1. Introduction
Reflective displays utilize ambient light to illuminate the screen, thereby providing superior energy efficiency, sunlight readability, and reading comfort. These properties make them suitable for applications such as e-book readers, signage, electronic shelf labels, and portable paper-like display devices. Reflective displays such as electrowetting displays (EWD) [
1,
2,
3], electrophoretic displays (EPD) [
4], and cholesteric liquid crystal displays (LCD) [
5] have been reported. One example of commercial success is the Amazon Kindle EPD e-reader, but EPD has a slow response time, which makes it impossible to play video smoothly.
Robert A Hayes et al. first proposed an EWD to show the ability of video-speed response time, published in 2003 [
1]. J. Heikenfeld used the Young–Laplace transposition of brilliant pigment dispersions to realize electro-fluidic displays showing its low power consumption in 2009 [
2]. The white state reflectance of an EWD can reach >50% [
6], it has also shown the potential for flexibility [
7], and multi-gray scale [
8]. Generally, the electro–optic behavior of EWDs is achieved by controlling the motion of two immiscible fluids, namely polar water and non-polar oil, in confined pixels, as recently reviewed and reported by Mugele [
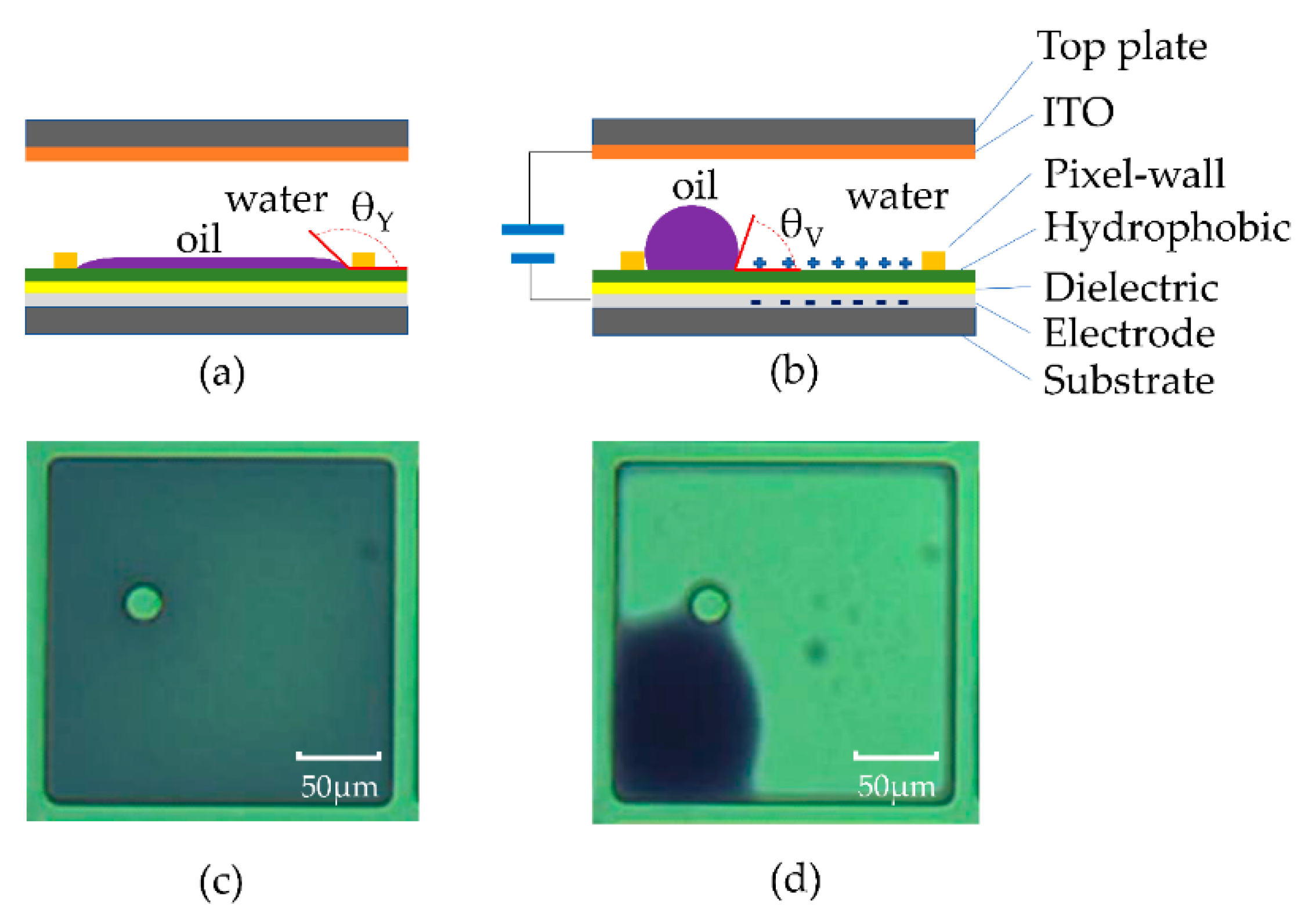
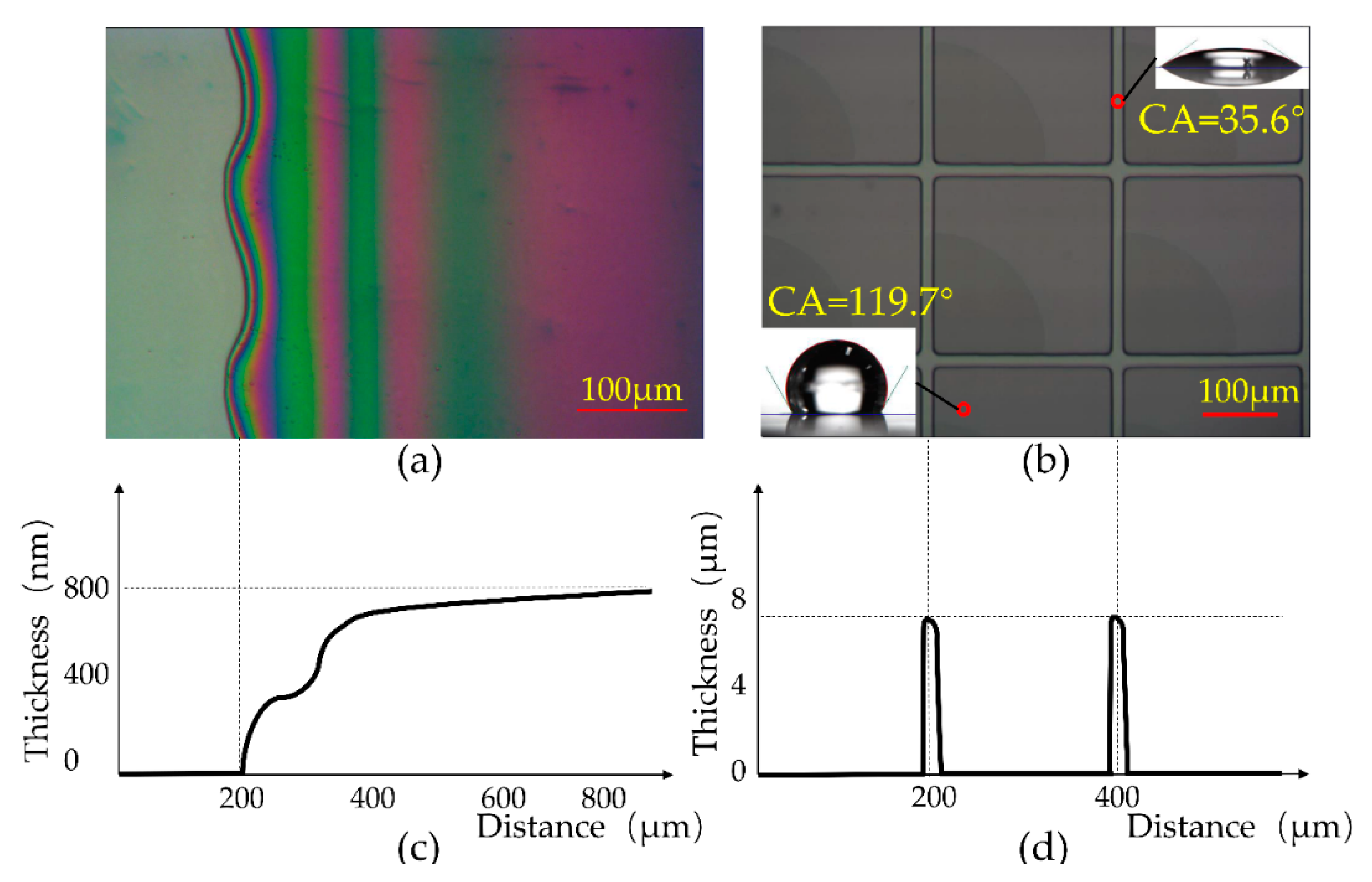
9]. A typical multi-layer pixel structure and the operating principles of EWDs are shown in
Figure 1. The oil film completely covers the pixel substrate (off-state) at its Young’s contact angle (
) and the pixel presents the color of the oil without applied voltage (
Figure 1a,c). The oil is pushed aside by water and the observed contact angle reduces to
, showing the color of the substrate (on state) under the electrostatic field applied between the indium tin oxide (ITO) electrode on the top plate and substrate electrode (
Figure 1b,d), according to [
10]:
where C is the capacitance per unit area of the hydrophobic and dielectric (F/m
2), V is the DC voltage, and
is the interfacial surface tension between the aqueous and oil phases (N/m).
Figure 1c shows the off-state and
Figure 1d shows the on-state in the pixel, where the oil moves into the corner of the pixel and the pixel substrate area becomes visible.
