
Fabrication of Novel Polymer Composites from Leather Waste Fibers and Recycled Poly(Ethylene-Vinyl-Acetate) for Value-Added Products


Abstract
:1. Introduction
2. Experimental
2.1. Materials
2.2. Fabrication of Composites
Fabrication of Thermoplastic Elastomer Polymer Composites, including Leather Flakes and Recycled EVA
2.3. Sample Preparation
2.4. Characterizations
2.4.1. pH of Leather-Shavings
2.4.2. Moisture Content of Leather-Shavings
2.4.3. Chromium Trivalent of Leather-Shavings
3. Chemical Properties EVA-Based Composites
4. Physico-Mechanical Characteristics
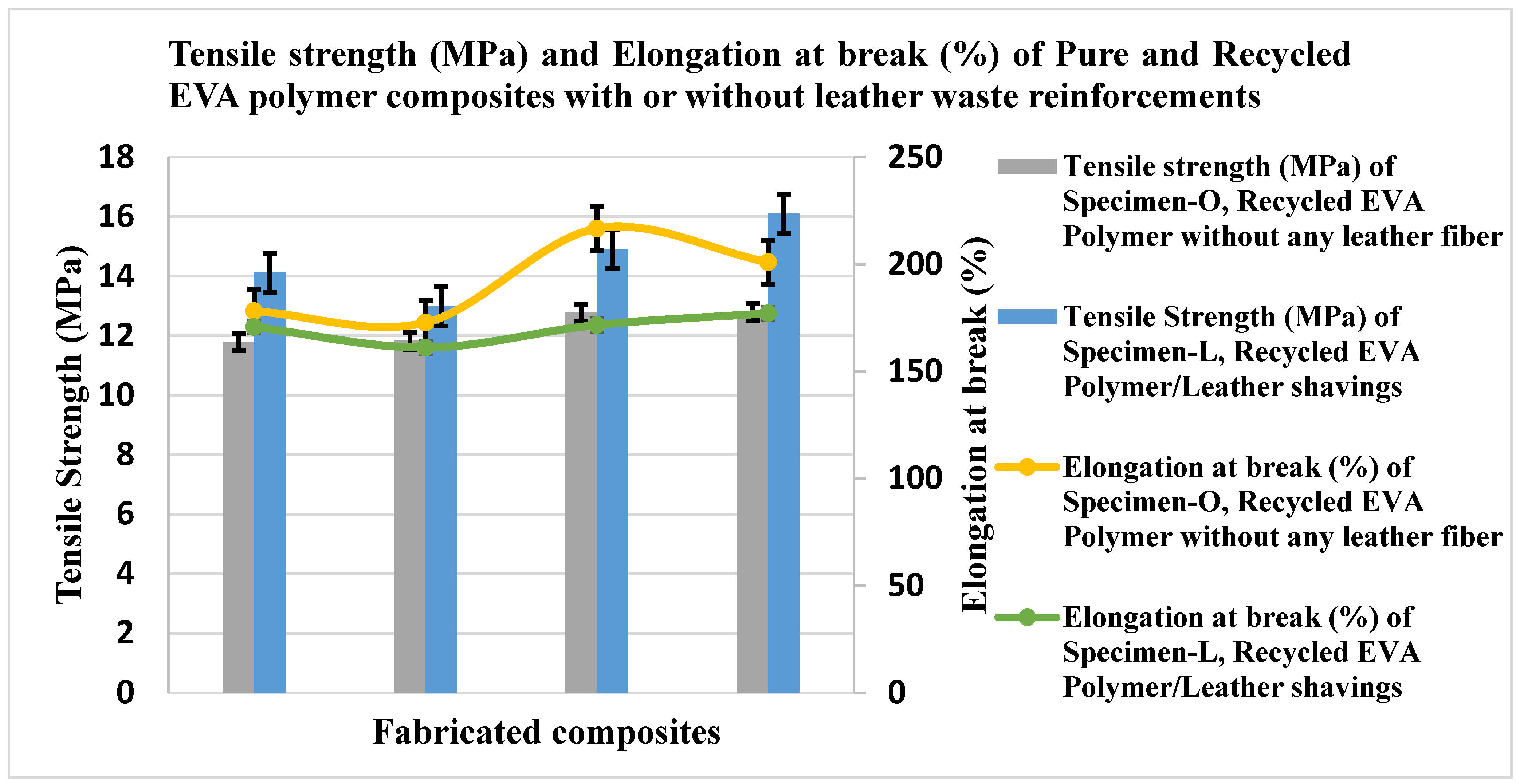
4.1. Tensile Strength
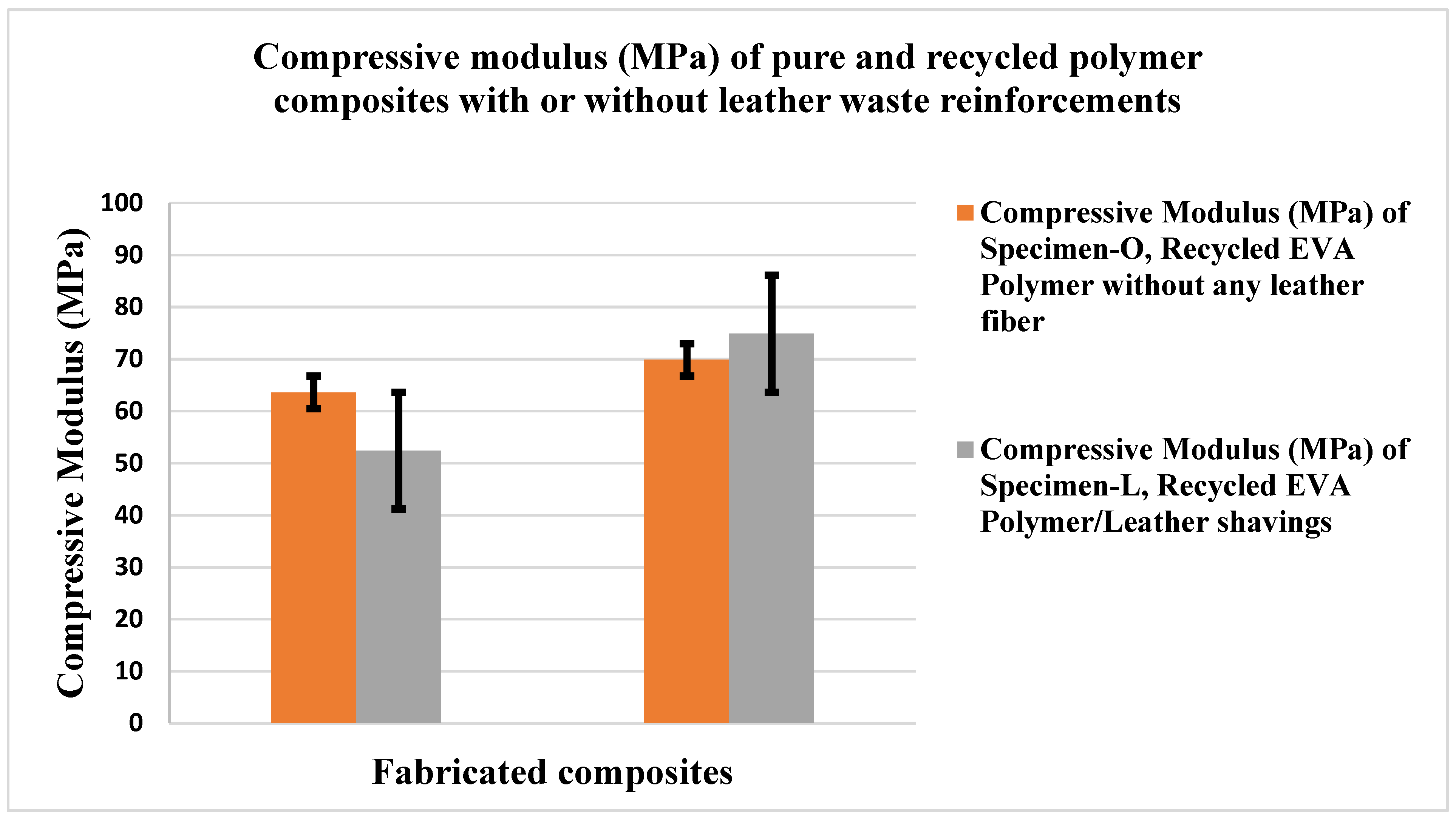
4.2. Compressive Strength
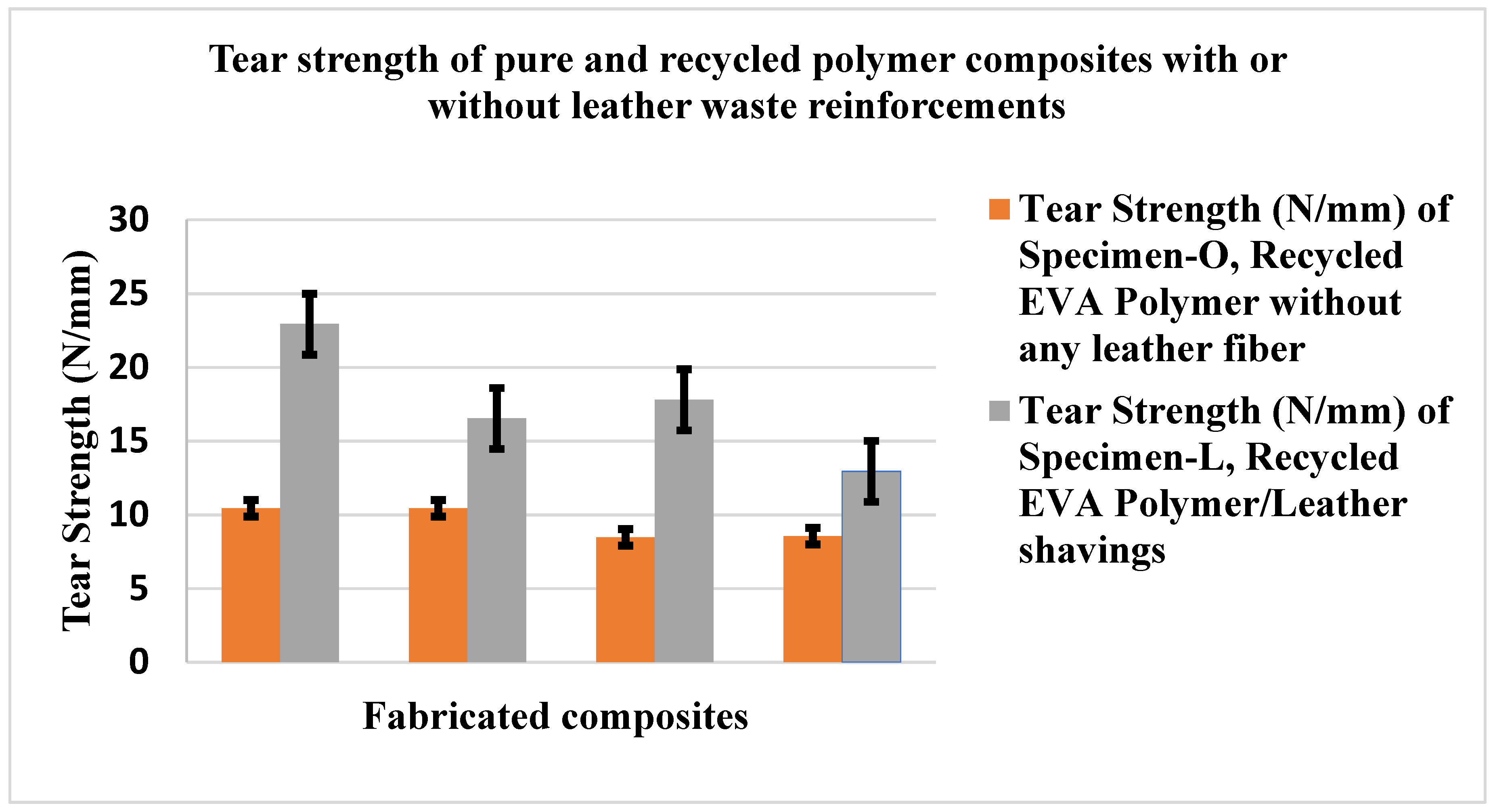
4.3. Tearing Resistance
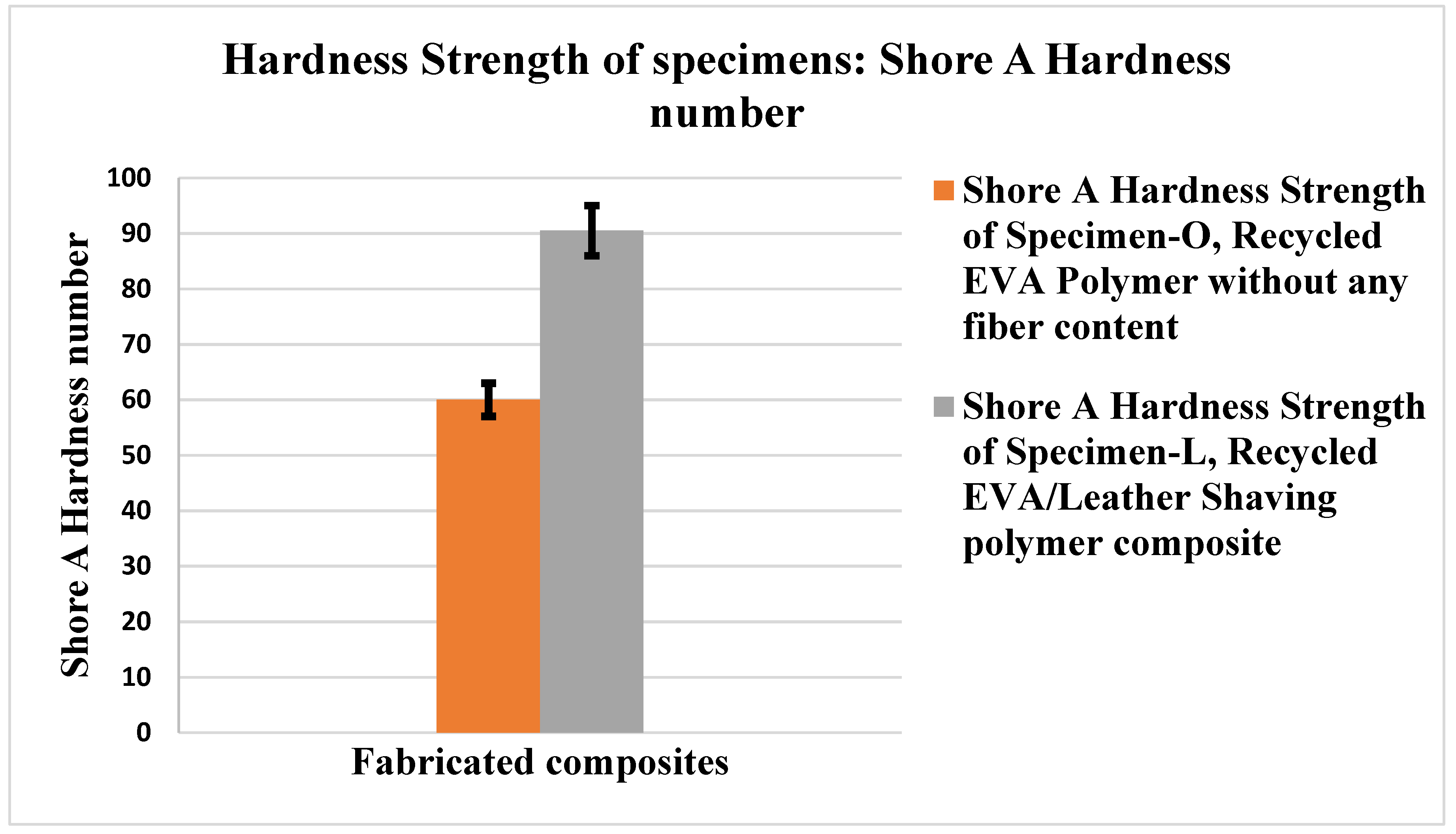
4.4. Hardness
4.5. Density
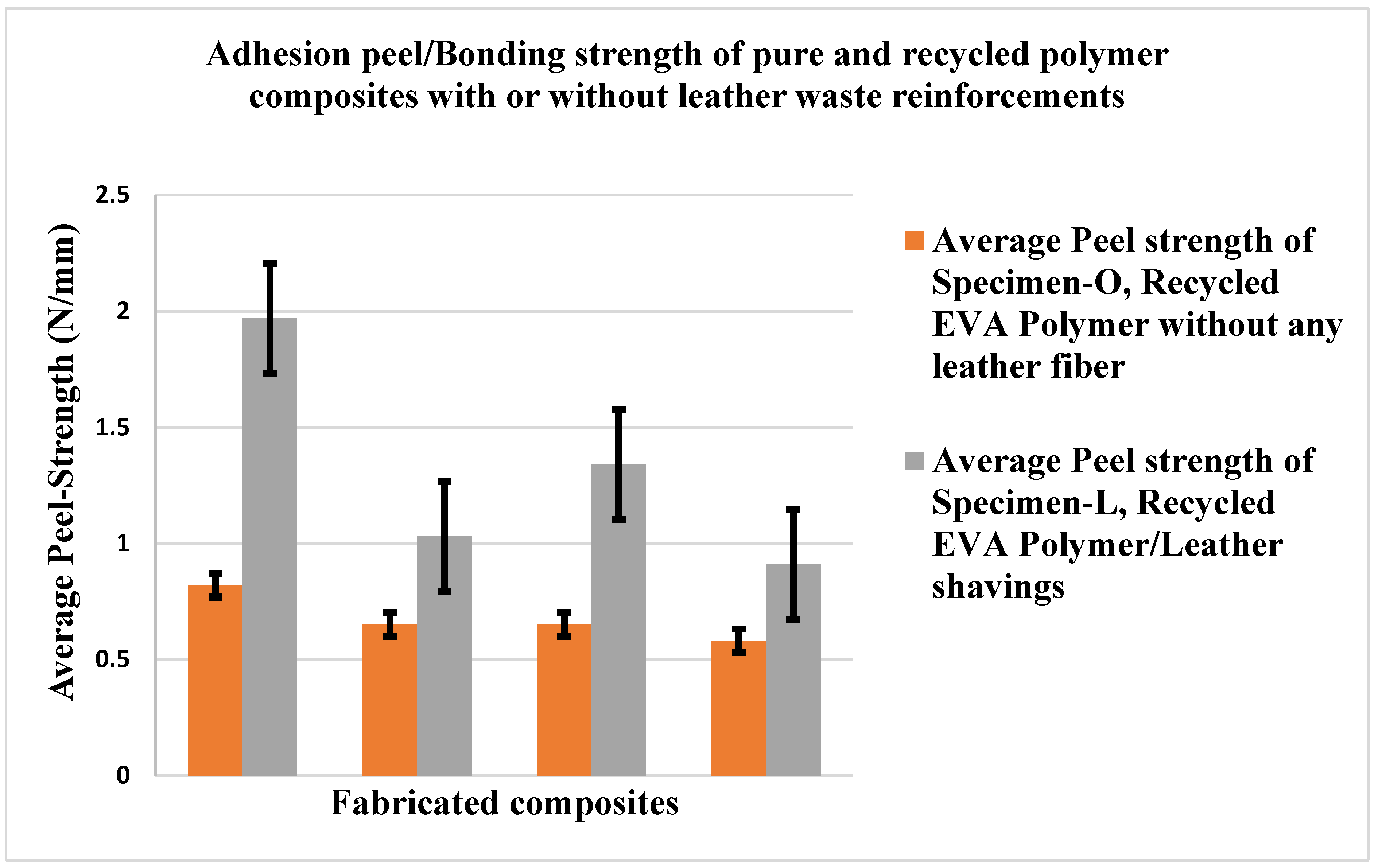
4.6. Adhesion Strength
