
Rheology, Mechanical Properties and Shrinkage of Self-Compacting Concrete Containing Cement Kiln and By-Pass Filter Dust

 , ,
, ,
Abstract
:1. Introduction
2. Experimental
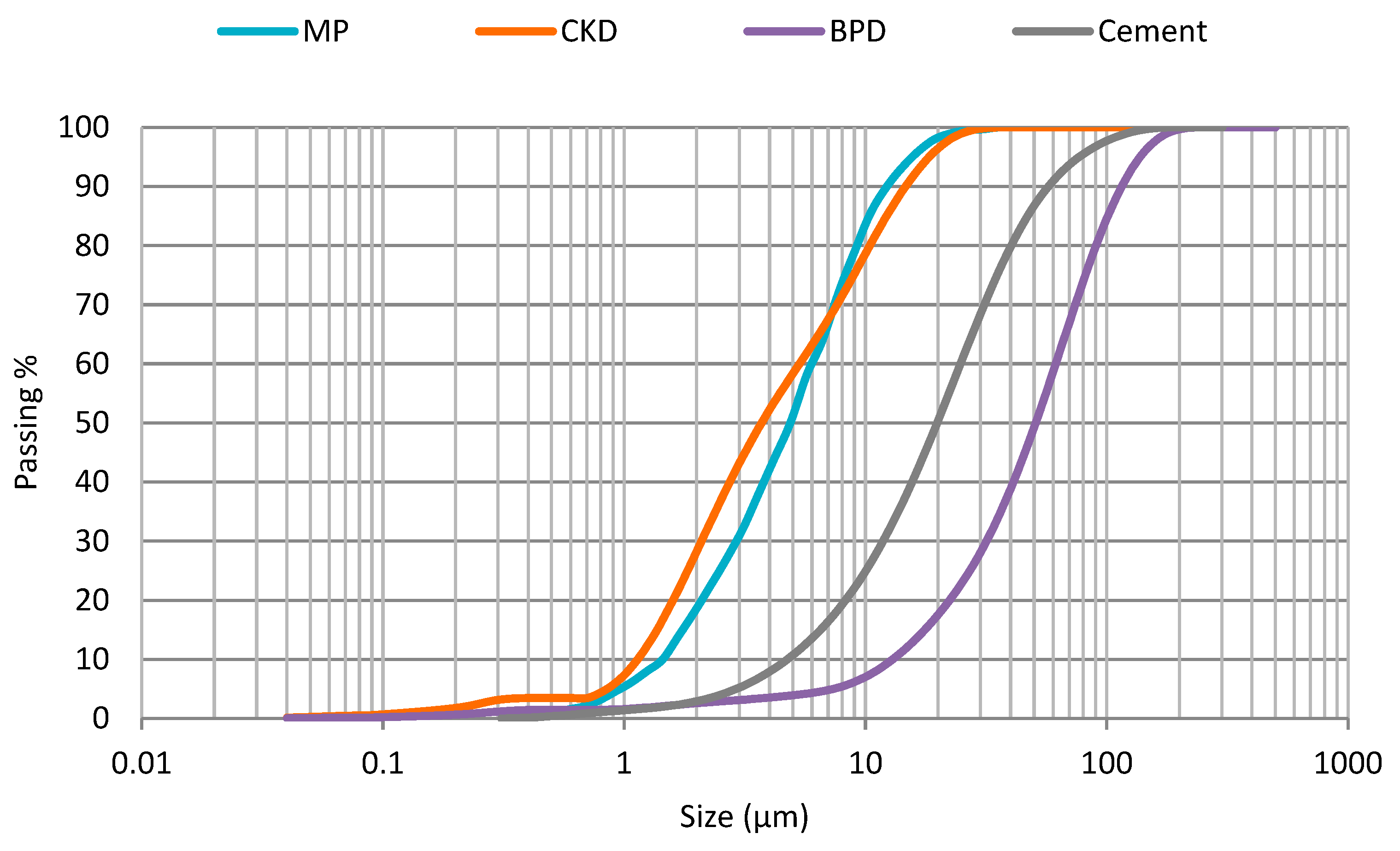
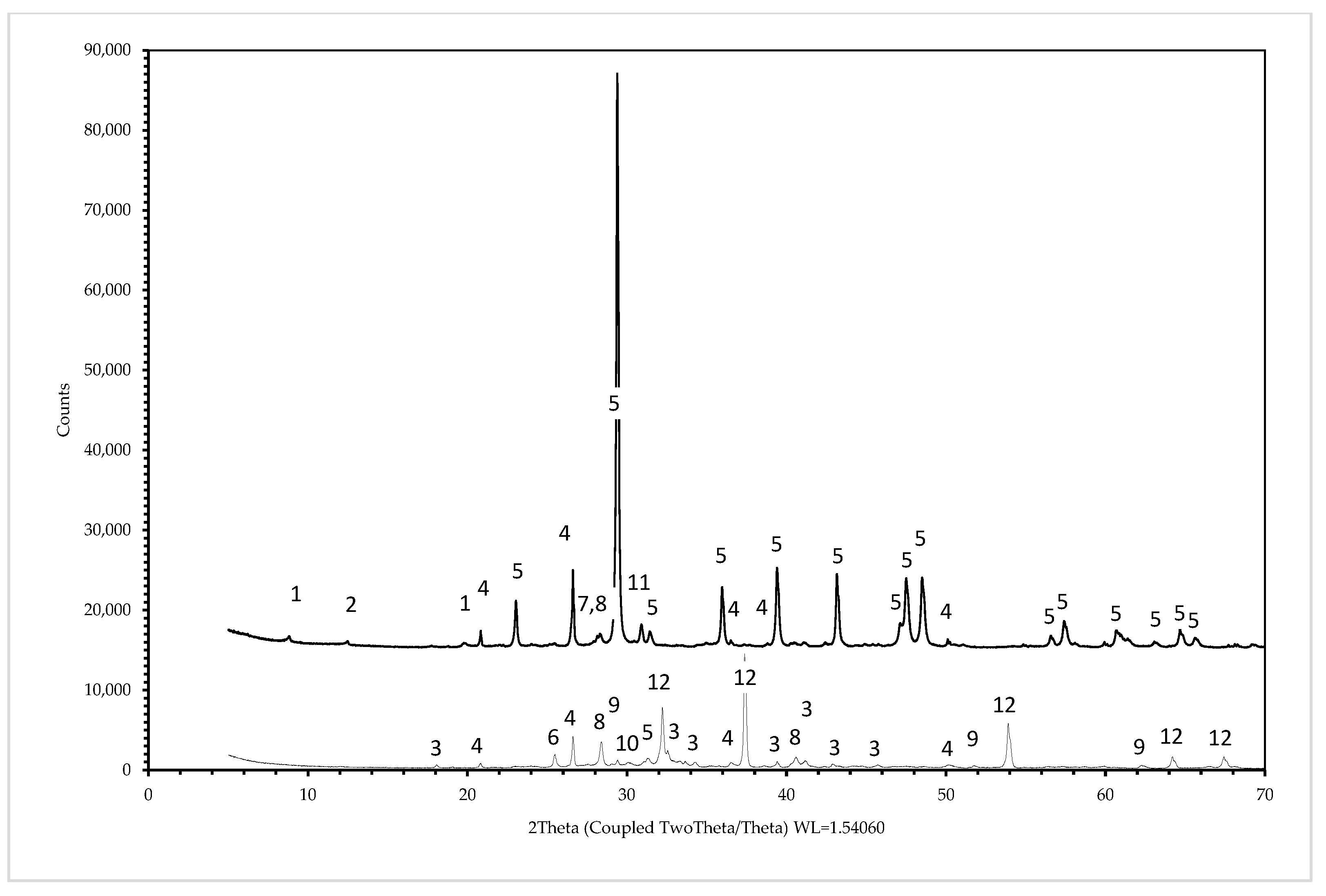
2.1. Materials
