1. Introduction
Energy transition towards a CO
2-neutral society is currently taking place. To reach the reduction targets concluded in the Paris agreement, global CO
2 emissions from all sectors must be reduced significantly. The energy, transport, and industrial sectors play a decisive role. In Germany, industry in 2019 had a final energy consumption of approximately 700 TWh, corresponding to a share of 28% of total final energy consumption [
1]. Thus, the decarbonization of the industrial sector plays a crucial role in successful energy transition.
The decarbonization of industrial sectors is connected with major challenges. On the one hand, energy and material infrastructures have been built for their operation, and on the other hand, billions have been invested in existing production sites and plants, some of which also operate in cooperation with neighboring sites. The decarbonization of existing production processes and entire production sites through the conversion of current conventional processes to CO
2-neutral, the so-called “green” production processes, is usually linked to major uncertainties and high investments in new equipment [
2].
In most cases, decarbonization of industrial processes leads to a significant reduction in direct CO
2 emissions [
2]. However, the alternative CO
2-neutral process does not necessarily have a better overall environmental performance, and the consumption of resources could even increase as a result of the change in process route and would thus be worse than the conventional process from an environmental point of view.
To assess industrial production processes holistically, the resources used in the process in the form of all energy carriers and materials must be identified. Using exergetic analysis, the usage of energy, raw materials, and construction materials can be taken into account and specified via one parameter, exergy. Subsequently, the decarbonized process can be compared with conventional equivalents to be able to make a judgement regarding the change in resource efficiency. These resource savings can then be related to the avoided CO2 emissions in order to compare and evaluate them across processes and sectors.
The results of a literature review are presented below in order to reflect the current status of the consideration and evaluation of decarbonization pathways for industrial production processes. This intended to identify the research gap in the holistic assessment of industrial decarbonization pathways.
Fundamentally, it should be noted that the topic of industrial decarbonization has become increasingly important. This can be clearly seen in the number of roadmaps published for individual industrial sectors and scientific articles. The content and focus of these roadmaps and articles can generally be divided into three aspects of technological possibility: changes in energy consumption and changes in the use of materials as part of the decarbonization of an industrial sector. In addition, the application of exergetic analyses for the evaluation of industrial production processes was also highlighted, as this method is enhanced in this article.
In the last five years, a large number of roadmaps for the decarbonization of industrial sectors have been published. These mainly relate to the technological possibilities for deep CO
2 reduction for the current processes. These roadmaps show a variety of production routes and processes that can be decarbonized through electrification, the use of hydrogen, or the use of carbon capture and storage. For this purpose, the effects of the transformation of the process are mainly considered on the aspects of energy consumption, CO
2 emissions, and costs, such as the two studies on the decarbonization of industry and the one on decarbonization of transportation, in which several technologies for CO
2 reduction for the most important energy-intensive industries and maritime transportation methods are analyzed [
3,
4,
5].
Another focus in the decarbonization of industrial processes lies in the energy-related key aspects of energy consumption and energy efficiency. This involves analyzing the change in the energy carriers used to provide the useful energy and the amount of energy required. The specific energy consumption per ton of product or the energy efficiency of the new process is then calculated in order to evaluate the decarbonization route under consideration. Some examples of this are articles on the decarbonization of the iron and steel industry [
6,
7] or the cement industry [
8].
The consideration of the change in the materials required, such as raw materials or the change in the construction materials used for the innovative plant components of the decarbonization route, is rarely addressed. The consideration of the change in raw materials is therefore described at a qualitative level. A more precise quantification of the change in raw materials through decarbonization pathways is only applied to industries in which raw materials play a decisive role in decarbonization, such as the decarbonization of the chemical industry [
9] or the cement industry [
10]. Here, the change in the raw materials required is explicitly expressed in a unit of quantity, such as tons or kilograms and is thus clearly separated from an energy-related assessment parameter. In contrast, the change in construction materials or auxiliary materials used in alternative production routes has not yet been considered, or only at a very rough qualitative level.
An exergetic analysis of decarbonization paths in industry has not yet been established. So far, there are only a few exergetic analyses of industrial production processes in which the efficiency of the process has been analyzed. The applicability of exergetic analysis for industrial production processes has already been demonstrated many times; examples and the suitability for exergetic analysis of energy-intensive production processes can be found in [
11,
12]. Further examples of the application of exergetic analysis of industrial processes are, for example, the steel industry [
13], cement industry [
14], and dairy industry [
15]. This involves considering the energy carriers and raw materials and determining the exergetic efficiency of the process.
The literature review has shown that there is so far an absence of a holistic assessment of decarbonization pathways, through which changes in the use of energy and materials can be specified simultaneously at a quantitative level, thereby allowing a reliable assessment of the sustainability of the production route. In addition, the component of the change in the construction materials and auxiliary materials used for the alternative decarbonized production routes is missing.
