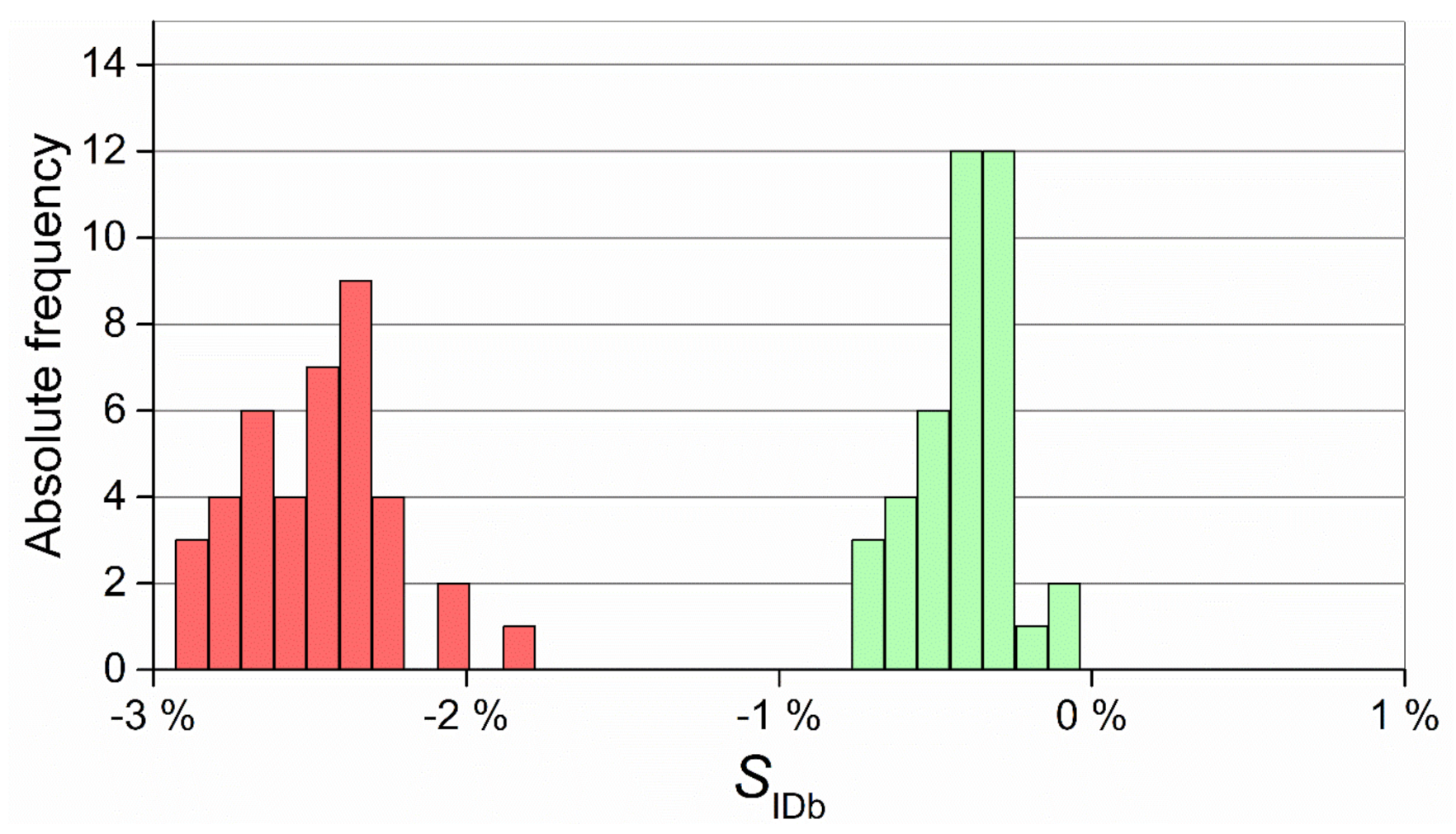
- µIM provided a relevant replication improvement if compared to IM concerning the inner bottom diameter IDb of the moulded parts. The replication was also more precise, resulting on a higher Cp value.