However, a colorful EWD presents many challenges, such as brightness, color gamut, and contrast ratio [
11]. Most of the colorful EWDs, including one-layer [
1,
12] and three-layer architectures [
2,
13], still suffer from the common drawbacks of scalability and low reflection efficiency [
11]. The main focus of one-layer colorful EWD studies is on dividing the area into individual RGBK (red, green, blue, and black) oil switches without a color filter, or using an RGB color filter with black oil. However, the resolution and oil dosing efficiency obtainable with individual RGBK oil switches approach is limited, since a full color pixel has four times the area of a monochromatic pixel, and individual RGBK color oils in one pixel can only be dosed by serial dosing techniques, such as ink-jet-printing (IJT). Furthermore, using an RGB color filter with black oil will reduce the brightness of the display due to light adsorption. For previous three-layer architectures, the complicated fabrication process is the drawback, since three separate substrates are assembled into one panel before sealing.
In this paper, we present a full scalable fabrication and testing processes for multi-color segmented EWDs, with potentially unprecedented electro–optical performance. First, we briefly describe a three-layer architecture design of a colorful EWD. Next, a scalable fabrication process of EWDs, consisting of high-speed screen printing of fluoropolymer, slit-coating of photoresist, oil/water self-assembly, and subsequent integration of three independent layers into a complete colorful EWD by using accurate alignment and coupling equipment is investigated. Also, the electro-fluidic display inspector (EFDI) system for efficient and scalable testing processes is provided, the display parameters and defects are inspected just by plugging the monochromatic EWD into the test-jig for several seconds. Finally, the testing results of the colorful EWDs are presented using our proposed processes. The goal of this paper is to set up scalable and efficient fabrication and testing processes of colorful segmented EWDs, and thereby further expand the global research base supporting this new technology. The ease of a high-yield batch of colorful segmented EWDs is facilitated by utilizing the processes investigated herein.