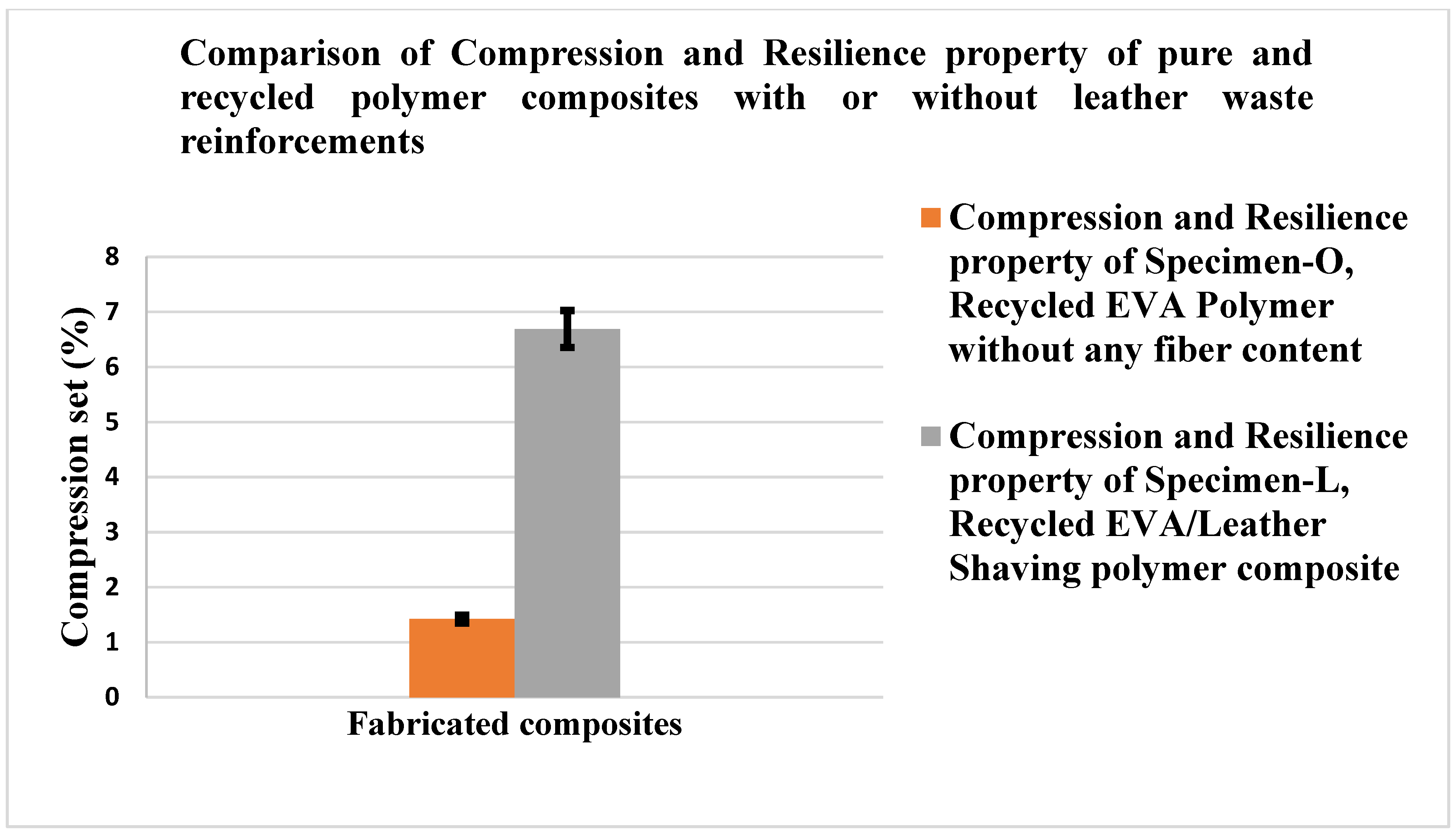
4.7. Compression and Resilience Test (CRT)
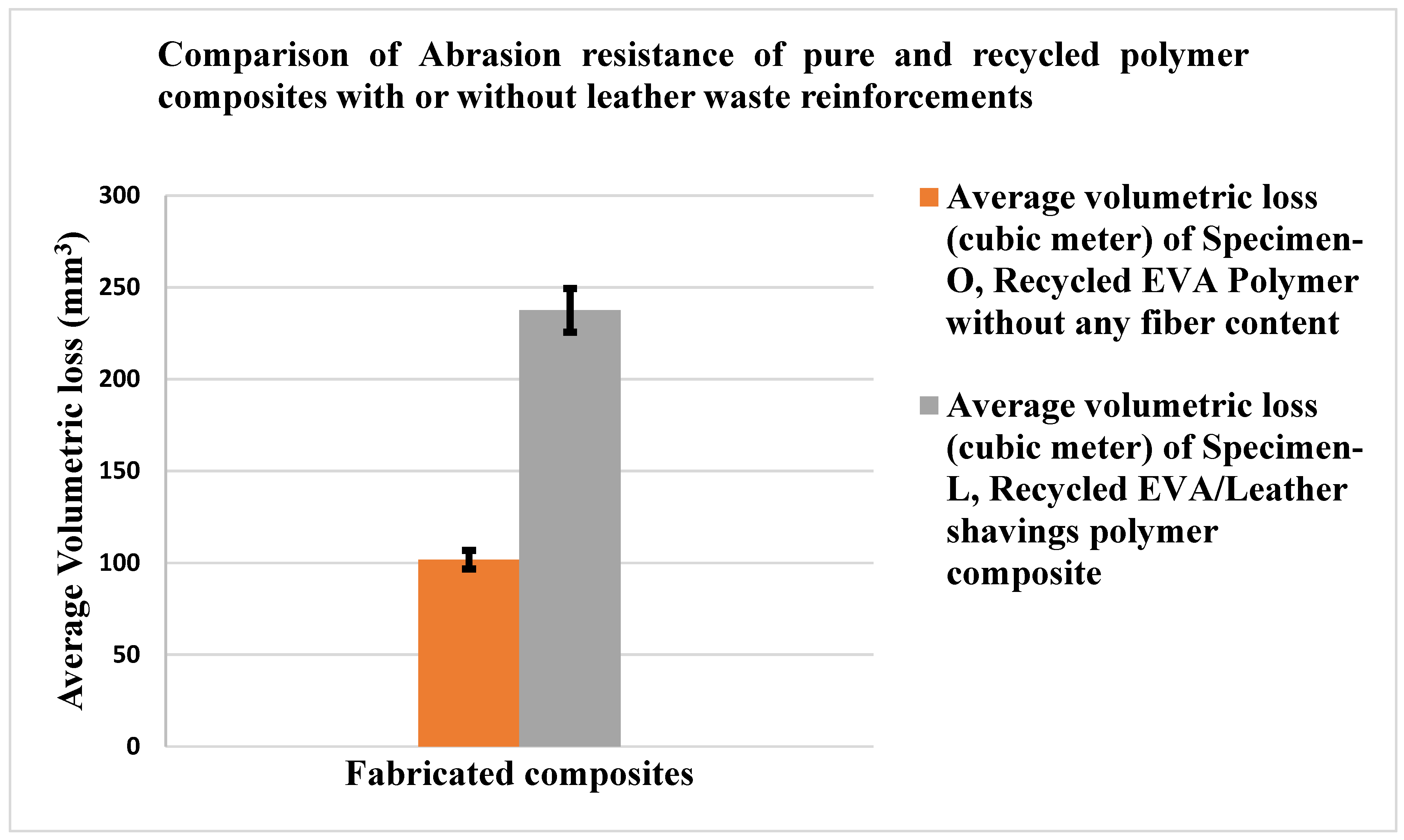
4.8. Abrasion Resistance
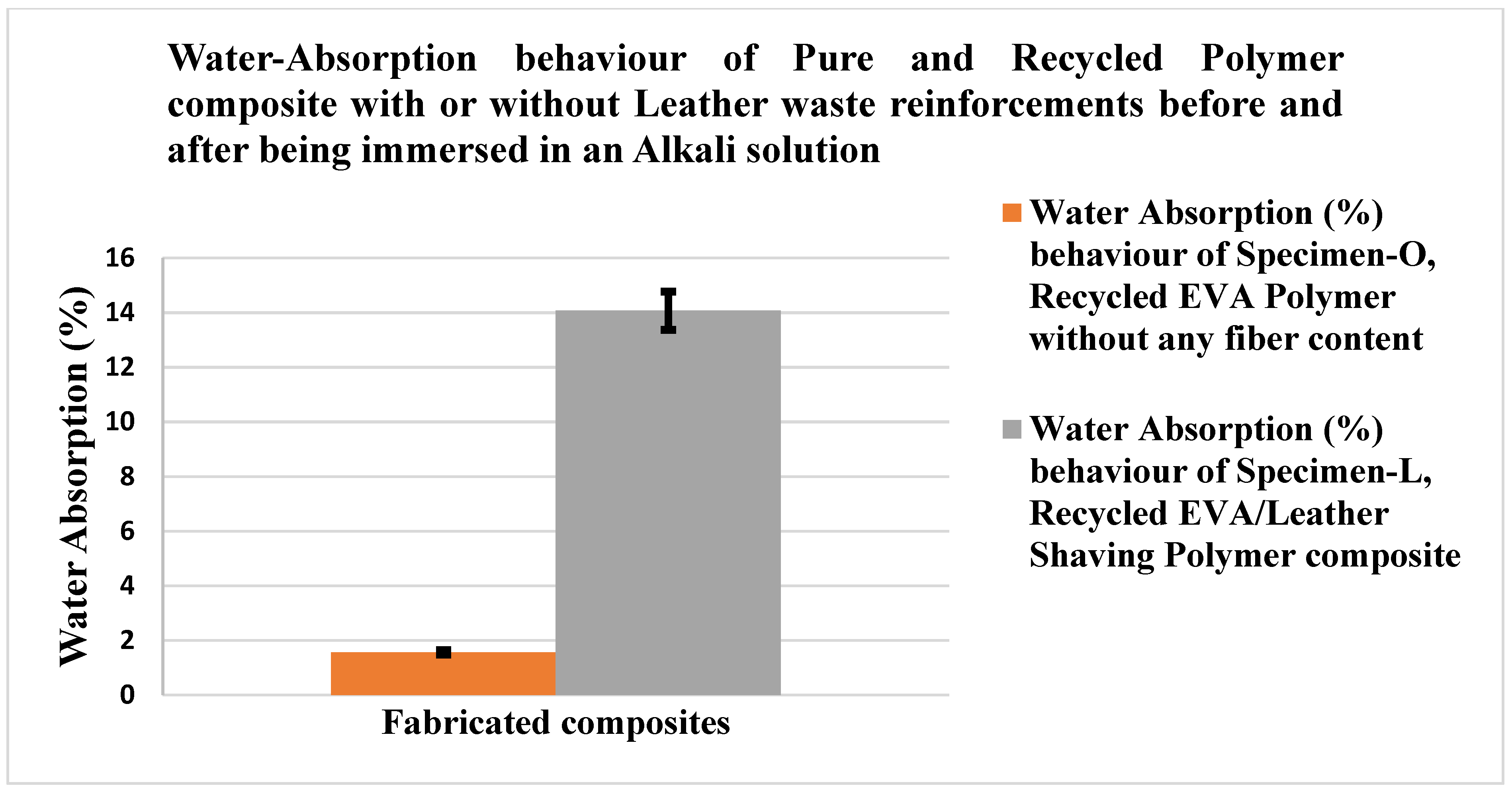
4.9. Water-Absorption Test
5. Thermal Properties
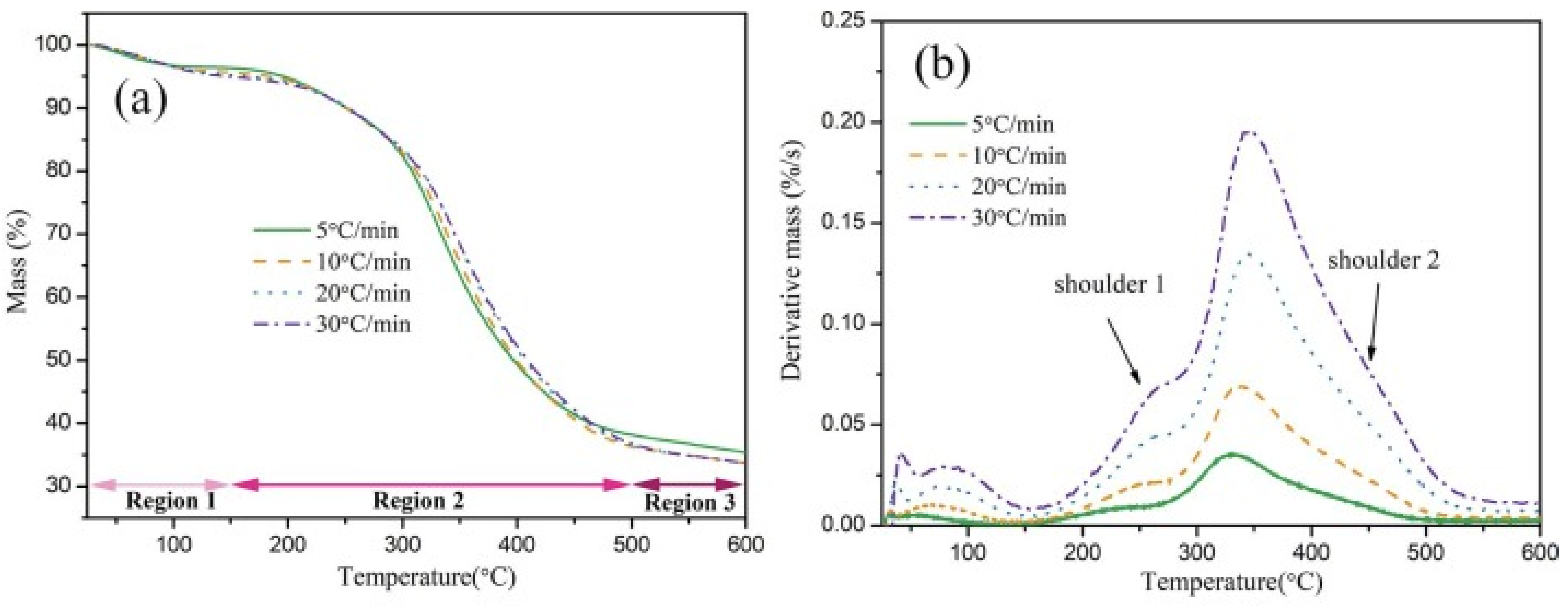
5.1. Thermo-Gravimetric Analysis (TGA)
5.2. Differential Scanning Calorimetry (DSC)
6. Fourier-Transform Infra-Red Spectroscopy (FT-IR)
7. Morphological and Elemental Analysis
8. X-ray Diffraction Analysis
9. Atomic Force Microscopy (AFM) Analysis
10. Results and Discussions
10.1. Moisture Content, Chromium Trivalent and Chemical Composition
10.2. Physicomechanical Characteristics
10.3. Thermal Studies
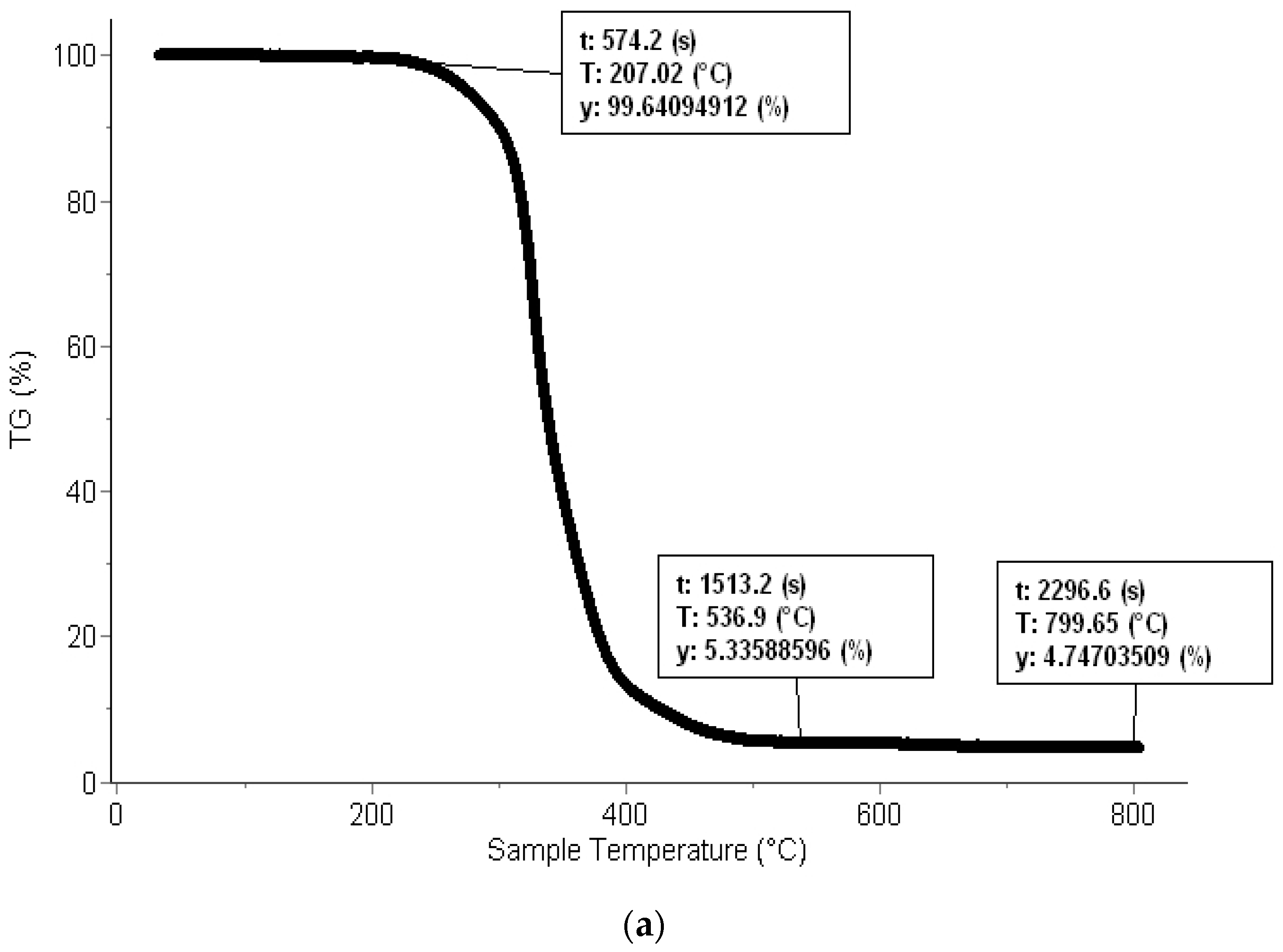
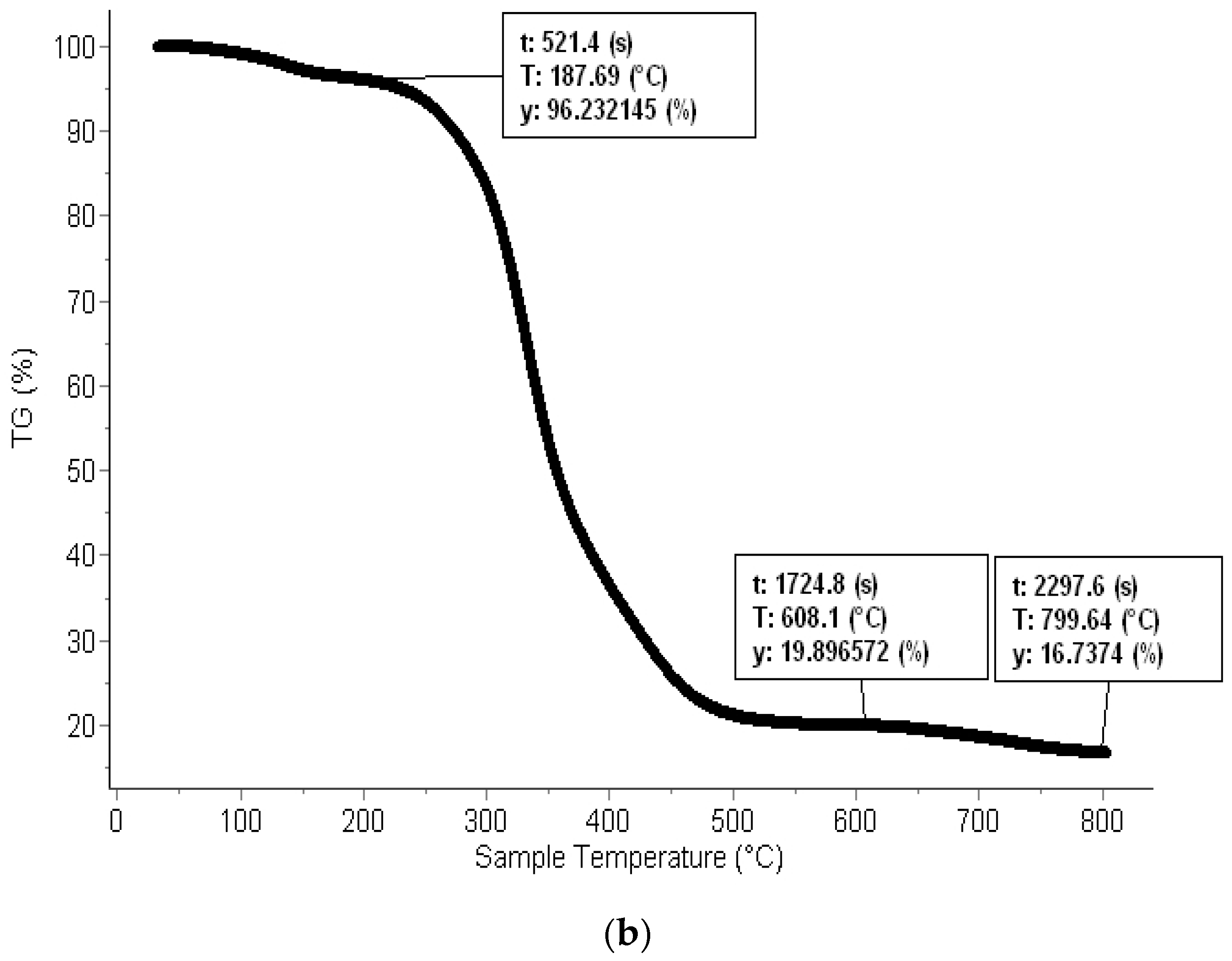
10.3.1. Thermo-Gravimetric Analysis (TGA)
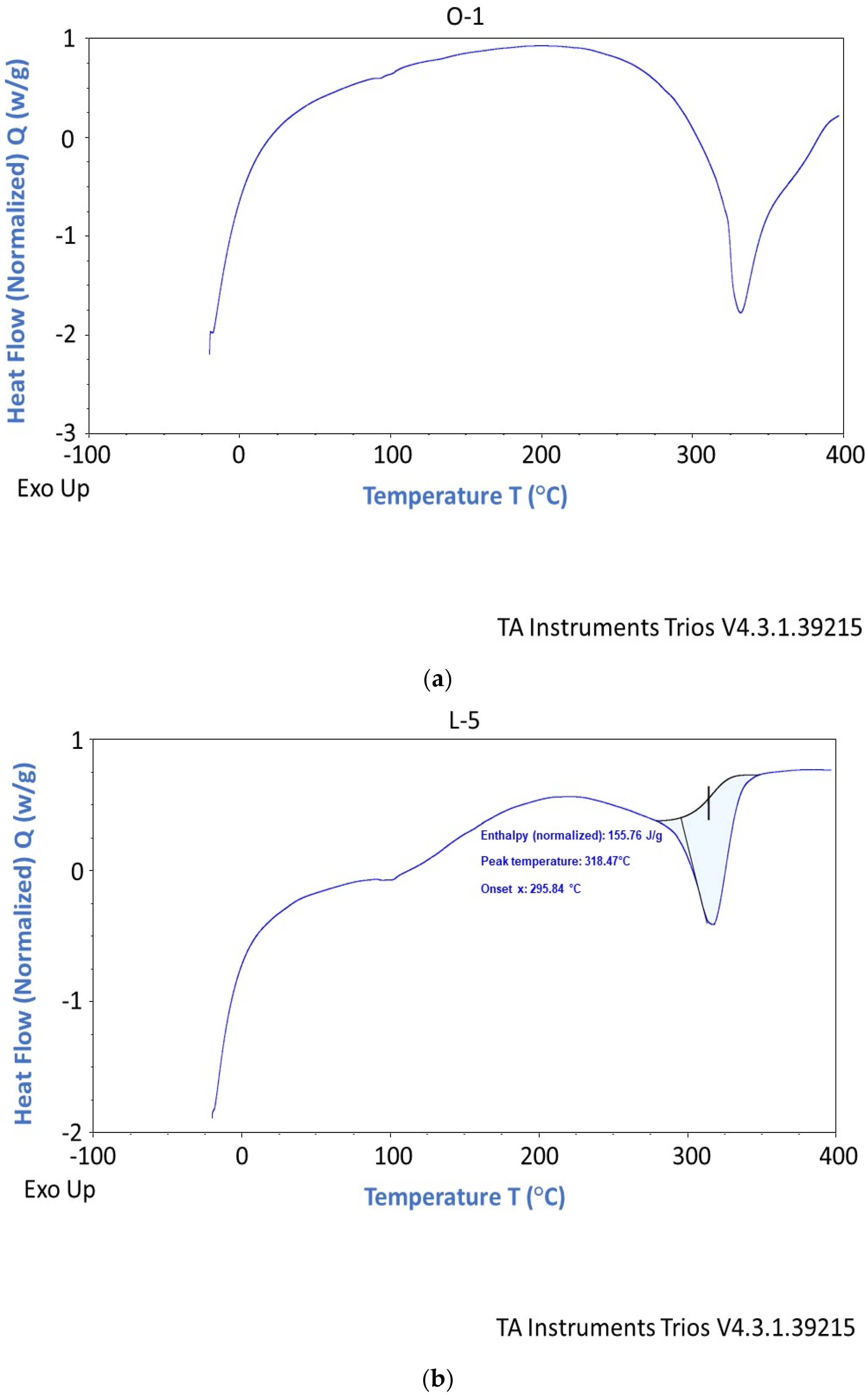
10.3.2. Differential Scanning Calorimetry (DSC)