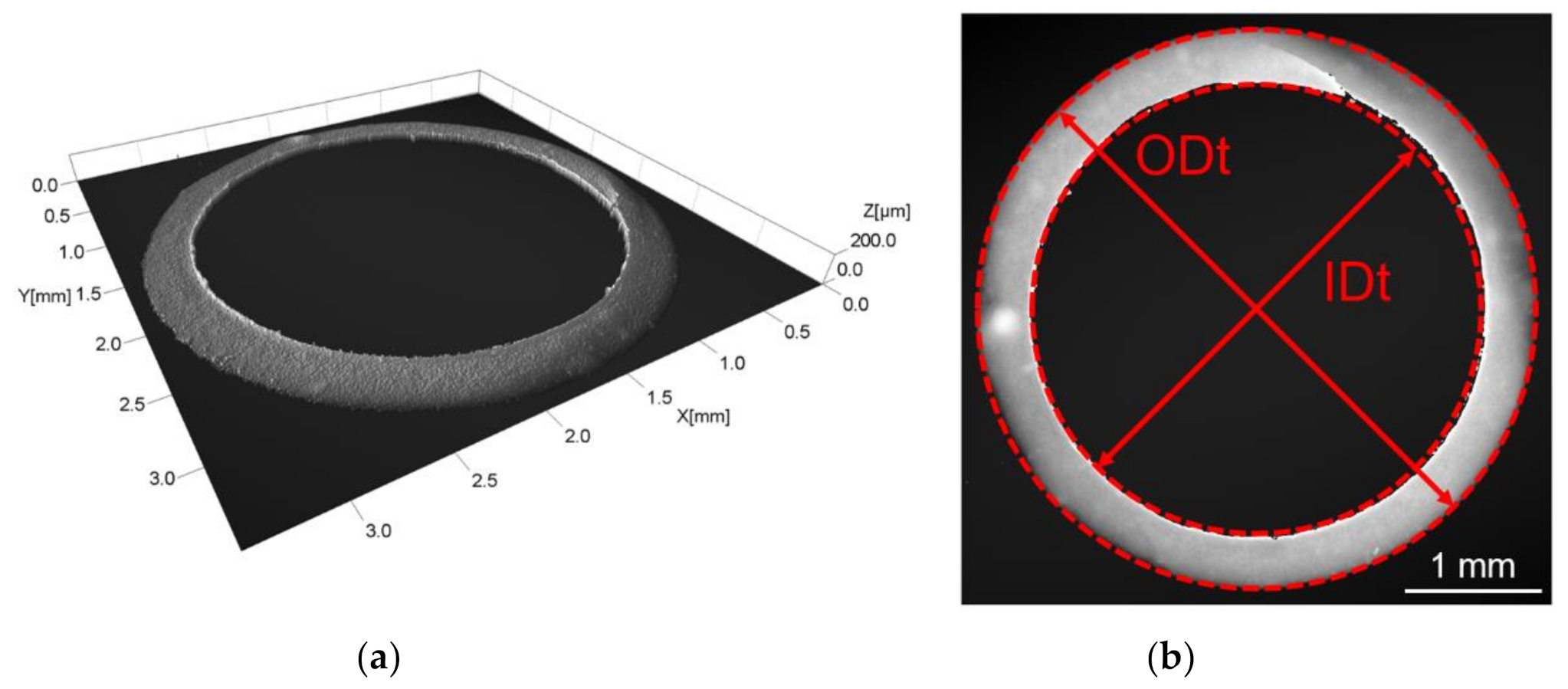
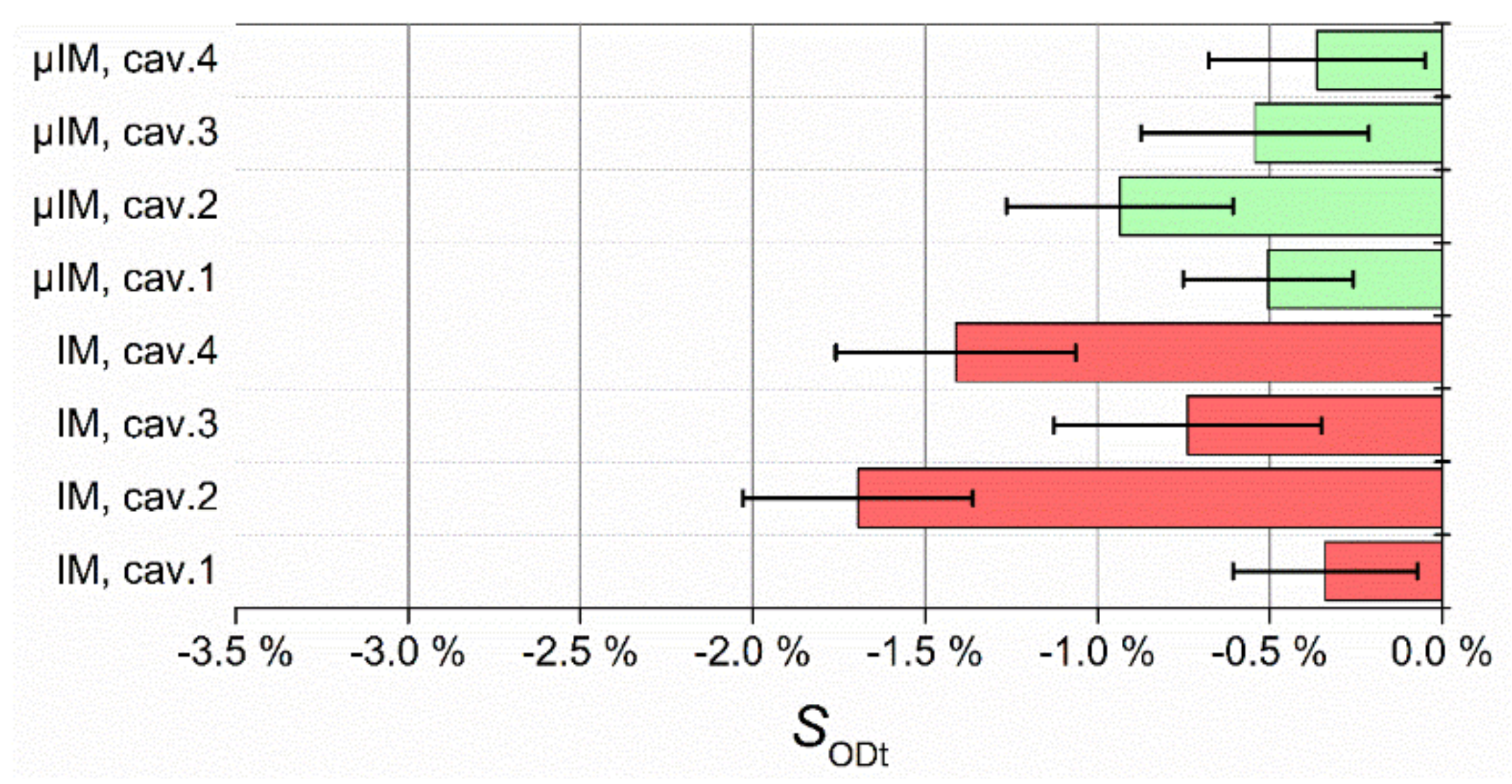
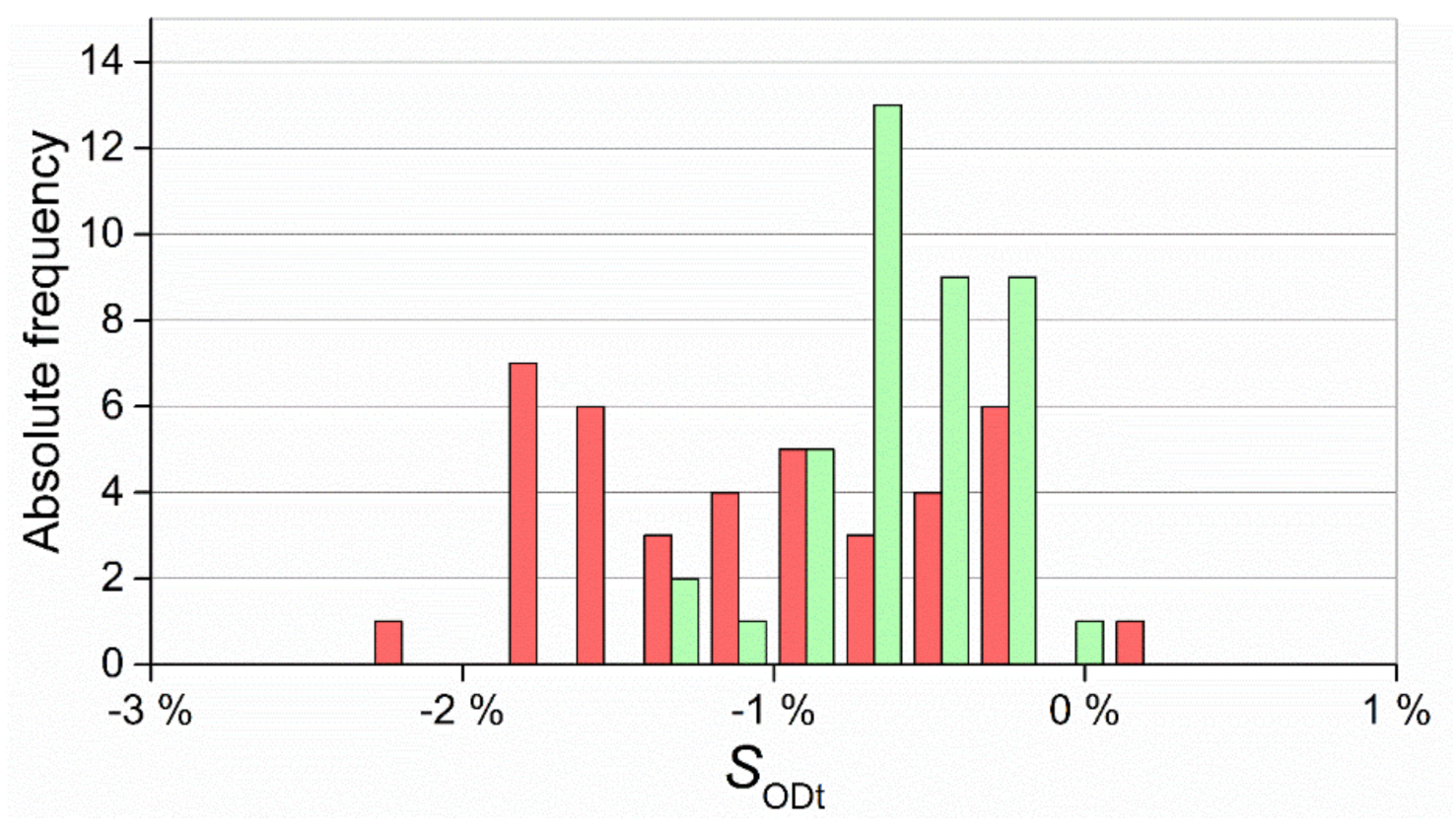
- As for the outer top diameter ODt, µIM improved the replication accuracy and precision, even though it