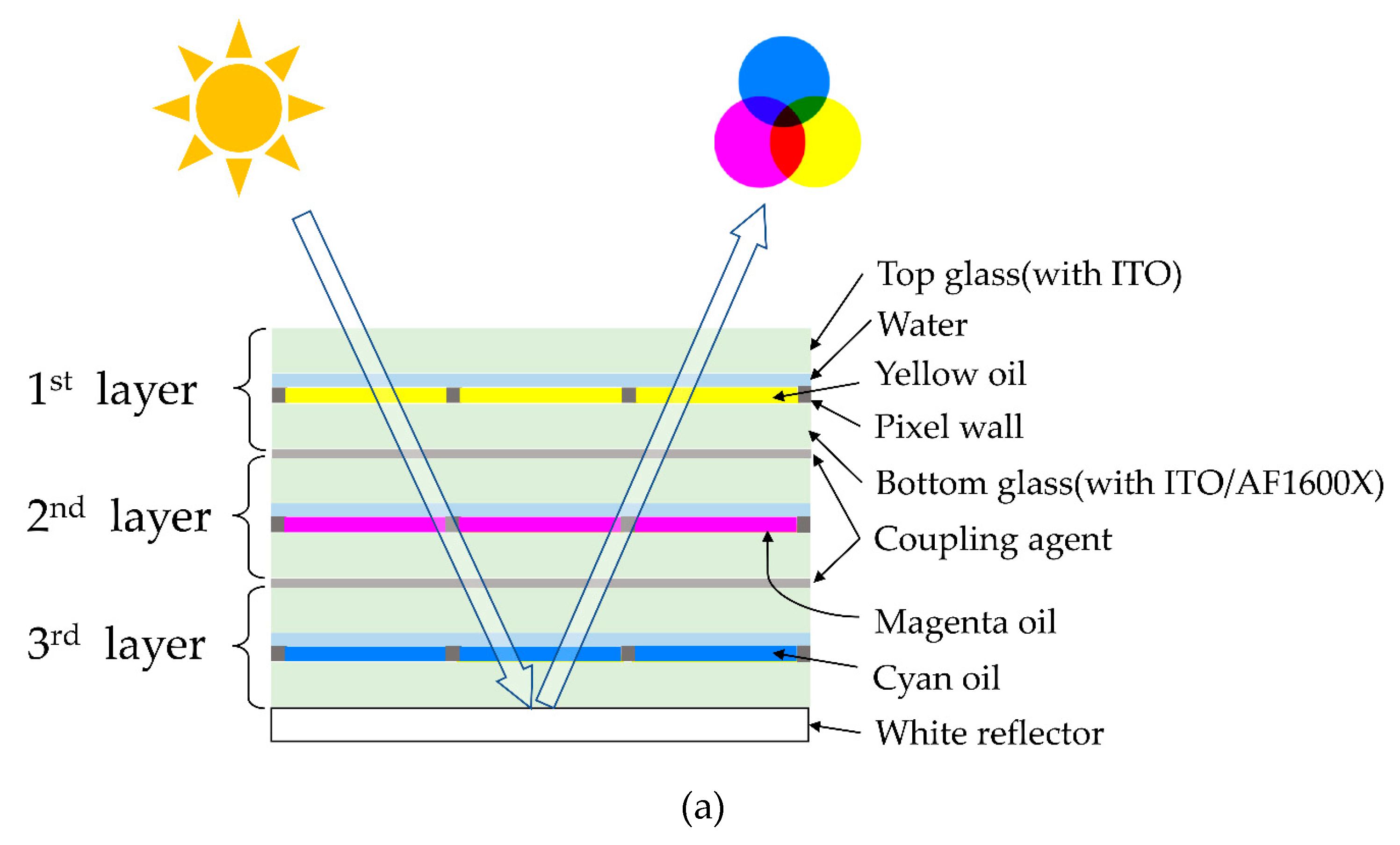
2. Three-layer Architecture Design
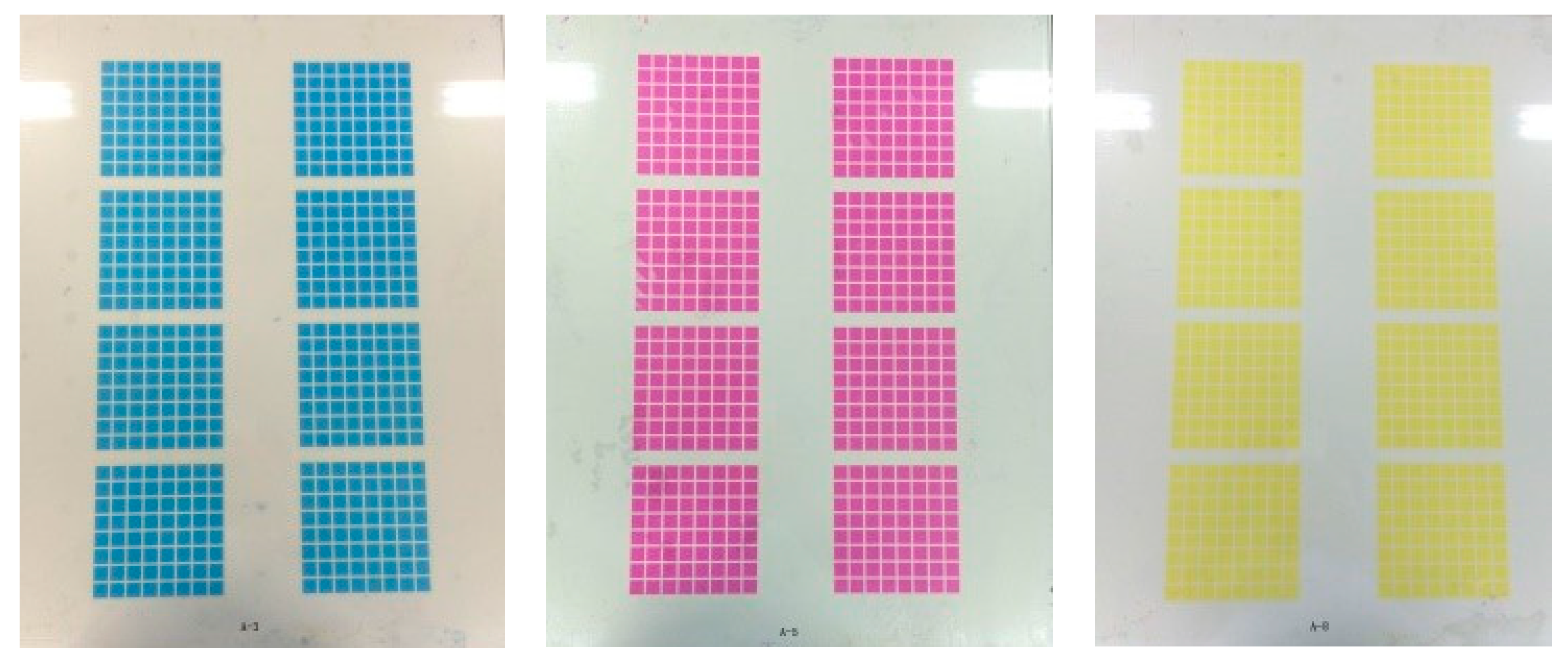
Figure 2a shows the design of the three-layer vertical stack architecture for a segmented colorful EWD. The color system for this reflective display is based on cyan, magenta, and yellow subtractive color mixing. The oil of each layer can be switched independently under the electric field between the top glass, with an indium tin oxide (ITO) electrode, and the bottom glass, with a patterned ITO electrode, to reflect different colors from the white reflector underneath the three layers. All three colorful layers are fabricated and tested by exactly the same processes, except for the color of the oil. Each layer consists of a bottom glass with a patterned ITO electrode, an amorphous fluoropolymer (e.g., Chemours AFX1600X, Wilmington, DE, USA) for the hydrophobic layer and dielectric [
14,
15,
16], a negative photoresist grid for the pixel walls [
17,
18,
19], the two fluids (polar water and nonpolar oil), and the top glass with the ITO common electrode. Alignment and coupling should be done by making use of accurate mounting equipment with a coupling agent to integrate the three layers together. The fabrication process to confine the oil film in each pixel has been described previously [
20,
21,
22,
23,
24]. However, there are no full and scalable fabrication and testing processes for colorful EWDs, as detailed in the following sections.
