


Recycling of Nonwoven Waste Resulting from the Manufacturing Process of Hemp Fiber-Reinforced Recycled Polypropylene Composites for Upholstered Furniture Products

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
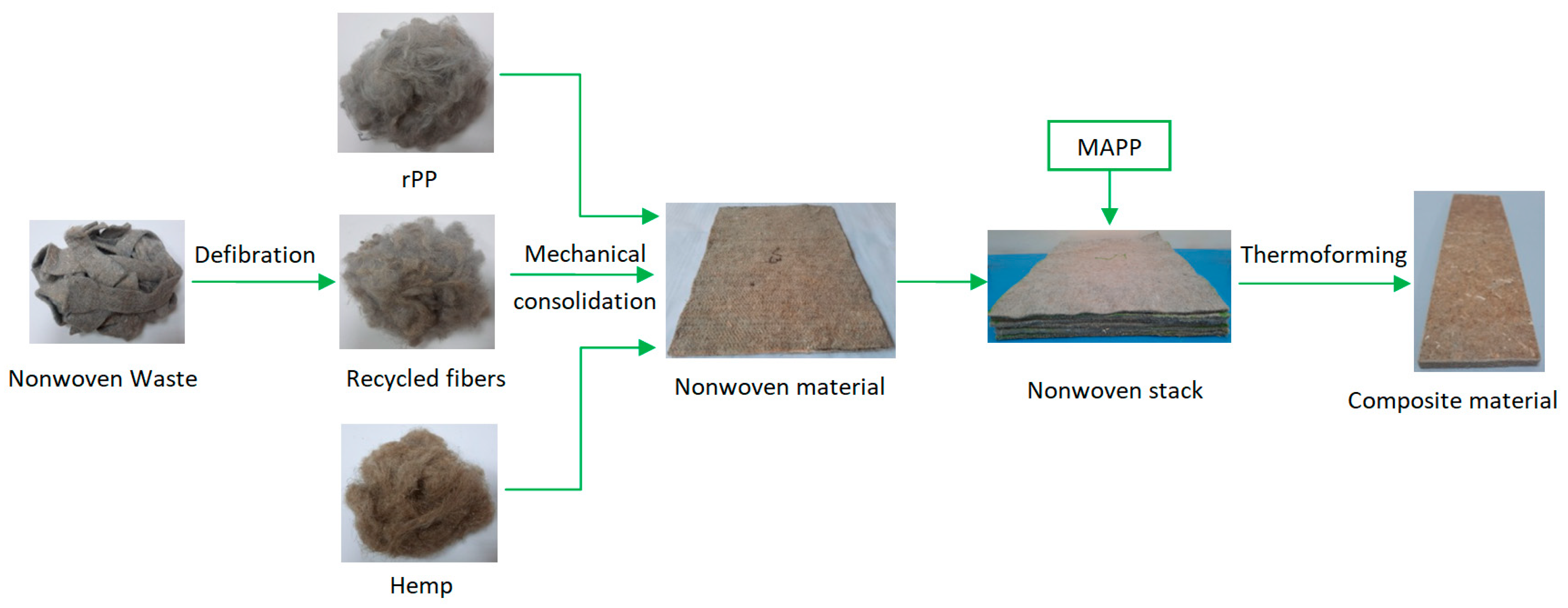
2.2. Manufacturing of the Composite Materials
- -
- Temperature: 190 °C;
- -
- Pressure: 0.735 MPa;
- -
- Pressing time: 15 min;
- -
- Cooling time: 10 min.
2.3. Mechanical Properties
2.4. Thermal Properties