was less than the other measurand. This discrepancy could be due to the fact the IDb dimension is more influenced by the residual stress build-up being an inner geometry and as such, the subject of constrained shrinkage and less sensitive to the machine design and performance.
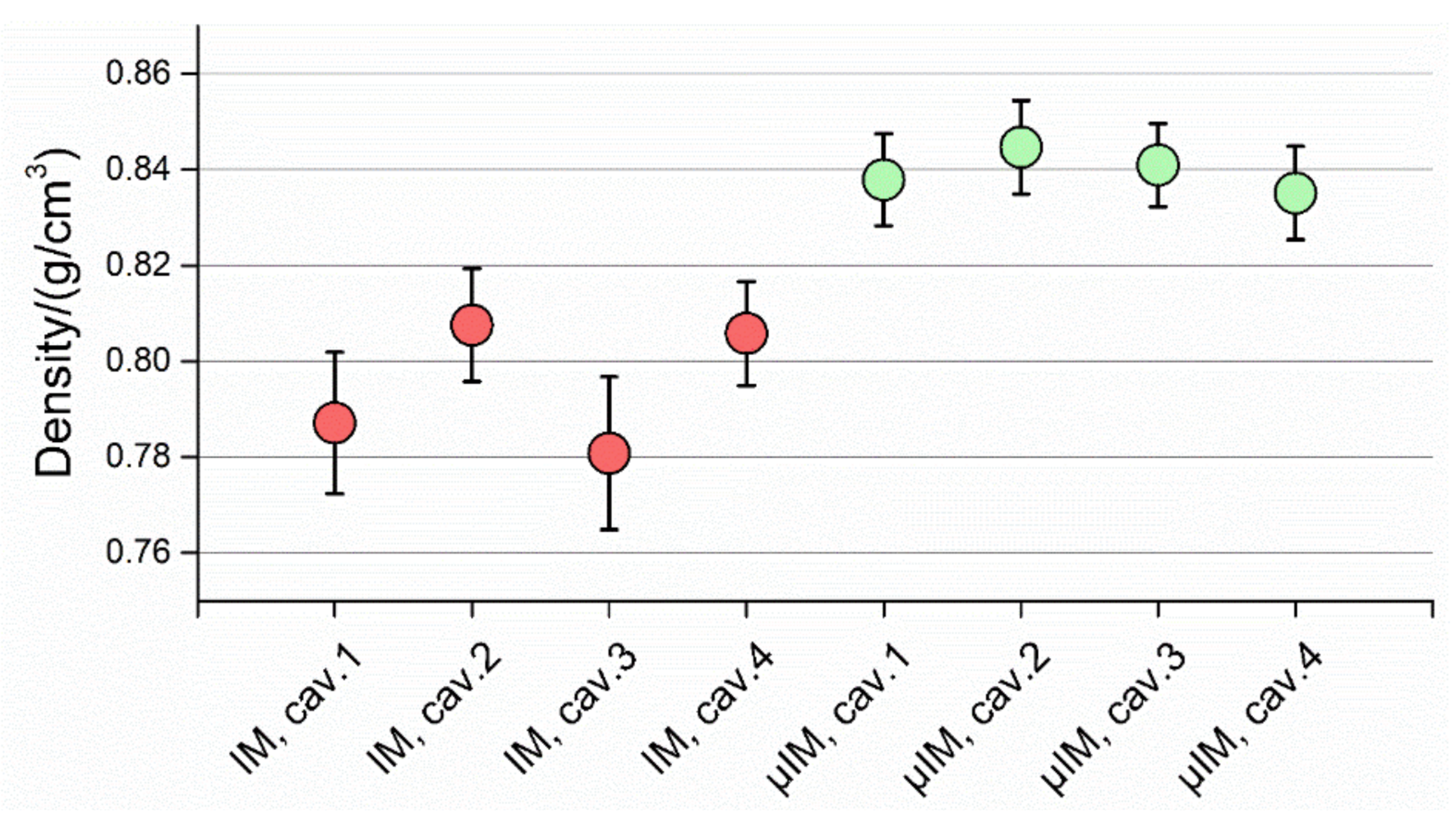
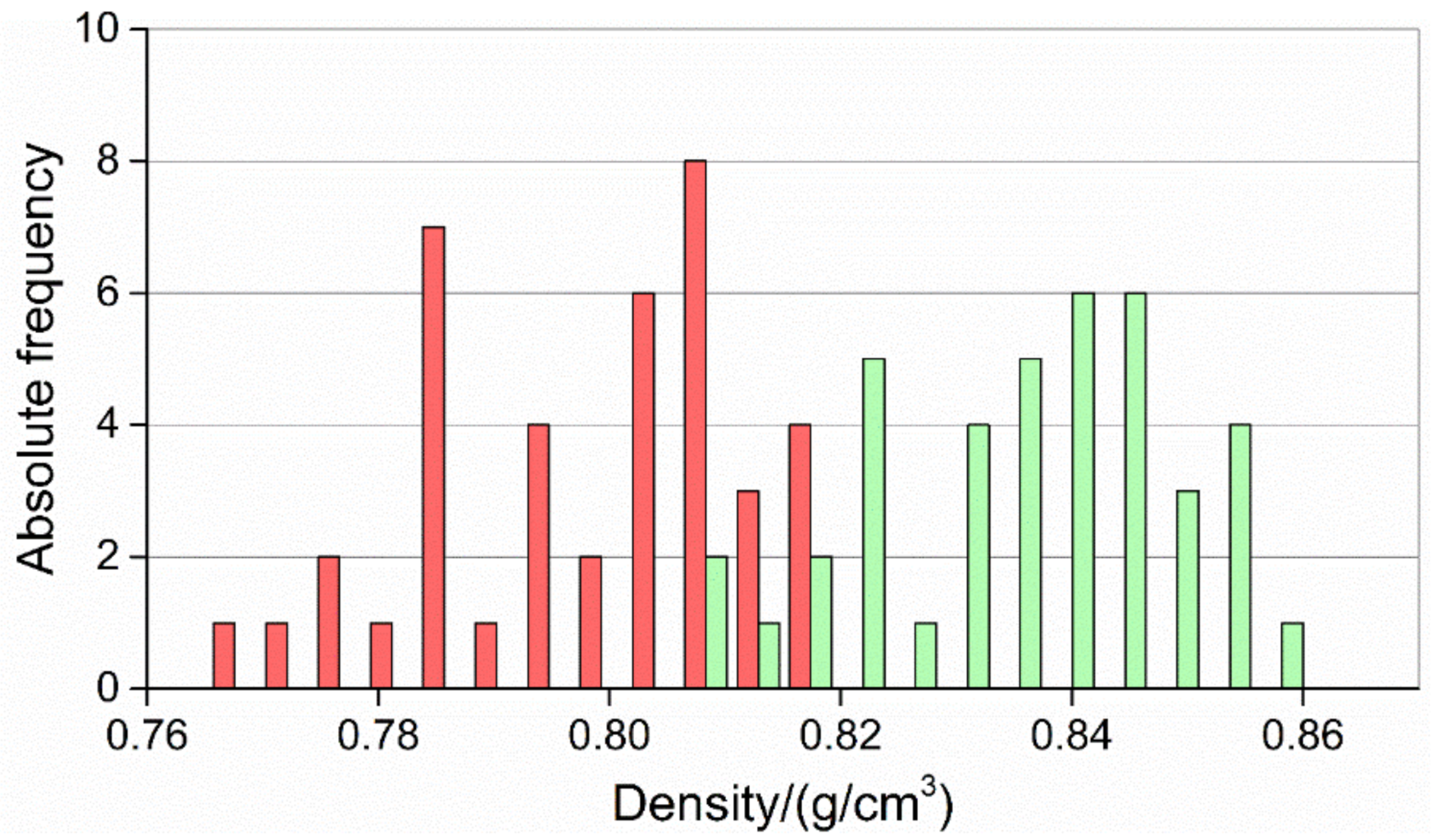
- The µIM process provided parts having a substantially higher and more homogeneous density among the four cavities. This clearly proved that the more repeatable injection phase and more effective packing phase allowed to better compensate the volumetric shrinkage of the polymer towards the end of the moulding process.