11. Fourier-Transform Infrared-Spectroscopy (FT-IR)
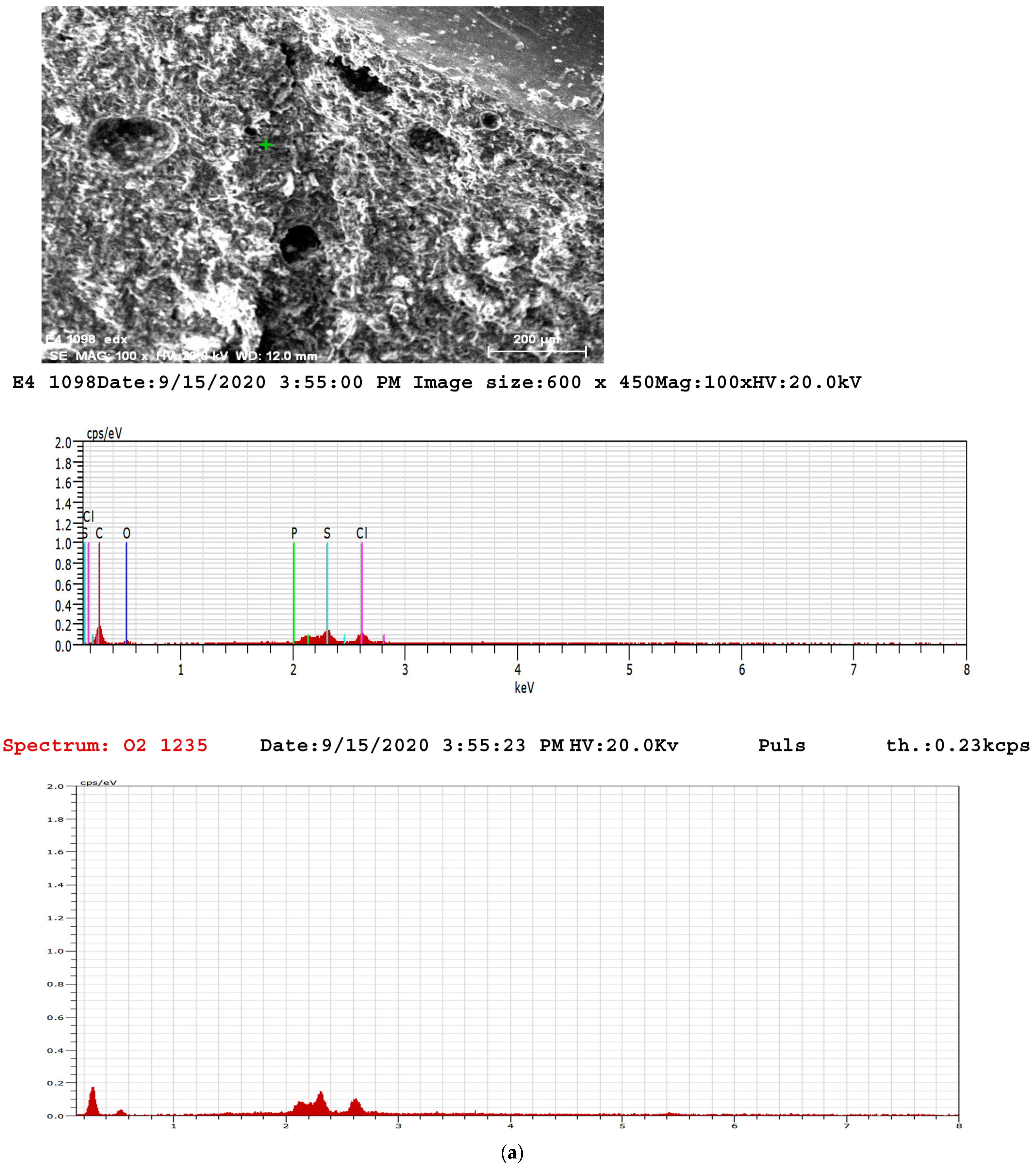
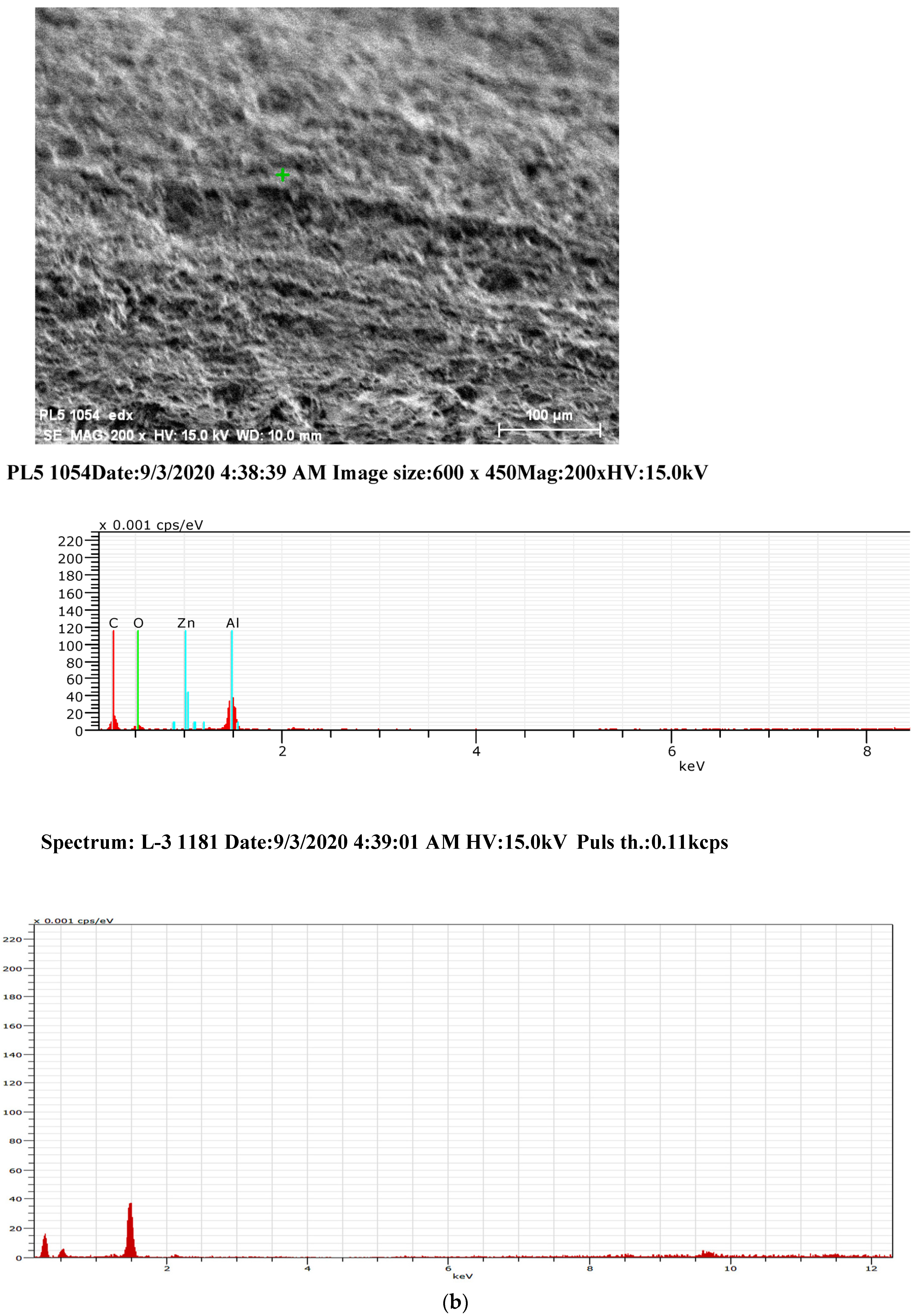
12. Scanning Electron Microscopy with Energy-Dispersive Analysis of X-ray (SEM-EDAX)
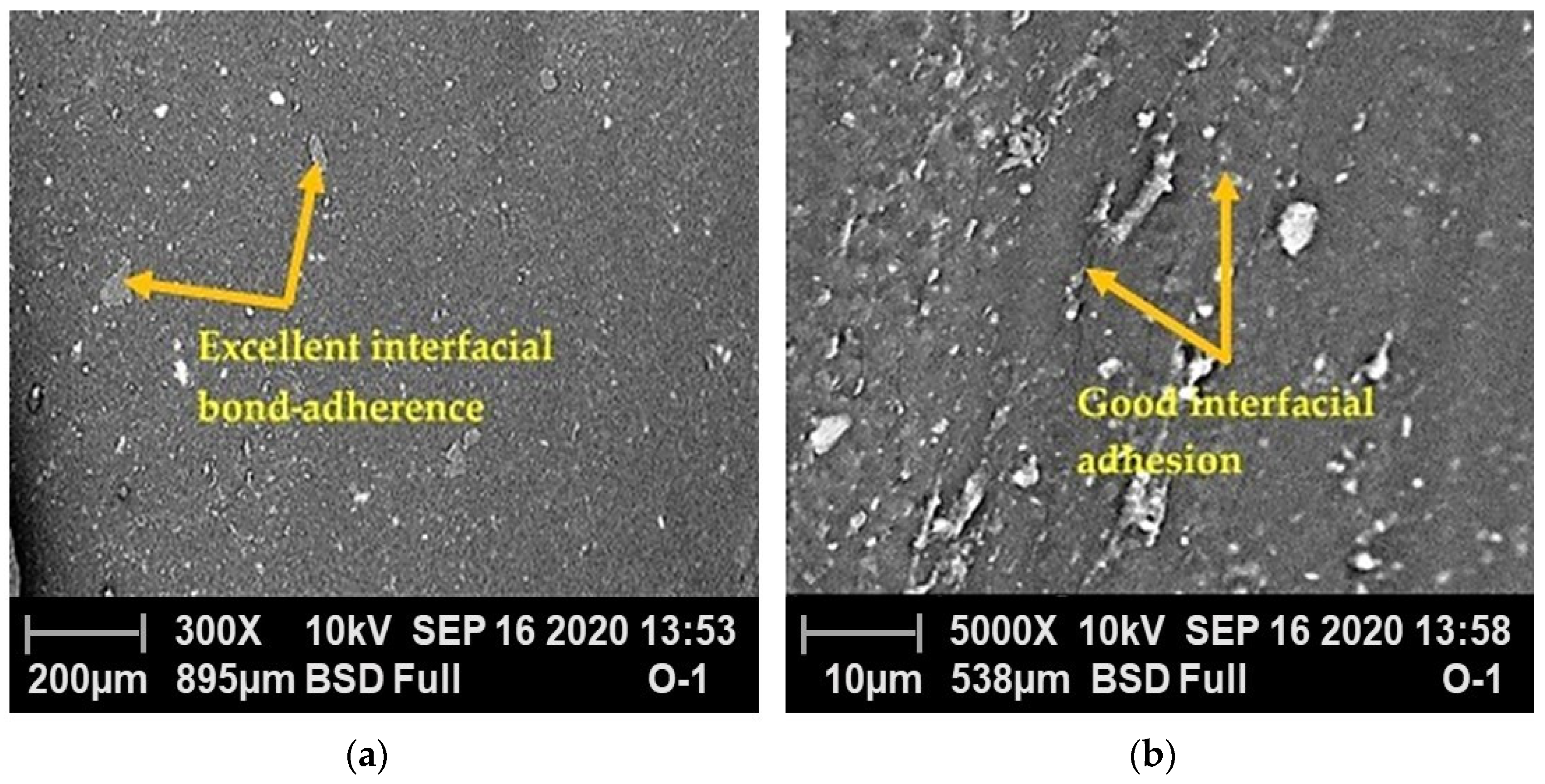
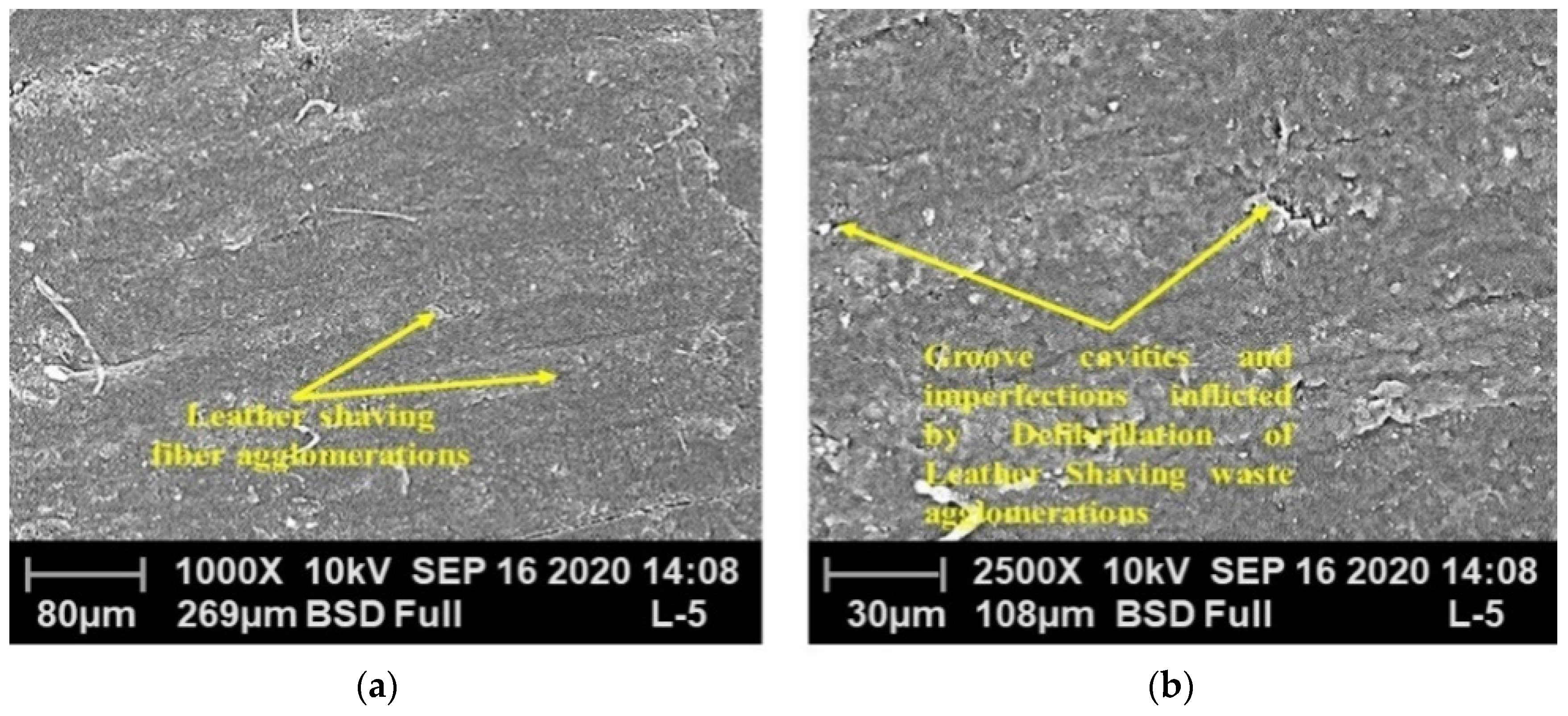
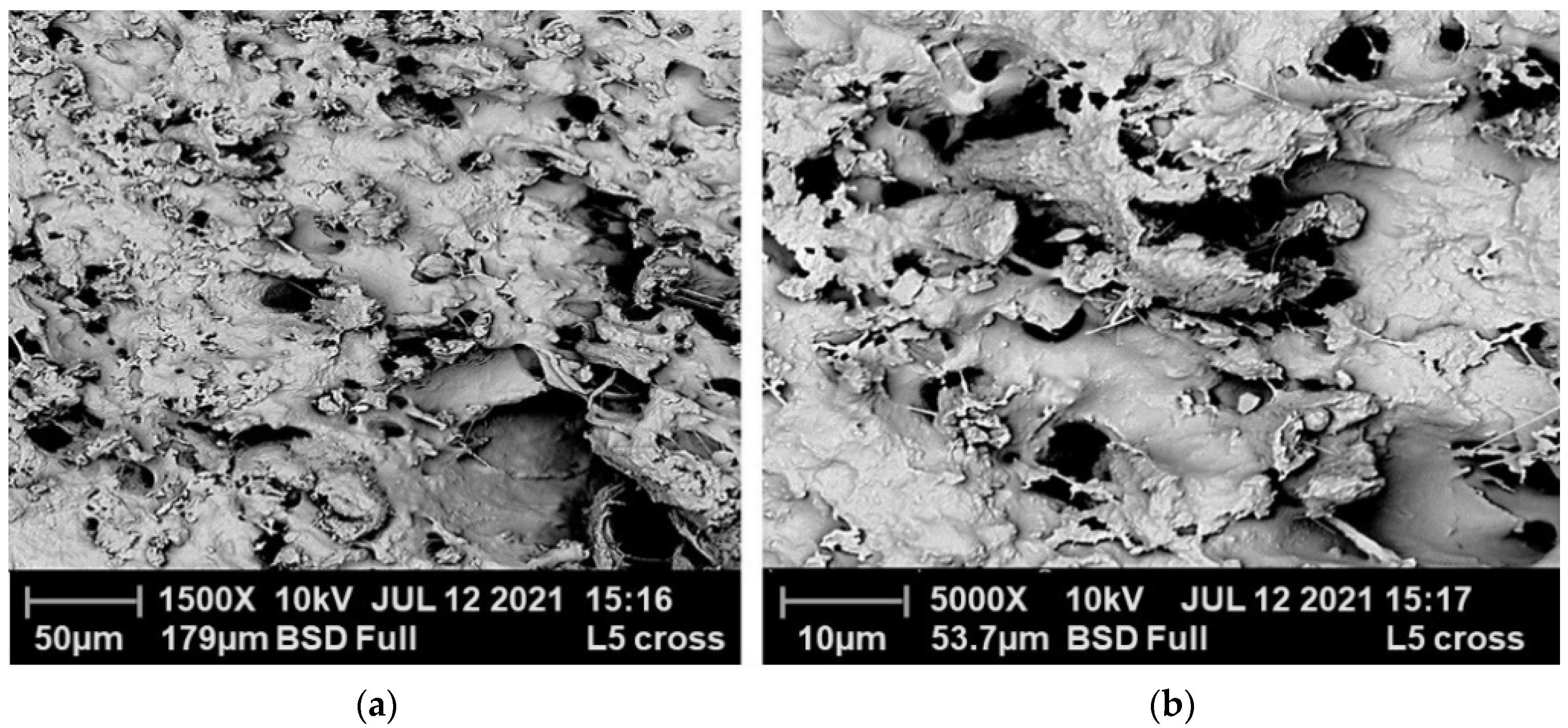
13. SEM Morphological Analysis
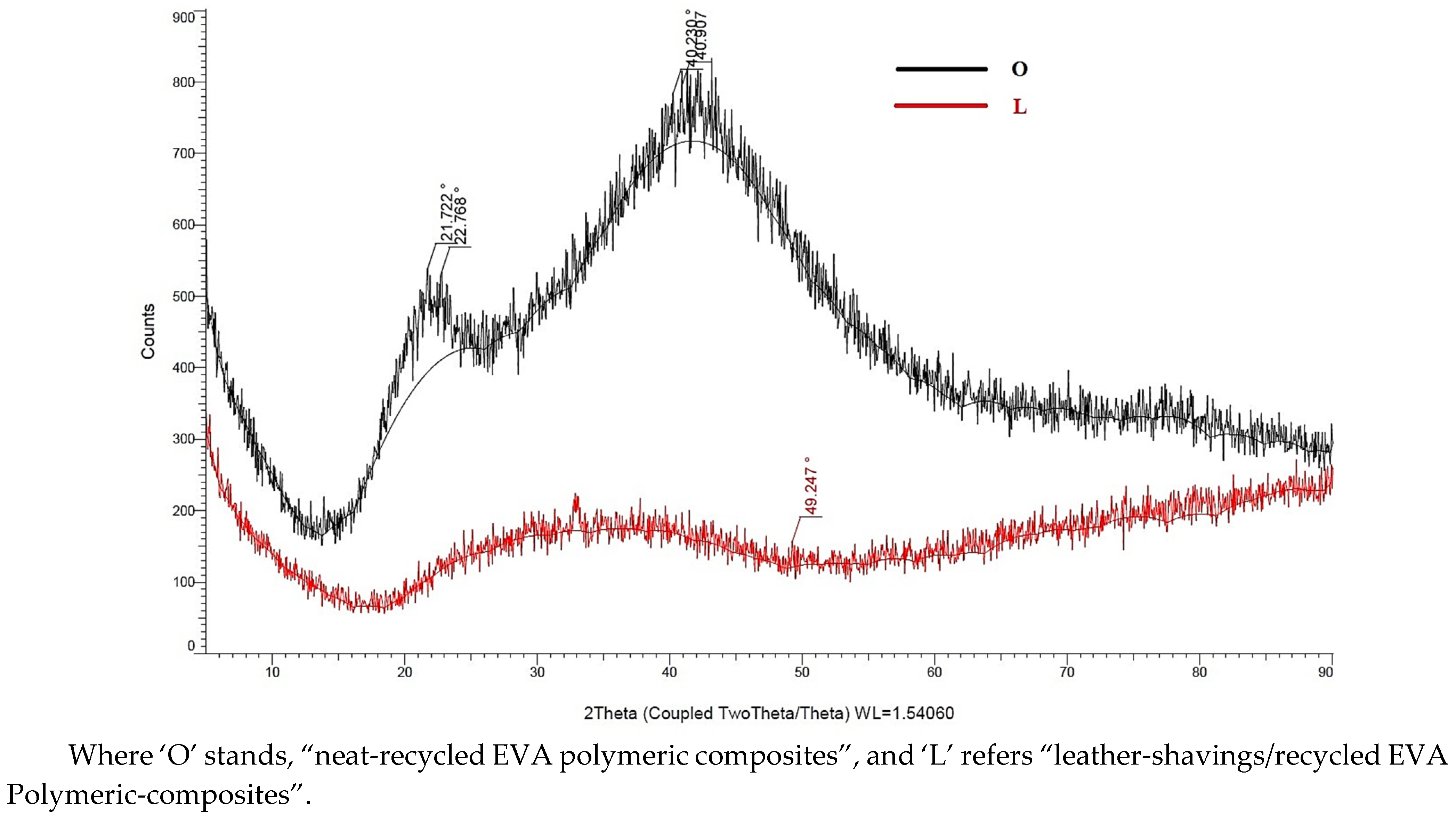
14. X-ray Diffraction Analysis (XRD)
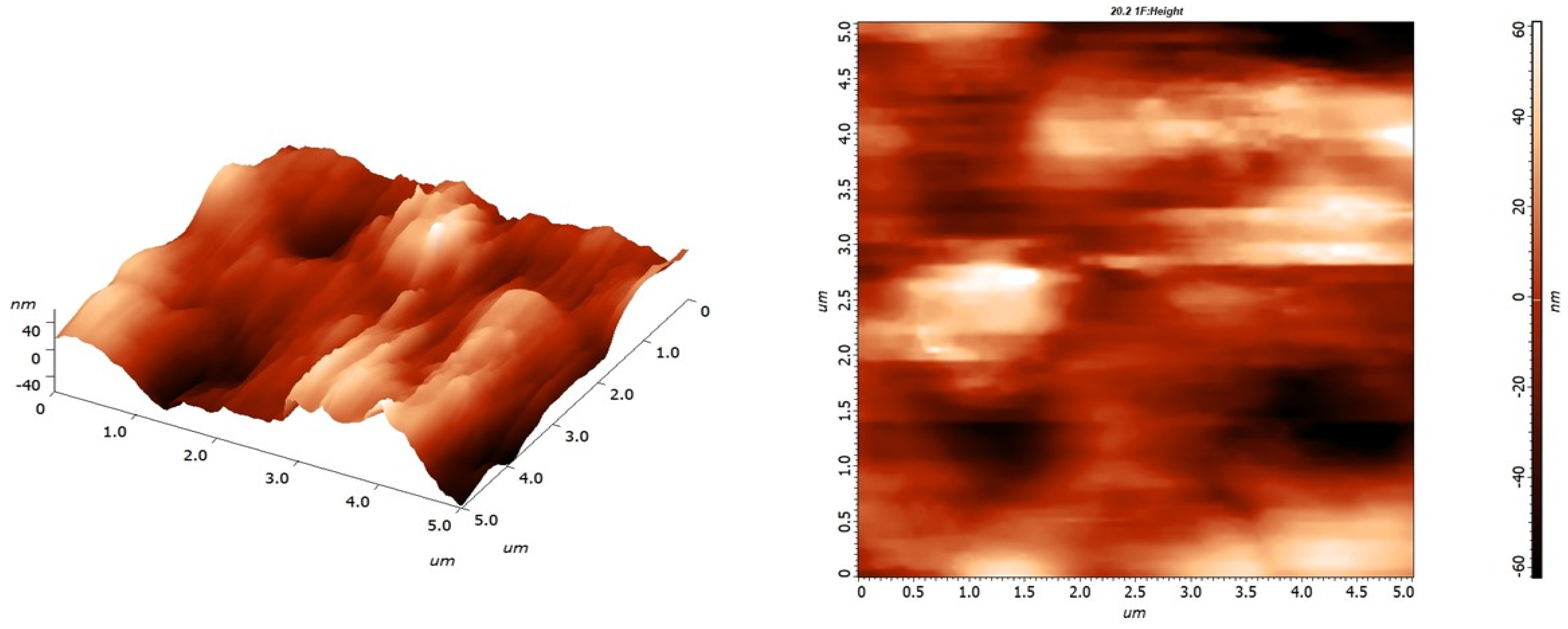
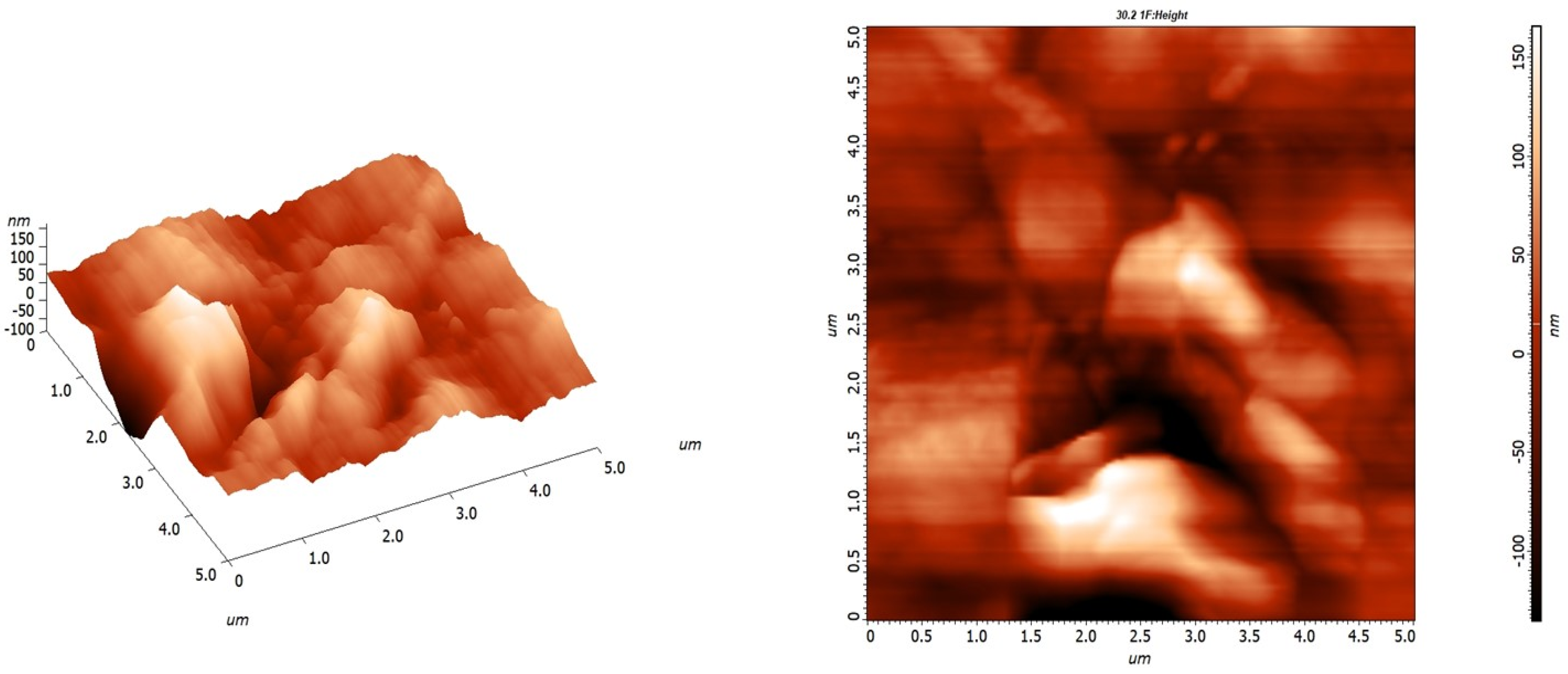
15. Atomic Force Microscopy (AFM) Analysis
16. Applications of the Developed Leather Waste/Recycled EVA Polymer Composites
17. Concluding Remarks
- The physico-mechanical properties of “leather shavings/recycled EVA” composites exhibited to be significantly influenced by the leather-fibrous loading with a composition of 1:1. The tensile strength tends to rise slightly when the proportion of