2.2. Mix Design and Mixing Procedure
2.3. Testing
3. Results and Discussion
3.1. Rheological Properties
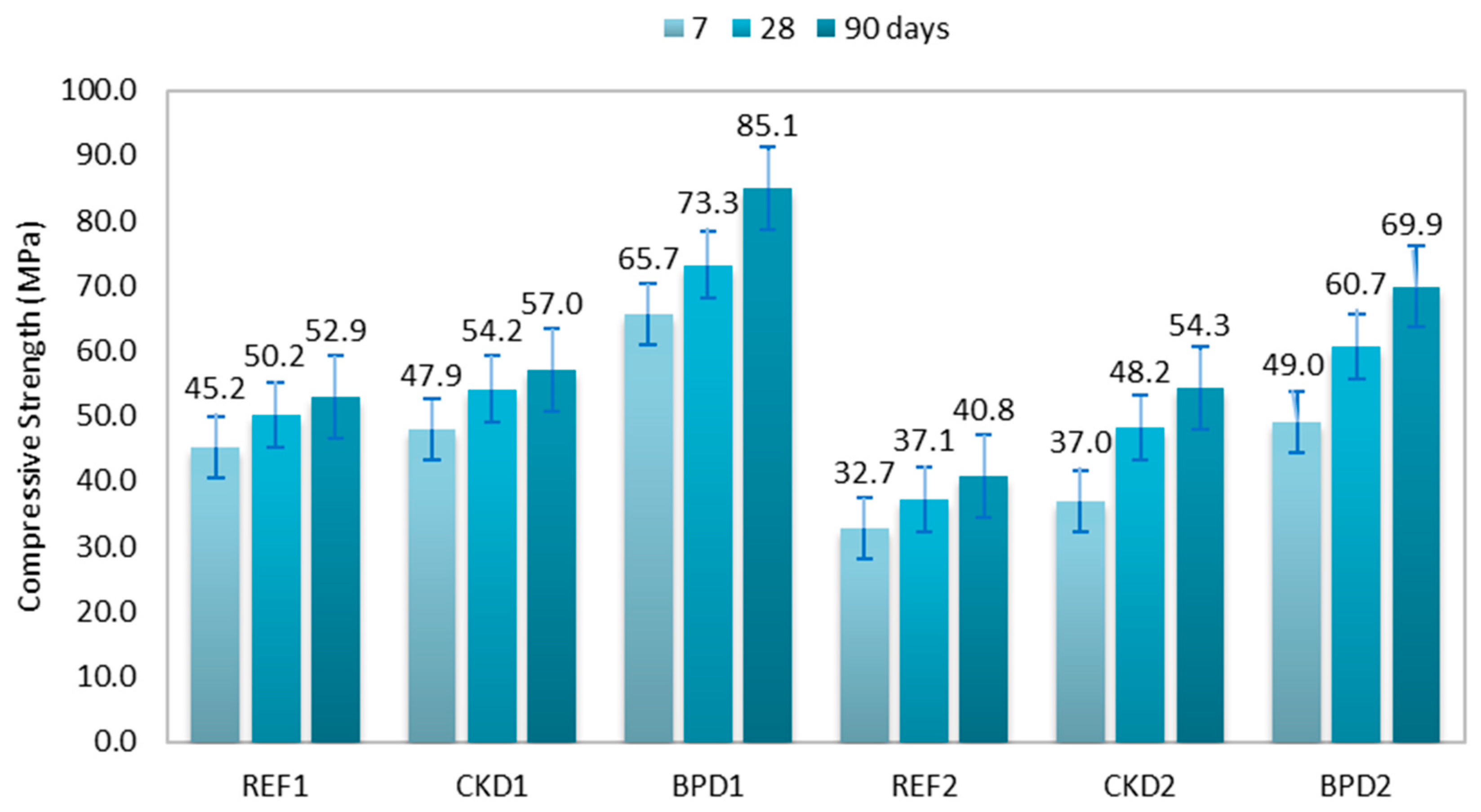
3.2. Compressive Strength
3.3. Modulus of Elasticity
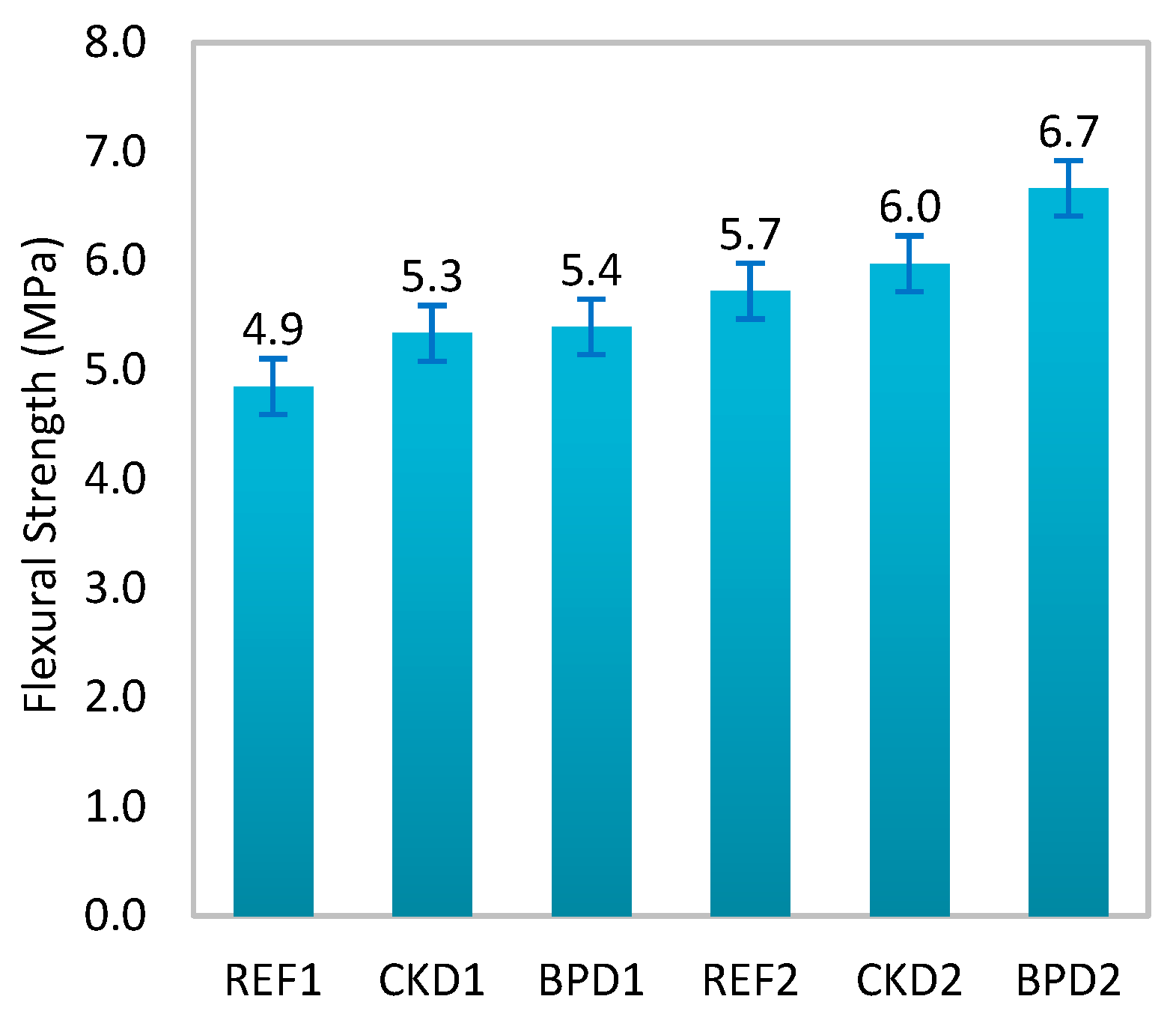
3.4. Tensile Splitting and Flexural Strength
