Process Optimization of Via Plug Multilevel Interconnections in CMOS Logic Devices


Abstract
:1. Introduction
2. Experimental Procedure
3. Results and Discussion
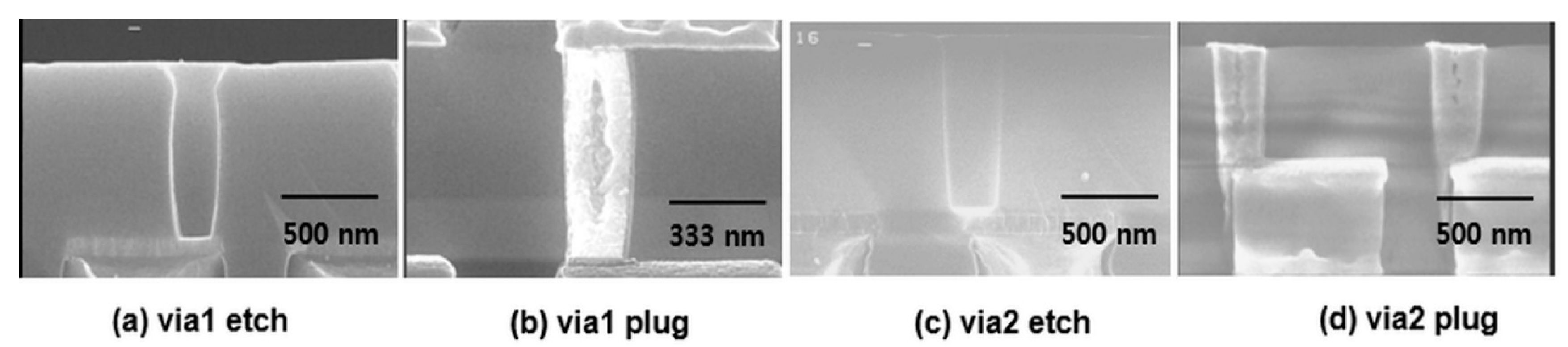
3.1. Physical Characteristics of Via Profiles, Step Coverages of Thin Film, and Via Filling
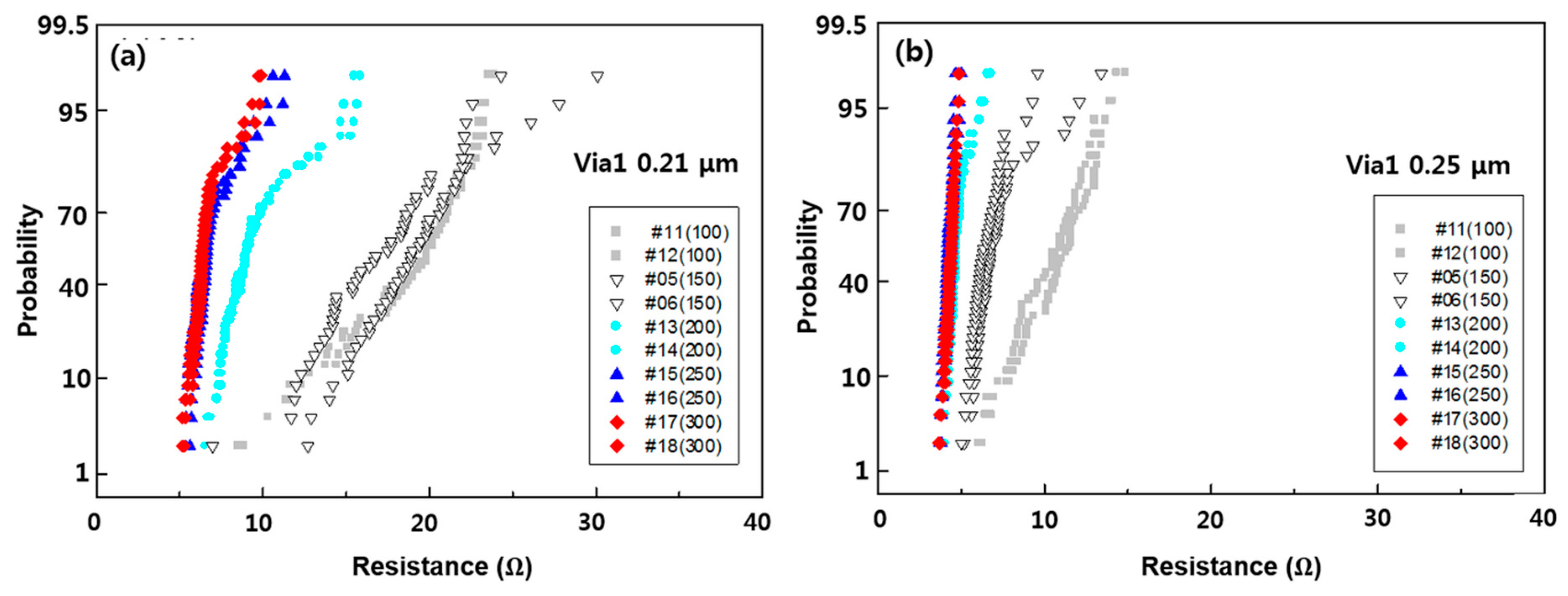
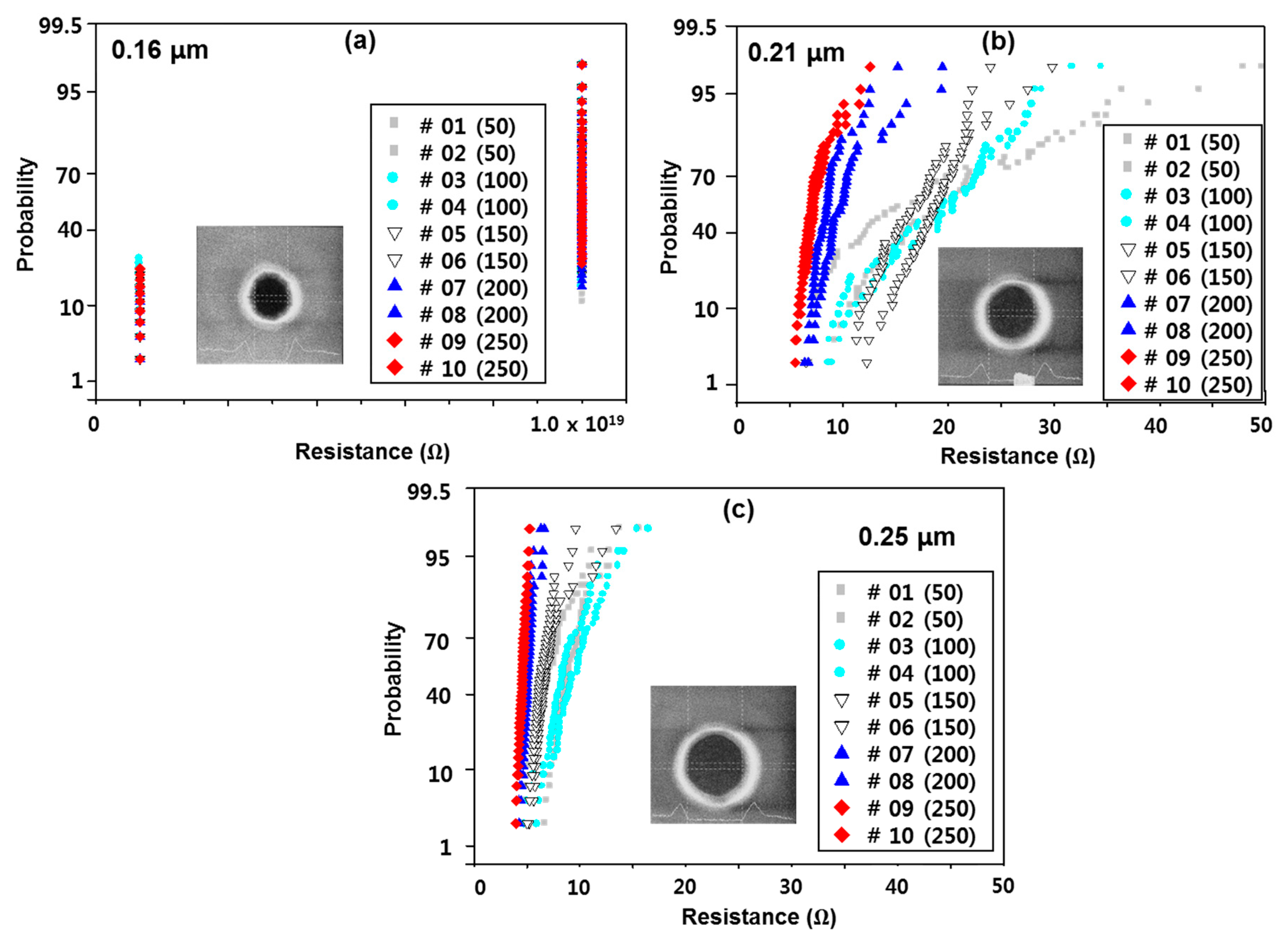
3.2. Electrical Characteristics of Via Structure
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kim, J.H.; Yoo, W.S.; Han, S.M. Non-destructive micro-Raman analysis of Si near Cu through silicon via. Electron. Mater. Lett. 2017, 13, 120–128. [Google Scholar] [CrossRef]
- Choi, D.; Barmak, K. On the potential of tungsten as next-generation semiconductor interconnects. Electron. Mater. Lett. 2017, 13, 449–456. [Google Scholar] [CrossRef]
- Sul, W.S.; Kwon, S.H.; Choi, E.; Cui, Y.; Lee, K.W.; Shim, H.J.; Gao, Y.; Hahn, S.J.; Pyo, S.G. Radiofrequency characteristics of ionized sputtered tantalum nitride thin-film resistor in CMOS device. Electron. Mater. Lett. 2017, 13, 230–234. [Google Scholar] [CrossRef]
- Hyun, D.; Shin, Y. Automatic insertion of airgap with design rule constraints. In Proceedings of the IEEE 23rd Asia and South Pacific Design Automation Conference (ASP-DAC), Jeju Island, Korea, 22–25 January 2018. [Google Scholar]
- Kamineni, V.; Raymond, M.; Siddiqui, S.; Mont, F.; Tsai, S.; Niu, C.; Labonte, A.; Labelle, C.; Fan, S.; Peethala, B. Tungsten and cobalt metallization: A material study for MOL local interconnects. In Proceedings of the IEEE International Interconnect Technology Conference/Advanced Metallization Conference (IITC/AMC), San Jose, CA, USA, 23–26 May 2016. [Google Scholar]
- Hansen, K.; Kousar, S.; Pitzl, D.; Arab, S. Fluxless flip-chip bonding using a lead-free solder bumping technique. J. Instrum. 2017, 12, T09006. [Google Scholar] [CrossRef]
- Abdulgadir, M.; Demir, B.; Turan, M. Hybrid reinforced magnesium matrix composites (Mg/Sic/GNPs): Drilling investigation. Metals 2018, 8, 215. [Google Scholar] [CrossRef] [Green Version]