leather shavings in composites has been increased to 1:1. As the volume of leather fibers within the composites has increased, the modulus of elasticity of the composites has significantly improved. Leather shavings were discovered to have a stronger compressional deformation property in the recycled EVA matrix than the ‘neat-recycled EVA’ matrix, which was reported to be higher by about 7.7%. The average peel strength between the polymer and leather (for leather shavings as fiber) in the recycled EVA matrix was determined to be approximately 0.9575 N/mm, according to the results obtained.
- The TGA investigation showed that ‘recycled-EVA’ polymer was thermostable up to 213.47 °C, whereas leather fibers showed no discernible major weight loss nearly comparable to 211 °C. According to the DSC results, the ‘release of moisture’ from the ‘leather shavings’ through an endothermic transition that occurs at about 100 °C is thermostable up to 211 °C and begins to decompose collagen at 332.56 °C for ‘neat-recycled EVA’ samples and 327.23 °C for “leather shavings/recycled EVA” polymer composite samples, respectively.
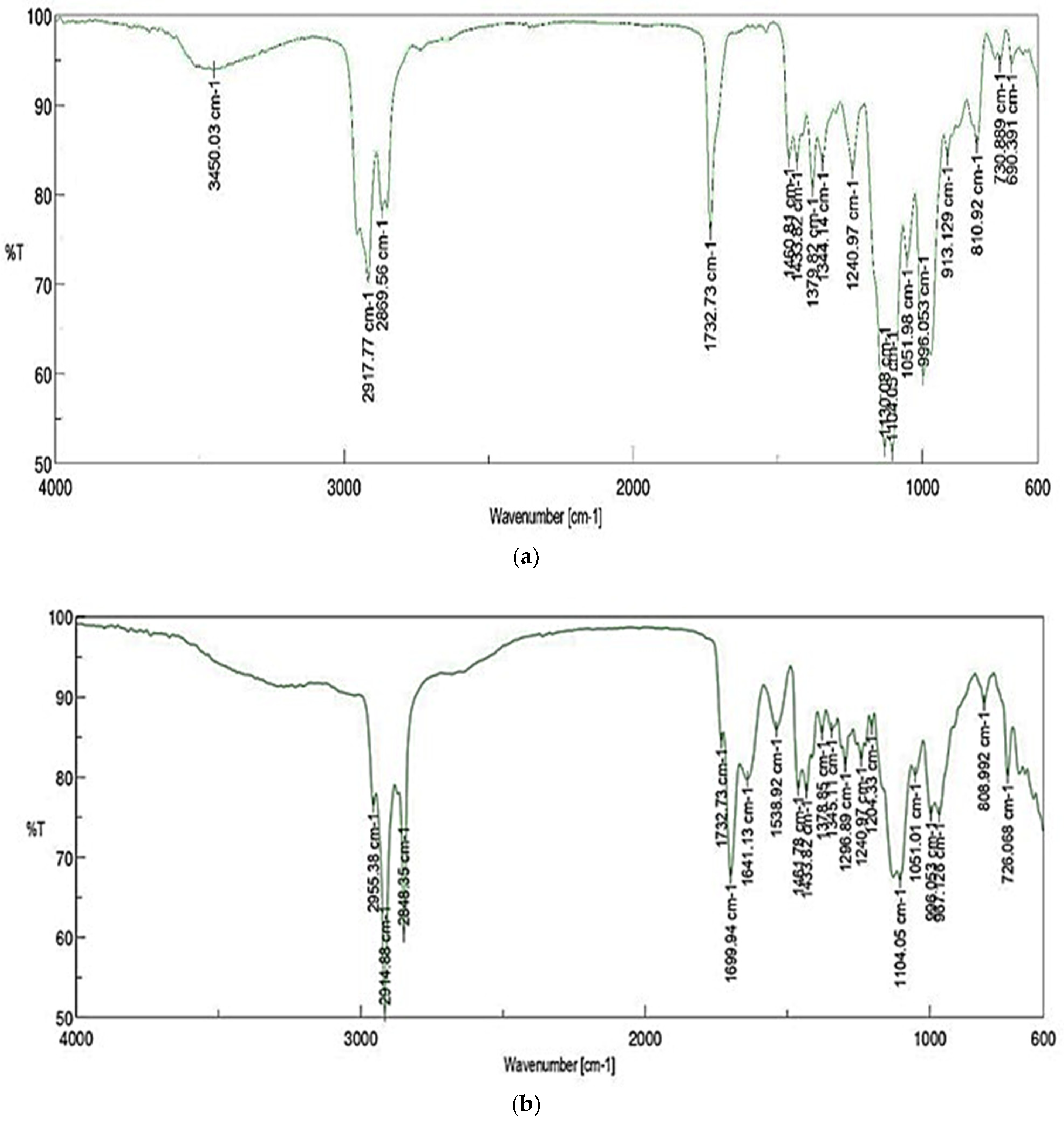
- In reference to the absorbance bands O-H (3100–2914.88 cm−1) that increased in intensity under humid conditions due to hydrogen bonding interactions between the carbonyl group in vinyl acetate and water, the ATR-FTIR spectra have explored surface-interface-layer alterations and abnormalities in recycled EVA co-polymer. While the molecular structure of “leather shavings/recycled EVA” composites can be seen in the ATR-FTIR monograph as the band at 3314.07 cm−1 corresponding to the vinyl alcohol -OH group; 2849.31–2916.81 cm−1 is due to the -CH2, -CH3 groups inside chains and terminal groups; and below 723.175 to 600 cm−1 is due to Cr-O bonds.