2.5. Surface Morphology and Chemical Analysis (SEM and EDX)
3. Results and Discussions
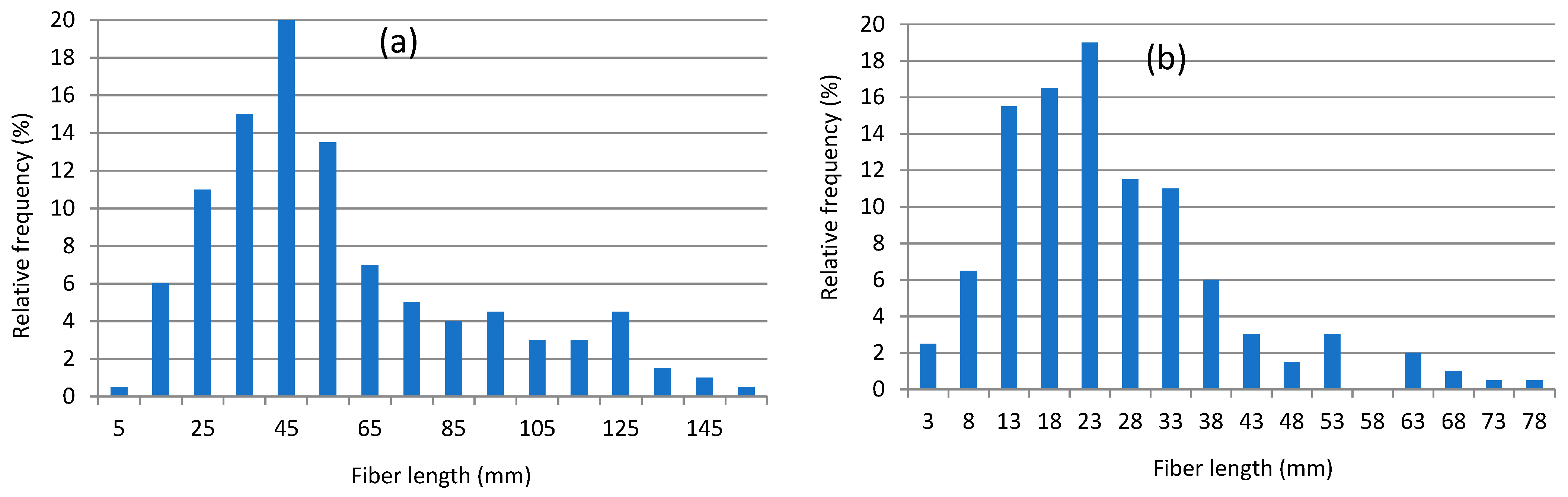
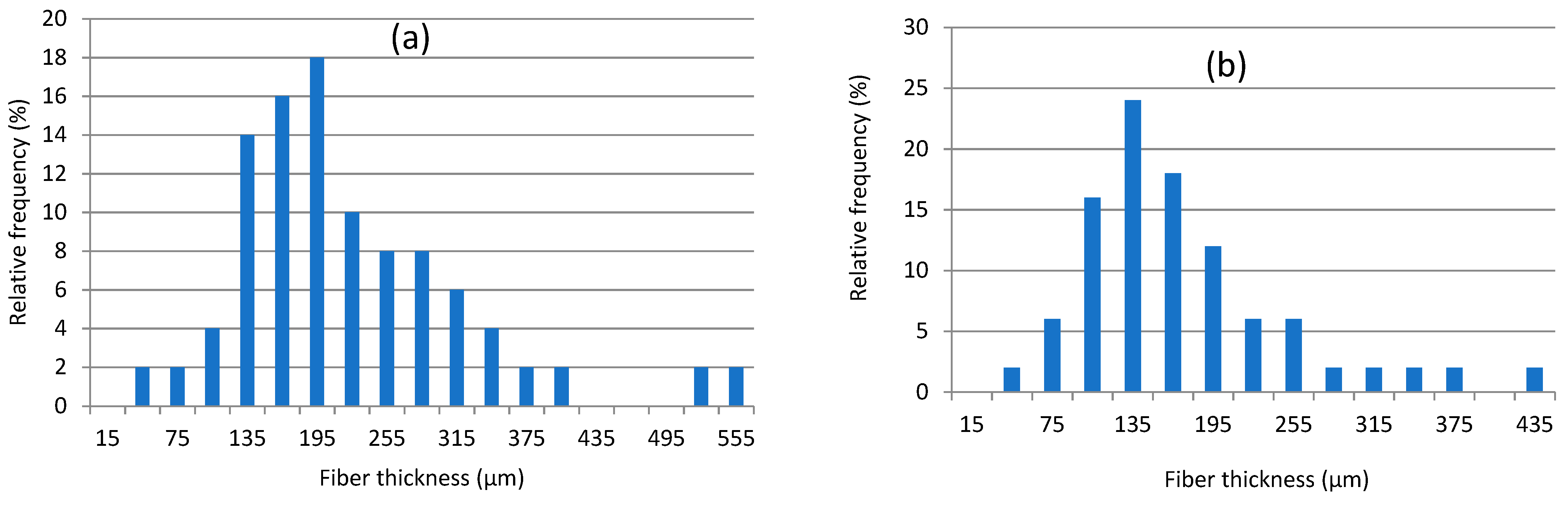
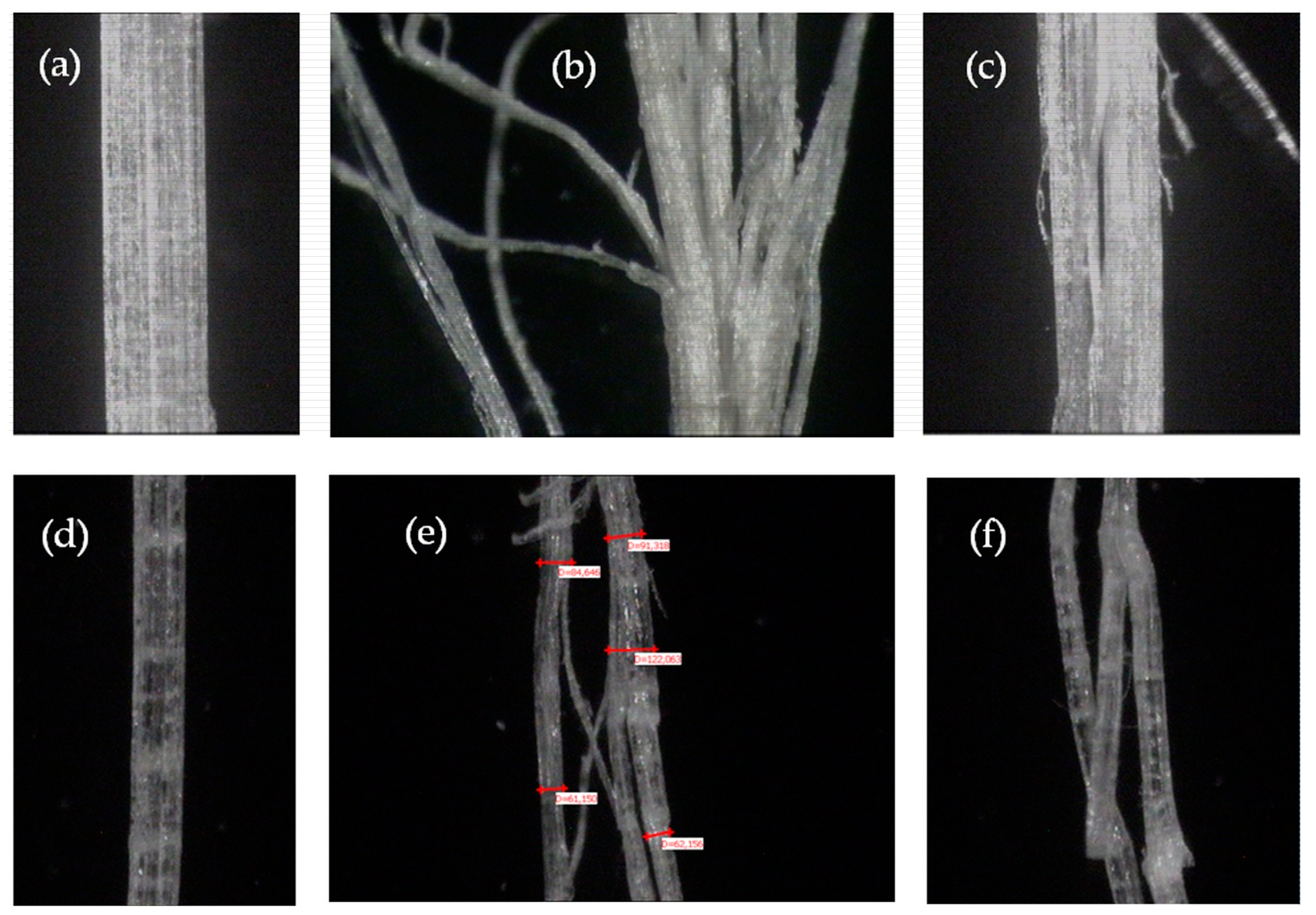
3.1. Fiber Characteristics
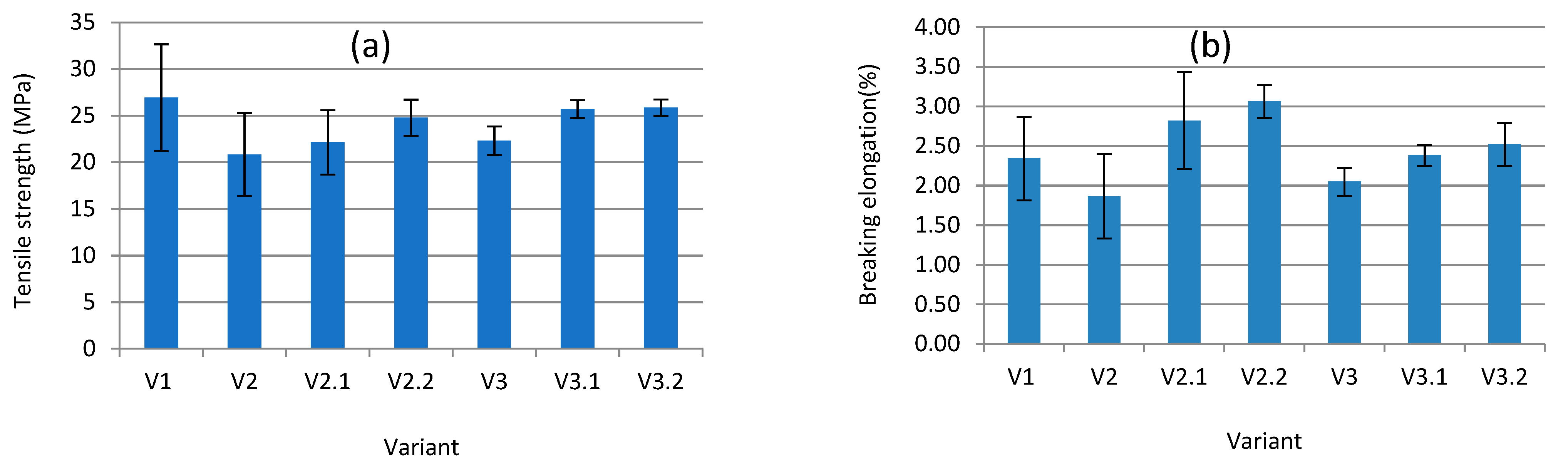
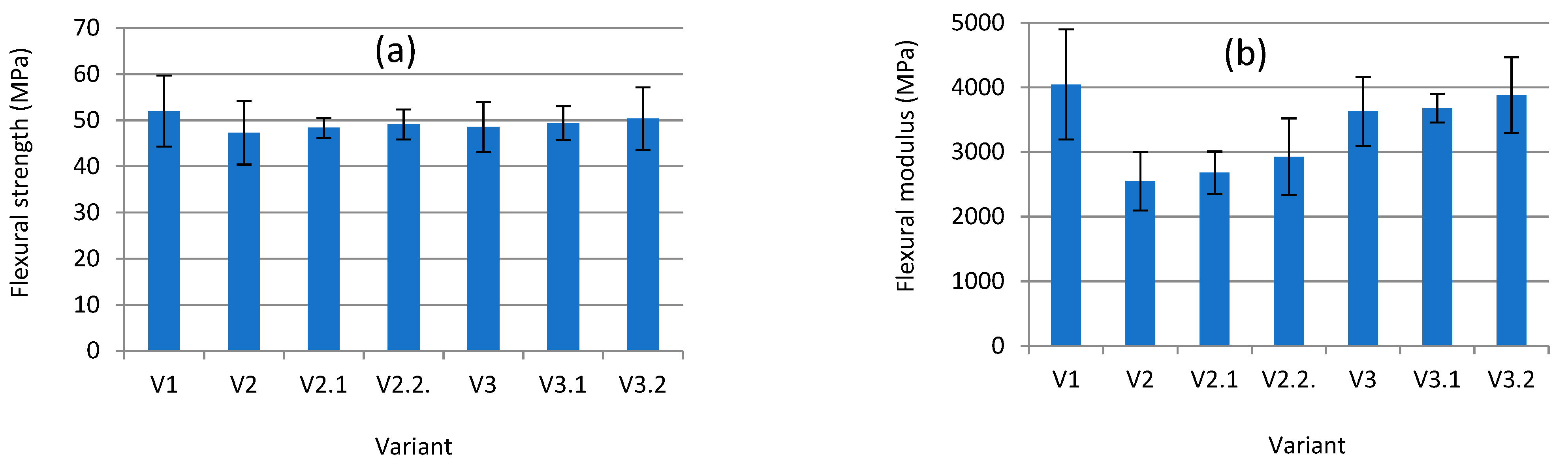
3.2. Mechanical Properties
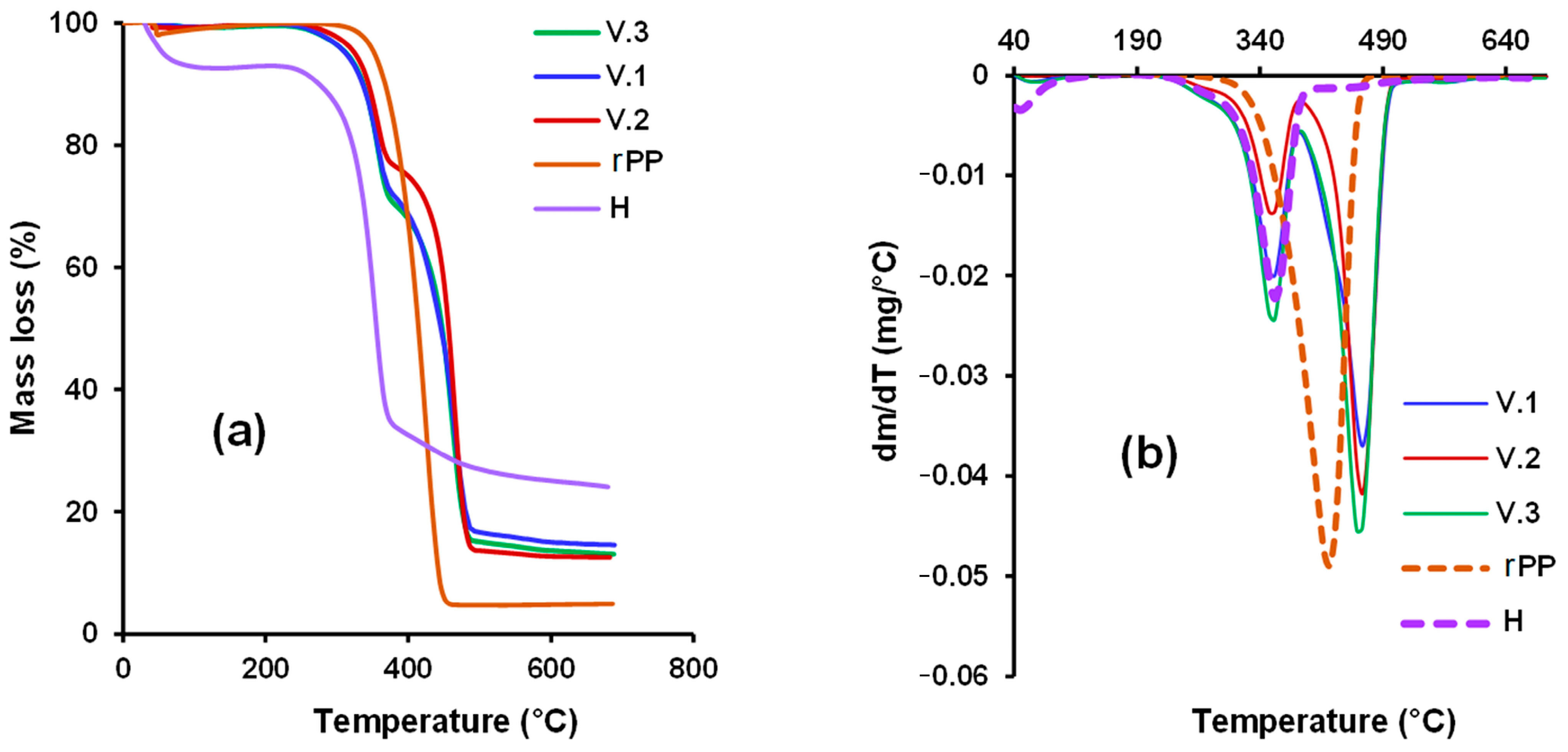
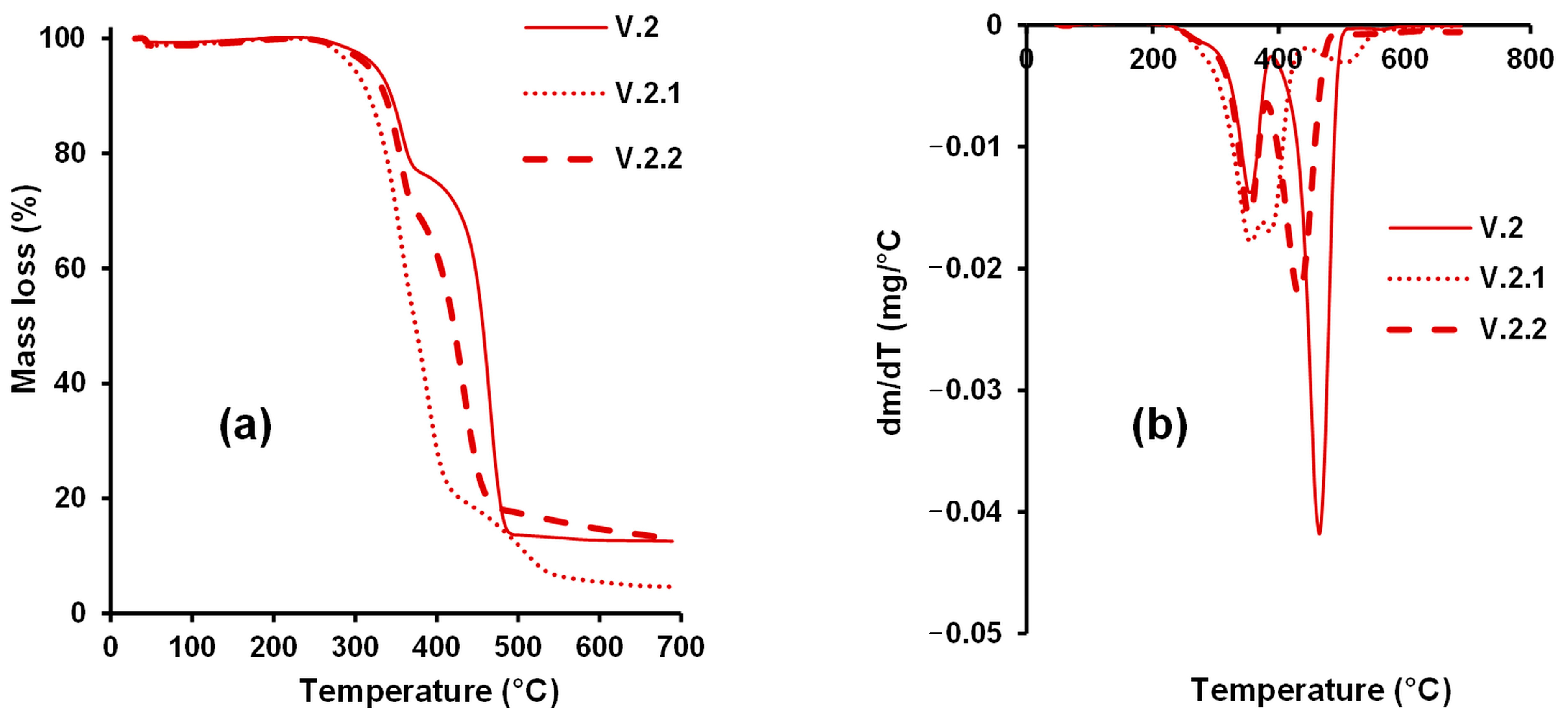
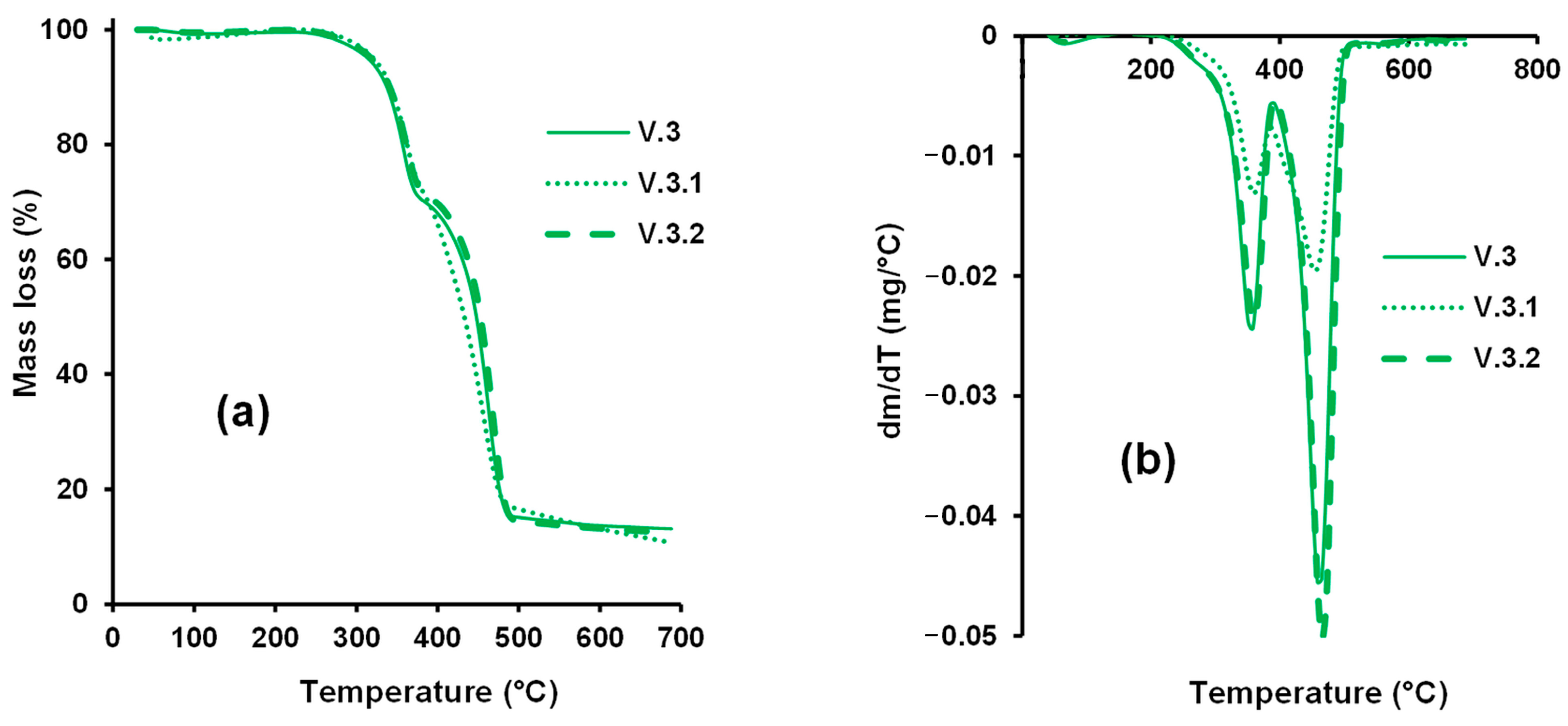
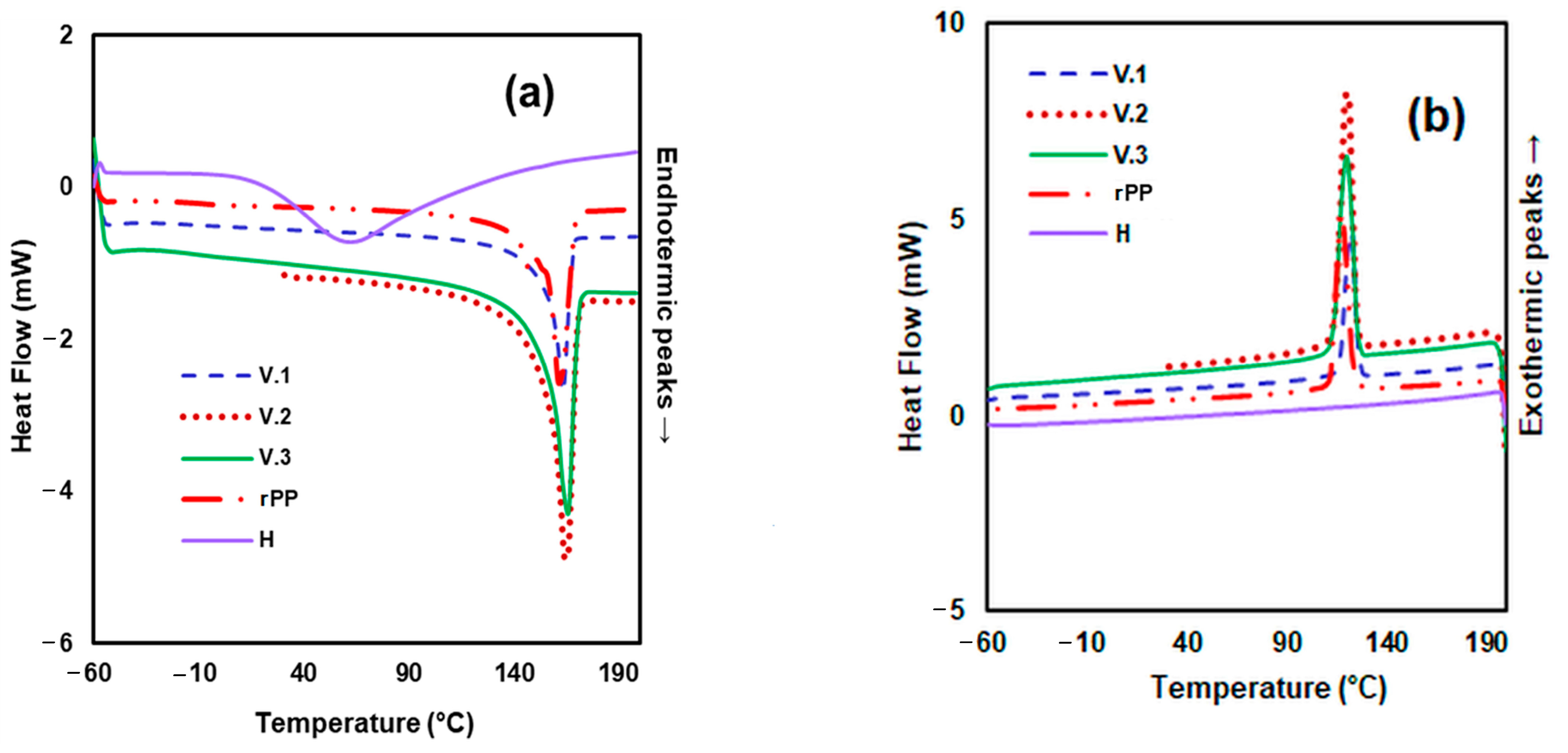
