
Analysis of Waste Tire Particle Movement in a Single Horizontal-Axis Stirred Reactor Based on the Eulerian Discrete Element Method
Abstract
:1. Introduction
2. Physical Model and Theoretical Model
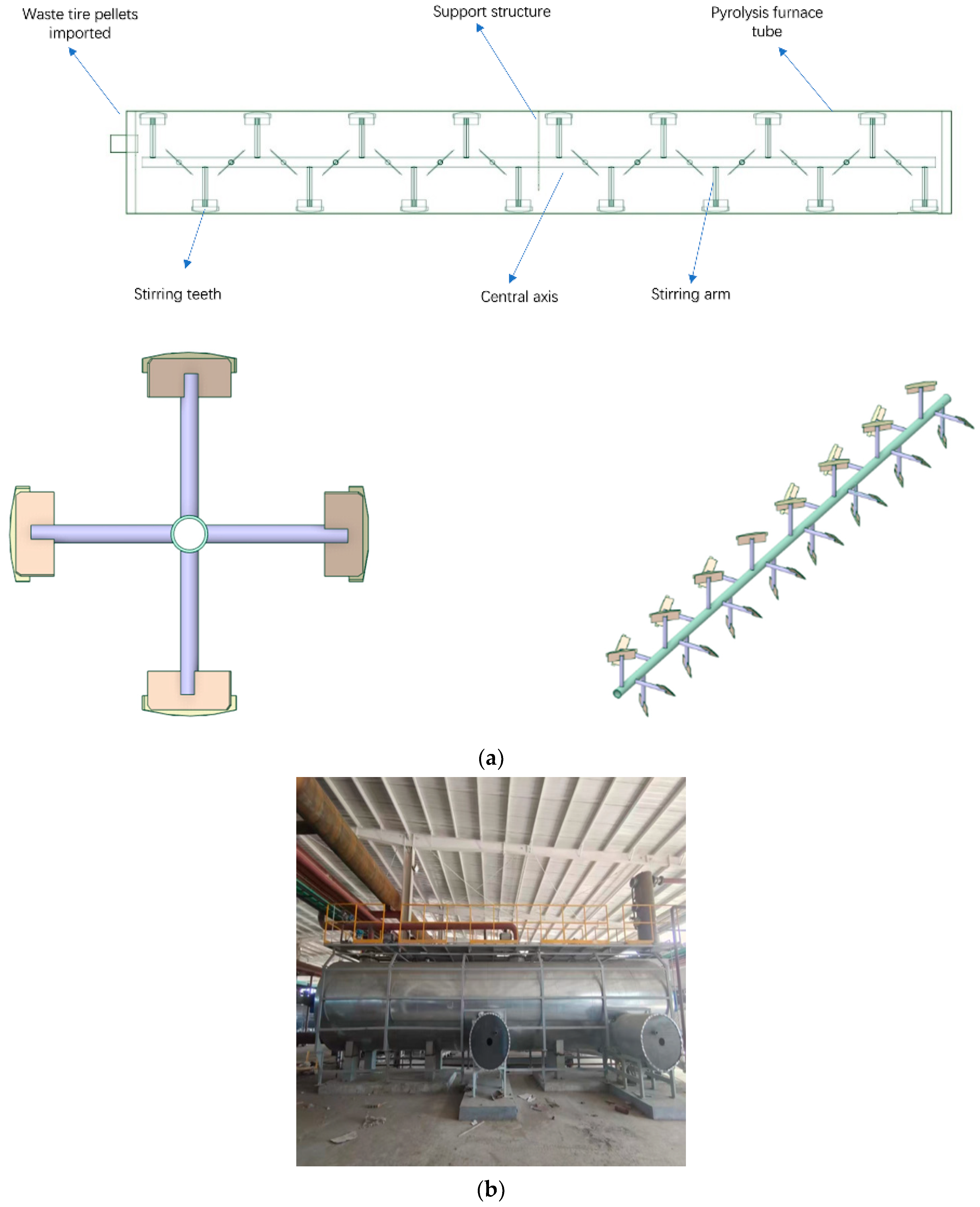
2.1. Physical Model and Actual Equipment
2.2. Theoretical Model
2.3. Computation Model
3. Result Analysis
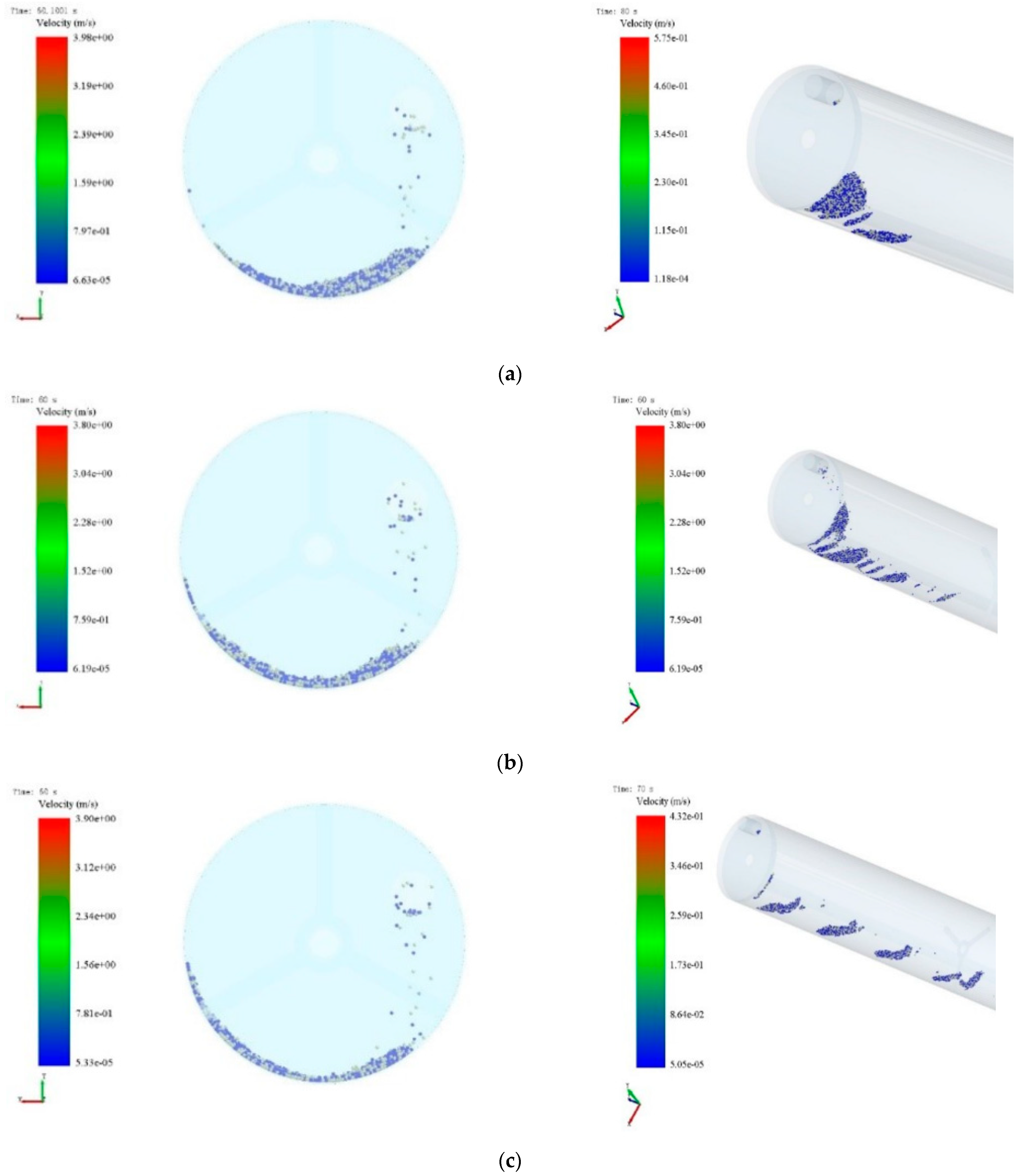
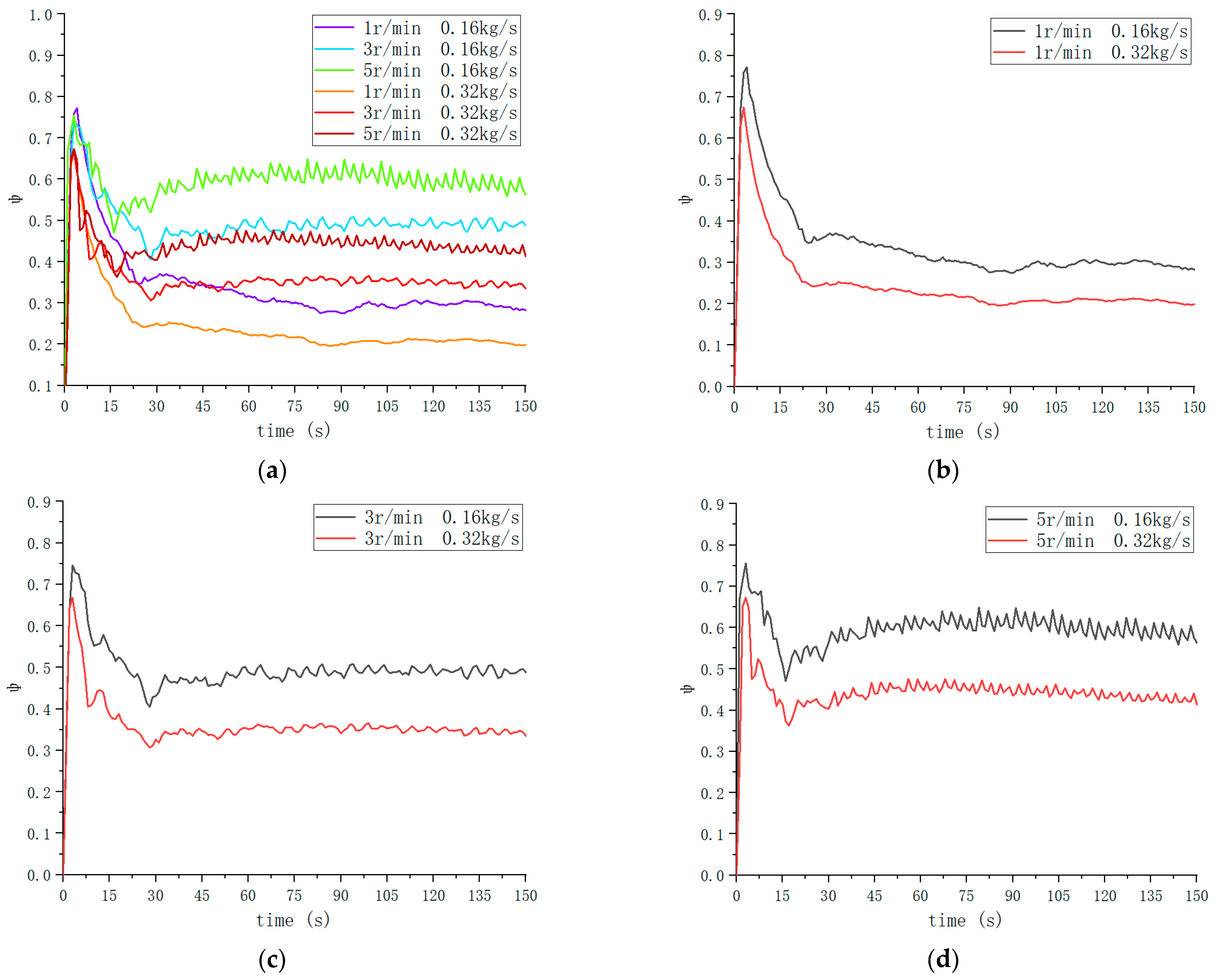
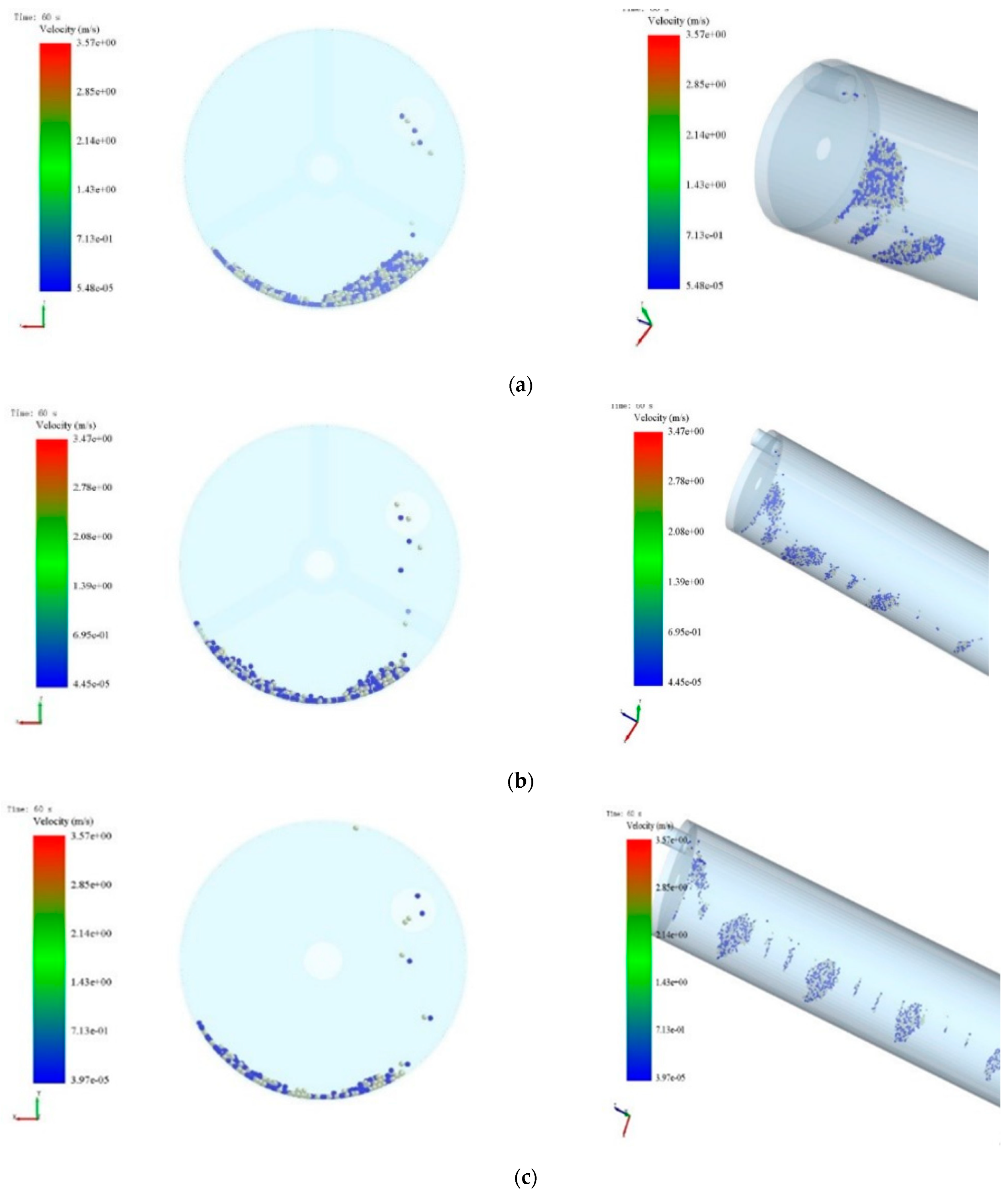
3.1. Particle Movement at Different Speeds
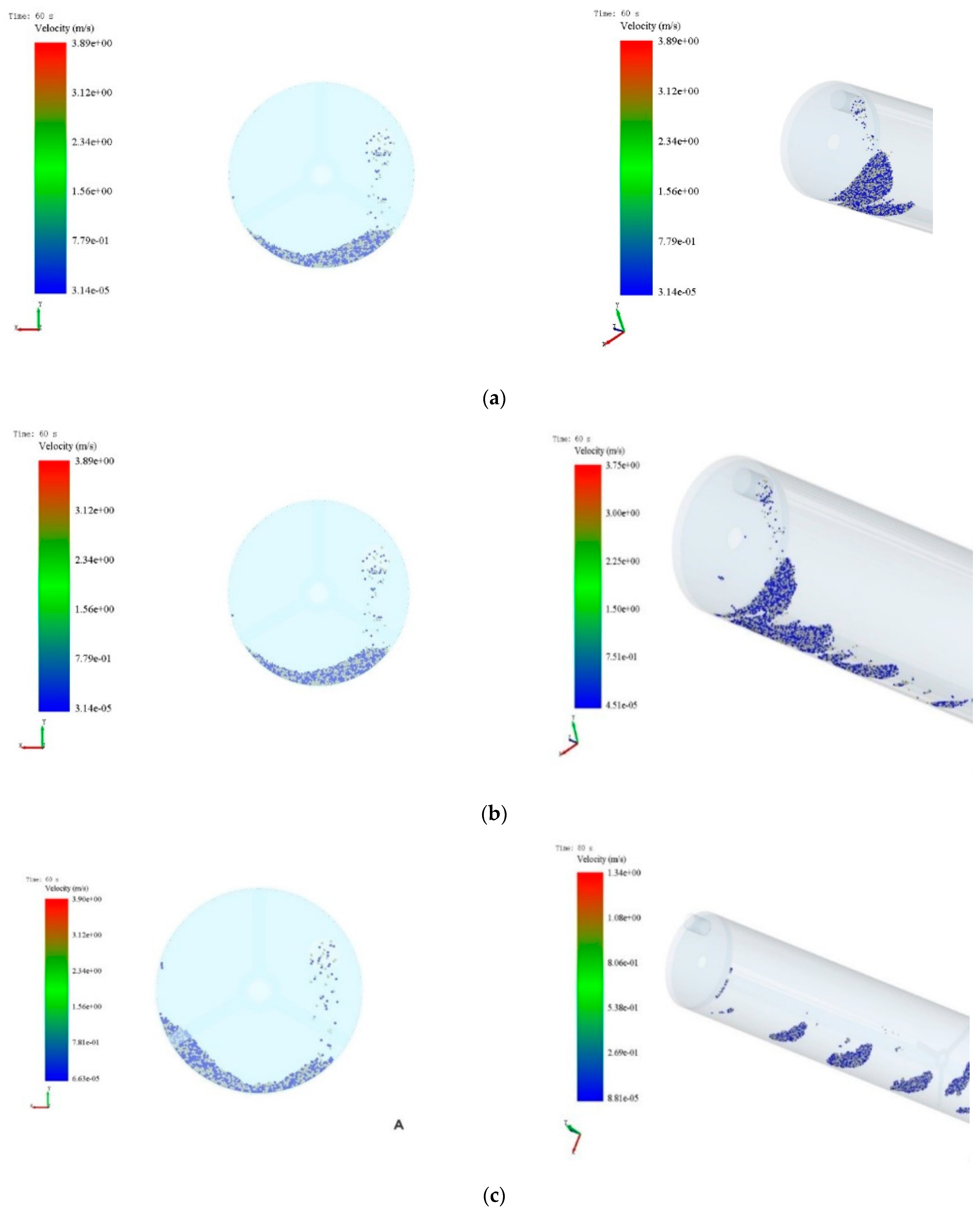
3.2. Different Filling Rates
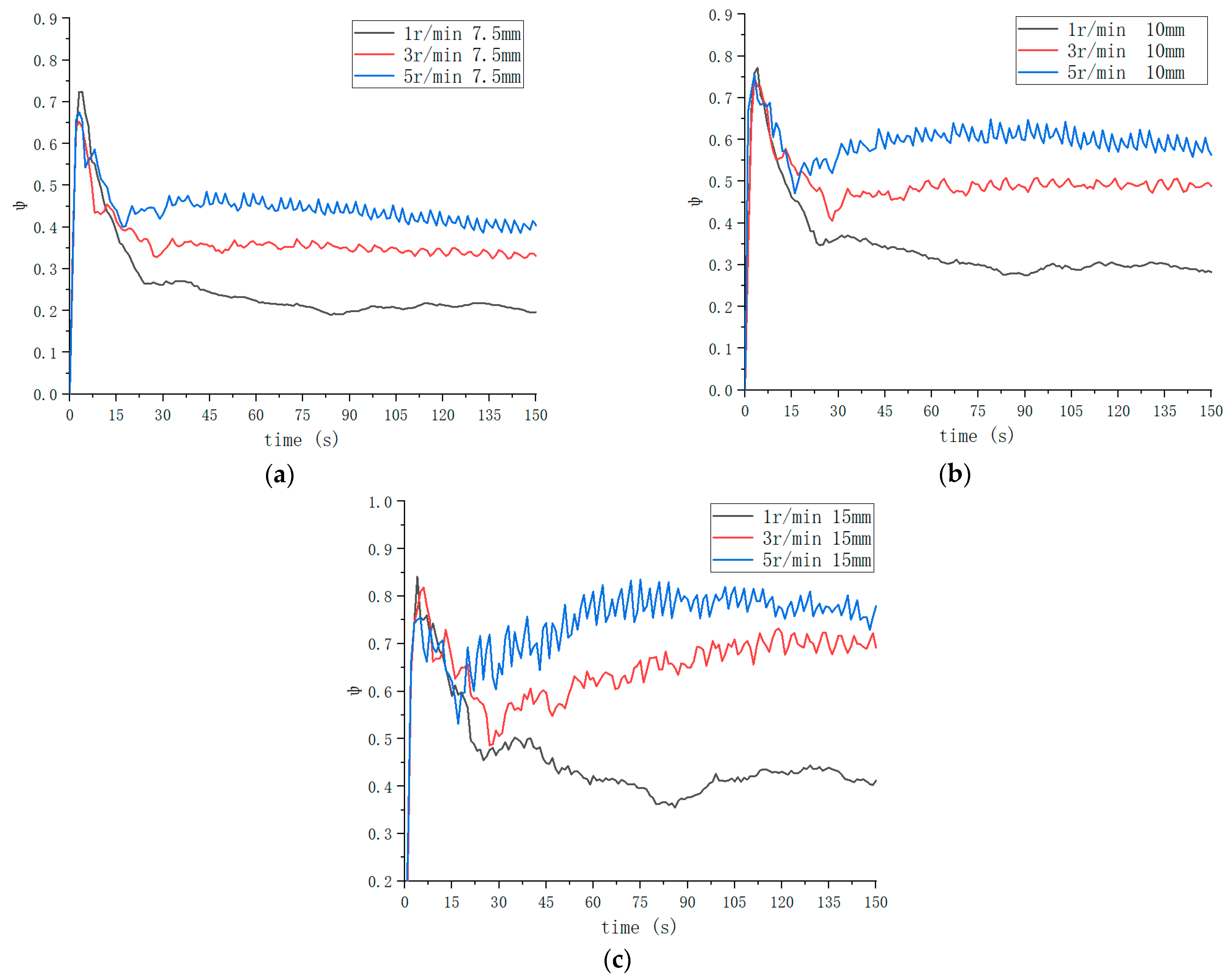
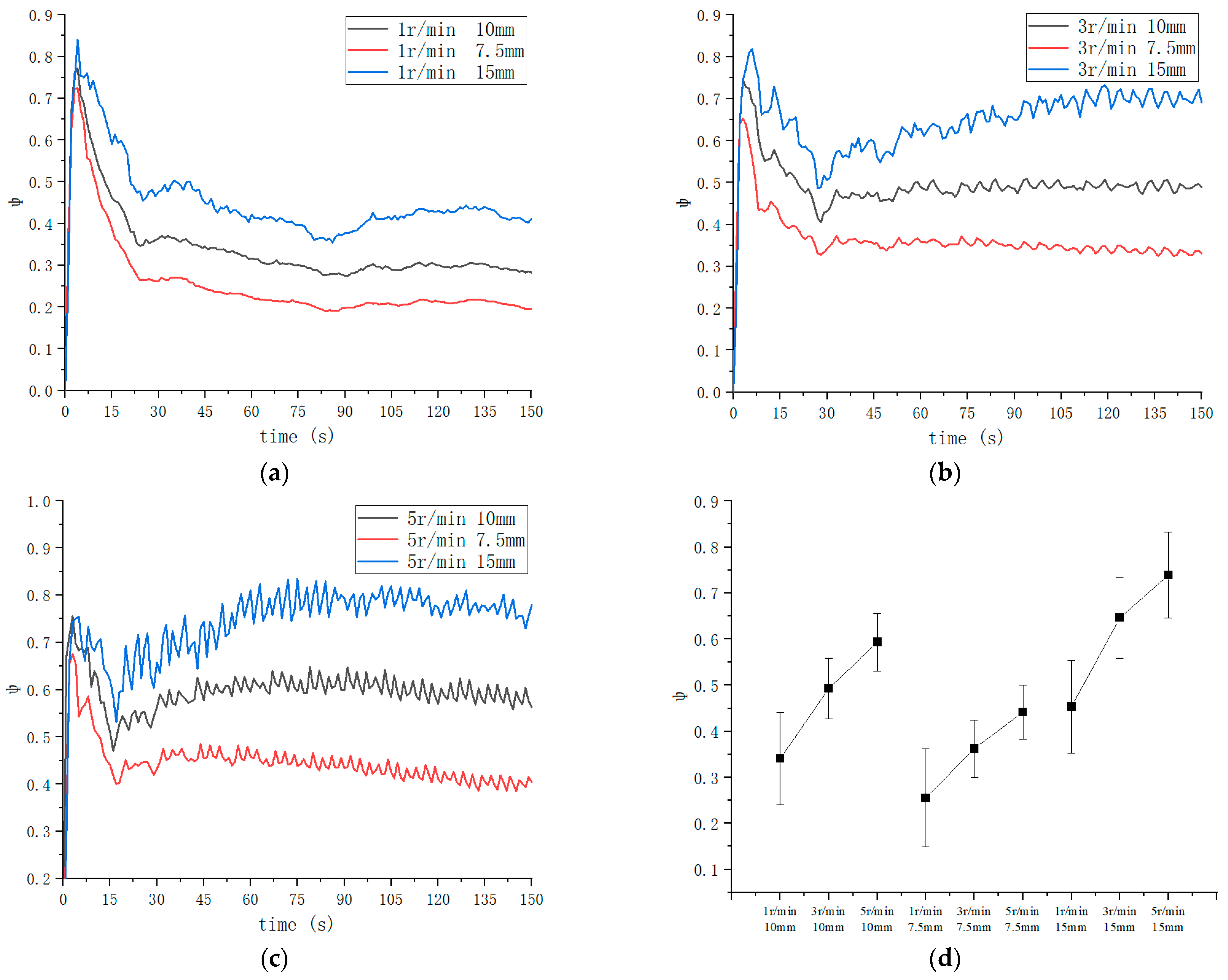
3.3. Particles with Different Particle Sizes
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Hwang, J.G.; Lee, B.K.; Choi, M.K.; Park, H.C.; Choi, H.S. Optimal Production of Waste Tire Pyrolysis Oil and Recovery of High Value-Added D-Limonene in a Conical Spouted Bed Reactor. Energy 2023, 262, 125519. [Google Scholar] [CrossRef]
- Ma, Q.; Mao, Z.; Lei, M.; Zhang, J.; Luo, Z.; Li, S.; Du, G.; Li, Y. Experimental Investigation of Concrete Prepared with Waste Rubber and Waste Glass. Ceram. Int. 2023, 49, 16951–16970. [Google Scholar] [CrossRef]