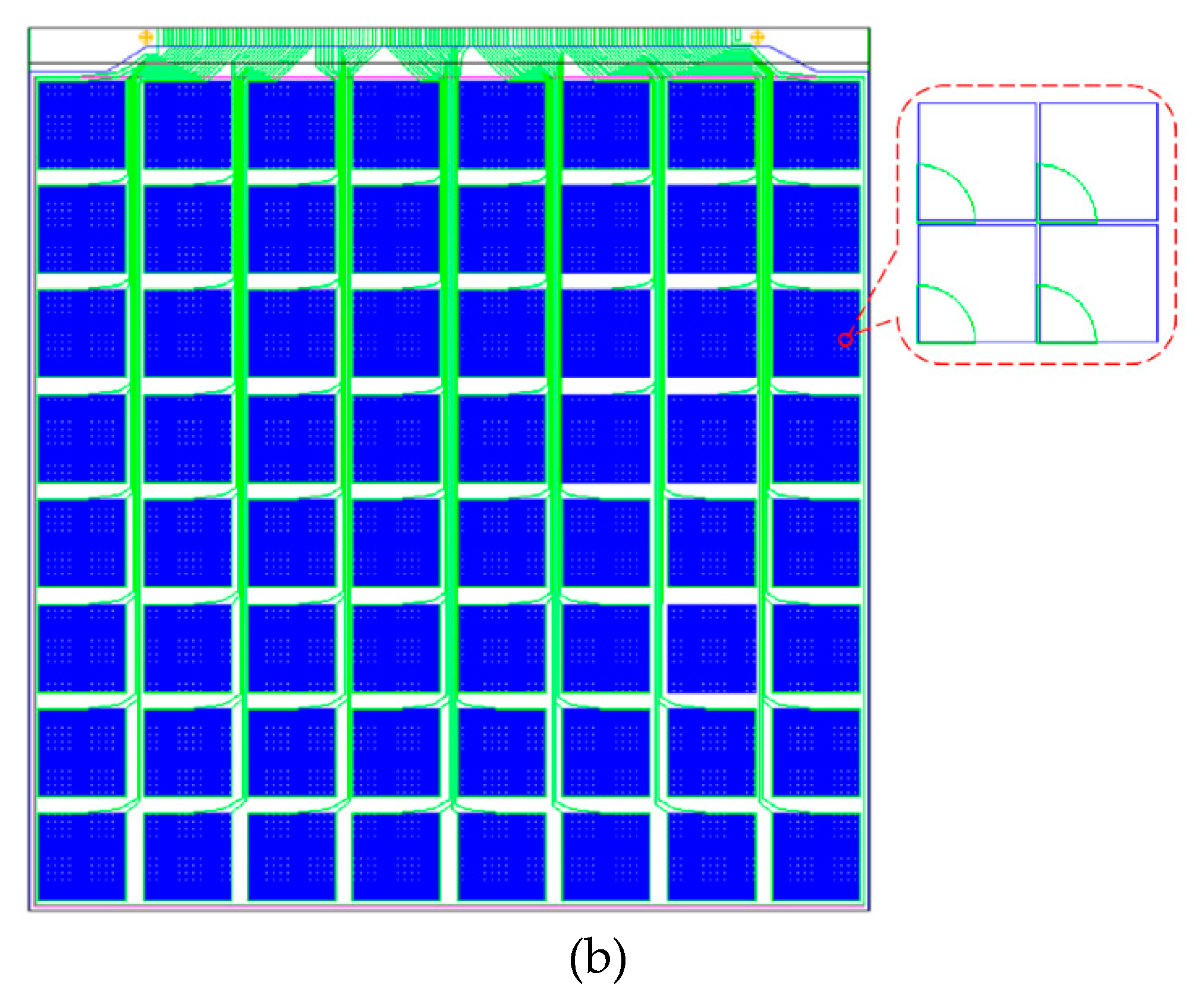
Figure 2b presents the top view of three-layer colorful segmented EWD design. The green lines are patterned ITO electrodes, and the square electrode design with a notch in the pixels are proven to be advantageous for oil switching [
25]. The blue square grids are the negative photoresist pixel wall arrays. Detailed design parameters are listed in
Table 1.
This architecture significantly increases the resolution of the display, because the size of the overall colorful pixel equals the subpixel of each layer in vertical direction. Moreover, if defects are found in any layer before assembly, only the corresponding layer needs to be replaced, instead of the whole assembly. Finally, there is less light loss and brilliant colors are achieved without a color filter.
3. Microfabrication
3.1. Materials
For materials, commercial indium tin oxide (ITO)-patterned glass (0.6 mm thick, 100 Ω/□ resistance) was used for the substrates (purchased from Leaguer Optronics Co., Ltd., Shenzhen, China). Amorphous fluoropolymer Teflon AF1600X were purchased from Chemours (Wilmington, DE, USA). The photoresist was a negative type modified epoxy, co-developed with a local material supplier. It can be developed in an aqueous solution (KOH) to facilitate industrialization. Colored oils were synthesized by our team, who provided cyan, magenta, and yellow colors. The flex-foil were designed in-house and manufactured by Xinteng Electronics Co., Ltd. (Shenzhen, China).