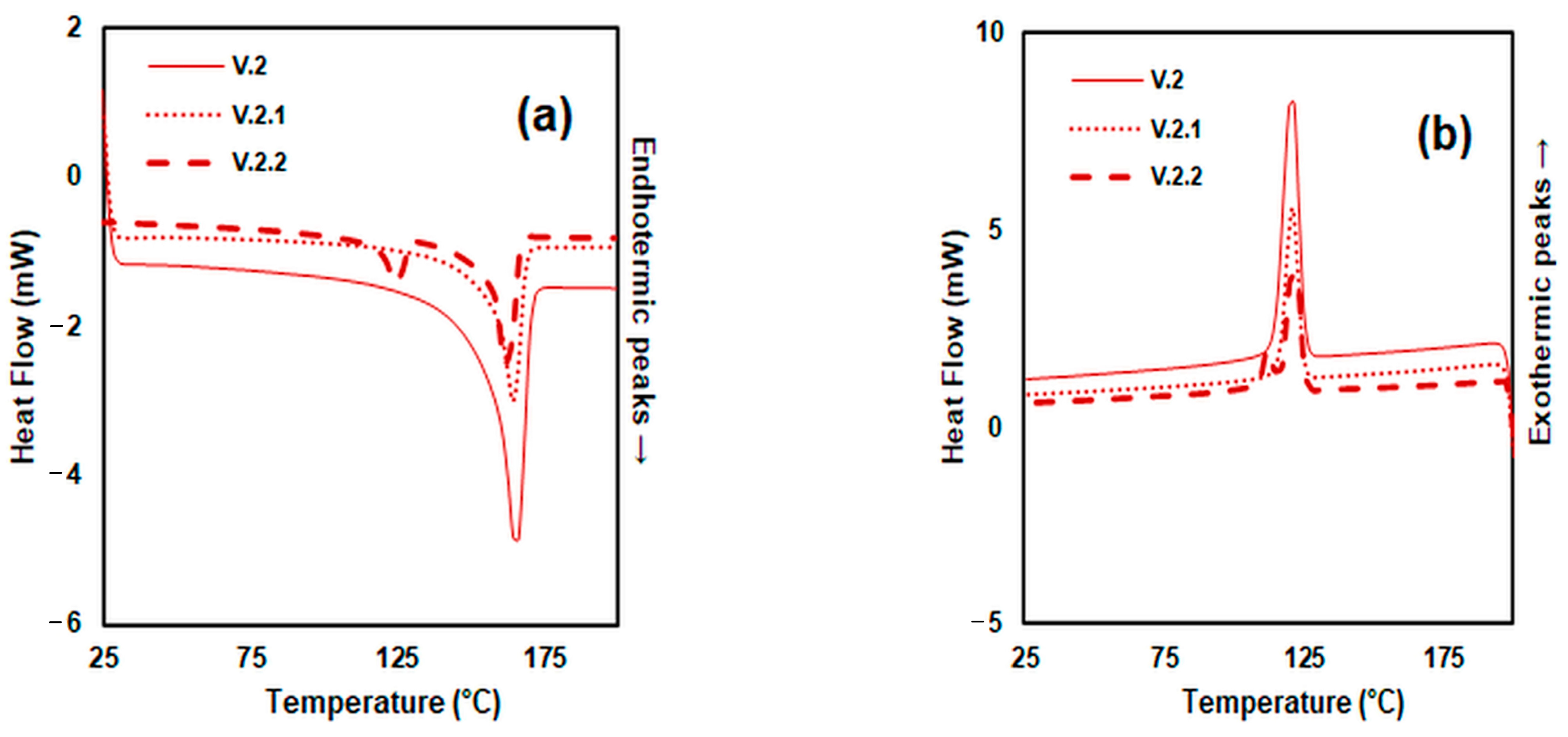
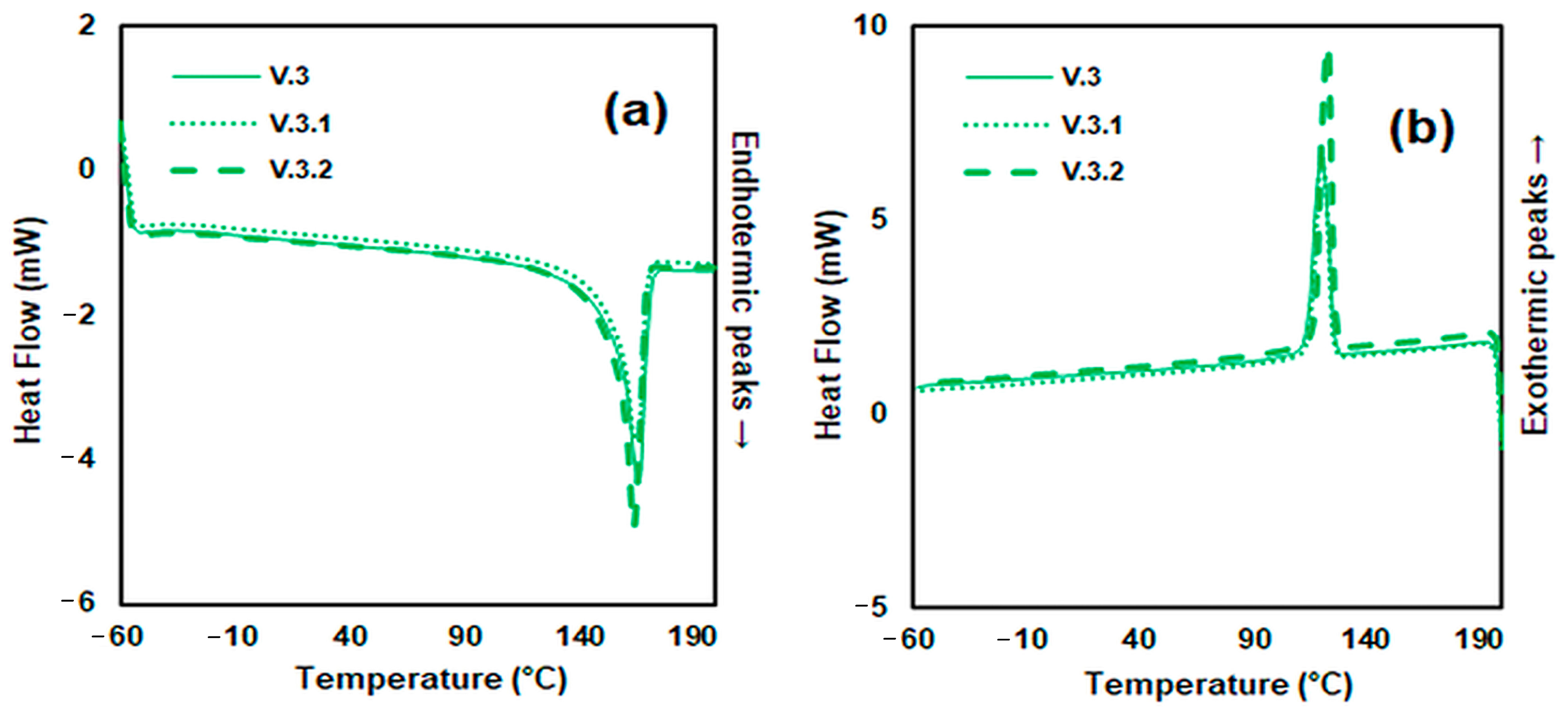
3.3. Thermal Properties
- The melting temperatures of the composite materials containing recycled fibers (V2 and V3) are higher than the melting temperature of the V1 composite material and lower than the melting temperature of the rPP matrix;
- With the addition of a compatibilizer, the melting temperatures decreased slightly along with the increase in the amount of MAPP;