Therefore, the overall scope of this article is the holistic assessment of the change in resource consumption through decarbonization of a production process. For this purpose, a methodology is developed that allows precisely this holistic assessment of the change in relation to the energy sources, raw materials, construction materials, and auxiliary materials used. This ensures that the focus in the evaluation of decarbonization paths is no longer solely on the change in energy consumption. As an example, this is illustrated in the ammonia industry, for which the resource efficiency is evaluated for a conventional and decarbonized production process. Finally, the resource efficiencies are compared with each other in order to determine the thermodynamical effect of decarbonization on the resources used.
2. Materials and Methods
2.1. Thermodynamic Fundamentals
The industrial sector is characterized by a large number of different production sites, where products, such as steel, paper, or glass, are manufactured for business and end consumers. Raw materials and energy of all kinds are used to manufacture these products. The production processes cause energy- and process-related CO2 emissions, which are released into the atmosphere and thus have an impact on our environment.
Another thermodynamic parameter for the technical assessment of systems is exergy. Exergy consists of the part of the energy that can be converted into work. Thus, it reflects the valuable and usable part of energy and is an indicator of the quality or the grade of the energy. Exergy combines the first and second laws of thermodynamics. The latter describes the irreversibility of a real energy conversion, in which it is only partially convertible into other forms of energy [
16].
In contrast to energy, exergy is not bound by any law of conservation. This means that exergy can be destroyed. In so-called exergy destruction, exergy is converted into anergy. Anergy describes the part of energy that cannot be converted into work. Anergy is created as a result of irreversible processes such as heat transfer at different temperatures, friction, and chemical reactions. The greater the difference or driving force of the process, the more exergy is destroyed. Exergy destruction is an indicator of the quality of a conversion process and quantifies its inefficiencies and irreversibility [
17,
18].
Figure 1 shows the breakdown of energy and exergy graphically. Energy is divided into two components: exergy and anergy. There are forms of energy that consist of pure exergy and can thus be completely converted into work. These include, for example, electrical or mechanical energy. Exergy is further subdivided into a thermomechanical and a chemical component [
17].
2.1.1. Thermomechanical Exergy
As presented in Formula (1), the thermomechanical exergy Consists of the internal , thermal , kinetic , and potential exergy . The kinetic and potential exergy, depending on the parameters velocity c and potential height z, can be neglected in most cases in the scope of industrial production processes. Thus, thermomechanical exergy is mainly determined by the first two terms, which represent internal and thermal exergy. This means that thermomechanical exergy, neglecting kinetic and potential exergy, depends directly on enthalpy and entropy , which, in turn, are dependent on pressure and temperature.
2.1.2. Chemical Exergy
The chemical exergy of a substance describes the minimum work required to produce a component through reversible reactions from substances in the environment. This parameter can be used to take into account the upstream chains of the considered systems and processes by balancing the theoretical work required to produce the substances used and, thus, the resources used [
17,
19]. The chemical exergy
is constituted by the two parts of the reaction exergy
and the concentration exergy
, as presented in Formula (2) [
20].
The reaction exergy
results from the chemical reactions that must take place in order to produce the desired component from the reference substances in the environment. Thus, the reaction exergy of a compound consists of the individual chemical exergies
of the components
and the reaction exergy or Gibbs exergy ∆
Gf released during the reaction.
The concentration exergy
of a substance is a function of its occurrence in the environment
and corresponds to the exergy that theoretically must be applied in order to extract the requested component from the compound present in the environment with an ideal process. In addition, the concentration exergy is dependent on the universal gas constant
R and the temperature
T. The concentration exergy is determined according to a rarity criterion so that the rarer the occurrence of the substance in the environment, i.e., in the atmosphere, the sea, or the earth’s crust, the higher the exergy for substances and elements.
The chemical exergies of almost all elements, compounds, and substances on earth have been calculated and listed in specific literature, with which the chemical exergy of each material and component can be calculated [
19,
20,
21].
2.2. Method for Balancing and Assessing the Resource Use
For the holistic assessment of resource use in an industrial production process, a method is developed in this work based on balancing incoming and outcoming streams via their exergetic value. To balance a production process, the first required step is to define the system boundary of the process to be analyzed. For this purpose, the selection of the entire production site is suitable in order to capture and assess the production process holistically. In addition, the subsystem boundaries can also be set around certain production steps or individual processes in order to analyze them specifically and to obtain results regarding their efficiency.