- Campos, A.L.; Lara, L.M.; Ramirez, M.L.C.; Gonzalez, Y.A.L.; Rodriguez, L.B.R.; Moreno, R.D.P.; Sotelo, M.T.F.; Fleites, G.L.; Solar, L.A.P.; Zepeda, J.S.H. Acute and Chronic Toxicity of Waste Tire Ash in Daphnia Magna. Appl. Ecol. Environ. Res. 2022, 21, 713–723. [Google Scholar] [CrossRef]
- Swilam, A.; Tahwia, A.M.; Youssf, O. Effect of Rubber Heat Treatment on Rubberized-Concrete Mechanical Performance. J. Compos. Sci. 2022, 6, 290. [Google Scholar] [CrossRef]
- Kouhi, F.; Vahidifar, A.; Naderi, G.; Esmizadeh, E. Tire-Derived Reclaimed Rubber as a Secondary Raw Material for Rubber Foams: In the Framework of Circular Economy Strategy. J. Polym. Res. 2023, 30, 97. [Google Scholar] [CrossRef]
- Mustata, F.S.C.; Asandulesa, M.; Varganici, C.-D.; Curteza, A. Composites Based on Cotton Fabrics, Acrylic Rubber and Powder from Used Tires: Thermal and Electrical Characterization. J. Therm. Anal. Calorim. 2023, 148, 3325–3339. [Google Scholar] [CrossRef]
- Han, W.; Han, D.; Chen, H. Pyrolysis of Waste Tires: A Review. Polymers 2023, 15, 1604. [Google Scholar] [CrossRef]
- Paul, S.; Rahaman, M.; Ghosh, S.K.; Katheria, A.; Das, T.K.; Patel, S.; Das, N.C. Recycling of Waste Tire by Pyrolysis to Recover Carbon Black: An Alternative Reinforcing Filler. J. Mater. Cycles Waste Manag. 2023, 25, 1470–1481. [Google Scholar] [CrossRef]