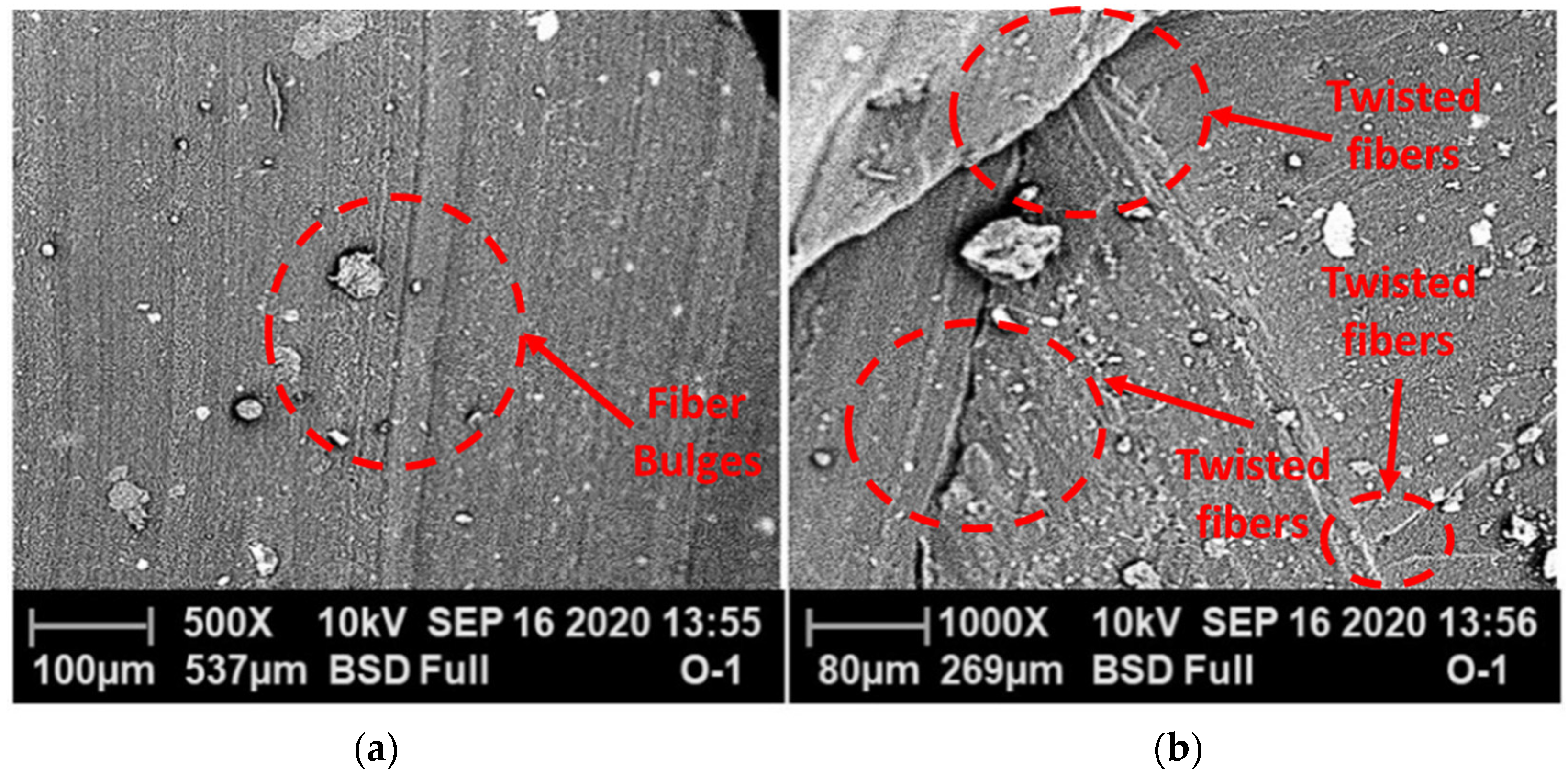
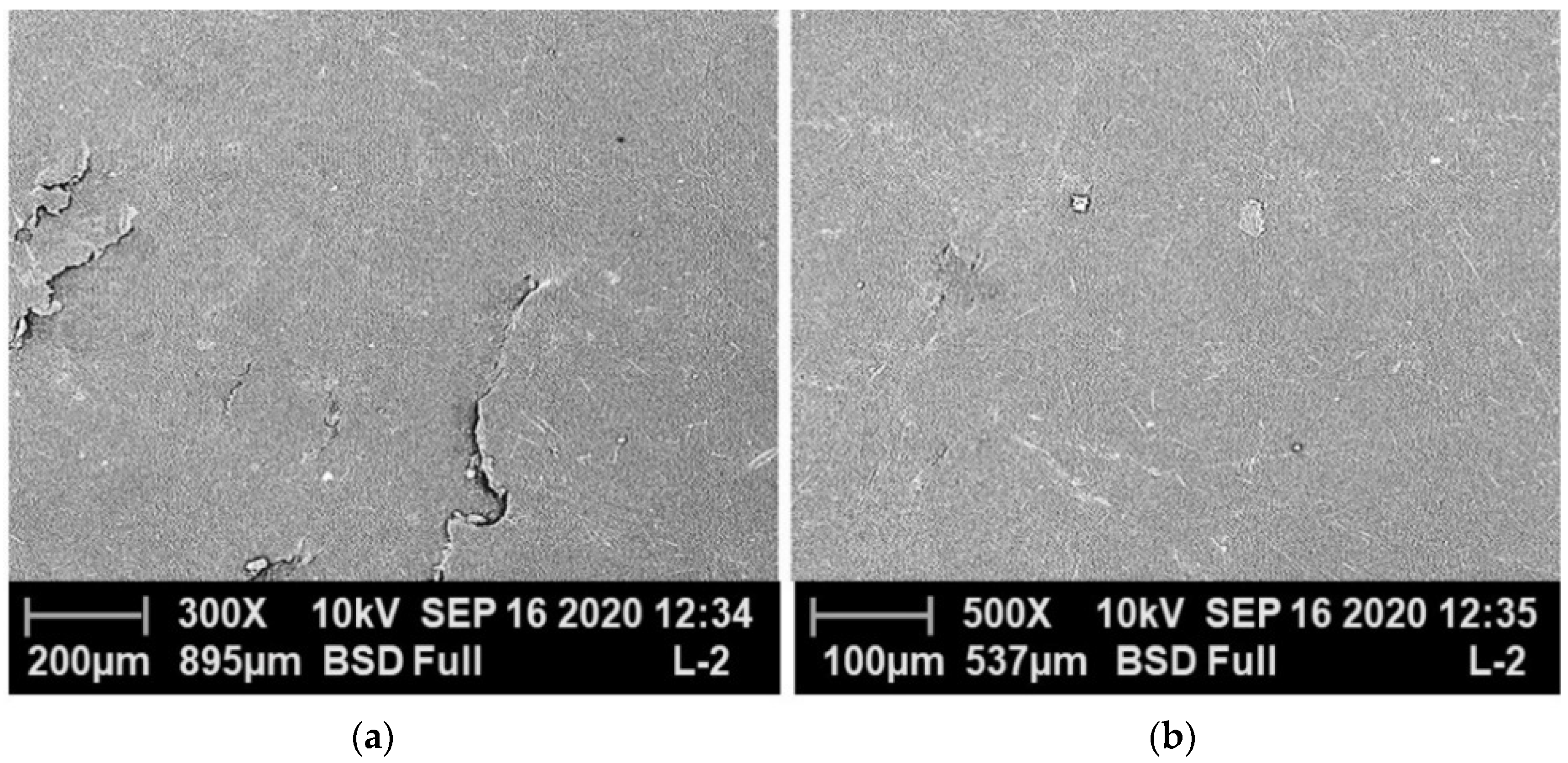
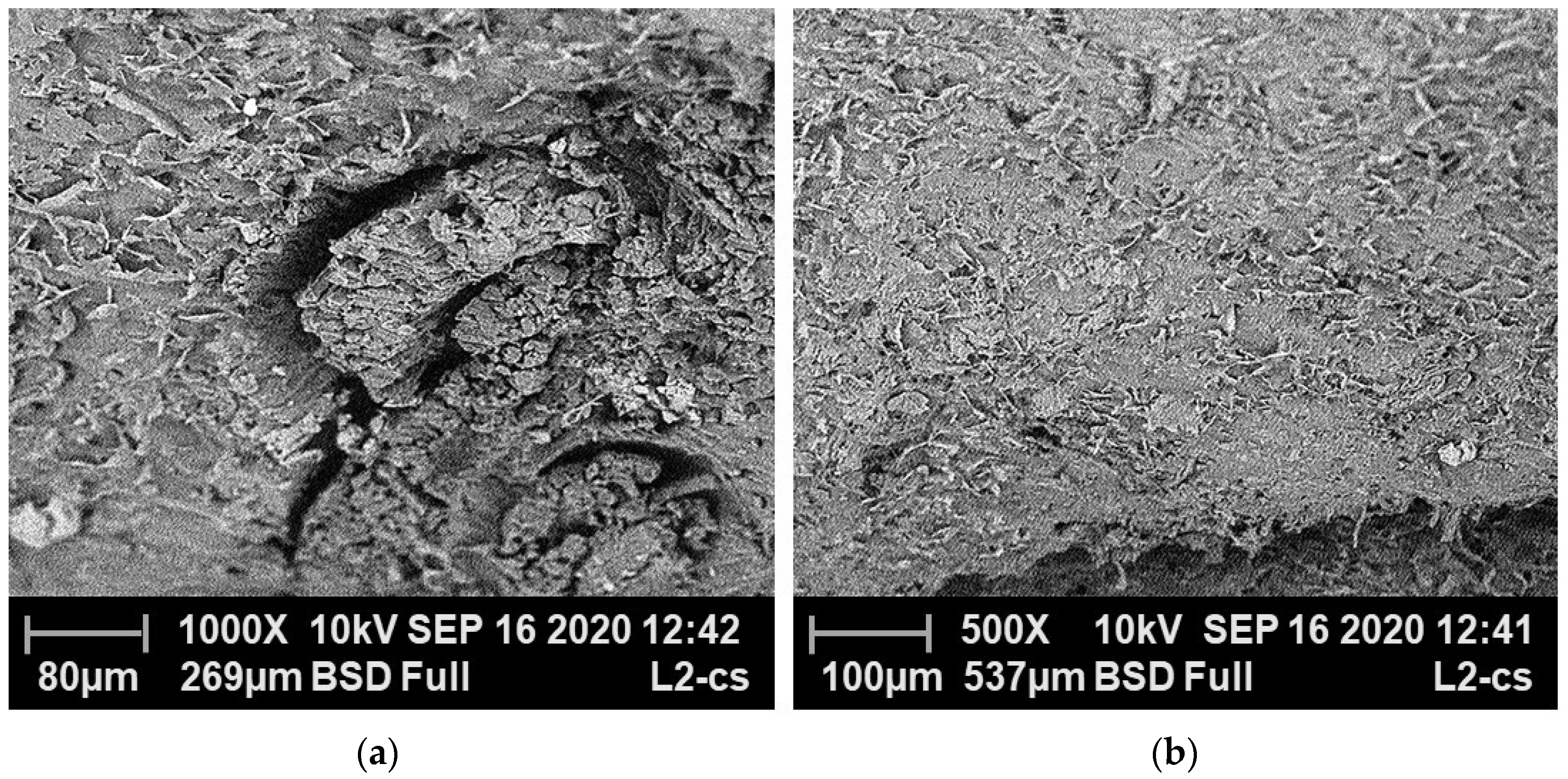
- Leather fibril particles are widely present as conglomerate aggregate clusters and are effectively distributed or interspersed throughout the recycled EVA matrices, according to the SEM surface morphology examination of the “leather shavings/recycled EVA” composites. The micrograph results show numerous interfaces with remarkable bonding strength and interfacial contact between the recycled EVA matrix and the leather shavings’ residual particles.
- According to “XRD-analysis”, the “crystallinity value” of the ‘neat-recycled EVA’ polymeric composite sample is 7%, and the amorphous content is revealed to be 93%. While the crystallinity of the leather-shavings/recycled EVA polymeric composite sample was revealed to be 19.3% and the amorphous content to be 80.7 percent. This unexpected result has also demonstrated that the crystallinity value of the leather-filled recycled EVA composites is higher than that of the neat recycled EVA composite samples, which eventually confirms that the leather-filled recycled EVA composites have higher values for strength, modulus, and hardness.
- The inclusion of additives and lubricants into the recycled EVA polymeric matrix has revealed a relatively uniformly smooth-surface with fewer void-spaces in the material, but a much more prominent peak has been observed.
18. Suggestions for Future Work
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sundar, S.; Sinha, P.; Rai, M.; Verma, D.; Nawin, K.; Alam, S. Comparison of short-course multidrug treatment with standard therapy for visceral leishmaniasis in India: An open-label, non-inferiority. Lancet 2011, 377, 477–486. [Google Scholar] [CrossRef] [PubMed]
- Ramasami, T. Approach towards a unified theory for tanning: Wilson’s dream. J. Am. Leather Chem. Assoc. 2001, 96, 290–304. [Google Scholar]
- Kanagaraj, J.; Senthilvelan, T.; Panda, R.C.; Kavitha, S. Eco-friendly waste management strategies for greener environment towards sustainable development in leather industry: A comprehensive review. J. Clean. Prod. 2015, 89, 1–17. [Google Scholar] [CrossRef]
- Jiang, H.; Liu, J.; Han, W. The status and developments of leather solid waste treatment: A mini-review. Waste Manag. Res. 2016, 34, 399–408. [Google Scholar] [CrossRef]
- Sundar, V.J.; Raghavarao, J.; Muralidharan, C.; Mandal, A.B. Recovery and Utilization of Chromium- Tanned Proteinous Wastes of Leather Making: A Review. Crit. Rev. Environ. Sci. Technol. 2011, 41, 2048–2075. [Google Scholar] [CrossRef]
- Newhall, H. South Essex Sewerage District. Personal Communication with J. Margolis; JRB Associates: Framingham, CA, USA, 1982. [Google Scholar]
- Cabeza, L.F.; Taylor, M.M.; Dimaio, G.L.; Brown, E.; Marmer, W.N.; Carrió, R.; Celma, P.J.; Cot, J. Processing of leather waste: Pilot scale studies on chrome shavings. Isolation of potentially valuable protein products and chromium. Waste Manag. 1998, 18, 211–218. [Google Scholar] [CrossRef]
- Krecke, E. Process for the Production of Leather Base Material. U.S. Patent US4536430, 25 May 1982. [Google Scholar]
- Waite, E.; Franklin, F.B. Improvement in Fabrics from Waste Leather. U.S. Patent US114373A, 2 May 1871. [Google Scholar]
- Ostberg, A.J. Method of Manufacturing Substitutes for Leather-Board. U.S. Patents US976827A, 22 November 1910. [Google Scholar]
- Mathieu, A.N. Improvement in Manufacture of Leather Pasteboard and Paper. U.S. Patents US20020A, 13 April 1855. [Google Scholar]
- Suzuki, M.; Sasaki, M. Synthetic Resin Leather. U.S. Patent US20030190438A1, 5 October 2004. [Google Scholar]
- Adams, A., Jr. Flexible-Leather-Board Composition. U.S. Patent US1188600A, 27 June 1916. [Google Scholar]
- Albert, L. Fibrous Material and Method of Making the Same. U.S. Patent US1269905A, 12 June 1918. [Google Scholar]
- Wyler, A. Process for Bonding Leather to Leather. U.S. Patent US5028285A, 2 July 1991. [Google Scholar]
- Madera-Santana, T.J.; Aguilar-Vega, M.; Marquez, A.; Moreno, F.; Richardson, M.; Machin, J. Production of leather-like composites using short leather fibers. II. Mechanical characterization. Polym. Compos. 2004, 23, 991–1002. [Google Scholar] [CrossRef]
- Andreopoulos, A.; Tarantili, P. Waste leather particles as a filler for poly (vinyl chloride) plastisols. JMS-Pure Appl. Chem. 2007, 37, 1353–1362. [Google Scholar] [CrossRef]
- Garcia, N.G.; Reis, E.A.P.; Budemberg, E.R.; Agostini, D.L.D.S.; Salmazo, L.O.; Cabrera, F.C.; Job, A.E. Natural rubber/leather waste composite foam: A new eco-friendly material and recycling approach. J. Appl. Polym. Sci. 2014, 132. [Google Scholar] [CrossRef]
- Jimenez, J.P.; Mari, E.; Villena, E.M.; Cabangon, R.J. Utilization of Spent Tea Leaves and Waste Plastics for Composite Boards. Philipp. For. Prod. J. 2013, 4, 29–36. [Google Scholar]
- Senthil, R.; Hemalatha, T.; Kumar, B.S.; Uma, T.S.; Das, B.N.; Sastry, T.P. Recycling of finished leather wastes: A novel approach. Clean Technol. Environ. Policy 2014, 17, 187–197. [Google Scholar] [CrossRef]
- Parisi, M.; Nanni, A.; Colonna, M. Recycling of Chrome-Tanned Leather and Its Utilization as Polymeric Materials and in Polymer-Based Composites: A Review. Polymers 2021, 13, 429. [Google Scholar] [CrossRef] [PubMed]
- Ponsubbiah, S.; Suryanarayana, S.; Gupta, S. Composite from Leather Waste. Int. J. Latest Technol. Eng. VII 2018, 7, 77–80. [Google Scholar]
- Zăinescu, G.; Deselnicu, V.; Constantinescu, R.; Georgescu, D. Biocomposites from tanned leather fibres with applications in construction. Leather Footwear J. 2018, 18, 203–206. [Google Scholar] [CrossRef]
- Dwivedi, S.P.; Petru, M.; Saxena, A.; Sharma, S.; Mishra, M.; Pramanik, A.; Singh, S.; Li, C.; Ilyas, R.A. Recovery of Cr from chrome-containing leather wastes to develop aluminum-based composite material along with Al2O3 ceramic particles: An ingenious approach. Nanotechnol. Rev. 2022, 11, 3218–3234. [Google Scholar] [CrossRef]
- Shanmugam, V.; Mensah, R.A.; Försth, M.; Sas, G.; Restás, Á.; Addy, C.; Xu, Q.; Jiang, L.; Neisiany, R.E.; Singha, S.; et al. Circular economy in biocomposite development: State-of-the-art, challenges and emerging trends. Compos. Part C Open Access 2021, 5, 100138. [Google Scholar] [CrossRef]
- Pan, S.; Zhao, M.; Andrawes, B.; Zhao, H.; Li, L. Compressive behavior of cylindrical rubber buffer confined with fiber reinforced polymer. J. Low Freq. Noise Vib. Act. Control 2020, 39, 470–484. [Google Scholar] [CrossRef]
- Dwivedi, S.P.; Agrawal, R.; Sharma, S. Effect of Friction Stir Process Parameters on Mechanical Properties of Chrome Containing Leather Waste Reinforced Aluminium Based Composites. Int. J. Precis. Eng. Manuf. -Green Technol. 2021, 8, 935–943. [Google Scholar] [CrossRef]
- SLTC. Society of Leather Technologist and Chemists; Official Methods of Analysis: Northampton, UK, 1996. [Google Scholar]
- IULTCS Chem. Test Method: Determ. Chromium VI Content 1997, 81, 109. [Google Scholar]
- Compounds, E.B. Our range of EVA-based Compounds were developed to meet market demands for applications where lightness is paramount. Learn more about our APIZEROTM and APIFIVETM range of products. Available online: https://www-v2.trinseo.com/Solutions/Thermoplastic-Elastomers/EVA-based-Compounds (accessed on 19 November 2022).