Author Contributions
Funding
Conflicts of Interest
References
- Brousseau, E.B.; Dimov, S.S.; Pham, D.T. Some recent advances in multi-material micro- and nano-manufacturing. Int. J. Adv. Manuf. Technol. 2010, 47, 161–180. [Google Scholar] [CrossRef]
- Alting, L.; Kimura, F.; Hansen, H.N.; Bissacco, G. Micro Engineering. CIRP Ann. 2003, 52, 635–657. [Google Scholar] [CrossRef]
- Bissacco, G. Micro Machining Technologies for Micro Injection Mold Making. In Micro Injection Molding; Carl Hanser Verlag GmbH & Co. KG: Munich, Germany, 2018; pp. 141–167. ISBN1 978-1-56990-653-8. ISBN2 978-1-56990-654-5. [Google Scholar] [CrossRef]
- Riemer, O.; Flosky, C. Ultra-Precision Machining Technologies for Micro Injection Mold Making. In Micro Injection Molding; Carl Hanser Verlag GmbH & Co. KG: Munich, Germany, 2018; pp. 113–139. ISBN1 978-1-56990-653-8. ISBN2 978-1-56990-654-5. [Google Scholar] [CrossRef]
- Griffiths, C.A. Surface Treatment of Mold Tools in Micro Injection Molding. In Micro Injection Molding; Carl Hanser Verlag GmbH & Co. KG: Munich, Germany, 2018; pp. 169–189. ISBN1 978-1-56990-653-8. ISBN2 978-1-56990-654-5. [Google Scholar] [CrossRef]
- Quagliotti, D.; Calaon, M.; Tosello, G. Metrological Quality Assurance in Micro Injection Molding. In Micro Injection Molding; Carl Hanser Verlag GmbH & Co. KG: Munich, Germany, 2018; pp. 241–288. ISBN1 978-1-56990-653-8. ISBN2 978-1-56990-654-5. [Google Scholar] [CrossRef]
- Yao, D.; Kim, B. Scaling Issues in Miniaturization of Injection Molded Parts. J. Manuf. Sci. Eng. Nov. 2004, 126, 733–739. [Google Scholar] [CrossRef]
- Tosello, G.; Marhöfer, M. Modeling and Simulation of Micro Injection Molding. In Micro Injection Molding; Carl Hanser Verlag GmbH & Co. KG: Munich, Germany, 2018; pp. 213–240. ISBN1 978-1-56990-653-8. ISBN2 978-1-56990-654-5. [Google Scholar] [CrossRef]
- Hansen, H.N.; Hocken, R.J.; Tosello, G. Replication of Micro and Nano Surface Geometries. Cirp Ann. Manuf. Technol. 2011, 60, 695–714. [Google Scholar] [CrossRef]
- Yang, C.; Yin, X.-H.; Cheng, G.-M. Microinjection molding of microsystem components: New aspects in improving performance. J. Micromechanics Microengineering 2013, 23, 093001. [Google Scholar] [CrossRef]
- Tosello, G. Micro-injection Molding. In Micromanufacturing Engineering and Technology—Micro and Nano Technologies, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2015; pp. 201–238. ISBN 978-0-323-31149-6. [Google Scholar] [CrossRef]
- Giboz, J.; Copponnex, T.; Mélé, P. Microinjection molding of thermoplastic polymers: A review. J. Micromech. Microeng. 2007, 17, R96–R109. [Google Scholar] [CrossRef]
- Giboz, J.; Copponnex, T.; Mélé, P. Microinjection molding of thermoplastic polymers: Morphological comparison with conventional injection molding. J. Micromec. Microeng. 2009, 19, 025023. [Google Scholar] [CrossRef]
- Liu, F.; Guo, C.; Wu, X.; Qian, X.; Liu, H.; Zhang, J. Morphological comparison of isotactic polypropylene parts prepared by micro-injection molding and conventional injection molding. Polym. Adv. Technol. 2012, 23, 686–694. [Google Scholar] [CrossRef]
- Pahl, G.; Beitz, W.; Feldhusen, J.; Grote, K.-H. Engineering Design; Springer: London, UK, 2007; ISBN1 978-1-84628-318-5. ISBN2 978-1-84628-319-2. [Google Scholar] [CrossRef]
- Hirtz, J.; Stone, R.B.; McAdams, D.A.; Szykman, S.; Wood, K.L. A functional basis for engineering design: Reconciling and evolving previous efforts. Res. Eng. Des. 2002, 13, 65–82. [Google Scholar] [CrossRef]