- Tsipa, P.C.; Phiri, M.M.; Iwarere, S.A.; Mkhize, N.M.; Phiri, M.J.; Hlangothi, S.P. The Effect of Pre-Pyrolysis Chemical Treatment of Waste Tyre Rubber Crumbs: Comparison between Pre-Treated and Conventional Waste Tyre-Derived Oil. J. Chem. Technol. Biotechnol. 2023, 98, 1279–1289. [Google Scholar] [CrossRef]
- Costa, S.M.R.; Fowler, D.; Carreira, G.A.; Portugal, I.; Silva, C.M. Production and Upgrading of Recovered Carbon Black from the Pyrolysis of End-of-Life Tires. Materials 2022, 15, 2030. [Google Scholar] [CrossRef]
- Roy, C.; Darmstadt, H.; Benallal, B.; Amen-Chen, C. Characterization of Naphtha and Carbon Black Obtained by Vacuum Pyrolysis of Polyisoprene Rubber. Fuel Process. Technol. 1997, 50, 87–103. [Google Scholar] [CrossRef]
- Benallal, B.; Roy, C.; Pakdel, H.; Chabot, S.; Poirier, M.A. Characterization of Pyrolytic Light Naphtha from Vacuum Pyrolysis of Used Tyres Comparison with Petroleum Naphtha. Fuel 1995, 74, 1589–1594. [Google Scholar] [CrossRef]
- Low Tar Yield and High Energy Conversion Efficiency in a Continuous Pyrolysis Reactor with Modified Ribbon Screw Conveyor—ScienceDirect. Available online: https://www.sciencedirect.com/science/article/pii/S0360319923062006 (accessed on 3 March 2024).