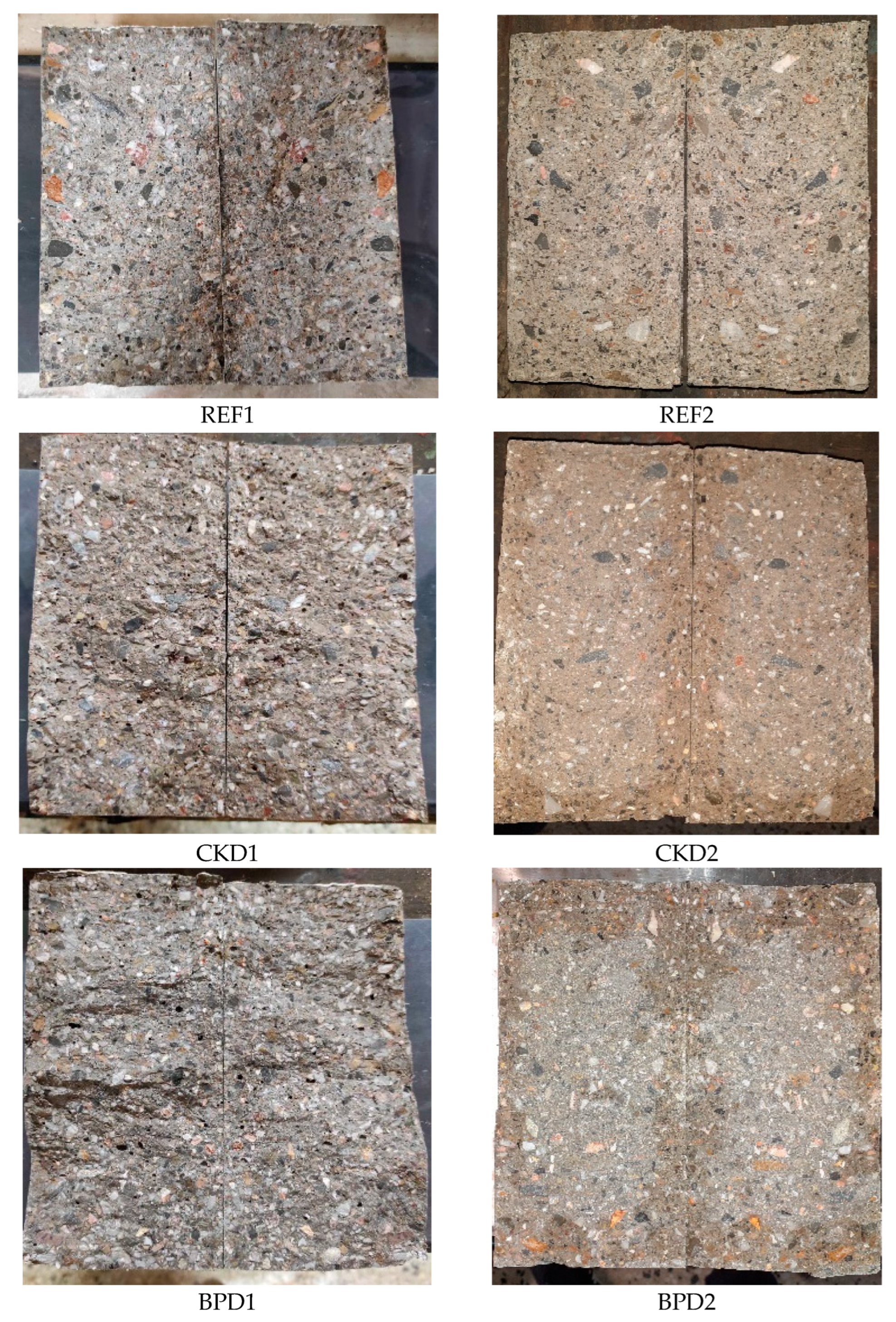
3.5. Hardened Visual-Stability Index
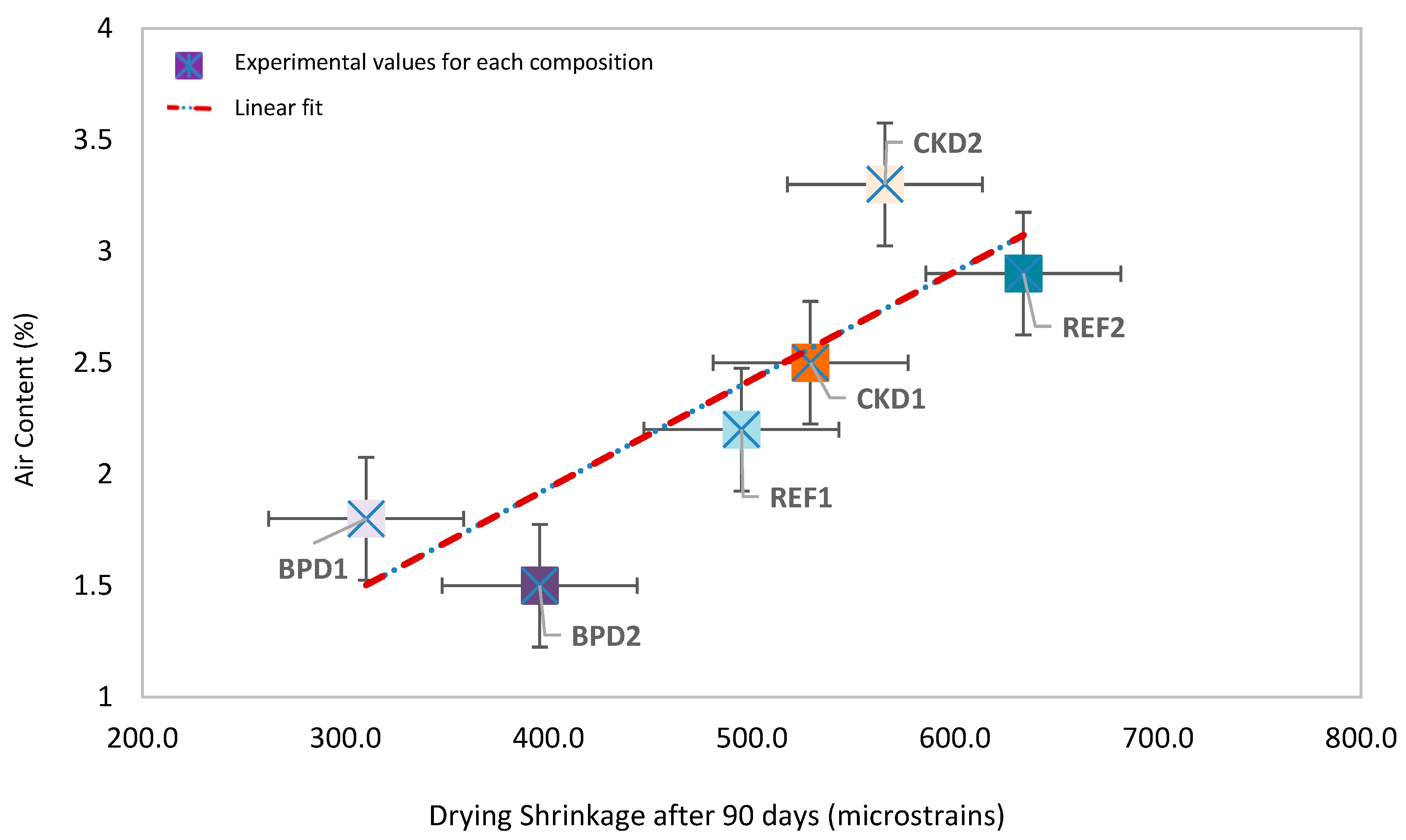
3.6. Drying Shrinkage
4. Conclusions
- BPD proves appropriate as a reactive alternative waste material, as it contributes to the development of excellent mechanical properties at any testing age, with a concurrently low drying shrinkage. The compressive strength was at least 50% higher than the corresponding strength of the reference compositions, and the drying shrinkage approximately 50% lower.