- Choi, S.J.; Kim, I.D. Recent Developments in 2D Nanomaterials for Chemiresistive-Type Gas Sensors. Electron. Mater. Lett. 2018, 14, 221–260. [Google Scholar] [CrossRef]
- Rho, W.Y.; Lee, K.H.; Han, S.H.; Kim, H.Y.; Jun, B.H. Au-Embedded and Carbon-Doped Freestanding TiO2 Nanotube Arrays in Dye-Sensitized Solar Cells for Better Energy Conversion Efficiency. Micromachines 2019, 10, 805. [Google Scholar] [CrossRef] [Green Version]
- Long, Y.; Fan, R.; Chen, H.; Li, H. The study and investigation of inline E-beam inspection for 28 nm process development. In Proceedings of the 2017 IEEE China Semiconductor Technology International Conference (CSTIC), Shanghai, China, 12–13 March 2017. [Google Scholar]
- Lee, K.J.; Chang, Y.C.; Lee, C.J.; Wang, L.W.; Wang, Y.H. 1T1R Nonvolatile Memory with Al/TiO2/Au and Sol-Gel-Processed Insulator for Barium Zirconate Nickelate Gate in Pentacene Thin Film Transistor. Materials 2017, 10, 1408. [Google Scholar]
- Fischer, K.J.; Pelto, C.M.; Yeoh, A.W. Thickened Stress Relief and Power Distribution Layer. U.S. Patent Application No. 15,274,175, 12 March 2019. [Google Scholar]
- Moon, J.; Lee, T.Y.; Ahn, H.J.; Lee, T.I.; Hwang, W.S.; Cho, B.J. Fluorine Effects Originating from the CVD-W Process on Charge-Trap Flash Memory Cells. IEEE Trans. Electron Devices 2018, 66, 378–382. [Google Scholar] [CrossRef]
- Park, J.; Ha, J.S.; Hong, S.K.; Lee, S.W.; Cho, M.W.; Yao, T.; Lee, H.W.; Lee, S.H.; Lee, S.K.; Lee, H.J. Heteroepitaxial growth of GaN on various powder compounds (AlN, LaN, TiN, NbN, ZrN, ZrB2, VN, BeO) by hydride vapor phase epitaxy. Electron. Mater. Lett. 2012, 8, 135–139. [Google Scholar] [CrossRef]
- Ou, N.C.; Bock, D.C.; Su, X.; Craciun, D.; Craciun, V.; McElwee-White, L. Growth of WO x from Tungsten (VI) Oxo-Fluoroalkoxide Complexes with Partially Fluorinated β-Diketonate/β-Ketoesterate Ligands: Comparison of Chemical Vapor Deposition to Aerosol-Assisted CVD. ACS Appl. Mater. Interfaces 2019, 11, 28180–28188. [Google Scholar] [CrossRef] [PubMed]
- Lee, P.; Cronin, J.; Kaanta, C. Chemical vapor deposition of tungsten (CVD W) as submicron interconnection and via stud. J. Electrochem. Soc. 1989, 136, 2108–2112. [Google Scholar] [CrossRef]
