A New Approach to Decoupled Non-Resonant Polishing

Abstract
:1. Introduction
2. Mechanism Design
2.1. Principle of Decoupled Non-Resonant Two-Dimensional Vibration-Assisted Polishing (2D-VAP)
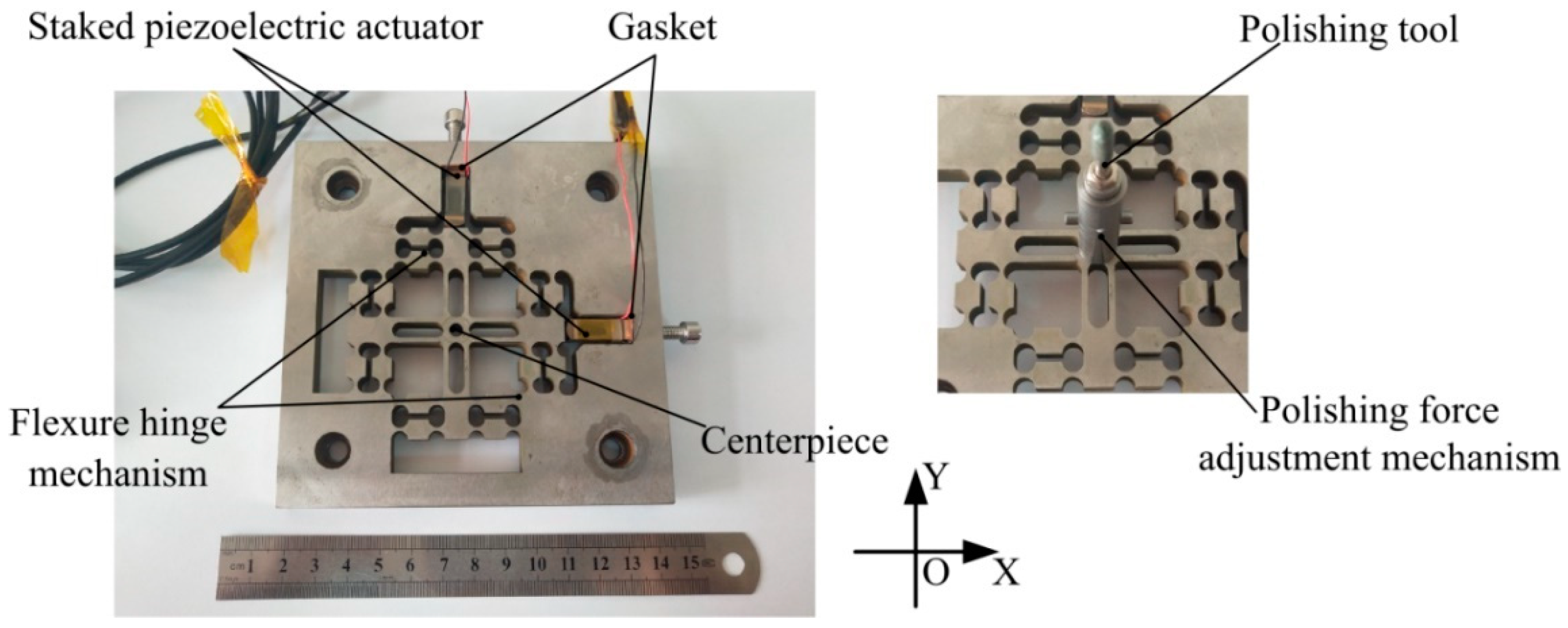
2.2. Structure Design
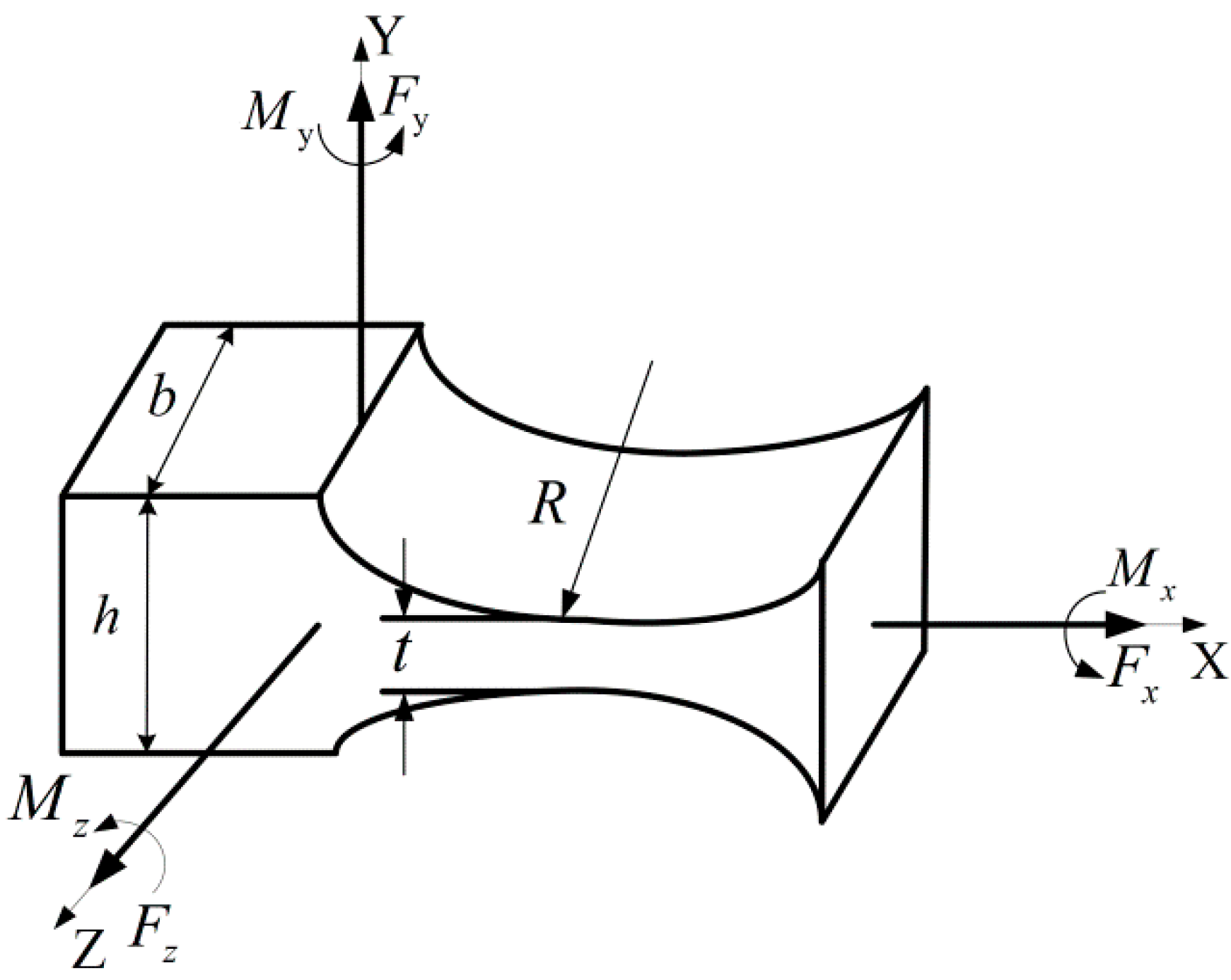
2.3. Stiffness Calculation
2.4. Numerical Simulation of Flexure Mechanism
- Set the material properties in the Workbench according to the parameter values in Table 1.
- The flexure mechanism geometry model was saved as .stp format and imported into the Workbench finite element software to generate finite element model.