- BPD incorporation in the designed proportion increases the viscosity, creating a potential barrier for those applications that require low-viscosity SCCs, while a higher SP dosage is also required to reach a yield stress equal to other compositions. Therefore, SCC compositions in the present study containing BPD are particularly well-suited for slightly reinforced structures (e.g., slabs), for casting through pump-injection systems (e.g., tunnel linings) or for smaller sections that prevent long horizontal flow (e.g., piles, foundations), as specified in the EFNARC guidelines. Nevertheless, specific investigation and parametric analysis will disclose the effect of BPD on the rheological behavior of SCC, and define its finest content for optimal performance.
- The addition of CKD to the SCC constitutes a potential sustainable solution, as it improves the compressive strength and drying shrinkage, and substantially improves the tensile strength, by almost 15%.
- At the same time, partially replacing MP with CKD contributes to more-than-acceptable rheological properties, achieving the desirable slump flow with 20–30% less SP than BPD. Thus, CKD proves to be a sufficient filler for SCCs intended for normal applications such as reinforced concrete walls, columns and beams.
- Testing the durability (e.g., chloride diffusion, water permeability carbonation resistance, corrosion resistance, alkali–silica reaction, etc.) of SCCs containing the alternative fillers that were studied in this work is a critical topic of high interest for future research. To ensure sufficient durability in the face of chemical challenges posed by alkalis, sulphates, and chlorides, it is strongly recommended to consider incorporating SCMs such as fly ash, silica fume, metakaolin, etc., in combination with cement, MP and CKD or BPD, in quaternary powder mixtures.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Khayat, K.; De Schutter, G. Mechanical Properties of Self-Compacting Concrete, State-of-the-Art Report of the RILEM Technical Committee 228-MPS on the Mechanical Properties of Self-Compacting Concrete; Springer: Cham, Switzerland, 2014. [Google Scholar]
- Biricik, Ö.; Mardani, A. Parameters Affecting Thixotropic Behavior of Self Compacting Concrete and 3D Printable Concrete; a State-of-The-Art Review. Constr. Build. Mater. 2022, 339, 127688. [Google Scholar] [CrossRef]
- The European Project Group. The European Guidelines for Self-Compacting Concrete; The European Project Group: Brussels, Belgium, 2005; Volume 63. [Google Scholar]
- Ting, T.Z.H.; Rahman, M.E.; Lau, H.H.; Ting, M.Z.Y. Recent Development and Perspective of Lightweight Aggregates Based Self-Compacting Concrete. Constr. Build. Mater. 2019, 201, 763–777. [Google Scholar] [CrossRef]
- Łaźniewska-Piekarczyk, B. The Influence of Admixtures Type on the Air-Voids Parameters of Non-Air-Entrained and Air-Entrained High Performance SCC. Constr. Build. Mater. 2013, 41, 109–124. [Google Scholar] [CrossRef]
- Elyamany, H.E.; Abd Elmoaty, A.E.M.; Mohamed, B. Effect of Filler Types on Physical, Mechanical and Microstructure of Self Compacting Concrete and Flow-Able Concrete. Alex. Eng. J. 2014, 53, 295–307. [Google Scholar] [CrossRef]
- Gupta, N.; Siddique, R.; Belarbi, R. Sustainable and Greener Self-Compacting Concrete Incorporating Industrial By-Products: A Review. J. Clean. Prod. 2021, 284, 124803. [Google Scholar] [CrossRef]
- Meko, B.; Ighalo, J.O.; Ofuyatan, O.M. Enhancement of Self-Compactability of Fresh Self-Compacting Concrete: A Review. Clean. Mater. 2021, 1, 100019. [Google Scholar] [CrossRef]
- Hameed, A.; Rasool, A.M.; Ibrahim, Y.E.; Afzal, M.F.U.D.; Qazi, A.U.; Hameed, I. Utilization of Fly Ash as a Viscosity-Modifying Agent to Produce Cost-Effective, Self-Compacting Concrete: A Sustainable Solution. Sustainability 2022, 14, 11559. [Google Scholar] [CrossRef]
- Benjeddou, O.; Soussi, C.; Jedidi, M.; Benali, M. Experimental and Theoretical Study of the Effect of the Particle Size of Limestone Fillers on the Rheology of Self-Compacting Concrete. J. Build. Eng. 2017, 10, 32–41. [Google Scholar] [CrossRef]
- Mathews, M.E.; Kiran, T.; Nammalvar, A.; Anbarasu, M.; Kanagaraj, B.; Andrushia, D. Evaluation of the Rheological and Durability Performance of Sustainable Self-Compacting Concrete. Sustainability 2023, 15, 4212. [Google Scholar] [CrossRef]
- de Souza, A.M.; Franco de Carvalho, J.M.; Santos, C.F.R.; Ferreira, F.A.; Pedroti, L.G.; Peixoto, R.A.F. On the Strategies to Improve the Eco-Efficiency of Self-Compacting Concrete Using Industrial Waste: An Analytical Review. Constr. Build. Mater. 2022, 347, 128634. [Google Scholar] [CrossRef]