- Fantoni, G.; de Grave, A.; Hansen, H.N. Functional analysis for micro mechanical systems. Int. J. Des. Eng. 2010, 3, 355–373. [Google Scholar] [CrossRef]
- Bonaccorsi, A.; Fantoni, G.; Apreda, R.; Gabelloni, D. Functional Patent Classification. In Springer Handbook of Science and Technology Indicators; Springer: Cham, Switzerland, 2019; pp. 983–1003. [Google Scholar] [CrossRef]
- Fantoni, G.; Gabelloni, D.; Tosello, G.; Hansen, H.N. Micro Injection Molding Machines Technology. In Micro Injection Molding; Carl Hanser Verlag GmbH & Co. KG: München, Germany, 2018; pp. 1–30. ISBN1 978-1-56990-653-8. ISBN2 978-1-56990-654-5. [Google Scholar] [CrossRef]
- Suh, N.P. Axiomatic Design: Advances and Applications; Oxford University Press: New York, NY, USA, 2001; ISBN 0-19-513466-4. [Google Scholar]
- Baruffi, F.; Calaon, M.; Tosello, G. Effects of micro-injection moulding process parameters on accuracy and precision of thermoplastic elastomer micro rings. Precis. Eng. 2018, 51, 353–361. [Google Scholar] [CrossRef] [Green Version]
- Kazmer, D.O. Injection Mold Design Engineering; Carl Hanser Verlag GmbH & Co. KG: München, Germany, 2016; pp. 197–226. [Google Scholar]
- Baruffi, F.; Charalambis, A.; Calaon, M.; Elsborg, R.; Tosello, G. Comparison of micro and conventional injection moulding based on process precision and accuracy. Procedia Cirp 2018, 75, 149–154. [Google Scholar] [CrossRef]
- ISO 15530-3: Geometrical Product Specifications (GPS)—Coordinate Measuring Machines (CMM): Technique for Determining the Uncertainty of Measurement; ISO: Geneva, Switzerland, 2011.
- Knapp, W. Tolerance and uncertainty. In Proceedings of the Fifth International Conference on Laser Metrology, Machine Tool, CMM and Robot Performance, LAMDAMAP 2001, Birmingham, UK, 17–20 July 2001; pp. 357–366. [Google Scholar]
- Joint Committee for Guides in Metrology (JCGM). Evaluation of Measurement Data: Guide to the Expression of Uncertainty in Measurement; JCGM: Paris, France, 2008. [Google Scholar]
- Ganz, M.U.S. Patent Application No. 13/071,958, 2011.
- Fantoni, G.; Tosello, G.; Gabelloni, D.; Hansen, H.N. Modelling injection moulding machines for micro manufacture applications through functional analysis. Procedia Cirp 2012, 2, 107–112. [Google Scholar] [CrossRef]
- ISO 22514-4. Statistical Methods in Process Management-Capability and Performance; ISO: Geneva, Switzerland, 2016. [Google Scholar]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process Parameter | IM | µIM |
|---|---|---|
| Injection speed/(mm/s) | 40 | 160 |
| Holding pressure/bar | 350 | 350 |
| Melt temperature/°C | 220 | 220 |
| Mould temperature/°C | 40 | 40 |
| Cycle time/s | 17 | 8 |
| Uncertainty Contribution | IDb/µm | ODb/µm | IDt/µm | ODt/µm | L1/µm | L2/µm |
|---|---|---|---|---|---|---|
| ucal | 0.50 | 0.50 | 0.50 | 0.50 | 0.35 | 0.35 |
| up | 0.09 | 0.09 | 0.09 | 0.09 | 0.17 | 0.17 |
| uw | 0.54 | 0.59 | 0.63 | 0.36 | 1.01 | 1.00 |
| ures | 0.51 | 0.51 | 0.51 | 0.51 | 0.14 | 0.14 |
| U (k = 2) | 1.8 | 1.9 | 1.9 | 1.6 | 2.2 | 2.2 |
| Uncertainty Contribution | IDb/µm | ODb/µm | IDt/µm | ODt/µm | L1/µm | L2/µm |
|---|---|---|---|---|---|---|
| ucal | 0.50 | 0.50 | 0.50 | 0.50 | 0.35 | 0.35 |
| up | 0.09 | 0.09 | 0.09 | 0.09 | 0.17 | 0.17 |
| uw | 0.38 | 0.53 | 0.45 | 0.85 | 0.81 | 1.2 |
| ures | 0.51 | 0.51 | 0.51 | 0.51 | 0.14 | 0.14 |
| U (k = 2) | 1.6 | 1.8 | 1.7 | 2.2 | 1.8 | 2.5 |
| Process | Dscrew | Tscrew | dscrew | tscrew | Lscrew | lscrew | Pressure Sensor | D Bored Hole |