- The crystallization temperatures of V2 and V3 composites are lower than the crystallization temperature of V1 composite material and higher than that of the 100% rPP matrix;
- The difference between the crystallization temperature of rPP and the crystallization temperatures of the obtained composite materials is approximately 4.5 °C, varying between 117.54 °C and 122.25 °C;
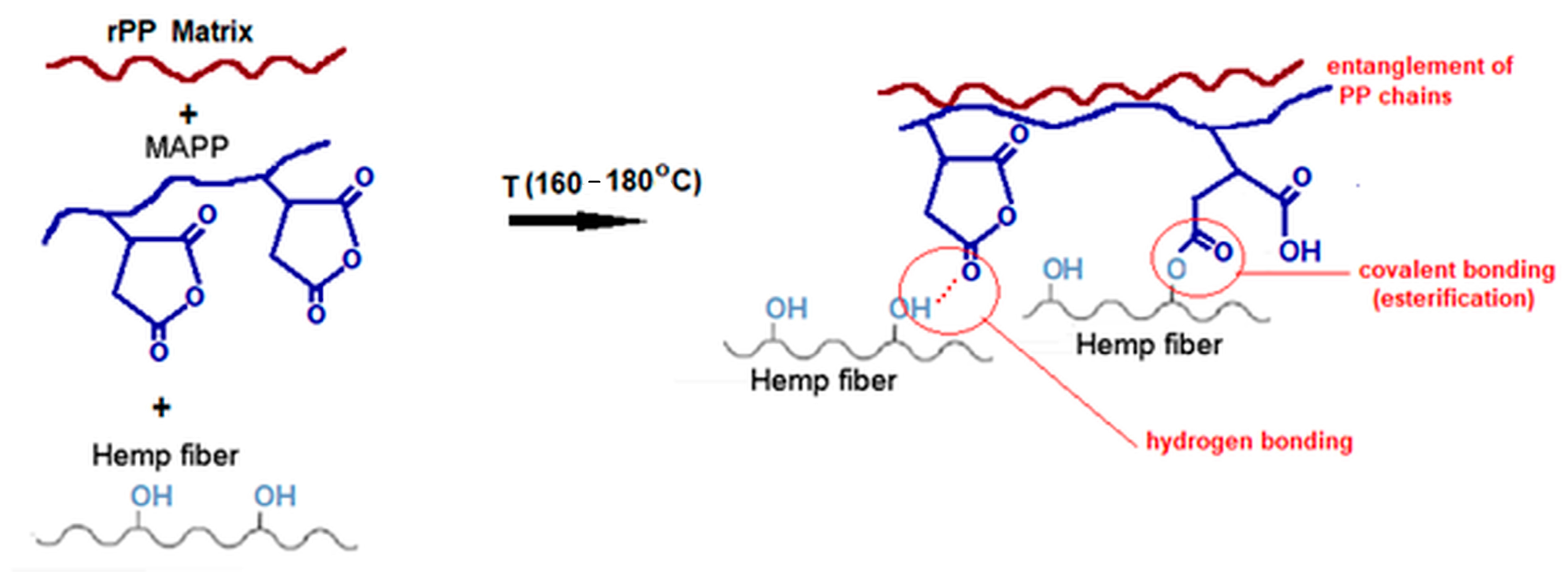
- With the addition of a compatibilizing agent (MAPP), the crystallization temperatures of the obtained composite materials show a slight increase compared to the untreated materials; the crystallization temperature also increases along with the increase in the concentration of the compatibilizer. This fact confirms that the hemp fibers acted as nucleating agents, and consequently, the rPP in the composite materials began to crystallize at temperatures higher than 117.54 °C, with the surface of the hemp fibers constituting crystallization centers for the polymer matrix [92].