- In the process of meshing the model, the results of finite element analysis are not ideal if the mesh is too sparse or too dense. Too sparse mesh will lead to low accuracy and inaccurate modeling result. If the mesh is too dense, the operation time will be increased and affect the work efficiency. Due to the complexity of the flexure hinge mechanism, Tetrahedrons meshing method and Patch Conforming algorithm were selected to mesh the model with which the meshes can be generated quickly and automatically. Furthermore, Tetrahedrons meshing method will be applicable to a variety of complex geometric shapes; Proximity and Curvature can be used in the key areas to refine the mesh automatically. Finally, the model was divided into 519,284 elements containing 792,475 nodes.
2.4.1. Static Analysis of Flexure Mechanism
Stiffness Analysis
Stress Analysis
2.4.2. Dynamic Analysis of Flexure Mechanism
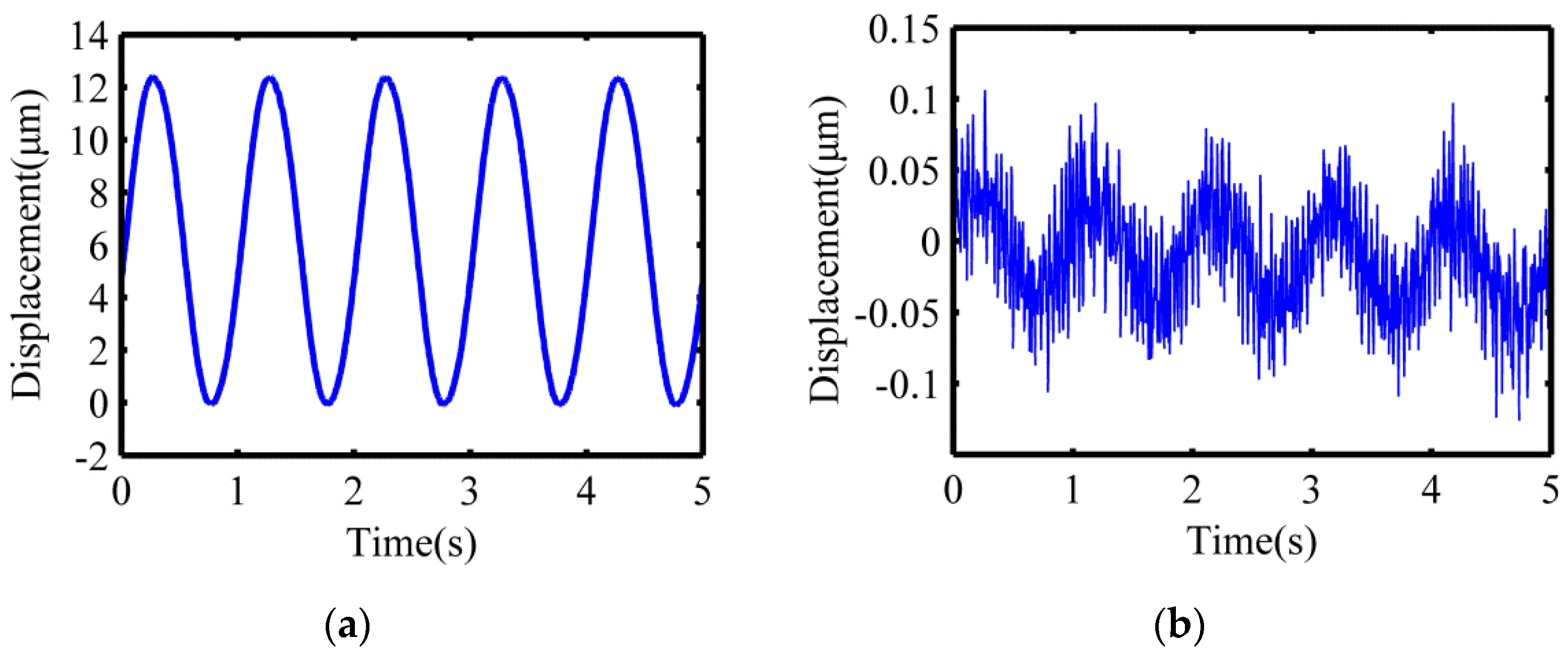
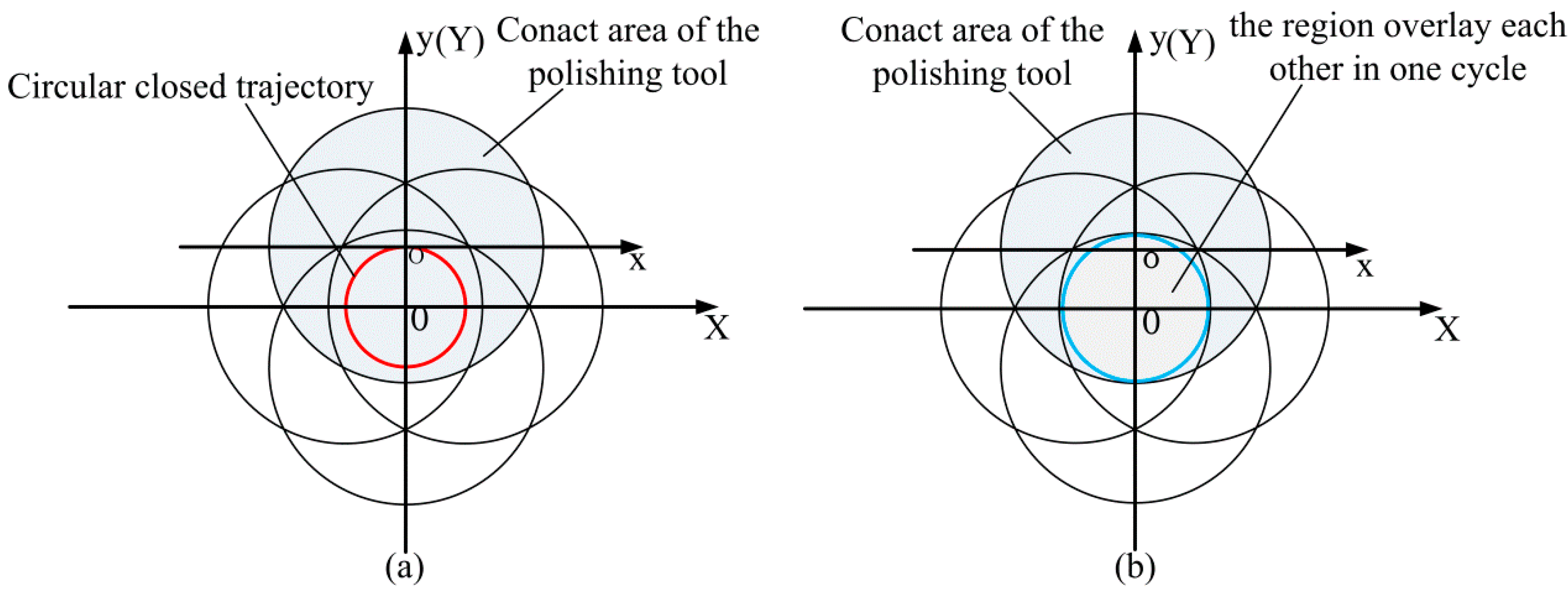
2.5. Measurement of the Vibration Trajectory Synthesized at the Polishing Tool
2.6. Polishing Force Adjustment Mechanism
3. Material Removal Function
3.1. Theoretical Background
3.1.1. Contact Pressure Between the Polishing Tool and the Workpiece
3.1.2. Relative Velocity Between the Polishing Tool and the Workpiece
3.2. Numerical Simulation of Removal Function
3.2.1. Theoretical Model of Removal Function
3.2.2. Modeling Results of Removal Function
4. Experiment of Removal Function
4.1. Experimental Preparation
4.2. Results and Discussion
4.2.1. Removal Function Profile
- A certain error existed when the flexure hinges were driven by stacked piezoelectric actuators, thus resulting in the error in the closed circular trajectory, and the removal function was also affected;
- In actual polishing, the relative velocity between polishing tool and workpiece was not exactly equal;
- The workpiece in the modeling result had an ideal smooth surface, and the ideal smooth surface of the actual workpiece was difficult to achieve, thus there was no overlap between the horizontal planes of the two results;
- The error was also caused by using the white light interferometer (Zygo New View 8300) for surface profile measurement.