For holistic assessment, all mass and energy flows entering and leaving the defined system boundary are taken into account [
13,
22]. For these flows, their exergetic value is calculated on the basis of the thermodynamic principles presented in the
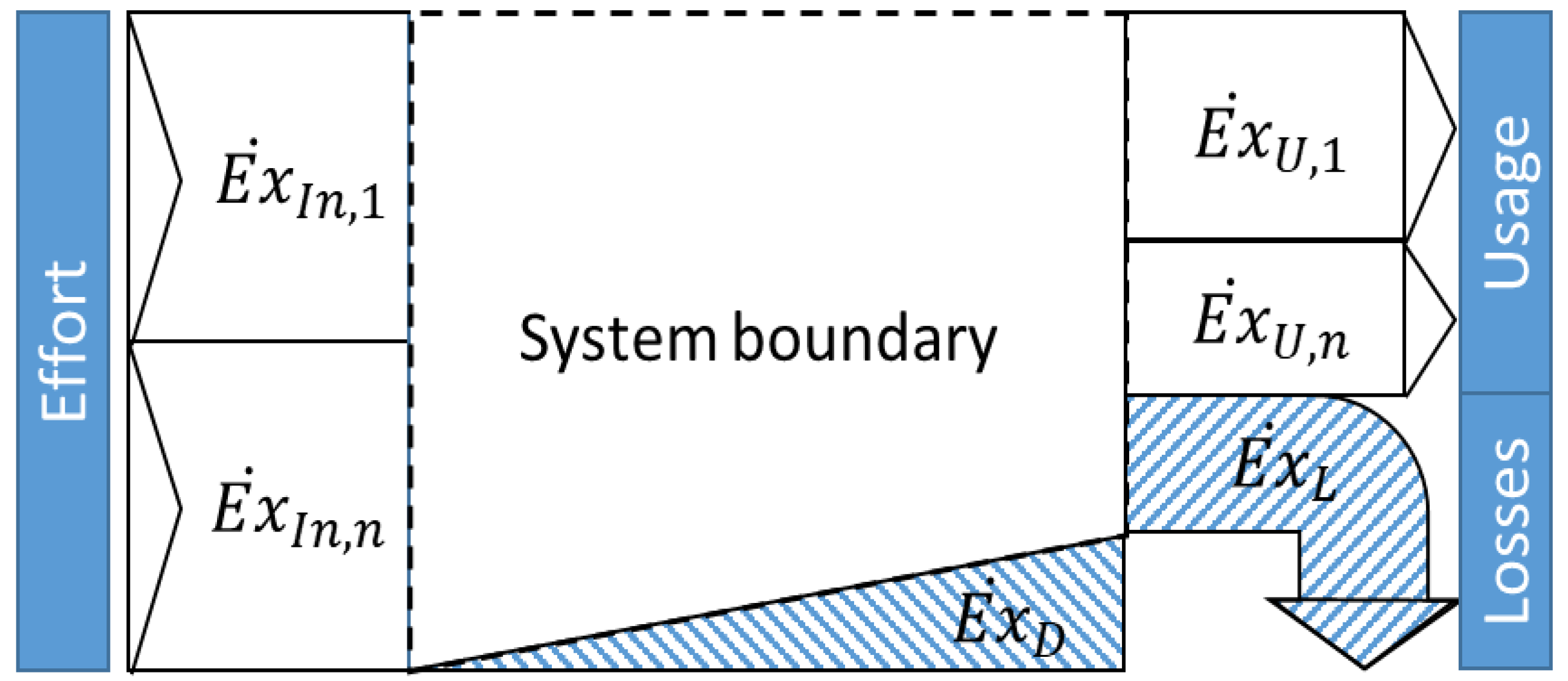
Section 2.1 of this paper. The balancing of the incoming and outgoing streams is shown schematically in
Figure 2.
The incoming exergy flows are defined as effort. This includes all material and energy flows that are used to manufacture the desired product. These can be, for example, the raw materials and energy carriers, but also the construction materials of the equipment and machines used in the production process.
The usage of industrial production processes is defined by the manufactured product. In addition, by-products and waste products can be defined as usage if they can be reused within the site or across sites as raw materials or energy carriers.
Produced substances and waste products that have no further use are defined as exergy loss . This includes all materials that have to be removed or cannot be used further, such as the exhaust air or waste and exhaust gas streams that leave production after the last heat recovery or filtering.
The exergy that is destroyed within the conversion steps due to irreversible processes is defined as exergy destruction
. It can be calculated either by the entropy generated during a process or by balancing the incoming and outgoing exergy flows, as shown in the following formula:
2.2.1. Exergetic Efficiency as an Indicator of Energy and Material Efficiency
The grade of a manufacturing process can be quantified by determining its efficiency. In this work, a ratio of the sum of all usable exergy flows
and the sum of all incoming exergy flows
is used to calculate the exergetic efficiency, Formula (6).
Typically, the usage of the final product consists of its chemical exergy since it is usually available at the end of the production process and leaving the system boundary of the site at ambient conditions (T = 298.15 K, p = 1 bar) and thus has no thermomechanical exergy embedded. Therefore, the exergy of the final product consists of the chemically bound reaction exergy and the extraction exergy of the contained raw materials, as illustrated in Formula (2). If by-products, energy carriers, or waste heat are produced in addition to the main product, these can be defined as additional benefits if they are further used at other sites. This would lead to an increase in usable exergy and thus have a positive effect on the exergetic efficiency of a site.