- Kanagaraj, J.; Velappan, K.C.; Babu, N.K.C.; Sadulla, S. Solid Wastes Generation in the Leather Industry and Its Utilization for Cleaner Environment. ChemInform 2006, 37, 541–548. [Google Scholar] [CrossRef]
- Xie, J.; Wang, S.; Cui, Z.; Wu, J. Process Optimization for Compression Molding of Carbon Fiber- Reinforced Thermosetting Polymer. Materials 2019, 12, 2430. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Singh, J.K.; Ching, Y.; Abdullah, L.; Ching, K.; Razali, S.; Gan, S. Optimization of Mechanical Properties for Polyoxymethylene/Glass Fiber/Polytetrafluoroethylene Composites Using Response Surface Methodology. Polymers 2018, 10, 338. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Govindaraju, R.; Jagannathan, S. Optimization of mechanical properties of silk fiber-reinforced polypropylene composite using Box-Behnken experimental design. J. Ind. Text. 2018, 47, 602–621. [Google Scholar] [CrossRef]
- Kale, R.D.; Jadhav, N.C. Utilization of waste leather for the fabrication of composites and to study its mechanical and thermal properties. SN Appl. Sci. 2019, 1, 1–9. [Google Scholar] [CrossRef] [Green Version]
- Ibarra, L.; Jorda, C. Effect of a Diazide as Adhesive Agent in Elastomeric Matrix-Short Polyamide Fibers Composite. J. Appl. Polym. Sci 1993, 48, 375–381. [Google Scholar] [CrossRef]
- Ambrósio, J.D.; Lucas, A.A.; Otaguro, H.; Costa, L.C. Preparation and characterization of poly (vinyl butyral)-leather fiber composites. Polym. Compos. 2011, 32, 776–785. [Google Scholar] [CrossRef]
- Nanni, A.; Parisi, M.; Colonna, M.; Messori, M. Thermo-Mechanical and Morphological Properties of Polymer Composites Reinforced by Natural Fibers Derived from Wet Blue Leather Wastes: A Comparative Study. Polymers 2021, 13, 1837. [Google Scholar] [CrossRef]
- Ravichandran, K.; Natchimuthu, N. Vulcanization characteristics and mechanical properties of natural rubber-scrap rubber compositions filled with leather particles. Polym. Int. 2005, 54, 553–559. [Google Scholar] [CrossRef]
- Joseph, S.; Ambone, T.S.; Salvekar, A.V.; Jaisankar, S.N.; Saravanan, P.; Deenadayalan, E. Processing and characterization of waste leather based polycaprolactone biocomposites. Polym. Compos. 2017, 38, 2889–2897. [Google Scholar] [CrossRef]
- Dwivedi, S.P.; Sahu, R.; Saxena, A.; Dwivedi, V.K.; Srinivas, K.; Sharma, S. Recovery of Cr from chrome-containing leather waste and its utilization as reinforcement along with waste spent alumina catalyst and grinding sludge in AA 5052-based metal matrix composites. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2022, 236, 160–170. [Google Scholar] [CrossRef]
- Sun, D.; Yan, J.; Ma, X.; Lan, M.; Wang, Z.; Cui, S.; Yang, J. Tribological Investigation of Self-Healing Composites Containing Metal/Polymer Microcapsules. ES Mater. Manuf. 2021, 14, 59–72. [Google Scholar] [CrossRef]
- Cardona, N.; Velásquez, S.; Giraldo, D. Characterization of leather wastes from chrome tanning and its effect as filler on the rheometric properties of natural rubber compounds. J. Polym. Environ. 2017, 25, 1190–1197. [Google Scholar] [CrossRef]
- Li, C.; Feng, X.; Ding, E. Preparation, properties, and characterization of novel fine leather fibers/polyvinyl alcohol composites. Polym. Compos. 2015, 36, 1186–1194. [Google Scholar] [CrossRef]
- Sharma, S.; Sudhakara, P.; Petru, M.; Singh, J.; Rajkumar, S. Effect of nanoadditives on the novel leather fiber/recycled poly(ethylene-vinyl-acetate) polymer composites for multifunctional applications: Fabrication, characterizations, and multiobjective optimization using central composite design. Nanotechnol. Rev. 2022, 11, 2366–2432. [Google Scholar] [CrossRef]
- Natchimuthu, N.; Radhakrishnan, G.; Palanivel, K.; Ramamurthy, K.; Anand, J.S. Vulcanization characteristics and mechanical properties of nitrile rubber filled with short leather fibres. Polym. Int. 1994, 33, 329–333. [Google Scholar] [CrossRef]
- Musa, E.T.; Hamza, A.; Ahmed, A.S. Investigation of the Mechanical and Morphological Properties of High-Density Polyethylene (HDPE)/Leather Waste Composites. IOSR J. Appl. Chem. 2017, 10, 48–58. [Google Scholar]
- Ravichandran, K.; Natchimuthu, N. Natural Rubber: Leather Composites. Polímeros 2005, 15, 102–108. [Google Scholar] [CrossRef] [Green Version]
- Montgomery, D.C. Design and Analysis of Experiments; John Wiley: New York, NY, USA, 2012. [Google Scholar]
- Draper, N.R. On the Experimental Attainment of Optimum Conditions. In Breakthroughs in Statistics; Springer Series in Statistics; Springer: Berlin/Heidelberg, Germany, 1951. [Google Scholar]
- Myers, R.H.; Khuri, A.I.; Carter, W.H. Response surface methodology. Technometrics 1966, 31, 137–157. [Google Scholar]
- SATRA Tm137, Tensile Properties of Plastics and Rubbers. June 1995. Available online: https://www.satra.com/test_methods/detail.php?id=101 (accessed on 19 November 2022).
- ASTM D3410/D3410M-16e1; Standard Test Method for Compressive Properties of Polymer Matrix Composite Materials with Un-Supported Gage Section by Shear Loading. ASTM: West Conshohocken, PA, USA, 2016.
- SATRA Tm-218, Tear Strength of Rubbers and Plastics—Trouser Method. June 1999. Available online: https://www.satra.com/test_methods/detail.php?id=174 (accessed on 19 November 2022).
- SATRA Tm 205, A. Shore, Hardness of Others-Soling Materials, Rubber Materials, PU Sole Materials, and Leather Sole. 2016. Available online: https://www.satra.com/test_methods/detail.php?id=161 (accessed on 19 November 2022).
- SATRA Tm 401, Peel Strength of Adhesive Bonds. 2000. Available online: https://www.satra.com/test_methods/detail.php?id=280 (accessed on 19 November 2022).
- SATRA Tm 64, Compression Set Apparatus Test Machine/Equipment (GW-053). 1996. Available online: https://www.satra.com/test_methods/detail.php?id=54 (accessed on 19 November 2022).
- Kandar, M.M.; Akil, H.M. Application of Design of Experiment (DoE) for Parameters Optimization in Compression Moulding for Flax Reinforced Biocomposites. Procedia Chem. 2016, 19, 433–440. [Google Scholar] [CrossRef] [Green Version]
- Ramaraj, B. Mechanical and thermal properties of ABS and leather waste composites. J. Appl. Polym. Sci. 2006, 101, 3062–3066. [Google Scholar] [CrossRef]
- Ismail, H.; Nizam, J.M.; Khalil, H.P.S. The effect of a compatibilizer on the mechanical properties and mass swell of white rice husk ash filled natural rubber/linear low density polyethylene blends. Polym. Test. 2001, 20, 13–14. [Google Scholar] [CrossRef]
- Ismail, H.; Edyham, M.R.; Wirjosentono, B. Bamboo fibre filled natural rubber composites: The effects of filler loading and bonding agent. Polym. Test. 2002, 21, 60–65. [Google Scholar] [CrossRef]
- Dodwell, G. Components—Guidelines and Characteristics Opportunities; Leao, A.L., Carvalho, F.X., Frollini, E., Eds.; SATRA Bull: Dongguan, China, 1989; pp. 208–209. [Google Scholar]
- Covington, A.D.; Chemis, T. The Science of Leather; Royal Society of Chemistry: Cambridge, UK, 2009. [Google Scholar]
- Stael, G.; Rocha, M.; Menezes, S.; Almeida, J.R.; Ruiz, N.M.D.S. Analysis of the mechanical properties and characterization by solid state 13C NMR of recycled EVA copolymer/silica composites. Mater. Res.-IBERO-Am. J. Mater. 2005, 8. [Google Scholar] [CrossRef]
- Hang, L.T.; Viet, D.Q.; Linh, N.P.D.; Doan, V.A.; Dang, H.L.T.; Dao, V.D.; Tuan, P.A. Utilization of leather waste fibers in polymer matrix composites based on Acrylonitrile-Butadiene rubber. Polymers 2021, 13, 117. [Google Scholar] [CrossRef] [PubMed]
- Aftab, M.; Shaikh, A.; Deb, A.K.; Akter, E.; Ferdous, T.; Abu, M.; Mia, S. Resource addition to leather industry: Adhesive from chrome shaving. J. Sci. Innov. Res. 2017, 6, 138–141. [Google Scholar]
- Park, K.W.; Kim, G.H.; Chowdhury, S.R. Improvement of compression set property of ethylene vinyl acetate copolymer/ethylene-1-butene copolymer/organoclay nanocomposite foams. Polym. Eng. Sci. 2008, 48, 1183–1190. [Google Scholar] [CrossRef]
- Shieh, Y.T.; Tsai, T.H. Silane grafting reactions of low-density polyethylene. J. Appl. Polym. Sci. 1998, 69, 255. [Google Scholar] [CrossRef]
- Shieh, Y.T.; Liu, C.M. Silane grafting reactions of LDPE, HDPE, and LLDPE. J. Appl. Polym. Sci. 1999, 74, 3404. [Google Scholar] [CrossRef]
- Parent, J.S.; Geramita, K.; Ranganathan, S.; Whitney, R.A. Silane-modified poly (ethylene-co-vinyl acetate): Influence of comonomers on peroxide-initiated vinylsilane grafting. J. Appl. Polym. Sci. 2000, 76, 2–7. [Google Scholar] [CrossRef]
- Sirisinha, K.; Meksawat, D. Comparison in processability and mechanical and thermal properties of ethylene-octene copolymer crosslinked by different techniques. J. Appl. Polym. Sci. 2004, 93, 1179–1185. [Google Scholar] [CrossRef]
- Razavi-Nouri, M.; Sabet, A.; Tayefi, M. Effect of dynamic curing time on thermal, mechanical and rheological behavior of organoclay-containing nanocomposite based on ethylene-octene copolymer. J. Polym. Res. 2017, 24, 101. [Google Scholar] [CrossRef]
- Kuan, H.C.; Kuan, J.F.; Ma, C.C.M.; Huang, J.M. Thermal and mechanical properties of silane-grafted water crosslinked polyethylene. J. Appl. Polym. Sci. 2005, 96, 2383–2391. [Google Scholar] [CrossRef]
- Sirisinha, K.; Meksawat, D. Preparation and properties of metallocene ethylene copolymer crosslinked by vinyl trimethoxysilane. Polym. Int. 2005, 54, 1014–1020. [Google Scholar] [CrossRef]
- Tegegn, W.B. Preparation of Biodegradable Film Using Gelatin from Wet Blue Shaving and Starch from Tamarind Seed. Master’s Thesis, Bahir Dar University, Bahir Dar, Ethiopia, 2018. [Google Scholar]
- De Campo, C.; Pagno, C.H.; Costa, T.M.H.; Rios, A.D.O.; Flôres, S.H.; Costa, T.M.H.; Rios, A.D.O.; Flôres, S.H. Gelatin capsule waste: New source of protein to develop a biodegradable film. Polímeros 2017, 27, 100–107. [Google Scholar] [CrossRef] [Green Version]
- Liu, J.; Luo, L.; Zhang, Z.; Hu, Y.; Wang, F.; Li, X.; Tang, K. A combined kinetic study on the pyrolysis of chrome shavings by thermogravimetry. Carbon Resour. Convers. 2020, 3, 156–163. [Google Scholar] [CrossRef]
- Masilamani, D.; Srinivasan, V.; Ramachandran, R.K.; Gopinath, A.; Madhan, B.; Saravanan, P. Sustainable packaging materials from tannery trimming solid waste: A new paradigm in wealth from waste approaches. J. Clean. Prod. 2017, 164, 885–891. [Google Scholar] [CrossRef]
- Oksman, K.; Clemons, C. Mechanical properties and morphology of impact modified polypropylene-wood flour composites. J. Appl. Polym. Sci. 1998, 67, 1503–1513. [Google Scholar] [CrossRef]
- Setua, K.; De, S.K. Short silk fiber reinforced natural rubber composites. Rubber Chem. Technol. 1983, 56, 808–826. [Google Scholar] [CrossRef]
- Coran, A.Y.; Boustany, K.; Hamed, P. Short-Fiber-Rubber Composites: The Properties of Oriented Cellulose-Fiber-Elastomer Composites. Rubber Chem. Technol. 1974, 47, 396–410. [Google Scholar] [CrossRef]
- Connor, J.E. Short-Fiber-Reinforced Elastomer Composites. Rubber Chem. Technol. 1977, 50, 945–958. [Google Scholar] [CrossRef]
- Chen, E.C.; Wu, T.M. Isothermal crystallization kinetics and thermal behavior of poly(ε-caprolactone)/multi-walled carbon nanotube composites. Polym. Degrad. Stab. 2007, 92, 1009–1015. [Google Scholar] [CrossRef]
- Jiang, S.; Ji, X.; Lijia, A.; Jiang, B. Crystallization behavior of PCL in hybrid confined environment. Polymer 2001, 42, 3901–3907. [Google Scholar] [CrossRef]
- Mamoune, A.; Saouab, A.; Ouahbi, T.; Park, C.H. Simple models and optimization of compression resin transfer molding process. J. Reinf. Plast. Compos. 2011, 30, 1629–1648. [Google Scholar] [CrossRef]
- Huang, J.; Zou, W.; Luo, Y.; Wu, Q.B.; Lu, X.; Qu, J. Phase Morphology, Rheological Behavior, and Mechanical Properties of Poly(lactic acid)/Poly (butylene succinate)/Hexamethylene Diisocyanate Reactive Blends. ES Energy Environ. 2021, 12, 86–94. [Google Scholar] [CrossRef]
- Islam, A.; Dwivedi, S.P.; Dwivedi, V.K.; Sharma, S.; Kozak, D. Development of Marble Dust/Waste PET Based Polymer Composite Material for Environmental Sustainability: Fabrication and Characterizations. J. Mater. Perform. Charact. 2021, 10, 538–552. [Google Scholar] [CrossRef]
- Prabhu, P.; Iqbal, S.M.; Balaji, A.; Karthikeyan, B. Experimental investigation of mechanical and machining parameters of hybrid nanoclay glass fiber-reinforced polyester composites. Adv. Compos. Hybrid Mater. 2019, 2, 93–101. [Google Scholar] [CrossRef]
- Gopinath, R.; Poopathi, R.; Saravanakumar, S.S. Characterization and structural performance of hybrid fiber-reinforced composite deck panels. Adv. Compos. Hybrid Mater. 2019, 2, 115–124. [Google Scholar] [CrossRef]