4.2.2. Stability Experiments of Removal Function
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Jacobs, S.D.; Golini, D.; Hsu, Y.; Puchebner, B.E.; Strafford, D.; Prokhorov, I.V.; Fess, E.M.; Pietrowski, D.; Kordonski, W.I. Magnetorheological finishing: A deterministic process for optics manufacturing. Int. Conf. Opt. Fabr. Test. Appl. Opt. Hologr. 1995, 2576, 372–383. [Google Scholar]
- Harris, D.C. History of Magnetorheological Finishing. Proc. SPIE Int. Soc. Opt. Eng. 2011, 8016, 561–566. [Google Scholar]
- Sarepaka, R.G.; Khatri, N.; Tewary, S.; Mishra, V. An experimental study on the effect of magneto-rheological finishing on diamond turned surfaces. J. Intell. Mater. Syst. Struct. 2014, 24, 1631–1643. [Google Scholar]
- Bollinger, L.D.; Zarowin, C.B. Rapid, Nonmechanical, Damage-Free Figuring of Optical Surfaces Using Plasma-Assisted Chemical Etching (PACE): Part I Experimental Results. In Proceedings of the 32nd Annual International Technical Symposium on Optical and Optoelectronic Applied Science and Engineering, San Diego, CA, USA, 15–18 August 1988. [Google Scholar]
- Rogers, B.; Cale, T. Plasma processes in microelectronic device manufacturing. Vacuum 2002, 65, 267–279. [Google Scholar] [CrossRef]
- Fähnle, O.W.; Van Brug, H.; Frankena, H.J. Fluid jet polishing of optical surfaces. Appl. Opt. 1998, 37, 6771. [Google Scholar] [CrossRef]
- Booij, S.M.; Van Brug, H.; Braat, J.J.; Fähnle, O.W. Nanometer deep shaping with fluid jet polishing. Opt. Eng. 2002, 41, 1926. [Google Scholar] [CrossRef]
- Booij, S.M.; Fähnle, O.W.; Braat, J.J. Shaping with fluid jet polishing by footprint optimization. Appl. Opt. 2004, 43, 67. [Google Scholar] [CrossRef]
- Yang, W.P.; Wu, Y.B.; Yáng, H.F. Mechanism and Experimental Investigation on Silicon Wafer Hybrid Polishing by Ultrasonic-Elliptic-Vibration Chemical-Mechanical. Adv. Mater. Res. 2011, 314, 829–836. [Google Scholar] [CrossRef]
- Wang, C.; Kurokawa, S.; Doi, T.; Yuan, J.; Sano, Y.; Aida, H.; Zhang, K.; Deng, Q. The Polishing Effect of SiC Substrates in Femtosecond Laser Irradiation Assisted Chemical Mechanical Polishing (CMP). ECS J. Solid State Sci. Technol. 2017, 6, P105–P112. [Google Scholar] [CrossRef]
- Liu, D.; Yan, R.; Chen, T. Material removal model of ultrasonic elliptical vibration-assisted chemical mechanical polishing for hard and brittle materials. Int. J. Adv. Manuf. Technol. 2017, 92, 81–99. [Google Scholar] [CrossRef]
- Zhang, L.; Hou, H.; Han, Y.J.; Wang, X. Ultrasonic and Electrorheological Integrated Polishing Process. J. Northeast. Univ. (Nat. Sci.) 2019, 40, 356–359. [Google Scholar]
- Moriwaki, T.; Shamoto, E. Ultrasonic Elliptical Vibration Cutting. CIRP Ann. 1995, 44, 31–34. [Google Scholar] [CrossRef]
- Shamoto, E.; Moriwaki, T. Ultaprecision Diamond Cutting of Hardened Steel by Applying Elliptical Vibration Cutting. CIRP Ann. 1999, 48, 441–444. [Google Scholar] [CrossRef]