2.2.2. Resource Efficiency
Resource efficiency is defined as the ratio of the utility of a service, product, or function to the resources it requires [
23]. In [
13], exergetic efficiency is defined as resource efficiency. Therefore, the exergy efficiency can be used to describe energy efficiency and material efficiency by one single metric. In [
24], different metrics for assessing resource efficiency were analyzed and evaluated. As a result, they identified exergy-based resource efficiency as the most relevant and robust metric. By balancing the raw materials and energy sources used by their exergetic value, the resources used can be compared in relation to the product manufactured; thus, a thermodynamic statement can be made about the “degree of quality” or efficiency of the considered production process. By balancing the material and energy flows via the exergetic analysis, both energy and material efficiency are taken into consideration simultaneously.
In order to analyze an industrial production process, the system mass, energy, and exergy balance must be derived. For this purpose, the individual main processes occurring in the manufacture of the product are identified, and the incoming and outgoing material and energy flows are listed, see
Figure 3.
For this purpose, all raw materials and energy carriers used to manufacture the considered product are first identified. The amount of input materials, such as raw materials, energy carriers, construction materials, and auxiliary substances, reflects the resources used.
This includes, for example, recycled materials such as steel or glass, which would otherwise only be reflected in the energy balance by the savings in energy carriers used. In this way, the chemical exergy of the materials used also balances the exergy required from upstream chains, e.g., exergy for the production of recycled materials such as steel scrap and cullets. However, only the theoretical demand for the generation of substances and intermediate products is taken into account in the chemical exergy, as presented in
Section 2.1. This does not include, for example, the exergy required for recovery, separation, and transport to the production sites.
By taking into account the construction materials and auxiliaries used in a production plant, the resources used to manufacture a product can be modeled holistically, and different production routes can be better compared with each other. For this purpose, the materials used are related to the production quantity manufactured during the lifetime of the plant and added to the specific exergetic efforts. In this way, both high-value or rare resources, and the quantities of construction materials such as cement and steel for the aggregates of the systems, which are not listed in the usual energetic analyses, are also assessed. By taking auxiliary substances such as oxygen or nitrogen into account, substances that otherwise play a subordinate role in the energy context are also taken into account when assessing the sustainability of the process.
The material and energy flows can be illustrated graphically together in a Sankey diagram by the exergetic parameter.
Figure 4 shows an example of a Sankey diagram for an industrial production process.
In order to decarbonize the industrial sector, existing production sites and processes, which are still mostly designed for the use of fossil energy carriers, must be completely restructured in some cases. The transformation to be carried out can affect the energy supply, the feedstock, or the entire production process. The decarbonization of energy supply systems could be achieved, for example, by substituting fossil energy carriers such as natural gas or oil with green hydrogen, synthetically produced methane, or biogas.
To assess the decarbonization of individual industrial sectors, it is first necessary to identify the production processes currently used as well as the possible decarbonized production processes of the future. For the identified production routes, an exergetic analysis can then be realized for a typical process. This allows the exergetic efficiency of the production process to be calculated in order to draw conclusions about its efficiency and resource use. Finally, the determined exergetic efficiencies of the production processes can be compared in order to assess the change in efficiency in regard to the resources used.
To assess the impact of the decarbonization of a production process on the change in resource efficiency, the parameter
is calculated (Formula (7)). This parameter sets the change in resource efficiency of a decarbonized process
compared to the conventional
in relation to the amount of saved CO
2 emissions
.
3. Results
The proposed methodology for the holistic assessment of decarbonization pathways was applied to ammonia production. The results of the analysis are shown below.
Ammonia is one of the most important products in the chemical industry. Ammonia is mainly (70%) used as a raw material for fertilizers [
25]. Since production is currently still mainly based on fossil energy sources such as natural gas (steam reforming) or coal (partial oxidation), ammonia production accounts for a correspondingly large share of CO
2 emissions in the industrial sector; for example, 1.8% of the whole CO
2 emissions of the German industry sector in 2019. In the future, ammonia could play an important role in the energy system as a carbon-neutral energy carrier. This would significantly increase production capacities in the future [
26].
For the case study, a current production process and a future decarbonized process are analyzed. For these processes, the method presented in
Section 2 for determining the resource input is used to determine the impact on resource efficiency in the production of ammonia through the decarbonization of the production process.
The production of ammonia can be fundamentally divided into two subsystems. Firstly, a synthesis gas is produced, which consists of the two components hydrogen and nitrogen. This synthesis gas is then converted to ammonia by subsystem ammonia synthesis using the Haber–Bosch process [
27]. Currently, ammonia is produced mainly by steam reformation of natural gas (72% of global ammonia production), making it the most important of the current production processes in this sector [
25]. According to current decarbonization roadmaps for the chemical industry, ammonia production through synthesis gas generation by water electrolysis and air separation plays a crucial role in the decarbonization of this industry sector [
25,
28,
29]. Accordingly, for these two production routes, the resource efficiency is calculated to assess the impact of the decarbonization of ammonia production.