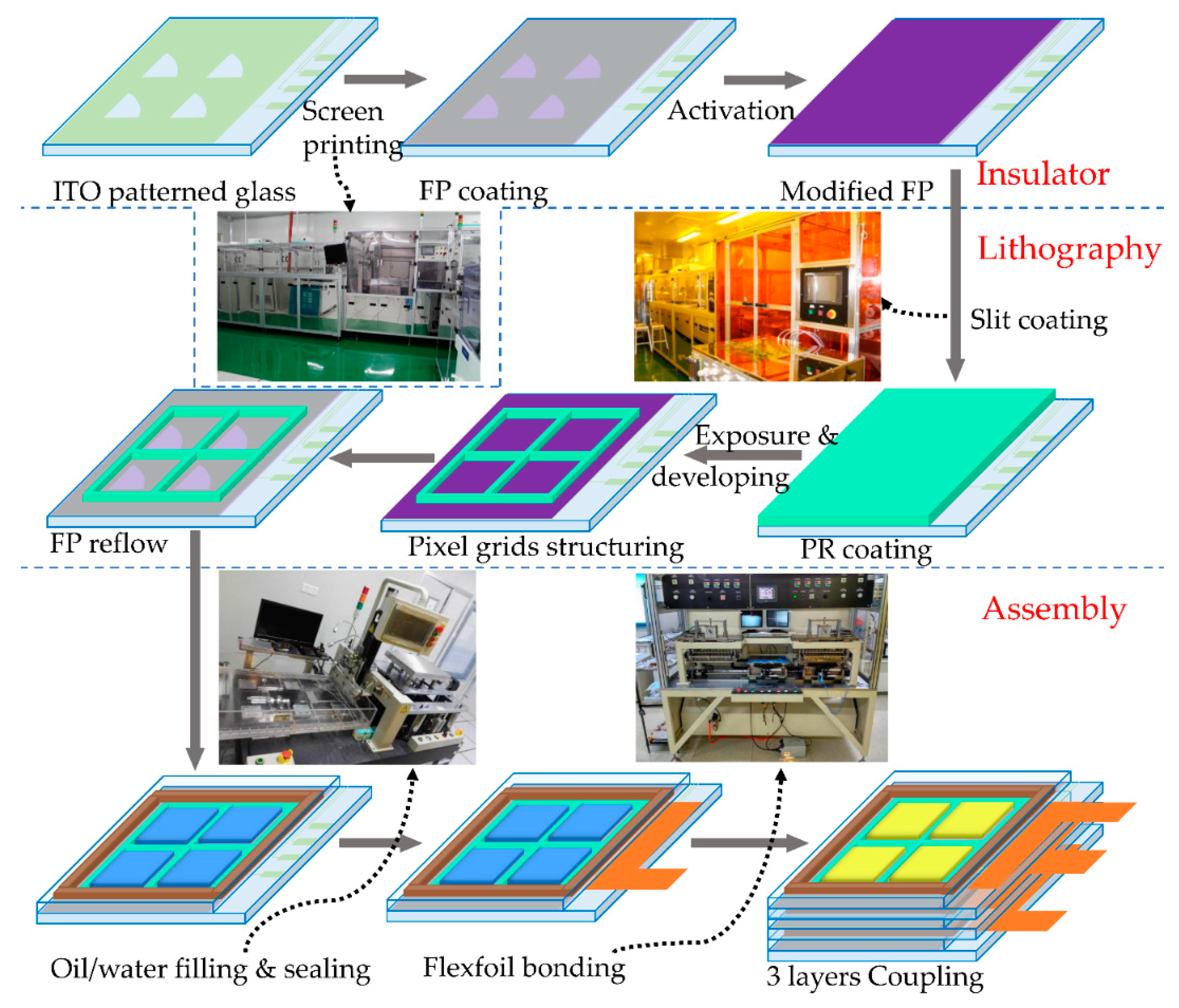
3.2. Fabrication Process
The fabrication process of the colorful segmented EWD array is illustrated in
Figure 3. We will describe herein the process and guidelines that provided robust, repeatable results using fabrication equipment available to most of those working in microfabrication or electronic devices. The G2.5 pilot manufacturing line designed by South China Normal University (SCNU) and Tsukishima Technology Maintenance Service Co., LTD (TTMS) (Chiba, Japan) was employed to achieve this scalable fabrication process. All the equipment of the G2.5 pilot was housed in a Class 10,000 environment, with the internal process areas maintained at Class 1000. The general steps required for the fabrication process can be divided into three main steps: insulator, lithography, and assembly.
The insulator step involved printing amorphous fluoropolymer (FP) for the insulator layer. Commercial ITO substrates were cleaned in an LCD cleaning line for G2.5 glass (400 mm × 500 mm). Amorphous fluoropolymer (FP) layers were coated using screen-print with a thickness of 600–1000 nm, followed by baking on hotplates at 100 °C to remove the bulk of the fluorocarbon solvent. Heating in an oven at a temperature of 185 °C for 30 min ensured that all solvent was removed. The cleaning line, screen-printer, hot plates, ovens, and developing line were supplied by Autech (Shenzhen, China). The hydrophobic fluoropolymer surface was then activated to be hydrophilic by reactive ion etching (RIE), using equipment supplied by the Institute of Microelectronics, Chinese Academy of Science (Beijing, China) to facilitate its subsequent coating by photoresist.
Next was the lithography step. Photoresist (PR) was coated onto the modified fluoropolymer surface via slit coating, using equipment supplied by TTMS. The thickness of the photoresist was uniform, in the range of 5 to 8 μm. A conventional lithography process was implemented to fabricate the photoresist layer into square pixel grids (200 μm × 200 μm). The exposure equipment (PA-4050-5K) in this step was supplied by Seiwa (Tokyo, Japan). Different patterns could be achieved by changing the mask design. After development of the PR, a thermal reflow process with a temperature of approximately 200 °C was used for 2 h to return the surface of the fluoropolymer back to its native hydrophobic state.
The final step of the fabrication process was assembly. Oil was filled by self-assembly technology, making use of its surface tension. The electrowetting substrate, as manufactured above, was slowly lowered through an oil film floating on water, using filling equipment developed in-house. Using a conventional screen printer, a UV-curable sealing agent was printed on the top ITO glass. This top-glass was then combined with the filled substrate glass and sealed using external pressure.