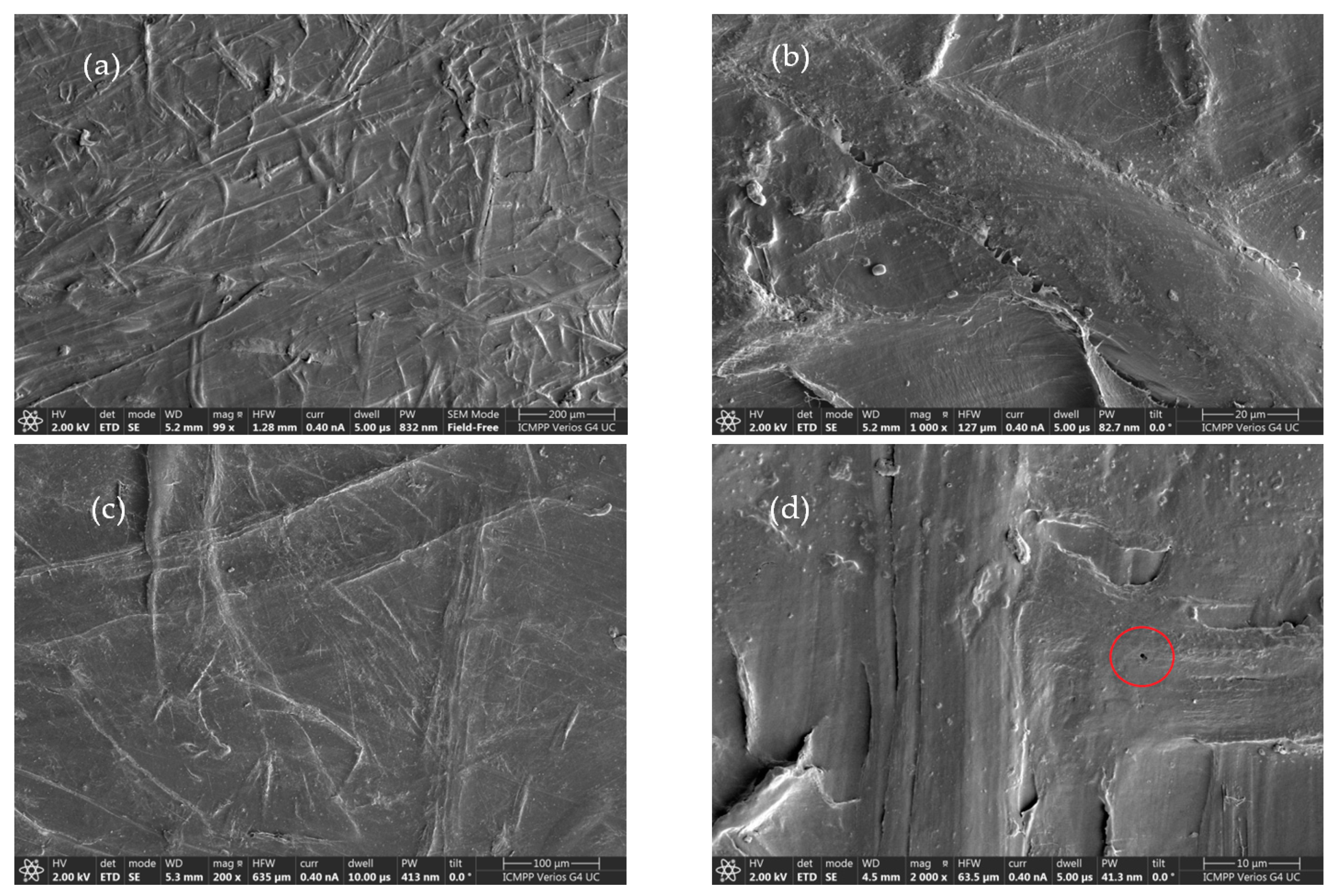
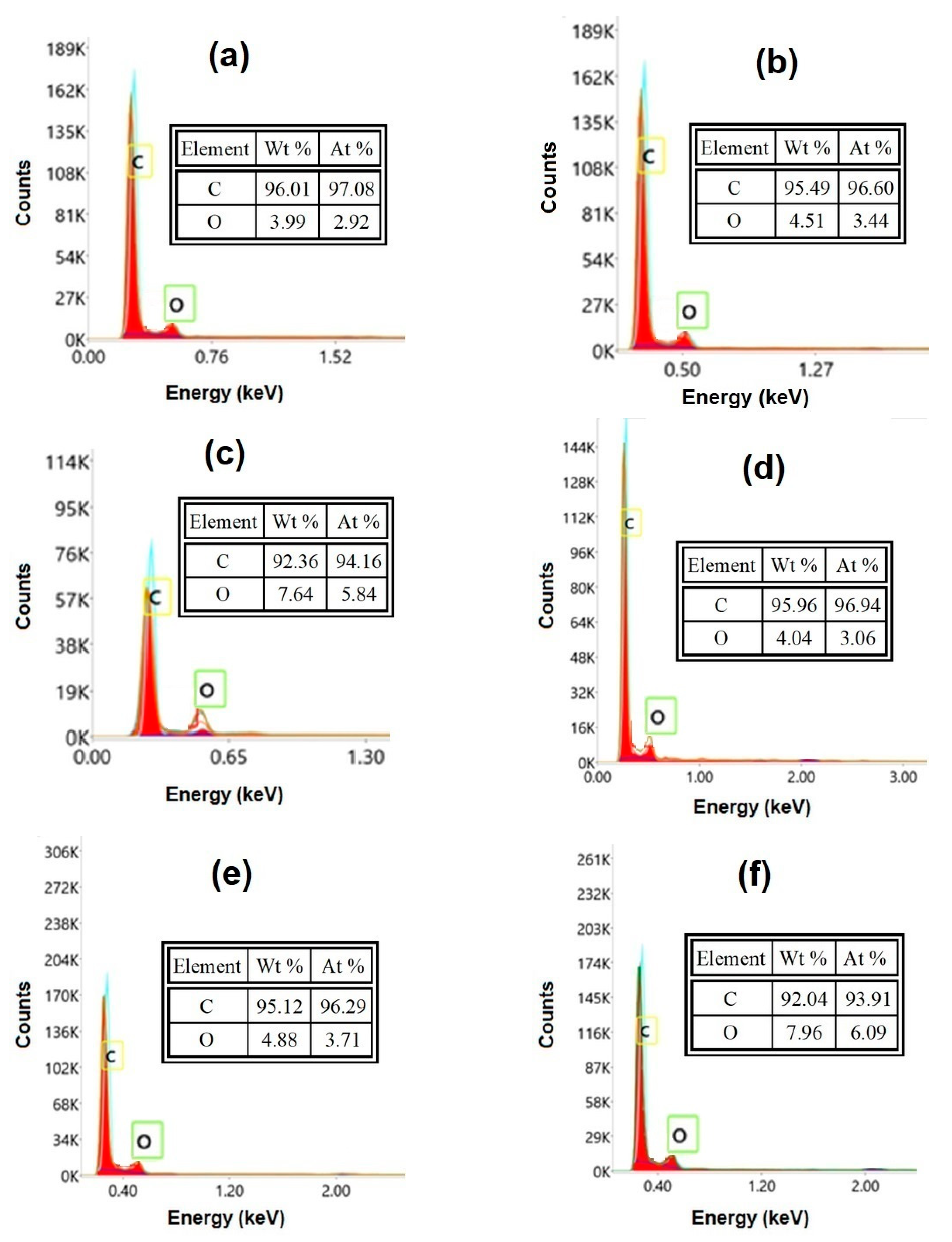
3.4. Surface Morphology and Chemical Analysis (SEM and EDX)
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Shahruzzaman, M.; Biswas, S.; Islam, M.M.; Islam, M.S.; Rahman, M.S.; Haque, P.; Rahman, M.M. Furniture: Eco-Friendly Polymer Composites Applications. In Encyclopedia of Polymer Applications, 1st ed.; Mishra, M., Ed.; Taylor and Francis Group, CRC Press: Boca Raton, FL, USA, 2019; pp. 1517–1547. [Google Scholar] [CrossRef]
- George, G.; Elias, L.; Luo, Z. Furniture: Polymers. In Encyclopedia of Polymer Applications, 1st ed.; Mishra, M., Ed.; Taylor and Francis Group, CRC Press: Boca Raton, FL, USA, 2019; pp. 1548–1560. [Google Scholar] [CrossRef]
- Buck, L. Furniture Design with Composite Materials. Ph.D. Thesis, Brunel University, London, UK, 1997. [Google Scholar]
- Zakriya, M.; Govindan, R. Applications of Composites in Artefact and Furniture Making. In Natural Fibre Composites, 1st ed.; Zakriya, M., Govindan, R., Eds.; CRC Press: Boca Raton, FL, USA, 2020; imprint; pp. 107–116. [Google Scholar] [CrossRef]
- Duque Estrada, R.; Wyller, M.; Dahy, H. Aerochair Integrative design methodologies for lightweight carbon fiber furniture design. In Proceedings of the eCAADe 37/SIGraDi Conference (eCAADe: Education and Research in Computer Aided Architectural Design in Europe) and (SIGraDi: Sociedad Iberoamericana de Gráfica Digital), Porto, Portugal, 11–13 September 2019. [Google Scholar] [CrossRef]
- Glass Fibre Reinforced Polypropylene Furniture. 2022. Available online: https://furnlink.com.au/glass-fibre-reinforced-polypropylene-furniture/ (accessed on 27 July 2022).
- Stelea, L.; Filip, I.; Lisa, G.; Ichim, M.; Drobotă, M.; Sava, C.; Mureșan, A. Characterisation of Hemp Fibres Reinforced Composites Using Thermoplastic Polymers as Matrices. Polymers 2022, 14, 481. [Google Scholar] [CrossRef] [PubMed]
- Ciupan, C.; Pop, E.; Filip, I.; Ciupan, E.; Câmpean, E.; Cionca, I.; Hereș, V. A new approach of the design process for replacing wooden parts of furniture. MATEC Web. Conf. 2017, 137, 06002. [Google Scholar] [CrossRef] [Green Version]
- Ciupan, E.; Ciupan, C.; Câmpean, E.M.; Stelea, L.; Policsek, C.E.; Lungu, F.; Jucan, D.C. Opportunities of Sustainable Development of the Industry of Upholstered Furniture in Romania. A Case Study. Sustainability 2018, 10, 3356. [Google Scholar] [CrossRef] [Green Version]
- Frulio, F. FiberFlax: The New Bio-Composite for Furniture. Available online: https://www.behance.net/gallery/16781161/FiberFlax-The-new-bio-composite-for-furniture- (accessed on 27 July 2022).
- Zakriya, M.; Govindan, R. Jute fiber reinforced polymeric composites in moulded furniture making. JARDCS 2017, 9, 1272–1278. [Google Scholar]
- Mahmood, A.; Sapuan, S.M.; Karmegam, K.; Abu, A.S. Design and Development of Kenaf Fiber-Reinforced Polymer Composite Polytechnic Chairs. Asian J. Agric. Biol. 2018, 6, 62–65. [Google Scholar]
- Zaman, H. Chemically Modified Coir Fiber Reinforced Polypropylene Composites for Furniture Applications. Int. Res. J. Mod. Eng. Technol. 2020, 2, 975–982. [Google Scholar]
- Husen, S.S.; Uday, M.L.; Chandrakant, M.B.; Madhukar, R.G.; Rupchand, D.Y. A Review on Coconut Coir Composite Board Manufacturing Machine. Int. Res. J. Eng. Technol. 2020, 7, 1317–1322. [Google Scholar]
- Ichim, M.; Stelea, L.; Filip, I.; Lisa, G.; Muresan, E.I. Thermal and Mechanical Characterization of Coir Fibre–Reinforced Polypropylene Biocomposites. Crystals 2022, 12, 1249. [Google Scholar] [CrossRef]
- Suhaily, S.S.; Jawaid, M.; Abdul Khalil, H.P.S.; Mohamed, A.R.; Ibrahim, F. A review of oil palm biocomposites for furniture design and applications: Potential and challenges. BioResources 2012, 7, 4400–4423. [Google Scholar]
- Asyraf, M.R.M.; Ishak, M.R.; Syamsir, A.; Nurazzi, N.M.; Sabaruddin, F.A.; Shazleen, S.S.; Norrrahim, M.N.F.; Rafidah, M.; Ilyas, R.A.; Rashid, M.Z.A.; et al. Mechanical properties of oil palm fibre-reinforced polymer composites: A review. J. Mater. Res. Technol. 2022, 17, 33–65. [Google Scholar] [CrossRef]