For both processes, an ammonia plant with the current typical production capacity of 1000 tons of ammonia per day is modeled [
30]. The mass and exergy flows of incoming energy and material flows are balanced. This is initially carried out as a baseline for a conventional, current production process as well as a decarbonized production process for the manufacture of ammonia. Finally, the resource efficiencies of the two processes are compared with each other in order to make a holistic assessment of the decarbonization path.
3.1. Determination of the Resource Efficiency of the Conventional Process
Currently, ammonia is mainly produced by the process of synthesis gas production by steam reforming and ammonia synthesis via the Haber–Bosch process [
25].
In this process, the required synthesis gas is produced by reforming natural gas. In two reformers, a synthesis gas consisting of hydrogen, nitrogen, carbon monoxide, and carbon dioxide is produced by converting natural gas. In the first reformer, the primary reformer, methane, is converted with steam to hydrogen and carbon monoxide at high pressure (30 to 50 bar) and temperature (800 to 900 °C). In the secondary reformer, nitrogen is added by converting ambient air through combustion with the synthesis gas from the primary reformer. The synthesis gas is then purified by carbon monoxide shift, CO
2 scrubbing, and methanization so that the synthesis gas consists mainly of hydrogen and nitrogen in a near stochiometric ratio for ammonia production [
27].
Lastly, the synthesis gas produced is catalytically converted to ammonia using subsystem ammonia synthesis by the Haber–Bosch process.
All process steps, with the exception of primary reforming, run exothermically so that waste heat is generated. In most of the current plants, this waste heat is recovered via a high-pressure steam system and fed back into the system directly or converted into mechanical or electrical energy via steam turbines to drive the compressors to compress the synthesis gas [
27].
3.1.1. Mass and Exergy Flows of the Conventional Process
Natural gas plays a special role in the production route described above. On the one hand, it serves as an energy source for the provision of process heat and, on the other hand, as a raw material for ammonia production. The conversion of the natural gas provides the hydrogen, which is converted with nitrogen to ammonia. The ratio of raw material-related to energy-related use of natural gas is in the order of 4 to 1. The nitrogen is provided by combustion of the natural gas with ambient air in the second reformer [
27].
In the second subsystem, the ammonia synthesis, the synthesis gas is first compressed and then converted to ammonia by the Haber-Bosch process.
As construction materials, mainly the components of the decisive process steps, as well as the quantitatively largest components, were included in the balance. In addition, only those aggregates were considered, which changed as a result of the decarbonization. In the current process, these are primarily the reformers. For this purpose, the construction materials used, such as steel, as well as the catalysts used for their typical lifetime, were referred to as the amount of ammonia produced during this time [
27].
The specific chemical and thermomechanical exergy flows were then calculated using the mass flows and the methodology described in
Section 2. The specific exergy flows were also related to one ton of the final product, in this case, ammonia.
The ammonia production process by steam reforming of natural gas, as described above, produced a total of 1539 kg CO2 per ton of ammonia. Of this, 1275 kg of CO2 is accounted for by the CO2 separation from the synthesis gas that takes place during synthesis gas production. The additional 264 kg of CO2 are contained in the exhaust gases from the primary reformer.