- Suzuki, N.; Haritani, M.; Yang, J.; Hino, R.; Shamoto, E. Elliptical Vibration Cutting of Tungsten Alloy Molds for Optical Glass Parts. CIRP Ann. 2007, 56, 127–130. [Google Scholar] [CrossRef]
- Kim, G.D.; Loh, B.G. Characteristics of chip formation in micro V-grooving using elliptical vibration cutting. J. Micromech. Microeng. 2007, 17, 1458–1466. [Google Scholar] [CrossRef]
- Suzuki, K.; Makizaki, T. Study on ultrasonic elliptic vibration grinding: 1st report-proposal of an ultrasonic elliptic vibration grinding wheel by utilizing a stator of an ultrasonic motor. J. Jpn. Soc. Grind. Eng. 1998, 42, 448–453. [Google Scholar]
- Yan, Y.; Zhao, B.; Liu, J. Ultraprecision surface finishing of nano-ZrO 2 ceramics using two-dimensional ultrasonic assisted grinding. Int. J. Adv. Manuf. Tech. 2009, 43, 462–467. [Google Scholar] [CrossRef]
- Liang, Z. Development of a Two-dimensional Ultrasonic Vibration Assisted Grinding Technique of Monocrystal Silicon. Chin. J. Mech. Eng. 2010, 46, 192. [Google Scholar] [CrossRef]
- Liang, Z.; Wang, X.; Zhao, W.; Wu, Y.; Sato, T.; Lin, W. A feasibility study on elliptical ultrasonic assisted grinding of sapphire substrate. Int. J. Abras. Technol. 2010, 3, 190. [Google Scholar] [CrossRef]
- Suzuki, H.; Moriwaki, T.; Okino, T.; Ando, Y. Development of Ultrasonic Vibration Assisted Polishing Machine for Micro Aspheric Die and Mold. CIRP Ann. 2006, 55, 385–388. [Google Scholar] [CrossRef]
- Suzuki, H.; Hamada, S.; Okino, T.; Kondo, M.; Yamagata, Y.; Higuchi, T. Ultraprecision finishing of micro-aspheric surface by ultrasonic two-axis vibration assisted polishing. CIRP Ann. 2010, 59, 347–350. [Google Scholar] [CrossRef]
- Song, D.; Zhao, J.; Ji, S.; Zhou, X. Development of a novel two-dimensional ultrasonically actuated polishing process. AIP Adv. 2016, 6, 115105. [Google Scholar] [CrossRef] [Green Version]
- Yu, T.; Yang, X.; An, J.; Yu, X.; Zhao, J. Material removal mechanism of two-dimensional ultrasonic vibration assisted polishing Inconel718 nickel-based alloy. Int. J. Adv. Manuf. Technol. 2018, 96, 657–667. [Google Scholar] [CrossRef]
- Chee, S.K.; Suzuki, H.; Okada, M.; Yano, T.; Higuchi, T.; Lin, W.M. Precision Polishing of Micro Mold by Using Piezoelectric Actuator Incorporated with Mechanical Amplitude Magnified Mechanism. Adv. Mater. Res. 2011, 325, 470–475. [Google Scholar] [CrossRef]
- Chee, S.K.; Suzuki, H.; Uehara, J.; Yano, T.; Higuchi, T.; Lin, W. A low contact force polishing system for micro molds that utilizes 2-dimensional low frequency vibrations (2DLFV) with piezoelectric actuators (PZT) and a mechanical transformer mechanism. Int. J. Autom. Technol. 2013, 7, 71–82. [Google Scholar] [CrossRef]
- Guo, J.; Morita, S.Y.; Hara, M.; Yamagata, Y.; Higuchi, T. Ultra-precision finishing of micro-aspheric mold using a magnetostrictive vibrating polisher. CIRP Ann. 2012, 61, 371–374. [Google Scholar] [CrossRef]