- Ahmad, J.; Tufail, R.F.; Aslam, F.; Mosavi, A.; Alyousef, R.; Faisal Javed, M.; Zaid, O.; Khan Niazi, M.S. A Step towards Sustainable Self-Compacting Concrete by Using Partial Substitution of Wheat Straw Ash and Bentonite Clay instead of Cement. Sustainability 2021, 13, 824. [Google Scholar] [CrossRef]
- Ahmad, J.; Abid, S.R.; Arbili, M.M.; Majdi, A.; Hakamy, A.; Deifalla, A.F. A Review on Sustainable Concrete with the Partially Substitutions of Silica Fume as a Cementitious Material. Sustainability 2022, 14, 12075. [Google Scholar] [CrossRef]
- Pang, L.; Liu, Z.; Wang, D.; An, M. Review on the Application of Supplementary Cementitious Materials in Self-Compacting Concrete. Crystals 2022, 12, 180. [Google Scholar] [CrossRef]
- Shah, S.A.R.; Ahmad, H.; Alhazmi, H.; Anwar, M.K.; Iqbal, F. Utilization of Self-Consolidated Green Material for Sustainable Development: An Environment Friendly Waste Materials Application for Circular Economy. Polymers 2021, 13, 2985. [Google Scholar] [CrossRef] [PubMed]
- Siddique, R.; Kunal; Mehta, A. Utilization of Industrial By-Products and Natural Ashes in Mortar and Concrete Development of Sustainable Construction Materials; Elsevier Ltd.: Amsterdam, The Netherlands, 2019. [Google Scholar] [CrossRef]
- Al-Bakri, A.Y.; Ahmed, H.M.; Hefni, M.A. Cement Kiln Dust (CKD): Potential Beneficial Applications and Eco-Sustainable Solutions. Sustainability 2022, 14, 7022. [Google Scholar] [CrossRef]
- Wang, D.; Shi, C.; Farzadnia, N.; Shi, Z.; Jia, H. A Review on Effects of Limestone Powder on the Properties of Concrete. Constr. Build. Mater. 2018, 192, 153–166. [Google Scholar] [CrossRef]
- Sfikas, I.P.; Badogiannis, E.G.; Trezos, K.G. Rheology and Mechanical Characteristics of Self-Compacting Concrete Mixtures Containing Metakaolin. Constr. Build. Mater. 2014, 64, 121–129. [Google Scholar] [CrossRef]
- Abukhashaba, M.I.; Mostafa, M.A.; Adam, I.A. Behavior of Self-Compacting Fiber Reinforced Concrete Containing Cement Kiln Dust. Alex. Eng. J. 2014, 53, 341–354. [Google Scholar] [CrossRef]
- Siddique, R. Utilization of Cement Kiln Dust (CKD) in Cement Mortar and Concrete-an Overview. Resour. Conserv. Recycl. 2006, 48, 315–338. [Google Scholar] [CrossRef]
- Bagheri, S.M.; Koushkbaghi, M.; Mohseni, E.; Koushkbaghi, S.; Tahmouresi, B. Evaluation of Environment and Economy Viable Recycling Cement Kiln Dust for Use in Green Concrete. J. Build. Eng. 2020, 32, 101809. [Google Scholar] [CrossRef]
- Maslehuddin, M.; Al-Amoudi, O.S.B.; Rahman, M.K.; Ali, M.R.; Barry, M.S. Properties of Cement Kiln Dust Concrete. Constr. Build. Mater. 2009, 23, 2357–2361. [Google Scholar] [CrossRef]
- Najim, K.B.; Mahmod, Z.S.; Atea, A.K.M. Experimental Investigation on Using Cement Kiln Dust (CKD) as a Cement Replacement Material in Producing Modified Cement Mortar. Constr. Build. Mater. 2014, 55, 5–12. [Google Scholar] [CrossRef]
- Rodríguez Viacava, I.; Aguado De Cea, A.; Rodríguez De Sensale, G. Self-Compacting Concrete of Medium Characteristic Strength. Constr. Build. Mater. 2012, 30, 776–782. [Google Scholar] [CrossRef]
- Ashteyat, A.M.; Haddad, R.H.; Obaidat, Y.T. Case Study on Production of Self Compacting Concrete Using White Cement by Pass Dust. Case Stud. Constr. Mater. 2018, 9, e00190. [Google Scholar] [CrossRef]
- Kounadis, A.; Tsivolas, K.; Badogiannis, E. Effect of By-Pass Filter Dust on Durability of Self-Compacting Concrete. Mater. Proc. 2023, 15, 26. [Google Scholar] [CrossRef]
- BS EN 12620:2013; Aggregates for Concrete. British Standards Institution: London, UK, 2013.
- BS EN 197-1:2011; Cement. Composition, Specifications and Conformity Criteria for Common Cements. British Standards Institution: London, UK, 2011.
- BS ΕΝ 934-2:2009; Admixtures for Concrete, Mortar and Grout—Concrete Admixtures. Definitions, Requirements, Conformity, Marking and Labelling. British Standards Institution: London, UK, 2009.
- Kounadis, A.; Badogiannis, E.G.; Retsa, N.; Angelopoulos, P.M.; Marinos, I. Hydration Heat, Rheology and Strength of Self-Compacting Sustainable Mortars Containing Alternative Filler Materials. J. Mater. Civ. Eng. 2022, 34, 1–10. [Google Scholar] [CrossRef]
- ASTM B923-02:2002; Standard Test Method for Metal Powder Skeletal Density by Helium or Nitrogen Pycnometry. ASTM International: West Conshohocken, PA, USA, 2002. Available online: www.astm.org (accessed on 1 January 2023).