- Choi, Y.; Wang, S.; Yoon, Y.M.; Jang, J.J.; Kim, D.; Ryu, H.-J.; Lee, D.; Won, Y.; Nam, H.; Hwang, B. Sustainable Strategy for Converting Plastic Waste into Energy over Pyrolysis: A Comparative Study of Fluidized-Bed and Fixed-Bed Reactors. Energy 2024, 286, 129564. [Google Scholar] [CrossRef]
- Qi, J.; Hu, M.; Xu, P.; Zhu, F.; Yuan, H.; Wang, Y.; Chen, Y. Study on Pyrolysis of Waste Tires and Condensation Characteristics of Products in a Pilot Scale Screw-Propelled Reactor. Fuel 2023, 353, 129225. [Google Scholar] [CrossRef]
- Wang, J.; Ma, Y.; Li, S.; Yue, C. Catalytic Pyrolysis of Polystyrene in Different Reactors: Effects of Operating Conditions on Distribution and Composition of Products. J. Anal. Appl. Pyrolysis 2024, 177, 106366. [Google Scholar] [CrossRef]
- Wang, M.; Jia, T.; Song, X.; Yin, L.; Chen, D.; Qian, K. CFD–DEM Simulation of Heat Transfer and Reaction Characteristics of Pyrolysis Process of MSW Heated by High-Temperature Flue Gas. Processes 2024, 12, 390. [Google Scholar] [CrossRef]
- Li, M.; Wang, L.; Luo, C.; Wu, H. A New Improved Fractional Tikhonov Regularization Method for Moving Force Identification. Structures 2024, 60, 105840. [Google Scholar] [CrossRef]
- Ghasemi Monfared, Z.; Hellström, J.G.I.; Umeki, K. The Impact of Discrete Element Method Parameters on Realistic Representation of Spherical Particles in a Packed Bed. Processes 2024, 12, 183. [Google Scholar] [CrossRef]