|---|---|---|---|---|---|---|---|---|
| IM machine | X | X | X | |||||
| µIM machine | X | X | X | X | X |
| Process | Dscrew | Tscrew | dplunger | tplunger | Lscrew | Lplunger | Strain Gauge Sensor |
|---|---|---|---|---|---|---|---|
| IM machine | X | X | X | ||||
| µIM machine | X | X | X | X |
| Design Parameter | Description |
|---|---|
| D notchscrew | Diameter of ideal cylinder tangent to thread end |
| Dscrew | Screw nominal diameter |
| N of turns | Number of screw turns during the feeding phase |
| Tscrew | Screw tolerance |
| Lscrew | Screw length |
| Stroke (l) | Length between the screw starting and end point within the injection chamber |
| Design Parameter | Description |
|---|---|
| d notchscrew | Diameter of ideal cylinder tangent to thread end |
| N of turns | Number of screw turns during the feeding phase |
| lscrew | Screw length |
| Def. Pressure Sensor | Sensor deformation entity which corresponds to the measure controlled by the sensor (Young modulus plus sensor geometry) |
| dplunger | Plunger diameter |
| Stroke (l) | Length between the plunger starting and end point within the injection chamber |
| D bored hole | Diameter of the bored flow path (9 in Figure 5) |
| tplunger | Plunger diameter tolerance |
| Def. Sensor S.G. | Sensor deformation entity which corresponds to the measure controlled by the sensor (Young modulus plus sensor geometry) |
| Machine Design Parameter | D notchscrew | Dscrew | N of Turns | Tscrew | Lscrew | Stroke (l) |
|---|---|---|---|---|---|---|
| Store (pellets) (feeding phase) | X | |||||
| Feed (feeding phase) | X | X | X | |||
| Seal (feeding phase) | X | X | ||||
| Store (feeding phase) | X | X | ||||
| Meter (feeding phase) | X | X | X | |||
| Move (injection phase) | X | |||||
| Seal (injection phase) | X |
| Heading | d notchscrew | N of Turns | lscrew | Def. Pressure Sensor | dplunger | Stroke (l) | D Bored Hole | tplunger | Def. Sensor S.G. |
|---|---|---|---|---|---|---|---|---|---|
| Store (pellets) (feeding phase) | X | ||||||||
| Feed (feeding phase) | X | X | |||||||
| Seal (feeding phase) | X | ||||||||
| Meter (feeding phase) | X | ||||||||
| Store (feeding phase) | X | X | |||||||
| Set (feeding phase) | X | ||||||||
| Seal (injection phase) | X | ||||||||
| Move (injection phase) | X | ||||||||
| Measure (injection phase) | X |
| Cp | IM | µIM |
|---|---|---|
| SIDb | 2.11 | 5.06 |
| SODt | 1.85 | 2.11 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Calaon, M.; Baruffi, F.; Fantoni, G.; Cirri, I.; Santochi, M.; Hansen, H.N.; Tosello, G. Functional Analysis Validation of Micro and Conventional Injection Molding Machines Performances Based on Process Precision and Accuracy for Micro Manufacturing. Micromachines 2020, 11, 1115. https://doi.org/10.3390/mi11121115
Calaon M, Baruffi F, Fantoni G, Cirri I, Santochi M, Hansen HN, Tosello G. Functional Analysis Validation of Micro and Conventional Injection Molding Machines Performances Based on Process Precision and Accuracy for Micro Manufacturing. Micromachines. 2020; 11(12):1115. https://doi.org/10.3390/mi11121115
Chicago/Turabian StyleCalaon, Matteo, Federico Baruffi, Gualtiero Fantoni, Ilenia Cirri, Marco Santochi, Hans Nørgaard Hansen, and Guido Tosello. 2020. "Functional Analysis Validation of Micro and Conventional Injection Molding Machines Performances Based on Process Precision and Accuracy for Micro Manufacturing" Micromachines 11, no. 12: 1115. https://doi.org/10.3390/mi11121115