- BS ISO 13320:2009; Particle size analysis. Laser diffraction methods (British Standard). British Standards Institution: London, UK, 2009.
- BS EN 12350-8:2010; Testing Fresh Concrete—Part 8: Slump-Flow Test. British Standards Institution: London, UK, 2010.
- BS EN 12350-9:2010; Testing Fresh Concrete—Part 9: V-Funnel Test. British Standards Institution: London, UK, 2010.
- BS EN 12350-11:2010; Testing Fresh Concrete—Part 11: Sieve Segregation Test. British Standards Institution: London, UK, 2010.
- BS EN 12350-10:2010; Testing Fresh Concrete—Part 10: L Box Test. British Standards Institution: London, UK, 2010.
- UNI 11044:2003; Testing Fresh Self Compacting Concrete—Determination of Confined Flowability in U-Shape Box. Ente Nazionale Italiano di Unificazione (UNI): Milan, Italy, 2003.
- BS EN 12350-6:2009; Testing Fresh Concrete—Part 6: Density. British Standards Institution: London, UK, 2009.
- BS EN 12350-7:2009; Testing Fresh Concrete—Part 7: Air Content—Pressure Methods. British Standards Institution: London, UK, 2009.
- BS EN 12390-3:2009; Testing Hardened Concrete—Part 3: Compressive Strength of Test Specimens. British Standards Institution: London, UK, 2009.
- BS EN 12390-6:2010; Testing Hardened Concrete—Part 6: Tensile Splitting Strength of Test Specimens. British Standards Institution: London, UK, 2010.
- ASTM C469/C469M-14e1; Standard Test Method for Static Modulus of Elasticity and Poisson’s Ratio of Concrete in Compression. ASTM International: West Conshohocken, PA, USA, 2014. Available online: www.astm.org (accessed on 1 January 2023).
- Illinois Test Procedure SCC-6. Standard Test Method for Static Segregation of Hardened Self-Consolidating Concrete Cylinders; Illinois Department of Transportation: Illinois, USA, 2007.
- BS EN 12390-16:2019; Testing Hardened Concrete—Part 16: Determination of the Shrinkage of Concrete. British Standards Institution: London, UK, 2019.
- BS EN 12390-5:2009; Testing Hardened Concrete—Part 5: Flexural Strength of Test Specimens. British Standards Institution: London, UK, 2009.
- Tzouvalas, G.; Dermatas, N.; Tsimas, S. Alternative Calcium Sulfate-Bearing Materials as Cement Retarders: Part I. Anhydrite. Cem. Concr. Res. 2004, 34, 2113–2118. [Google Scholar] [CrossRef]
- Shoaib, M.M.; Balaha, M.M.; Abdel-Rahman, A.G. Influence of Cement Kiln Dust Substitution on the Mechanical Properties of Concrete. Cem. Concr. Res. 2000, 30, 371–377. [Google Scholar] [CrossRef]
- Elgalhud, A.A.; Dhir, R.K.; Ghataora, G. Limestone Addition Effects on Concrete Porosity. Cem. Concr. Compos. 2016, 72, 222–234. [Google Scholar] [CrossRef]
- Siddique, R.; Gupta, N. Limestone Dust. In Sustainable Concrete Made with Ashes and Dust from Different Sources; Elsevier: Amsterdam, The Netherlands, 2021. [Google Scholar] [CrossRef]
- Lea, F.M. The Chemistry of Cement and Concrete; Edward Arnold Ltd.: London, UK, 1970; p. 1092. [Google Scholar]
- Singh, N.B.; Bhattacharjee, K.N.; Shukla, A.K. Effect of Alkali Bypass Dust on the Hydration of Granulated Blast Furnace Slag Blended Cement. Cem. Concr. Res. 1995, 25, 883–892. [Google Scholar] [CrossRef]
- Fantous, T.; Yahia, A. Effect of HRWR-VMA-AEA Combinations and Shear on Air-Void Characteristics in Self-Consolidating Concrete. Constr. Build. Mater. 2020, 253, 119192. [Google Scholar] [CrossRef]
- Craeye, B.; Van Itterbeeck, P.; Desnerck, P.; Boel, V.; De Schutter, G. Modulus of Elasticity and Tensile Strength of Self-Compacting Concrete: Survey of Experimental Data and Structural Design Codes. Cem. Concr. Compos. 2014, 54, 53–61. [Google Scholar] [CrossRef]
- Mehta, P.K.; Monteiro, P.J.M. Concrete: Microstructure, Properties, and Materials, 4th ed.; McGraw-Hill Education: New York, NY, USA, 2014. [Google Scholar]
- ACI 224R-01; Control of Cracking in Concrete Structures. American Concrete Institute: Farmington Hills, Michigan, USA, 2001.