- Chang, H.L.; Juang, F.L.; Kuo, C.T. Effect of silane flowing time on W volcano and plug formation. Jpn. J. Appl. Phys. 2002, 41, 2906. [Google Scholar] [CrossRef]
- Kraft, J.; Stückler, E.; Cassidy, C.; Niko, W.; Schrank, F.; Wachmann, E.; Gspan, C.; Hofer, F. Volcano effect in open through silicon via (TSV) technology. In Proceedings of the 2012 IEEE International Reliability Physics Symposium (IRPS), Anaheim, CA, USA, 15–19 April 2012. [Google Scholar]
- El-Kareh, B.; Hutter, L.N. Process Integration. In Silicon Analog Components; Springer: Berlin, Germany, 2020; pp. 447–494. [Google Scholar]
- Dixit, G.A.; Paranjpe, A.; Hong, Q.Z.; Ting, L.M.; Luttmer, J.D.; Havemann, R.H.; Paul, D.; Morrison, A.; Littau, K.; Eizenberg, M. A novel 0.25/spl mu/m via plug process using low temperature CVD Al/TiN. In Proceedings of the International Electron Devices Meeting, Washington, DC, USA, 10–13 December 1995. [Google Scholar]
- Ma, L.; Zhang, L.; Zhao, P.; Hu, N.; Gong, Z.; Ye, W.; Wei, Q.; Zhou, K.; Yu, Z.; Zhang, Y. A new design of composites for thermal management: Aluminium reinforced with continuous CVD diamond coated W spiral wires. Mater. Des. 2016, 101, 109–116. [Google Scholar] [CrossRef]
- Jeong, I.; Lee, J.; Vincent Joseph, K.L.; Lee, H.I.; Kim, J.K.; Yoon, S.; Lee, J. Low-cost electrospun WC/C composite nanofiber as a powerful platinum-free counter electrode for dye sensitized solar cell. Nano Energy 2014, 9, 392–400. [Google Scholar] [CrossRef]
- Kim, Y.W.; Park, H.S. Microstructural and Magnetic Characterization of Iron Oxide Nanoparticles Fabricated by Pulsed Wire Evaporation. Electron. Mater. Lett. 2019, 15, 665–672. [Google Scholar] [CrossRef]
- Urbansky, N.; Harris, M.; Butler, D.; Rich, P.; Buchanan, K.; Goergens, C. Advanced long throw PVD for contact to silicon and via applications. Microelectron. Eng. 2001, 55, 397–402. [Google Scholar] [CrossRef]