Following this, ITO connection pads on the substrate were connected to a flexfoil (flexible printed circuit, FPC) by using a bonding machine (FPC-300, Shihao, Kaohsiung, Taiwan). After that, the three layers of monochromatic EWD panels (cyan, magenta, and yellow) were aligned and coupled together accurately, using a coupling agent and coupling equipment supplied by M-Triangel Technology Co., Ltd (Shenzhen, China).
4. Testing Process
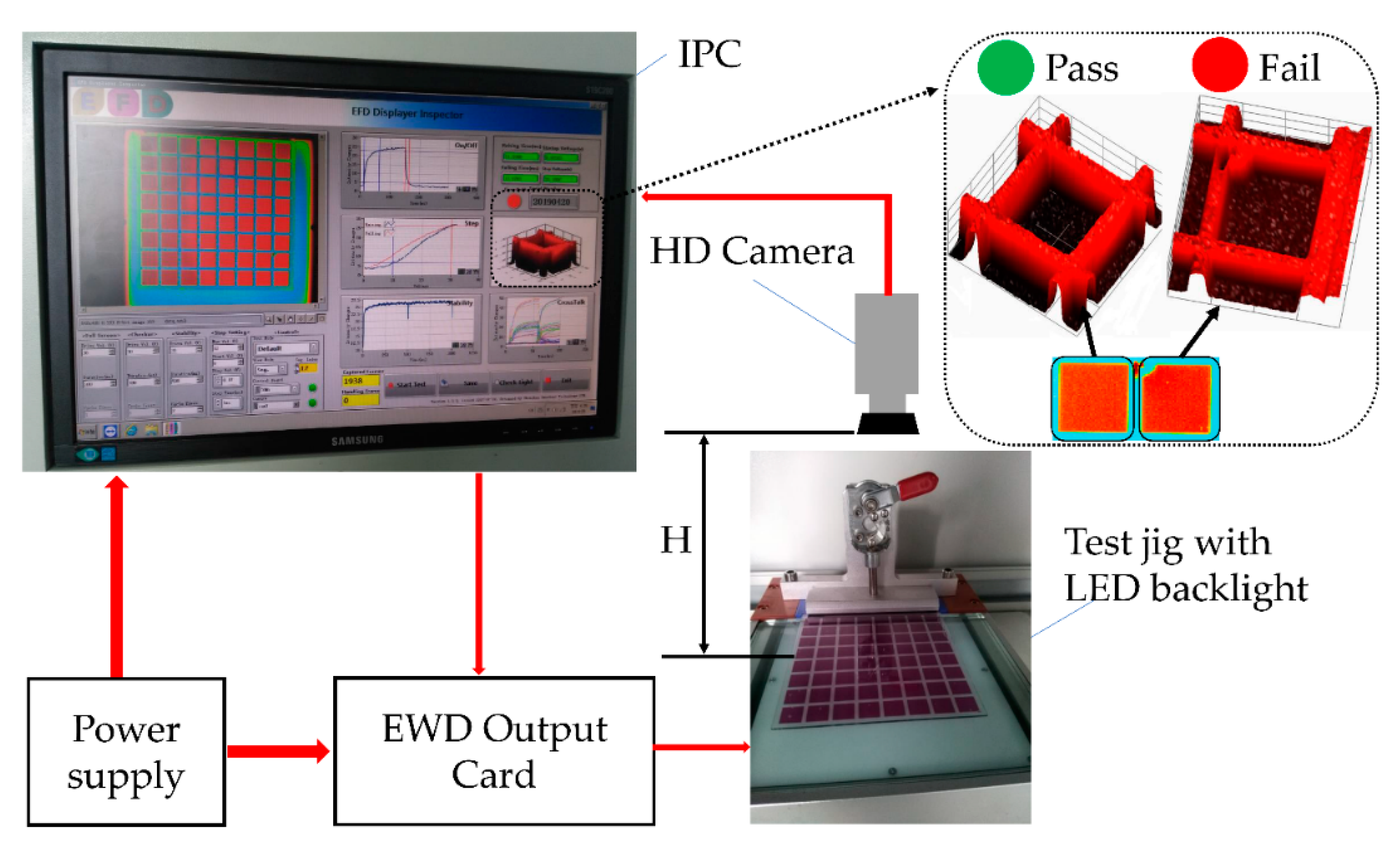
The testing process of monochromatic EWD screens should be implemented before the flexfoil bonding step of the fabrication process mentioned in the previous section, to ensure that no EWD screen with defects is put into the bonding process. Manual testing is time consuming, unstable, and difficult to operate—since many electro–optical parameters should be measured and defects should be found, it does not match scalable fabrication. However, the electro-fluidic display inspector (EFDI) system co-developed by South China Normal University (SCNU) and Fulitech Co., Ltd. (Shenzhen, China) in this paper was employed for automatic and industrial testing for large quantities of EWD panels. As shown in
Figure 4, the power supply module provides AC 220 V to an industrial personal computer (IPC) and outputs DC +5 V to the EWD output card. The high-definition (HD) camera connected to IPC was fixed above the test jig with an LED backlight, which kept an appropriate height from the surface of the EWD panel to properly detect the light intensity of every EWD segment (from 1 to 64). A warning symbol was generated if visible defects were found by automatically processing 3D light intensity images of each segment (from 1 to 64). The dedicated test jig connecting the ITO pads on the EWD provided the voltage to switch each segment on and off and vary the light intensity of segments transported from the LED backlight. The IPC processed and analyzed the image captured by the HD camera. The EWD output card controlled by the IPC output signals and switched segments of the EWD panel to calculate the electro–optic response and detect defects in the EWD pixels. All the electro–optic response parameters (driving voltage, response time, and aperture ratio) and defects in the panel were obtained in 5 s by the software user interface in
Figure 4, developed with LabVIEW (2017 SP1). The details in
Figure 4 illustrate the comparison of the 3D light intensity images of pass (qualified) and fail (corner pixels missing) results in EFDI. Common defects and issues in the EWD panel found by the EFDI system included oil leakage, oil crossing the pixel wall, no closing, and un-filled pixels.