- Ikman Ishak, M.; Ismail, C.N.; Khor, C.Y.; Rosli, M.U.; RiduanJamalludin, M.; Hazwan, M.H.M.; Nawi, M.A.M.; Mohamad Syafiq, A.K. Investigation on the Mechanical Properties of Banana Trunk Fibre–Reinforced Polymer Composites for Furniture Making Application. IOP Conf. Ser. Mater. Sci. Eng. 2019, 551, 012107. [Google Scholar] [CrossRef]
- Mengeloglu, F.; Basboga, I.H.; Aslan, T. Selected Properties of Furniture Plant Waste Filled Thermoplastic Composites. Pro Ligno 2015, 11, 199–206. [Google Scholar]
- Xu, K.; Du, G.; Wang, S. Wood Plastic Composites: Their Properties and Applications. In Engineered Wood Products for Construction; Gong, M., Ed.; IntechOpen: London, UK, 2021. [Google Scholar] [CrossRef]
- Delviawan, A.; Suzuki, S.; Kojima, Y.; Kobori, H. The Influence of Filler Characteristics on the Physical and Mechanical Properties of Wood Plastic Composite(s). Rev. Agric. Sci. 2019, 7, 1–9. [Google Scholar] [CrossRef] [Green Version]
- Wambua, P.; Ivens, J.; Verpoest, I. Natural fibres: Can they replace glass in fibre reinforced plastics? Compos. Sci. Technol. 2003, 63, 1259–1264. [Google Scholar] [CrossRef]
- AL-Oqla, F.M.; Salit, M.S. Natural fiber composites. In Materials Selection for Natural Fiber Composites; AL-Oqla, F.M., Salit, M.S., Eds.; Woodhead Publishing: Cambridge, UK, 2017; pp. 23–48. ISBN 9780081009581. [Google Scholar] [CrossRef]
- Mohammed, L.; Ansari, M.N.M.; Pua, G.; Jawaid, M.; Islam, M.S. A Review on Natural Fiber Reinforced Polymer Composite and Its Applications. Int. J. Polym. Sci. 2015, 2015, 15. [Google Scholar] [CrossRef] [Green Version]
- Prakash, S.O.; Sahu, P.; Madhan, M.; Johnson Santhosh, A. A Review on Natural Fibre-Reinforced Biopolymer Composites: Properties and Applications. Int. J. Polym. Sci. 2022, 2022, 1–15. [Google Scholar] [CrossRef]
- Jusoh, A.F.; Rejab, M.R.M.; Siregar, J.P.; Bachtiar, D. Natural Fiber Reinforced Composites: A Review on Potential for Corrugated Core of Sandwich Structures. MATEC Web Conf. 2016, 74, 33. [Google Scholar] [CrossRef] [Green Version]
- Lambrache, N.; Renagi, O.; Olaru, L.; N’Drelan, B. Composite Materials with Natural Fibers. In Fiber-Reinforced Plastics; Masuelli, M.A., Ed.; IntechOpen: London, UK, 2022. [Google Scholar] [CrossRef]
- Sun, Z. Progress in the research and applications of natural fiber-reinforced polymer matrix composites. Sci. Eng. Compos. Mater. 2018, 25, 835–846. [Google Scholar] [CrossRef]
- Fuqua, M.A.; Huo, S.; Ulven, C.A. Natural Fiber Reinforced Composites. Polym. Rev. 2012, 52, 259–320. [Google Scholar] [CrossRef]
- Azman, M.A.; Asyraf, M.R.M.; Khalina, A.; Petru, M.; Ruzaidi, C.M.; Sapuan, S.M.; Wan Nik, W.B.; Ishak, M.R.; Ilyas, R.A.; Suriani, M.J. Natural Fiber Reinforced Composite Material for Product Design: A Short Review. Polymers 2021, 13, 1917. [Google Scholar] [CrossRef]
- Faruk, O.; Błędzki, A.K.; Fink, H.P.; Sain, M.M. Progress Report on Natural Fiber Reinforced Composites. Macromol. Mater Eng. 2014, 299, 9–26. [Google Scholar] [CrossRef]
- Das, P.P.; Chaudhary, V.; Motha, S.J. Fabrication and Characterization of Natural Fibre Reinforced Polymer Composites: A Review. In Proceedings of the International Conference of Advance Research & Innovation (ICARI), New Delhi, India, 19 January 2020. [Google Scholar] [CrossRef]
- Neto, J.; Queiroz, H.; Aguiar, R.; Lima, R.; Cavalcanti, D.; Banea, M.D. A Review of Recent Advances in Hybrid Natural Fiber Reinforced Polymer Composites. J. Renew. Mater. 2022, 10, 561–589. [Google Scholar] [CrossRef]
- Usmani, M.A.; Anas, M. Study of Natural Fibre Reinforced Composites. IOP Conf. Ser. Mater. Sci. Eng. 2018, 404, 012048. [Google Scholar] [CrossRef]
- Seviaryna, I.; Bueno, H.G.; Maeva, E.; Tjong, J. Characterization of natural fibre-reinforced composites with advanced ultrasonic techniques. In Proceedings of the IEEE International Ultrasonics Symposium, Chicago, IL, USA, 2–6 September 2014; pp. 1428–1431. [Google Scholar] [CrossRef]
- Mahir, F.I.; Keya, K.N.; Sarker, B.; Nahiun, K.M.; Khan, R.A. A brief review on natural fiber used as a replacement of synthetic fiber in polymer composites. Mater. Eng. Res. 2019, 1, 86–97. [Google Scholar] [CrossRef] [Green Version]
- Khalid, M.Y.; Al Rashid, A.; Arif, Z.U.; Ahmed, W.; Arshad, H.; Zaidi, A.A. Natural fiber reinforced composites: Sustainable materials for emerging applications. Results Eng. 2021, 11, 100263. [Google Scholar] [CrossRef]