- Tang, S.; Huang, D.; He, Z. A Review of Autogenous Shrinkage Models of Concrete. J. Build. Eng. 2021, 44, 103412. [Google Scholar] [CrossRef]
- Alrifai, A.; Aggoun, S.; Kadri, A.; Kenai, S.; Kadri, E. Paste and Mortar Studies on the Influence of Mix Design Parameters on Autogenous Shrinkage of Self-Compacting Concrete. Constr. Build. Mater. 2013, 47, 969–976. [Google Scholar] [CrossRef]
- Abdalhmid, J.M.; Ashour, A.F.; Sheehan, T. Long-Term Drying Shrinkage of Self-Compacting Concrete: Experimental and Analytical Investigations. Constr. Build. Mater. 2019, 202, 825–837. [Google Scholar] [CrossRef]
- Choudhary, R.; Gupta, R.; Alomayri, T.; Jain, A.; Nagar, R. Permeation, Corrosion, and Drying Shrinkage Assessment of Self-Compacting High Strength Concrete Comprising Waste Marble Slurry and Fly Ash, with Silica Fume. Structures 2021, 33, 971–985. [Google Scholar] [CrossRef]
- Valcuende, M.; Marco, E.; Parra, C.; Serna, P. Influence of Limestone Filler and Viscosity-Modifying Admixture on the Shrinkage of Self-Compacting Concrete. Cem. Concr. Res. 2012, 42, 583–592. [Google Scholar] [CrossRef]
- Mao, Y.; Liu, J.; Shi, C. Autogenous Shrinkage and Drying Shrinkage of Recycled Aggregate Concrete: A Review. J. Clean. Prod. 2021, 295, 126435. [Google Scholar] [CrossRef]
- Sardinha, M.; de Brito, J.; Rodrigues, R. Durability Properties of Structural Concrete Containing Very Fine Aggregates of Marble Sludge. Constr. Build. Mater. 2016, 119, 45–52. [Google Scholar] [CrossRef]
- Piasta, W.; Sikora, H. Effect of Air Entrainment on Shrinkage of Blended Cements Concretes. Constr. Build. Mater. 2015, 99, 298–307. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property and Size Characteristics | Cement | MP | CKD | BPD |
|---|---|---|---|---|
| Specific Gravity (kg/m3) | 3150 | 2700 | 2700 | 2800 |
| Specific Surface Area (cm2/g) | 3470 | 12,700 | 25,000 | 5000 |
| d10 (μm) | 4.74 | 1.44 | 1.13 | 12.95 |
| d50 (μm) | 19.82 | 4.88 | 3.71 | 50.72 |
| d90 (μm) | 57.41 | 12.27 | 14.66 | 115.63 |
| Compound (%) | Cement | MP | CKD | BPD |
|---|---|---|---|---|
| SiO2 | 19.02 | 0.35 | 10.18 | 19.39 |
| Al2O3 | 4.59 | - | 3.64 | 5.13 |
| Fe2O3 | 3.63 | 0.07 | 2.06 | 3.46 |
| CaO | 63.43 | 55.41 | 43.53 | 52.73 |
| MgO | 2.02 | 0.76 | 1.31 | 2.22 |
| MnO | - | 0.01 | - | - |
| SO3 | 3.48 | - | 1.18 | 6.73 |
| K2O | 0.47 | - | 1.71 | 4.84 |
| Na2O | 0.28 | - | 0.37 | 0.46 |
| P2O5 | 0.17 | - | - | - |
| TiO2 | 0.28 | - | - | - |
| Cl | - | - | 0.35 | 2.16 |
| Loss of Ignition (LOI) | 2.62 | 43.4 | 35.65 | 2.88 |
| Mixture | Water | Cement | MP | CKD | BPD | Sand | g1 | g2 | w/c | w/p |
|---|---|---|---|---|---|---|---|---|---|---|
| REF1 | 180 | 300 | 200 | 0 | 0 | 900 | 560 | 240 | 0.60 | 0.36 |
| CKD1 | 180 | 300 | 100 | 100 | 0 | 900 | 560 | 240 | 0.60 | 0.36 |
| BPD1 | 180 | 300 | 100 | 0 | 100 | 900 | 560 | 240 | 0.60 | 0.36 |
| REF2 | 198 | 300 | 250 | 0 | 0 | 900 | 525 | 225 | 0.66 | 0.36 |
| CKD2 | 198 | 300 | 100 | 150 | 0 | 900 | 525 | 225 | 0.66 | 0.36 |
| BPD2 | 198 | 300 | 100 | 0 | 150 | 900 | 525 | 225 | 0.66 | 0.36 |
| SP/ Cement | VMA/ Cement | Unit Weight | Air Content | Slump Flow | T500 | V-Funnel | U-Box | L-Box | Sieve Segregation | |
|---|---|---|---|---|---|---|---|---|---|---|
| Mixture | (%) | (%) | (kg/m3) | (%) | (mm) | (s) | (s) | - | - | (%) |
| REF1 | 1.7 | - | 2411 | 2.2 | 705 | 3.35 | 12.7 | 0.84 | 0.86 | 3.8 |
| CKD1 | 2.4 | - | 2365 | 2.5 | 700 | 2.50 | 22.8 | 0.79 | 0.87 | 1.3 |
| BPD1 | 3.1 | 0.3 | 2403 | 1.8 | 690 | 5.60 | 28.5 | 0.77 | 0.50 | 1.5 |
| REF2 | 1.5 | - | 2256 | 2.9 | 690 | 1.59 | 5.1 | 0.93 | 0.88 | 7.5 |
| CKD2 | 2.3 | - | 2264 | 3.3 | 695 | 1.07 | 3.6 | 0.89 | 0.90 | 8.0 |
| BPD2 | 2.7 | - | 2358 | 1.5 | 700 | 2.82 | 15.3 | 0.78 | 0.71 | 2.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kounadis, A.; Badogiannis, E.; Sideris, K.; Antiohos, S.; Marinos, I. Rheology, Mechanical Properties and Shrinkage of Self-Compacting Concrete Containing Cement Kiln and By-Pass Filter Dust. Sustainability 2024, 16, 320. https://doi.org/10.3390/su16010320
Kounadis A, Badogiannis E, Sideris K, Antiohos S, Marinos I. Rheology, Mechanical Properties and Shrinkage of Self-Compacting Concrete Containing Cement Kiln and By-Pass Filter Dust. Sustainability. 2024; 16(1):320. https://doi.org/10.3390/su16010320
Chicago/Turabian StyleKounadis, Andreas, Efstratios Badogiannis, Kosmas Sideris, Stelios Antiohos, and Ioannis Marinos. 2024. "Rheology, Mechanical Properties and Shrinkage of Self-Compacting Concrete Containing Cement Kiln and By-Pass Filter Dust" Sustainability 16, no. 1: 320. https://doi.org/10.3390/su16010320