- Hilse, N.; Kriegeskorte, M.; Fischer, J.; Spatz, P.; Illana, E.; Schiemann, M.; Scherer, V. Discrete Element Simulations of Contact Heat Transfer on a Batch-Operated Single Floor of a Multiple Hearth Furnace. Processes 2023, 11, 3257. [Google Scholar] [CrossRef]
- Liu, P.; Liu, J.; Gao, S.; Wang, Y.; Zheng, H.; Zhen, M.; Zhao, F.; Liu, Z.; Ou, C.; Zhuang, R. Calibration of Sliding Friction Coefficient in DEM between Different Particles by Experiment. Appl. Sci. 2023, 13, 11883. [Google Scholar] [CrossRef]
- Cleary, P.W.; Sinnott, M.D.; Morrison, R.D. Scale-Up Investigation of a Pilot and Industrial Scale Semi-Autogenous Mill Using a Particle Scale Model. Minerals 2023, 13, 1490. [Google Scholar] [CrossRef]
- Chen, J.; Ge, M.; Li, L.; Zheng, G. Material Transport and Flow Pattern Characteristics of Gas–Liquid–Solid Mixed Flows. Processes 2023, 11, 2254. [Google Scholar] [CrossRef]
- Proch, F.; Bauerbach, K.; Grammenoudis, P. Development of an Up-Scalable Rotary Kiln Design for the Pyrolysis of Waste Tyres. Chem. Eng. Sci. 2021, 238, 116573. [Google Scholar] [CrossRef]
- Hu, E.; Tian, Y.; Yang, Y.; Dai, C.; Li, M.; Li, C.; Shao, S. Pyrolysis Behaviors of Corn Stover in New Two-Stage Rotary Kiln with Baffle. J. Anal. Appl. Pyrolysis 2022, 161, 105398. [Google Scholar] [CrossRef]