- Gittleman, B.; Stowell, M. Plasma deposition and characterization technologies for structural and coverage optimization of materials for nanopatterned devices. In Modeling, Characterization, and Production of Nanomaterials; Woodhead Publishing: Cambridge, UK, 2015; pp. 371–405. [Google Scholar]
- Ou, Y.; Lin, J.; Tong, S.; Che, H.; Sproul, W.; Lei, M. Wear and corrosion resistance of CrN/TiN superlattice coatings deposited by a combined deep oscillation magnetron sputtering and pulsed dc magnetron sputtering. Appl. Surf. Sci. 2015, 351, 332–343. [Google Scholar] [CrossRef]
- Geringswald, D.; Hintze, B.; Ernst, M. Optimization of a TiN PE-MOCVD Process Using Doe Methodology. ECS J. Solid State Sci. Technol. 2017, 6, 76–82. [Google Scholar] [CrossRef]
- Xiang, W.; Liu, Y.; Zhang, J. Influence of Microstructure on the Electrical Properties of Heteroepitaxial TiN Films. Electron. Mater. Lett. 2018, 14, 314–318. [Google Scholar] [CrossRef]
- Kia, A.M.; Haufe, N.; Esmaeili, S.; Mart, C.; Utriainen, M.; Puurunen, R.L.; Weinreich, W. ToF-SIMS 3D Analysis of Thin Films Deposited in High Aspect Ratio Structures via Atomic Layer Deposition and Chemical Vapor Deposition. Nanomaterials 2019, 9, 1035. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hößler, D.; Ernst, M. Optimization of a TiSi2 formation based on PECVD Ti using DoE methodology. Solid. State. Electron. 2019, 158, 51–58. [Google Scholar] [CrossRef]
- Luoh, T.; Huang, Y.K.; Hung, Y.T.; Yang, L.W.; Yang, T.H.; Chen, K.C. TiCl4 Barrier Process Engineering in Semiconductor Manufacturing. Coatings 2016, 6, 2. [Google Scholar] [CrossRef] [Green Version]
- Harrison, K.L.; Clary, W.A.; Provine, J.; Howe, R.T. Back-end-of-line compatible Poly-SiGe lateral nanoelectromechanical relays with multi-level interconnect. Microsyst. Technol. 2017, 23, 2125–2130. [Google Scholar] [CrossRef]
- Lee, H.; Cho, H.; Byun, C.W.; Kang, C.M.; Han, J.H.; Lee, J.I.; Kim, H.; Lee, J.H.; Kim, M.; Cho, N.S. Device Characteristics of Top-Emitting Organic Light-Emitting Diodes Depending on Anode Materials for CMOS-Based OLED Microdisplays. IEEE Photonics J. 2018, 10, 1–9. [Google Scholar] [CrossRef]