Table 1 lists the individual material flows with their mass and exergy values [
27].
3.1.2. Resource Efficiency of the Conventional Process
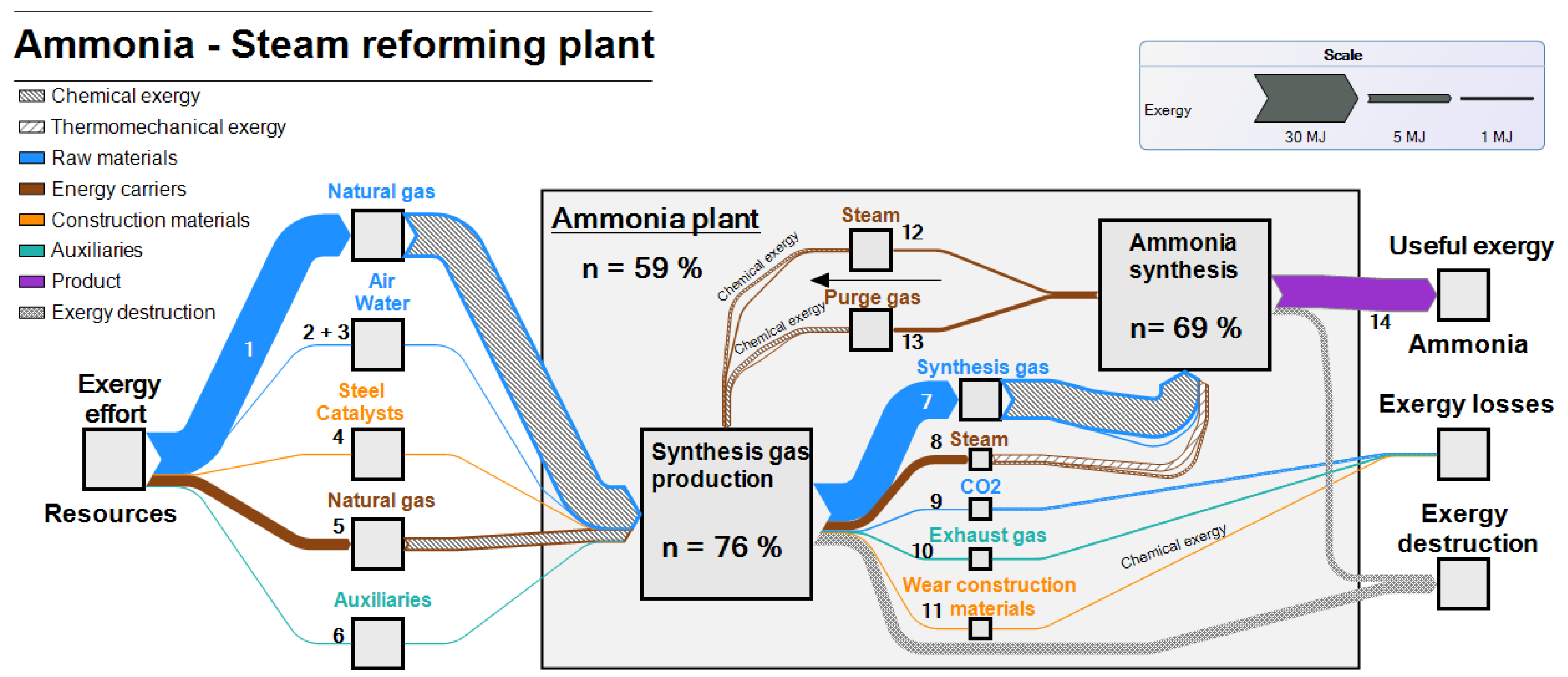
For the graphical illustration of the exergy flows, the following Sankey diagram can be generated with the individual values of incoming and outgoing material and energy flows (
Figure 5).
With the methodology described in
Section 2, the resource efficiency of the entire site, as well as the individual subsystems, can be calculated by the ratio of the incoming and useful outgoing exergy flows. The only useful product is defined as the end product, ammonia. The by-product CO
2 and the exhaust gas are defined as losses. The resource efficiency could be increased if the CO
2 or the exhaust gas were further used in a subsequent process, such as fertilizer production, and thus also defined as a useful product. The exergy loss in the current process is calculated as the difference between the incoming and outgoing exergy flows and reflects the thermodynamic inefficiency of the subsystems and the entire system.
The exergetic efficiency and, equivalently, the resource efficiency of ammonia production by steam reforming of natural gas is 59%. This results mainly from the thermodynamic losses and exergy dissipation due to the combustion processes in the synthesis gas production subsystem and the chemical conversion of the synthesis gas to ammonia in subsystem ammonia synthesis. The exergetic efficiency of the subsystem synthesis gas production is 76%, and that of the subsystem ammonia synthesis is 69%.
The exergetic efficiency of the entire system is relatively high at 59%, which derives from good heat recovery and utilization, as well as the energetic recovery of the purge gas produced.
It can be recognized that the major part of the resource input is the raw material natural gas in the form of its chemical exergy, which is used for the hydrogen production of the synthesis gas. The other raw materials, water and air, as well as the construction materials, play a rather minor role due to their low chemical exergy. The second important factor is the energy carrier natural gas, which is used to generate process heat in the primary reformer. It must be taken into account here that part of the natural gas used as a raw material is also used for the generation of energy.
3.2. Determination of the Resource Efficiency of the Decarbonized Process
3.2.1. Mass and Exergy Balance of the Decarbonized Process
In the considered decarbonized ammonia production process, the synthesis gas production process differs mainly from the current process using steam reforming of natural gas. Here, the required hydrogen is produced by water electrolysis and the required nitrogen by an air separation unit (ASU). The synthesis gas produced has a very high purity and consists only of the two substances, hydrogen and nitrogen, in the ratio required for ammonia synthesis. This was based on the idealized assumption of a stoichiometric conversion of the synthesis gas to ammonia without the occurrence of purge gas. The quantities required for these conversions were calculated from the chemical reaction equations. For the balancing of the construction materials, the aggregates changed by decarbonization were considered. This mainly concerns the electrolyzer and the ASU. These are mainly made of steel. In addition, the electrodes of the electrolyzer, consisting of precious metals such as iridium and platinum, and the filter materials of the ASU were balanced for their typical lifetimes [
31]. Subsequently, the materials used were related to the quantity of ammonia produced during the lifetime of the components.