- Luo, H. Research on Material Flow Characteristics during Batch Compression Molding of Multi cavity Parallel Bottle Caps. Master’s Thesis, South China University of Technology, Guangzhou, China, 2018. [Google Scholar]
- Liu, P.; Ma, L.; Zeng, D.; Xiao, R. Study on material motion and mixing characteristics in a double helix reactor based on EDEM. J. Sol. Energy 2022, 43, 343–349. [Google Scholar] [CrossRef]
- Xie, Q.; Chen, Z.; Hou, Q.; Yu, A.B.; Yang, R. DEM Investigation of Heat Transfer in a Drum Mixer with Lifters. Powder Technol. 2017, 314, 175–181. [Google Scholar] [CrossRef]
- Kwapinska, M.; Saage, G.; Tsotsas, E. Mixing of Particles in Rotary Drums: A Comparison of Discrete Element Simulations with Experimental Results and Penetration Models for Thermal Processes. Powder Technol. 2006, 161, 69–78. [Google Scholar] [CrossRef]
- Navarro, M.V.; Martínez, J.D.; Murillo, R.; García, T.; López, J.M.; Callén, M.S.; Mastral, A.M. Application of a Particle Model to Pyrolysis. Comparison of Different Feedstock: Plastic, Tyre, Coal and Biomass. Fuel Process. Technol. 2012, 103, 1–8. [Google Scholar] [CrossRef]