- Moskalewicz, T.; Zimowski, S.; Fiołek, A.; Łukaszczyk, A.; Dubiel, B.; Cieniek, Ł. The Effect of the Polymer Structure in Composite Alumina/Polyetheretherketone Coatings on Corrosion Resistance, Micro-mechanical and Tribological Properties of the Ti-6Al-4V Alloy. J. Mater. Eng. Perform. 2019, 2019, 1–13. [Google Scholar]
- Lee, H.S.; Yeom, S.J.; Lim, S.W.; Hong, S.H.; Lee, N.Y. Semiconductor Device with Air Gap Spacer and Capping Barrier Layer and Method for Fabricating the Same. U.S. Patent 9,159,609, 13 October 2015. [Google Scholar]
- Ben Messaoud, J.; Michaud, J.F.; Certon, D.; Camarda, M.; Piluso, N.; Colin, L.; Barcella, F.; Alquier, D. Investigation of the Young’s Modulus and the Residual Stress of 4H-SiC Circular Membranes on 4H-SiC Substrates. Micromachines 2019, 10, 801. [Google Scholar] [CrossRef] [Green Version]
- Balasubramanyam, N.; Prasanthi, S.G.; Yugandhar, M. Study of coated TiN and TiC on cutting tools for the PVD and CVD coated tungsten carbide by sand blasting pretreatment of nickel and carbon. Int. J. Adv. Sci. Technol. 2015, 75, 51–58. [Google Scholar] [CrossRef]
- Qu, S.; Zhang, C.; Li, M.; Zhang, Y.; Chen, L.; Yang, Y.; Kang, B.; Wang, Y.; Duan, J.; Wang, W. Enhanced proton conductivity of sulfonated poly (ether ether ketone) membranes at elevated temperature by incorporating (3-aminopropyl) triethoxysilane-grafted graphene oxide. Korean J. Chem. Eng. 2019, 36, 2125–2132. [Google Scholar] [CrossRef]
- Jin, M.M.; Cheng, L.; Li, Y.; Hu, S.Y.; Lu, K.; Chen, J.; Duan, N.; Wang, Z.R.; Zhou, Y.X.; Chang, T.C. Reconfigurable logic in nanosecond Cu/GeTe/TiN filamentary memristors for energy-efficient in-memory computing. Nanotechnology 2018, 29, 385203. [Google Scholar] [CrossRef]
- Li, Y.L.; Chang-Liao, K.S.; Chang, Y.W.; Huang, T.J.; Li, C.C.; Gu, Z.C.; Chen, P.Y.; Wu, T.Y.; Huang, J.; Chu, F.C. Improved reliability characteristics of Ge MOS devices by capping Hf or Zr on interfacial layer. Microelectron. Relia. 2017, 79, 136–139. [Google Scholar] [CrossRef]
- Rahman, M.A.; Park, H.; Kim, A.; Lee, C.; Lee, J. Selective Deposition of Copper with Iodine Assisted Growth of MOCVD on an MPTMS Monolayer Surface at a Low Temperature. Electron. Mater. Lett. 2010, 6, 209–213. [Google Scholar] [CrossRef]