- Guo, G.; Finkenstadt, V.L.; Nimmagadda, Y. Mechanical properties and water absorption behavior of injection-molded wood fiber/carbon fiber high-density polyethylene hybrid composites. Adv. Compos. Hybrid Mater. 2019, 2, 690–700. [Google Scholar] [CrossRef]
- Ma, J.; Li, Z.J.; Xue, Y.Z.B.; Liang, X.Y.; Tan, Z.J.; Tang, B. Novel PEEK/nHA composites fabricated by hot-pressing of 3D braided PEEK matrix. Adv. Compos. Hybrid Mater. 2020, 3, 156–166. [Google Scholar] [CrossRef]
- Mei, H.; Ali, Z.; Ali, I.; Cheng, L. Tailoring strength and modulus by 3D printing different continuous fibers and filled structures into composites. Adv. Compos. Hybrid Mater. 2019, 2, 312–319. [Google Scholar] [CrossRef]
- Sharma, T.; Singh, S.; Sharma, S.; Sharma, A.; Shukla, A.K.; Li, C.; Zhang, Y.; Eldin, E.M.T. Studies on the Utilization of Marble Dust, Bagasse Ash, and Paddy Straw Wastes to Improve the Mechanical Characteristics of Unfired Soil Blocks. Sustainability 2022, 14, 14522. [Google Scholar] [CrossRef]
- Qin, Y.; Yu, Q.; Yin, X.; Zhou, Y.; Xu, J.; Wang, L.; Wang, H.; Chen, Z. Photo-polymerized trifunctional acrylate resin/magnesium hydroxide fluids/cotton fabric composites with enhancing mechanical and moisture barrier properties. Adv. Compos. Hybrid Mater. 2019, 2, 320–329. [Google Scholar] [CrossRef]
- Rudresh, B.M.; Kumar, B.R.; Madhu, D. Combined effect of micro-and nano-fillers on mechanical, thermal, and morphological behavior of glass-carbon PA66/PTFE hybrid nano-composites. Adv. Compos. Hybrid Mater. 2019, 2, 176–188. [Google Scholar] [CrossRef]
- Sengwa, R.J.; Choudhary, S.; Dhatarwal, P. Investigation of alumina nanofiller impact on the structural and dielectric properties of PEO/PMMA blend matrix-based polymer nanocomposites. Adv. Compos. Hybrid Mater. 2019, 2, 162–175. [Google Scholar] [CrossRef]
- Sun, H.; Fang, Z.; Li, T.; Lei, F.; Jiang, F.; Li, D.; Zhou, Y.; Sun, D. Enhanced mechanical and tribological performance of PA66 nanocomposites containing 2D layered α-zirconium phosphate nanoplatelets with different sizes. Adv. Compos. Hybrid Mater. 2019, 2, 407–422. [Google Scholar] [CrossRef]
- Ashok, R.B.; Srinivasa, C.V.; Basavaraju, B. Dynamic mechanical properties of natural fiber composites—A review. Adv. Compos. Hybrid Mater. 2019, 2, 586–607. [Google Scholar] [CrossRef]
- Das, T.K.; Ghosh, P.; Das, N.C. Preparation, development, outcomes, and application versatility of carbon fiber-based polymer composites: A review. Adv. Compos. Hybrid Mater. 2019, 2, 214–233. [Google Scholar] [CrossRef]
- Dwivedi, S.; Yadav, R.; Islam, A.; Dwivedi, V.; Sharma, S. Synthesis, Physical and Mechanical Behavior of Agro-Waste RHA and Eggshell-Reinforced Composite Material. J. Inst. Eng. (India) Ser. C. 2022, 103. [Google Scholar] [CrossRef]
- Liu, C.; Yin, Q.; Li, X. A waterborne polyurethane-based leather finishing agent with excellent room temperature self-healing properties and wear-resistance. Adv. Compos. Hybrid Mater. 2021, 4, 138–149. [Google Scholar] [CrossRef]
- Etaati, A.; Pather, S.; Cardona, F.; Wang, H. Injection molded noil hemp fiber composites: Interfacial shear strength, fiber strength, and aspect ratio. Polym. Compos. 2014, 37, 213–220. [Google Scholar] [CrossRef]
- Kabir, M.M.; Wang, H.; Lau, K.T.; Cardona, F. Chemical treatments on plant-based natural fibre reinforced polymer composites: An overview. Compos. Part B Eng. 2012, 43, 2883–2892. [Google Scholar] [CrossRef]
- Ku, H.; Wang, H.; Pattarachaiyakoop, N.; Trada, M. A review on the tensile properties of natural fiber reinforced polymer composites. Compos. Part B Eng. 2011, 42, 856–873. [Google Scholar] [CrossRef] [Green Version]
- Liu, C.; Zhang, T.; Luo, Y.; Wang, Y.; Li, J.; Ye, T.; Guo, R.; Song, P.; Zhou, J.; Wang, H. Multifunctional polyurethane sponge coatings with excellent flame retardant, antibacterial, compressible, and recyclable properties. Compos. Part B Eng. 2021, 215, 108785. [Google Scholar] [CrossRef]
- Lu, T.; Liu, S.; Jiang, M.; Xu, X.; Wang, Y.; Wang, Z.; Gou, J.; Hui, D.; Zhou, Z. Effects of modifications of bamboo cellulose fibers on the improved mechanical properties of cellulose reinforced poly(lactic acid) composites. Compos. Part B Eng. 2014, 62, 191–197. [Google Scholar] [CrossRef]
- Battig, A.; Sanchez-Olivares, G.; Rockel, D.; Maldonado-Santoyo, M.; Schartel, B. Waste not, want not: The use of leather waste in flame retarded EVA. Mater. Des. 2021, 210, 110100. [Google Scholar] [CrossRef]
- Siakeng, R.; Jawaid, M.; Asim, M.; Fouad, H.; Awad, S.; Saba, N.; Siengchin, S. Flexural and Dynamic Mechanical Properties of Alkali-Treated Coir/Pineapple Leaf Fibers Reinforced Polylactic Acid Hybrid Biocomposites. J. Bionic Eng. 2021, 18, 1430–1438. [Google Scholar] [CrossRef]
- Kumari, M.; Chaudhary, G.R.; Chaudhary, S.; Umar, A. Rapid Analysis of Trace Sulphite Ion Using Fluorescent Carbon Dots Produced from Single Use Plastic Cups. Eng. Sci. 2021, 17, 101–112. [Google Scholar] [CrossRef]
- Singh, M.V. Conversions of waste tube-tyres (WTT) and waste polypropylene (WPP) into diesel fuel through catalytic pyrolysis using base SrCO3. Eng. Sci. 2020, 13, 87–97. [Google Scholar] [CrossRef]
- Pan, D.; Su, F.; Liu, H.; Liu, C.; Umar, A.; Castañeda, L.; Algadi, H.; Wang, C.; Guo, Z. Research progress on catalytic pyrolysis and reuse of waste plastics and petroleum sludge. ES Mater. Manuf. 2021, 11, 3–15. [Google Scholar] [CrossRef]
- Mu, L.; Dong, Y.; Li, L.; Gu, X.; Shi, Y. Achieving high value utilization of bio-oil from lignin targeting for advanced lubrication. ES Mater. Manuf. 2021, 11, 72–80. [Google Scholar] [CrossRef]
- Pan, D.; Su, F.; Liu, C.; Guo, Z. Research progress for plastic waste management and manufacture of value-added products. Adv. Compos. Hybrid Mater. 2020, 3, 443–461. [Google Scholar] [CrossRef]
- Jawaid, M.; Awad, S.A.; Asim, M.; Fouad, H.; Alothman, O.Y.; Santulli, C. A comparative evaluation of chemical, mechanical, and thermal properties of oil palm fiber/pineapple fiber reinforced phenolic hybrid composites. Polym. Compos. 2021, 42, 6383–6393. [Google Scholar] [CrossRef]
- Sarmin, S.N.; Jawaid, M.; Awad, S.A.; Saba, N.; Fouad, H.; Alothman, O.Y.; Sain, M. Olive fiber reinforced epoxy composites: Dimensional Stability, and mechanical properties. Polym. Compos. 2021, 43, 358–365. [Google Scholar] [CrossRef]
- Jawaid, M.; Awad, S.; Fouad, H.; Asim, M.; Saba, N.; Dhakal, H.N. Improvements in the thermal behaviour of date palm/bamboo fibres reinforced epoxy hybrid composites. Compos. Struct. 2021, 277, 114644. [Google Scholar] [CrossRef]
- Xu, D.; Huang, G.; Guo, L.; Chen, Y.; Ding, C.; Liu, C. Enhancement of catalytic combustion and thermolysis for treating polyethylene plastic waste. Adv. Compos. Hybrid Mater. 2021, 5, 113–129. [Google Scholar] [CrossRef]
- Maxwell, C.A.; Bell, N.; Kennedy, C.J.; Wess, T.J. X-ray diffraction and FT-IR study of caprine and ovine hide. Pap. Conserv. 2005, 29, 55–62. [Google Scholar] [CrossRef]
- Maxwell, C.A.; Smiechowski, K.; Zarlok, J.; Sionkowska, A.; Wess, T.J. X-ray studies of a collagen material for leather production treated with chromium salt. J. Am. Leather Chem. Assoc. 2006, 101, 9–17. [Google Scholar]
- Maxwell, C.A.; Wess, T.J.; Kennedy, C.J. X-ray diffraction study into the effects of liming on the structure of collagen. Biomacromolecules 2006, 7, 2321–2326. [Google Scholar] [CrossRef]
- Zhang, Y.; Ingham, B.; Cheong, S.; Ariotti, N.; Tilley, R.D.; Naffa, R.; Holmes, G.; Clarke, D.J.; Prabakar, S. Real-Time Synchrotron Small-Angle X-ray Scattering Studies of Collagen Structure during Leather Processing. Ind. Eng. Chem. Res. 2018, 57, 63–69. [Google Scholar] [CrossRef]
- Zhang, Y.; Ingham, B.; Leveneur, J.; Cheong, S.; Yao, Y.; Clarke, D.J.; Holmes, G.; Kennedy, J.; Prabakar, S. Can sodium silicates affect collagen structure during tanning? Insights from small angle X-ray scattering (SAXS) studies. RSC Adv. 2017, 7, 11665–11671. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Mansel, B.W.; Naffa, R.; Cheong, S.; Yao, Y.; Holmes, G.; Chen, H.L.; Prabakar, S. Revealing Molecular Level Indicators of Collagen Stability: Minimizing Chrome Usage in Leather Processing. ACS Sustain. Chem. Eng. 2018, 6, 7096–7104. [Google Scholar] [CrossRef]
- Zhang, Y.; Snow, T.; Smith, A.J.; Holmes, G.; Prabakar, S. A guide to high-efficiency chromium (III)-collagen cross-linking: Synchrotron SAXS and DSC study. Int. J. Biol. Macromol. 2019, 126, 123–129. [Google Scholar] [CrossRef] [PubMed]
- Li, C.; Xue, F.; Ding, E. Fabrication and characterization of ultrafine leather powder: A functional reinforcement containing SiO2 particles. Micro Nano Lett. 2014, 9, 308–311. [Google Scholar] [CrossRef]
- Xia, L.; Li, C.; Zhou, S.; Fu, Z.; Wang, Y.; Lyu, P.; Zhang, J.; Liu, X.; Zhang, C.; Xu, W. Utilization of waste leather powders for highly effective removal of dyes from water. Polymers 2019, 11, 1786. [Google Scholar] [CrossRef] [Green Version]
- Bak, S.Y.; Lee, S.W.; Choi, C.H.; Kim, H.W. Assessment of the influence of acetic acid residue on type I collagen during isolation and characterization. Materials 2018, 11, 2518. [Google Scholar] [CrossRef] [Green Version]
- Moraes, P.R.F.D.S.; Saska, S.; Barud, H.; Lima, L.R.D.; Martins, V.D.C.A.; Plepis, A.M.D.G.; Ribeiro, S.J.L.; Gaspar, A.M.M. Bacterial cellulose/collagen hydrogel for wound healing. Mater. Res. 2016, 19, 106–116. [Google Scholar] [CrossRef] [Green Version]
- Ammasi, R.; Victor, J.S.; Chellan, R.; Chellappa, M. Amino acid enriched proteinous wastes: Recovery and reuse in leather making. Waste Biomass Valorization 2020, 11, 5793–5807. [Google Scholar] [CrossRef]
- Wang, Y.; Jin, L. Preparation and characterization of self-colored waterborne polyurethane and its application in eco-friendly manufacturing of microfiber synthetic leather base. Polymers 2018, 10, 289. [Google Scholar] [CrossRef] [Green Version]
- Ma, F.; Ding, S.; Ren, H.; Peng, P. Preparation of chrome-tanned leather shaving-based hierarchical porous carbon and its capacitance properties. RSC Adv. 2019, 9, 18333–18343. [Google Scholar] [CrossRef] [Green Version]
- Kanagaraj, J.; Panda, R.C.; Prasanna, R. Sustainable chrome tanning system using protein-based product developed from leather waste: Wealth from waste. Polym. Bull. 2022, 79, 10201–10228. [Google Scholar] [CrossRef]
- Ribeiro, D.V.; Yuan, S.Y.; Morelli, M.R. Effect of chemically treated leather shaving addition on characteristics and microstructure of OPC mortars. Mater. Res. 2012, 15, 136–143. [Google Scholar] [CrossRef] [Green Version]
- Dey, T.K.; Hossain, A.; Jamal, M.; Layek, R.K.; Uddin, M. Zinc Oxide Nanoparticle Reinforced Waste Buffing Dust Based Composite Insole and Its Antimicrobial Activity. Adv. Polym. Technol. 2022. [Google Scholar] [CrossRef]
- Saikia, P.; Goswami, T.; Dutta, D.; Dutta, N.K.; Sengupta, P.; Neog, D. Development of a flexible composite from leather industry waste and evaluation of their physico-chemical properties. Clean Technol. Environ. Policy 2017, 19, 2171–2178. [Google Scholar] [CrossRef]

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Neat-Recycled EVA Polymeric Composites | Leather-Shavings/Recycled EVA Polymeric-Composites | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| 2θ (°) | FWHM | Net Intensity | Relative Intensity | d Line-Spacing | 2θ (°) | FWHM | Net Intensity | Relative Intensity | d Line-Spacing |
| 21.722 | 1.032 | 145 | 100% | 4.08798 Å | 49.247 | 0.509 | 34.6 | 100% | 1.84877 Å |
| 22.768 | 0.903 | 122 | 84.2% | 3.90256 Å | |||||
| 40.230 | 0.774 | 71.3 | 49.2% | 2.23984 Å | |||||
| 40.907 | 1.011 | 77.5 | 53.5% | 2.20434 Å | |||||
| Samples | Crystallinity % Age | Amorphous % Age |
|---|---|---|
| Neat-recycled EVA polymeric composites | 7.0 | 93.0 |
| Leather-shavings/recycled EVA Polymeric-composites | 19.3 | 80.7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sharma, S.; Sudhakara, P.; Singh, J.; M. R., S.; Siengchin, S. Fabrication of Novel Polymer Composites from Leather Waste Fibers and Recycled Poly(Ethylene-Vinyl-Acetate) for Value-Added Products. Sustainability 2023, 15, 4333. https://doi.org/10.3390/su15054333
Sharma S, Sudhakara P, Singh J, M. R. S, Siengchin S. Fabrication of Novel Polymer Composites from Leather Waste Fibers and Recycled Poly(Ethylene-Vinyl-Acetate) for Value-Added Products. Sustainability. 2023; 15(5):4333. https://doi.org/10.3390/su15054333
Chicago/Turabian StyleSharma, Shubham, P. Sudhakara, Jujhar Singh, Sanjay M. R., and S. Siengchin. 2023. "Fabrication of Novel Polymer Composites from Leather Waste Fibers and Recycled Poly(Ethylene-Vinyl-Acetate) for Value-Added Products" Sustainability 15, no. 5: 4333. https://doi.org/10.3390/su15054333