- Zheng, H.; Wang, B.; Liu, R.; Zeng, D.; Xiao, R. Modelling of Large-Particle-Motion–Heat-Transfer Coupling Characteristics in Rotary Kiln Based on Discrete Element Method. Int. J. Chem. React. Eng. 2020, 18, 20200011. [Google Scholar] [CrossRef]
- Deng, F. The effect of Wang Li tire particle size on pyrolysis products. Appl. Chem. 2019, 48, 1382–1384. [Google Scholar] [CrossRef]
- Zhang, Z.; Liu, Y.; Zhao, X. Heat transfer characteristics of loose materials in the cross-section of Lei Xianming external heating rotary kiln. J. Cent. South Univ. (Nat. Sci. Ed.) 2018, 49, 2178–2183. [Google Scholar]
- Han, W.; Jiang, C.; Wang, J.; Chen, H. Enhancement of Heat Transfer during Rubber Pyrolysis Process. J. Clean. Prod. 2022, 348, 131363. [Google Scholar] [CrossRef]
- Fu, Y.; Wang, B.; Zheng, H.; Zeng, D.; Xiao, R. Simulation of Heat Transfer Characteristics of Tire Particles in Rotary Kiln Reactor. Int. J. Chem. React. Eng. 2021, 19, 1337–1349. [Google Scholar] [CrossRef]
- Ramírez-Aragón, C.; Alba-Elías, F.; González-Marcos, A.; Ordieres-Meré, J. Segregation in the Tank of a Rotary Tablet Press Machine Using Experimental and Discrete Element Methods. Powder Technol. 2018, 328, 452–469. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Code | Value |
|---|---|---|
| Particle generation rate | M | 0.16 kg/s |
| Particle radius | r | 10 mm |
| Particle Absorption Rate | εσ | 0.875 |