- Guo, J.; Suzuki, H.; Higuchi, T. Development of micro polishing system using a magnetostrictive vibrating polisher. Precis. Eng. 2013, 37, 81–87. [Google Scholar] [CrossRef]
- Wang, G.; Zhou, X.; Ma, P.; Wang, R.; Meng, G.; Yang, X. A novel vibration assisted polishing device based on the flexural mechanism driven by the piezoelectric actuators. AIP Adv. 2018, 8, 015012. [Google Scholar] [CrossRef]
- Paros, J.M.; Weisbord, L. How to design flexure hinges. Mach. Des. 1965, 37, 151–156. [Google Scholar]
- Zhang, Z.J.; Yuan, Y.B. Design calculation and analysis of half corner-filleted flexure hinge. Opt. Precis. Eng. 2007, 15, 384–389. [Google Scholar]
- Shen, S.H. Engineering Mechanics; Economics Sciences Press: Beijing, China, 2010. [Google Scholar]
- Jones, R.A. Computer controlled polisher demonstration. Appl. Opt. 1980, 19, 2072. [Google Scholar] [CrossRef]
- Preston, F.W. The Theory and Design of Plate Glass Polishing Machines. J. Soc. Glass Technol. 1927, 11, 214–256. [Google Scholar]
- Wang, Q.D.; Liu, M.C.; Zhang, H.X. Removing function of polishing pad in computer controlled optical polishing. Opt. Technol. 2000, 26, 32–34. [Google Scholar]
- Johnson, K.L. Contact Mechanics; Cambridge University Press: Cambridge, UK, 1985. [Google Scholar]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | G | |||||
|---|---|---|---|---|---|---|
| 65Mn | 785 | 980 | 206 | 0.3 | 0.79 | 7800 |
| Load (N) | 20 | 40 | 60 | 80 | 100 | 120 | 140 | 160 | 180 | 200 |
|---|---|---|---|---|---|---|---|---|---|---|
| Displacement (μm) | 1.278 | 2.556 | 3.834 | 5.112 | 6.391 | 7.669 | 8.947 | 10.225 | 11.503 | 12.781 |
| Workpiece | Aluminum Alloy (6061) |
|---|---|
| Polishing tool | Silicone rubber |
| Radius curvature | 1 mm |
| Abrasive | Diamond paste |
| Grain size | 1.5 μm |
| Density | 8.67% |
| Vibration mode | Circular |
| Vibration frequency | 400 Hz |
| Vibration amplitude | 4 μm |
| Polishing load | 1 N |
| Polishing time | 30 min |
| Fixed-Point Number | 1 | 2 | 3 | 4 | 5 | 6 | Average | Biggest Fluctuation |
|---|---|---|---|---|---|---|---|---|
| 0.543 | 0.529 | 0.554 | 0.535 | 0.548 | 0.532 | 0.540 | 2.53% | |
| 3.682 | 3.673 | 3.618 | 3.422 | 3.442 | 3.434 | 3.545 | 3.72% |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Y.; Zhou, X.; Wang, G.; Ma, P.; Wang, R. A New Approach to Decoupled Non-Resonant Polishing. Micromachines 2019, 10, 484. https://doi.org/10.3390/mi10070484
Li Y, Zhou X, Wang G, Ma P, Wang R. A New Approach to Decoupled Non-Resonant Polishing. Micromachines. 2019; 10(7):484. https://doi.org/10.3390/mi10070484
Chicago/Turabian StyleLi, Yucheng, Xiaoqin Zhou, Guilian Wang, Peiqun Ma, and Rongqi Wang. 2019. "A New Approach to Decoupled Non-Resonant Polishing" Micromachines 10, no. 7: 484. https://doi.org/10.3390/mi10070484