- Kim, Y.J.; Lim, D.; Han, H.; Sergeevich, A.S.; Jeon, Y.R.; Lee, J.H.; Son, S.K.; Choi, C. The effects of process temperature on the work function modulation of ALD HfO2 MOS device with plasma enhanced ALD TiN metal gate using TDMAT precursor. Microelectron. Eng. 2017, 178, 284–288. [Google Scholar] [CrossRef]
- Singh, R.; Boettcher, M.; Panchenko, I.; Fiedler, C.; Schwarz, A.; Wolf, J. Fabrication and characterization of precise integrated titanium nitride thin film resistors for 2.5 D interposer. In Proceedings of the 2017 40th International Spring Seminar on Electronics Technology (ISSE), Sofia, Bulgaria, 10–14 May 2017. [Google Scholar]
- Zhuiykov, S.; Akbari, M.K.; Hai, Z.; Xue, C.; Xu, H.; Hyde, L. Wafer-scale fabrication of conformal atomic-layered TiO2 by atomic layer deposition using tetrakis (dimethylamino) titanium and H2O precursors. Mater. Des. 2017, 120, 99–108. [Google Scholar] [CrossRef]
- Motola, M.; Dworniczek, E.; Satrapinskyy, C.D.; Chodaczek, G.; Grzesiak, J.; Gregor, M.; Plecenik, T.; Nowicka, J.; Plesch, G. UV light-induced photocatalytic, antimicrobial, and antibiofilm performance of anodic TiO2 nanotube layers prepared on titanium mesh and Ti sputtered on silicon. Chem. Pap. 2019, 73, 1163–1172. [Google Scholar] [CrossRef]
- Li, Y.; Ng, G.I.; Arulkumaran, S.; Liu, Z.; Ranjan, K.; Xing, W.; Ang, K.; Murmu, P.; Kennedy, J. AlGaN/GaN high electron mobility transistors on Si with sputtered TiN gate. Phys. Status Solidi 2017, 214, 1600555. [Google Scholar] [CrossRef]
- Lee, T.; Lim, B.; Yong, K.; Kwon, W.; Park, M. Effects of oxygen plasma generated in magnetron sputtering of ruthenium oxide on pentacene thin film transistors. Korean J. Chem. Eng. 2017, 34, 2502–2506. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Analysis Item | IMP Ti | CVD TiN | IMP TiN |
|---|---|---|---|
| Average Rs (Ω/sq) | 39.9 | 302.05 | 29.06 |
| Unif. (%) | 4.99 | 3.55 | 9.05 |
| TEM phase thickness (center, Å) | 195 | 100 | 345 |
| Rs (center, Ω/sq) | 37.5 | 280.8 | 24.73 |