The energy consumption can only be supplied by the energy carrier electricity. The major share is required for the electricity-intensive dissociation of water in the electrolyzer. Here, 38.9 GJ are used to produce 178 kg of hydrogen, which is required to produce one ton of ammonia. To run the air separation unit, 1.19 GJ of electricity is required to produce the necessary amount of nitrogen. Both the electrolyzer and the ASU produce oxygen as a by-product. To calculate the energy consumption, typical efficiencies of 70% for the electrolyzer and 90% for the ASU were used. In addition, for the synthesis of one ton of ammonia, 5 GJ are used for the operation of the compressors and the electrical generation of process heat [
27,
32].
Due to the use of only electricity as an energy carrier, this production process does not produce any direct CO
2 emissions. Indirect CO
2 emissions are not taken into account in this analysis of a production site. The incoming and outgoing flows for the decarbonized production route are listed in
Table 2 with their mass flows and exergetic values.
3.2.2. Resource Efficiency of the Decarbonized Process
For the decarbonized production process of ammonia by water electrolysis and air separation unit, a Sankey diagram (
Figure 6) is created analogous to the conventional process with the incoming and outgoing exergy flows.
The Sankey diagram indicates that electricity is by far the most important energy carrier in the exergy balance. In contrast, the raw materials, consisting of water and air, and the construction materials for the electrolyzer and ASU play a rather minor role.
The high electricity demand of 45.11 GJ per ton of ammonia is mainly due to electricity-intensive hydrogen production, which accounts for 32.76 GJ or 72.6%. This depends mainly on the efficiency of the electrolyzer. In this analysis of decarbonized ammonia production, a current typical efficiency of 70% was assumed [
32].
In addition, 1.2 GJ of electricity were used for electricity-based nitrogen production in the air separation unit for the production of one ton ammonia. Furthermore, electricity was used in the subsystem ammonia synthesis to drive the compressors for compressing the synthesis gas and to generate process heat for ammonia synthesis [
27].
High electricity consumption results in a resource efficiency of the decarbonize production process of 45.4%. The exergetic efficiency of synthesis gas production by electrolysis and ASU is 62.0%. The exergetic efficiency of ammonia synthesis decreased by 5 percentage points due to the electricity-based drive of the compressors and the electrical heating of ammonia synthesis. However, it must be said that the efficiency was calculated with today’s typical efficiency and that this can probably also be expected to improve with the electrolyzers due to the ramp-up of the hydrogen economy. Accordingly, electricity consumption would be reduced; thus, the exergetic efficiency would improve. Another point of view would be to receive hydrogen directly, just as the raw material natural gas is received directly in the conventional process. Shifting the losses associated with the conversion effects in hydrogen production due to the efficiency losses of the electrolyzer out of the system boundary under consideration would have positive effects on the efficiency of the production process.
An additional improvement in efficiency would be possible using the oxygen produced as a by-product during synthesis gas generation. Oxygen is produced both during hydrogen generation in the electrolyzer and nitrogen generation in the air separation unit. If, for example, the oxygen would be purchased and used in a neighboring plant for oxy-fuel combustion, the oxygen stream could also be defined as a utility, which would improve resource efficiency by half a percentage point.
4. Discussion
With the presented method, the holistic assessment of industrial production processes can be carried out, and the efficiency of used resources can be determined. By applying the exergetic analysis to the current and possible future decarbonized manufacturing processes, the used energy carriers, raw materials, construction materials, and auxiliaries can be compared in regard to their resource efficiency.
The main added value of the presented method is achieved by adding another level to the previously one-dimensional assessment of industrial production processes by simultaneously assessing energy and material input and, thus, the total resources used. The efficiency of the energy and material input can be expressed dimensionless by a single parameter, the exergetic efficiency. In this way, production processes can be assessed holistically, whereby, for example, the change in the resources used as a result of decarbonization of the production process can be shown. This makes it possible to assess thermodynamically whether the reduction in CO2 emissions also has a positive effect on the use of resources. In addition, the dimensionless assessment of the resources used makes it possible to compare production processes across sectors, which could lead to prioritization with regard to limited goods such as biogas or rare raw materials and to identify sectors for which decarbonization and resource efficiency goes hand in hand.
Another significant advantage of the presented method is the consideration of the energy or exergy used to produce raw and construction materials used in the production process through their chemical exergy. This means that upstream chains are taken into account before the actual considered process.
Based on the thermodynamic assessment of the quality of the conversion process, the efficiency of the process can be obtained. At the same time, the overall theoretical potential for improvements can be quantified on the basis of exergy destruction and exergy losses. In addition, thermodynamic inefficiencies and the irreversibility of the production process under consideration or individual subprocesses can be identified through exergetic analysis.
A clear obstacle to the use of the presented method is its complexity and the number of parameters and data required for its application. On the one hand, technical and thermodynamic knowledge must be available. On the other hand, the quantity, temperature, pressure, and composition of all incoming and outgoing material flows must be known. This makes the application of the approach of a holistic assessment time-consuming and complex.