6. Conclusions
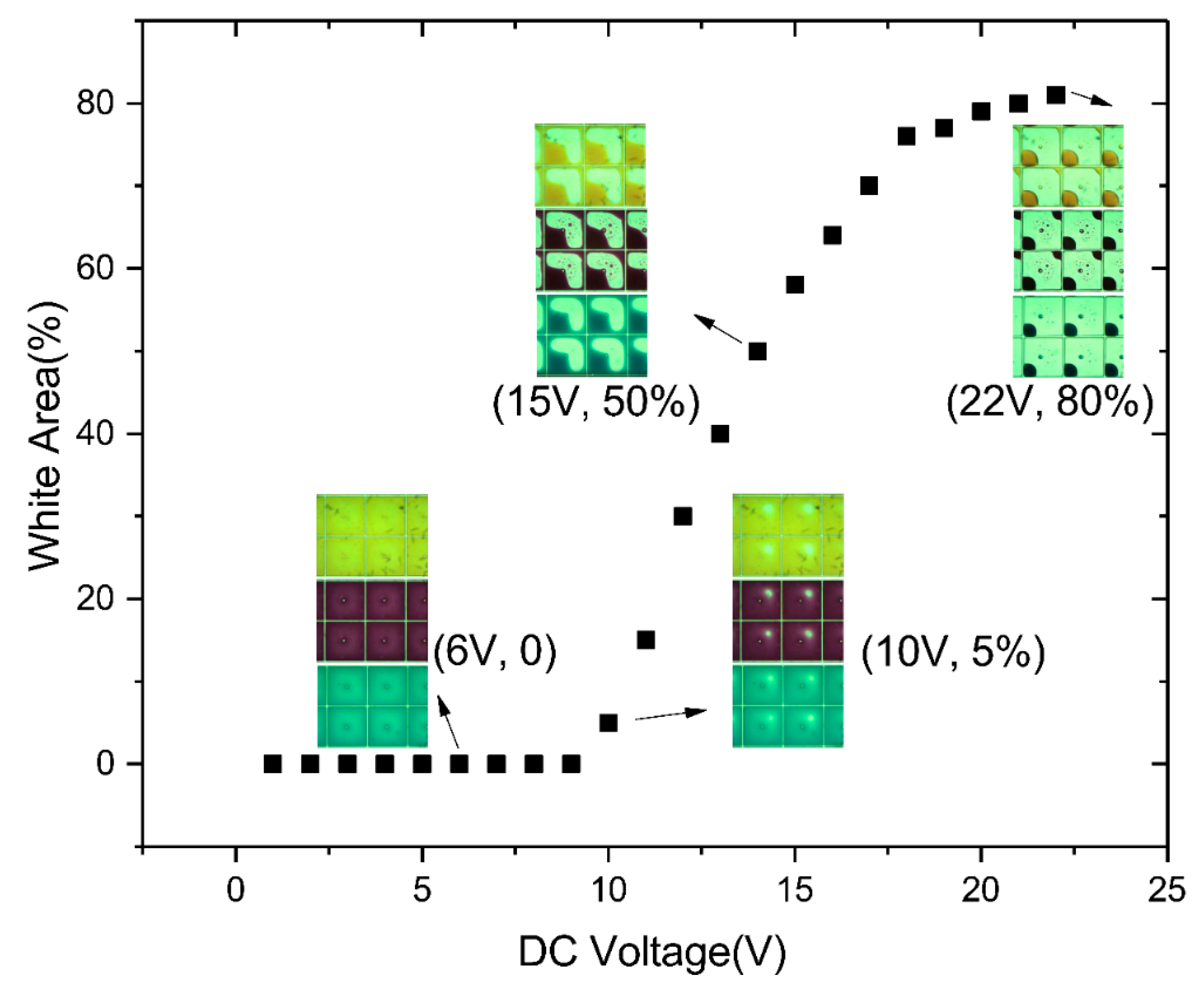
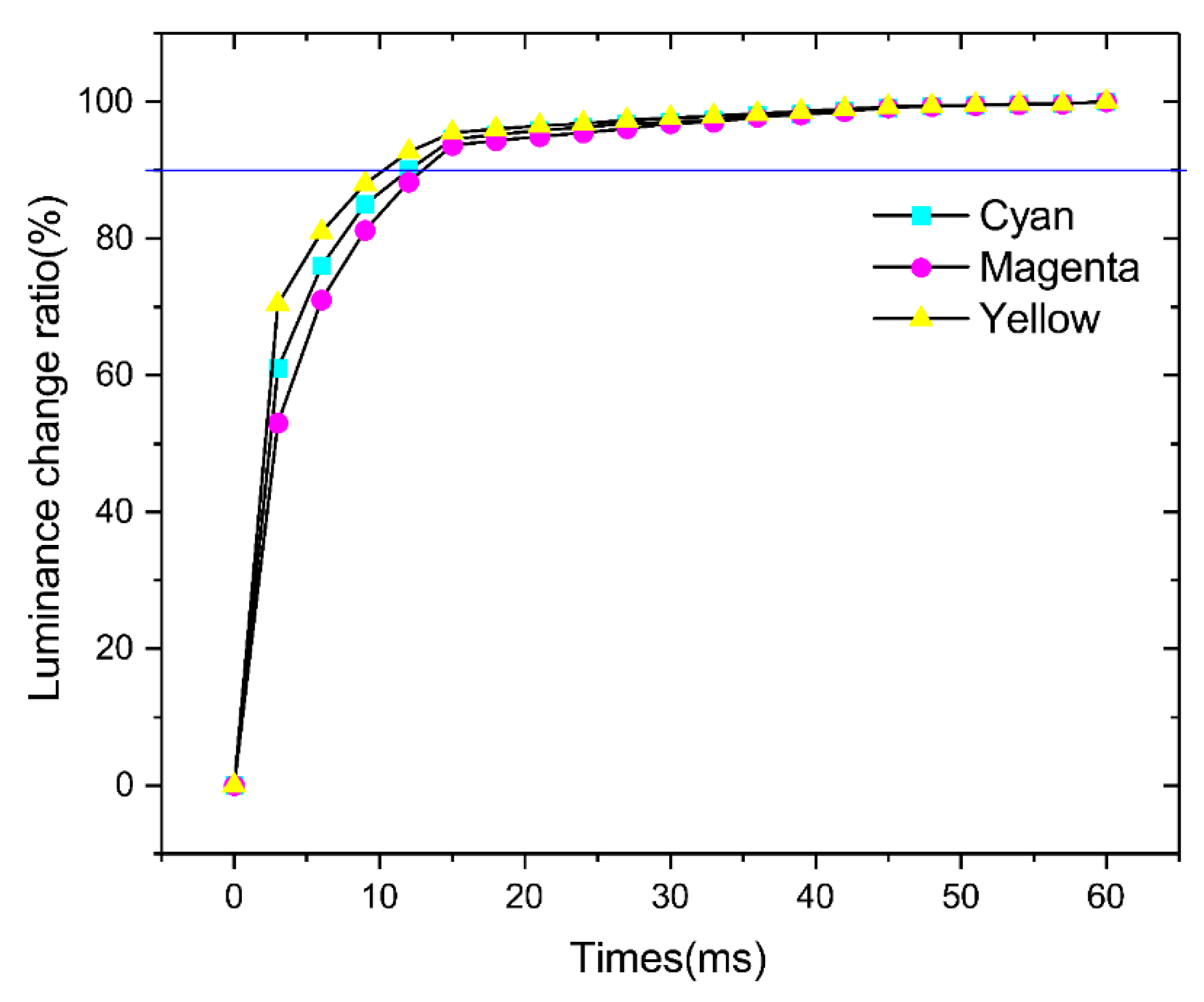
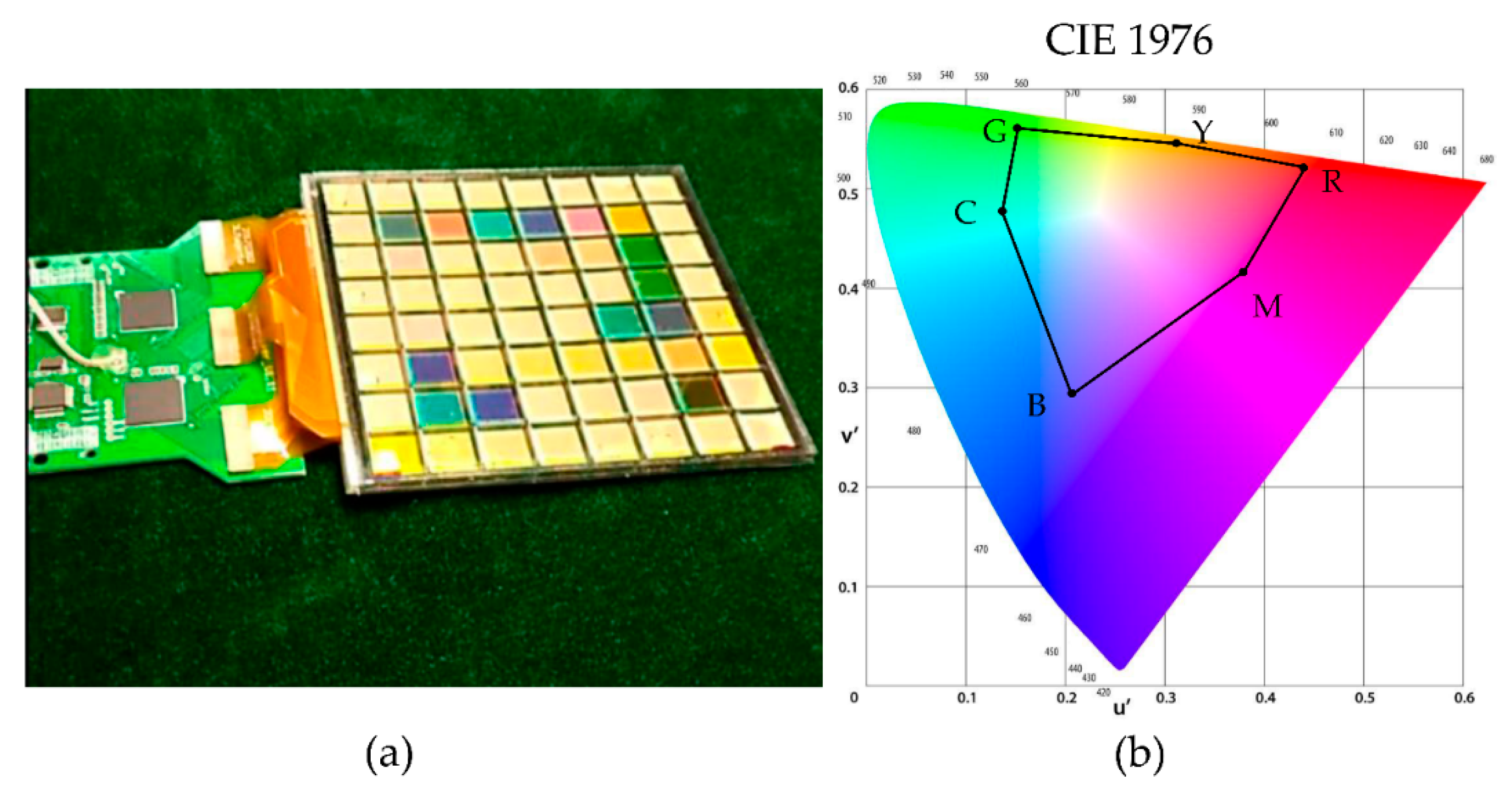
This paper presented the scalable fabrication and testing processes for a three-layer colorful segmented EWD with a potentially unprecedented electro–optical performance. First, we briefly described a three-layer architecture design of a colorful EWD. Next, the scalable fabrication process of a three-layer colorful segmented EWD, consisting of a high-speed screen print fluoropolymer, slit-coating photoresist, self-assembly oil/water filling and closing, bonding, and coupling was introduced. Also, the electro-fluidic display inspector (EFDI) system for an efficient and scalable testing process was provided, the display parameters and defects were inspected just by successfully plugging the monochromatic EWD into the test-jig for 5 s. Finally, characterizing and listing advantages of the described fabrication process showed its uniformity, efficiency, and high quality. The results were then further described in terms of the electro–optic performance (DC 22 V driving voltage, 80% aperture ratio, 12 ms switching speed, and 63% NTSC color gamut were demonstrated). The main contribution of this work was to propose a full description of scalable processes from the substrate glass preparation of fabrication, to complete testing of a three-layer colorful segmented EWD by anyone skilled in microfabrication or displays, to quickly and successfully set up scalable fabrication and testing of colorful electrowetting displays, resulting in a high electro–optic performance. Future work may also pursue the use of similar processes for three-layer flexible colorful EWDs with thin film transistor (TFT) substrates and a high-yield batch of colorful EWDs with further electro–optic performance improvement.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}