| Resistivity (μΩ∙cm) | ~73 | ~280 | ~85 |
| Stress (dyne∙cm2) | −2.142 × 10−9 | −4.788 × 10−9 | −6.762 × 10−9 |
| IMP Ti | DC Power | RF Power | AC Bias | Ar | |||
| 2250 W | 2750 W | 0 W | 56 sccm | ||||
| CVD TiN | Deposition Condition | PLASMA TREAT | |||||
| Pressure | TEMP | He carr | Pressure | RF power | TEMP | ||
| 1.5 Torr | 450 °C | 225 sccm | 1.3 Torr | 750 W | 450 °C | ||
| IMP TiN | DC power | RF power | AC bias | Ar | N2 | ||
| 4000 W | 2500 W | 0 W | 25 sccm | 28 sccm | |||
| Step | Wafer No. | RF Etch Target | IMP Ti Target | CVD TiN Target |
|---|---|---|---|---|
| Via 1 | 01, 02 | 50 | 150 | 2 × 50 |
| 03, 04 | 100 | |||
| 05, 06 | 150 | |||
| 07, 08 | 200 | |||
| 09, 10 | 250 | |||
| 11, 12 | 150 | 100 | ||
| 13, 14 | 200 | |||
| 15, 16 | 250 | |||
| 17, 18 | 300 | |||
| 19, 20 | 150 | IMP TiN 200 | ||
| Via 4 | 01, 02, 03 | 150 | 150 | 2 × 50 |
| 04, 05, 06 | 150 | 150 | 2 × 50 | |
| 07, 08, 09 | 150 | 150 | 3 × 50 | |
| 10, 11, 12 | 150 | 150 | 1 × 50 | |
| Via 2 | 11, 12 | 150 | 150 | 2 × 50 |
| 13, 14, 15 | 200 | 200 | 2 × 50 |
| Item | 015 Logic | 256 LD | |
|---|---|---|---|
| Gas | SiH4 (slm) | 0.025 | 0.025 |
| H2 (slm) | 6 | 6 | |
| WF6 (slm) | 0.28 | 0.28 | |
| Temp. | T1 (°C) | 395 | 395 |
| T2 (°C) | 395 | 350 | |
| T3 (°C) | 395 | 350 | |
| T4 (°C) | 395 | 445 | |
| T5 (°C) | 475 | 475 | |
| Nucleation time | SiH4 reduction (sec) | 12 | 8 |
| Deposition thickness (Å) | 3800 | 4000 | |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cui, Y.; Jeong, J.Y.; Gao, Y.; Pyo, S.G. Process Optimization of Via Plug Multilevel Interconnections in CMOS Logic Devices. Micromachines 2020, 11, 32. https://doi.org/10.3390/mi11010032
Cui Y, Jeong JY, Gao Y, Pyo SG. Process Optimization of Via Plug Multilevel Interconnections in CMOS Logic Devices. Micromachines. 2020; 11(1):32. https://doi.org/10.3390/mi11010032
Chicago/Turabian StyleCui, Yinhua, Jeong Yeul Jeong, Yuan Gao, and Sung Gyu Pyo. 2020. "Process Optimization of Via Plug Multilevel Interconnections in CMOS Logic Devices" Micromachines 11, no. 1: 32. https://doi.org/10.3390/mi11010032