The application of the method for a holistic assessment to current and possible decarbonized production processes shows their use of resources for the production of a certain product by comparing the determined resource efficiencies. In addition, the change in the resources used can be linked to the amount of CO2 saved by decarbonizing the production process. This allows a decision to be made as to whether the change in the production process associated with decarbonization has a positive or negative impact on the resources used.
In the case study conducted on the decarbonization of ammonia production, the resource use and resource efficiency of a conventional and a decarbonized manufacturing process were determined. The conventional process has a resource efficiency of 59%, while producing a total of 1.539 kg of CO
2 emissions per ton of produced ammonia. The decarbonized process has a resource efficiency of 45%, while no CO
2 emissions are generated in this manufacturing process. Thus, the decarbonization of the production process leads to a reduction in the resource efficiency of 14%, which indicates a significant deterioration in the resources used to produce ammonia due to the decarbonized production process. According to Formula (7) in
Section 2, these values can be applied to calculate the change in resource efficiency in terms of the amount of CO
2 saved (
. Furthermore, the change in resource efficiency due to the decarbonization of ammonia production by the decarbonized process shown is −9.09%/t
CO2, leading to a deterioration in resource efficiency. This means that for every ton of CO
2 saved, the resource efficiency decreases by 9.09%. This deterioration is due to the increase in energy input caused by electricity-intensive hydrogen and nitrogen production, which, depending on the CO
2 emission factor of the electricity, leads to a reduction in CO
2 emissions. In return, however, raw material-related CO
2 emissions decrease significantly due to the use of water and air as raw materials. It is important to consider these impacts when assessing the overall benefits of decarbonization, as they can potentially affect other environmental and sustainability aspects.
An important aspect when comparing different production processes is the upstream chain for the use of raw materials or energy carriers. For example, the resource efficiency of the decarbonized ammonia production process using electrolysis and ASU is significantly lower than for the conventional process using steam reforming of natural gas. This is mainly due to the electricity-intensive conversion of the raw material water into the individual components hydrogen and oxygen. If the required hydrogen were purchased directly, for example, the resource efficiency of the decarbonized process would increase to 61.9%. This would significantly improve resource efficiency but would still only be 2 percentage points higher than the conventional process using natural gas. This is again due to optimized process technology with integrated heat recovery and use of the resulting waste heat and energetic by-products. The added value of the methodology presented is not significantly recognizable through the change in resource efficiency when applied to an energy-intensive process. This is due to the clear majority of energy sources in relation to the resources used. In regular industrial production processes, this ratio is shifted towards the use of materials, making the added value more visible when the method is applied.
One limitation of this paper is the consideration of the material input based solely on the value of the chemical exergy of the component concerned. This reflects the theoretical minimum exergy that is released during the conversion of the components into their individual parts or that is required to extract the component from the environmental raw material. These are both theoretical values, which in reality would be exceeded by losses and other additional exergy demands such as transportation. Therefore, a future research direction would be to determine a methodology to weigh or adjust the value of chemical exergy more realistically when evaluating the use of materials in an industrial process.
Another limiting factor in the developed method is the interpretation and allocation of the calculated resource efficiency of the industrial production process. In this context, it would be very important to know how efficient the use of resources is for an idealized production process for manufacturing the product considered. This would require a calculation of the theoretical minimum exergy required to manufacture the product in an idealized process. The theoretical optimal resource efficiency could then be calculated, to which the calculated efficiencies of the conventional and decarbonized processes could be compared in order to assess the gap to the ideal production process. This would make it possible to identify a realistic or maximum potential for increasing the resource efficiency of the processes examined.
5. Conclusions
In conclusion, the presented methodology for assessing the use of resources is a valid method for holistically evaluating a decarbonization route in the industrial sector. In addition to energy consumption, the use of raw materials, construction materials, and auxiliaries for alternative plant components can also be taken into account. This allows the comparison of the used resources of a conventional production site with a decarbonized one, thereby demonstrating the impact of the decarbonization process on sustainability. For this purpose, thermodynamic quantity exergy is used, through which, in addition to the energetic aspect, the material aspect is also included through its chemical component. This chemical component of the exergy contains, on the one hand, the exergy demand for the production of a certain resource and, on the other hand, its availability on earth, which is determined by the rarity criterion within the chemical exergy. Using thermodynamic quantity exergy, the two most important components in industrial production processes, energy and material, can be summarized by one parameter.
This approach has significant value in gaining an understanding of how resource efficiency changes when the production process is transformed to reduce CO2 emissions. It is particularly relevant given the numerous CO2 reduction targets set for the future and the commitments made under the Paris Agreement. Additionally, analyzing resource efficiency is critical to addressing the emerging issue of resource scarcity and sustainability. Through a cross-industry evaluation of the change in resource efficiency in relation to the CO2 emissions saved, the most sustainable decarbonization paths in industry can be identified in relation to the use of resources. Through this identification, the use of limited raw materials or energy carriers such as biomass can be used for the decarbonization paths that have the greatest improvement in terms of resource efficiency in relation to one ton of saved CO2 emissions.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}