| Particle density | ρ | 1020 kg/m3 |
| Specific heat capacity of particles | Cp | 1300 J/(kg·K) |
| Recovery factor | ||
| Pellets/Pellets | epp | 0.421 |
| Particle/wall surface | epw | 0.313 |
| Static friction coefficient | ||
| Pellets/Pellets | fpp | 0.7 |
| Particle/wall surface | fpw | 0.5 |
| Rolling friction coefficient | ||
| Pellets/Pellets | f’pp | 0.5 |
| Particle/wall surface | f’pw | 0.3 |
| Time step | ∆t | 1.6 × 10−4 s |
| Data saving interval | ∆ts | 0.01 s |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hou, L.; Wu, Y.; Chen, X.; Liu, J.; Ma, Y. Analysis of Waste Tire Particle Movement in a Single Horizontal-Axis Stirred Reactor Based on the Eulerian Discrete Element Method. Sustainability 2024, 16, 2301. https://doi.org/10.3390/su16062301
Hou L, Wu Y, Chen X, Liu J, Ma Y. Analysis of Waste Tire Particle Movement in a Single Horizontal-Axis Stirred Reactor Based on the Eulerian Discrete Element Method. Sustainability. 2024; 16(6):2301. https://doi.org/10.3390/su16062301
Chicago/Turabian StyleHou, Litong, Yicheng Wu, Xiaomin Chen, Junrong Liu, and Yongzhi Ma. 2024. "Analysis of Waste Tire Particle Movement in a Single Horizontal-Axis Stirred Reactor Based on the Eulerian Discrete Element Method" Sustainability 16, no. 6: 2301. https://doi.org/10.3390/su16062301