- Yashas Gowda, T.G.; Sanjay, M.R.; Jyotishkumar, P.; Suchart, S. Natural Fibers as Sustainable and Renewable Resource for Development of Eco-Friendly Composites: A Comprehensive Review. Front. Mater. 2019, 6, 226. [Google Scholar] [CrossRef] [Green Version]
- Di Bella, G.; Fiore, V.; Valenza, A. Natural Fibre Reinforced Composites. In Fiber Reinforced Composites; Cheng, Q., Ed.; Nova Science Publishers: New York, NY, USA, 2012; pp. 57–90. [Google Scholar]
- Lotfi, A.; Li, H.; Dao, D.V.; Prusty, G. Natural fiber–reinforced composites: A review on material, manufacturing, and machinability. J. Thermoplast. Compos. Mater. 2021, 34, 238–284. [Google Scholar] [CrossRef]
- Ciupan, M.; Ciupan, E.; Cionca, I.; Heres, V.; Muresan, C. Assessing the influence of mechanical properties of a polypropylene and hemp composite on the design of upholstered furniture. Acta Tech. Napoc.-Ser. Appl. Math. Mech. Eng. 2022, 65, 91–96. [Google Scholar]
- Manian, A.P.; Cordin, M.; Pham, T. Extraction of cellulose fibers from flax and hemp: A review. Cellulose 2021, 28, 8275–8294. [Google Scholar] [CrossRef]
- Ahmed, A.T.M.F.; Islam, M.Z.; Mahmud, M.S.; Sarker, M.E.; Islam, M.R. Hemp as a potential raw material toward a sustainable world: A review. Heliyon 2022, 8, e08753. [Google Scholar] [CrossRef]
- Dhakal, H.N.; Zhang, Z. The use of hemp fibres as reinforcements in composites. In Biofiber Reinforcements in Composite Materials; Faruk, O., Sain, M., Eds.; Woodhead Publishing: Cambridge, UK, 2015; pp. 86–103. ISBN 9781782421221. [Google Scholar] [CrossRef]
- Yan, Z.L.; Wang, H.; Lau, K.T.; Pather, S.; Zhang, J.C.; Lin, G.; Ding, Y. Reinforcement of polypropylene with hemp fibres. Compos. B Eng. 2013, 46, 221–226. [Google Scholar] [CrossRef]
- Burgada, F.; Fages, E.; Quiles-Carrillo, L.; Lascano, D.; Ivorra-Martinez, J.; Arrieta, M.P.; Fenollar, O. Upgrading Recycled Polypropylene from Textile Wastes in Wood Plastic Composites with Short Hemp Fiber. Polymers 2021, 13, 1248. [Google Scholar] [CrossRef] [PubMed]
- Plastics Europe. Plastics-the Facts. 2020. Available online: https://plasticseurope.org/knowledge-hub/plastics-the-facts-2020/ (accessed on 1 November 2022).
- EuRIC—Plastic Recycling Factsheet. Available online: https://www.euric-aisbl.eu/facts-figures/euric-brochures (accessed on 1 November 2022).
- Le, K. Textile Recycling Technologies, Colouring and Finishing Methods. 2018. The University of British Columbia. Available online: https://sustain.ubc.ca/about/resources/textile-recycling-technologies-colouring-and-finishing-methods (accessed on 3 September 2021).
- Nisar, J.; Aziz, M.; Shah, A.; Shah, I.; Iqbal, M. Conversion of Polypropylene Waste into Value-Added Products: A Greener Approach. Molecules 2022, 27, 3015. [Google Scholar] [CrossRef] [PubMed]
- Aurrekoetxea, J.; Sarrionandia, M.A.; Urrutibeascoa, I.; Maspoch, M.L. Fracture behaviour of virgin and recycled isotactic polypropylene. J. Mater. Sci. 2001, 36, 5073–5078. [Google Scholar] [CrossRef]
- da Costa, H.M.; Ramos, V.D.; de Oliveira, M.G. Degradation of polypropylene (PP) during multiple extrusions: Thermal analysis, mechanical properties and analysis of variance. Polym. Test. 2007, 26, 676–684. [Google Scholar] [CrossRef]
- Aurrekoetxea, J.; Sarrionandia, M.A.; Urrutibeascoa, I.; Maspoch, M.L. Efects of recycling on the microstructure and the mechanical properties of isotactic polypropylene. J. Mater. Sci. 2001, 36, 2607–2613. [Google Scholar] [CrossRef]
- Incarnato, L.; Scarfato, P.; Acierno, D.; Milana, M.R.; Feliciani, R. Infuence of recycling and contamination on structure and transport properties of polypropylene. J. Appl. Polym. Sci. 2003, 89, 1768–1778. [Google Scholar] [CrossRef]
- Brachet, P.; Høydal, L.T.; Hinrichsen, E.L.; Melum, F. Modifcation of mechanical properties of recycled polypropylene from post-consumer containers. Waste Manag. 2008, 28, 2456–2464. [Google Scholar] [CrossRef]
- Khademi, F.; Ma, Y.; Ayranci, C.; Choi, K.; Duke, K. Efects of recycling on the mechanical behavior of polypropylene at room temperature through statistical analysis method. Polym. Eng. Sci. 2016, 56, 1283–1290. [Google Scholar] [CrossRef]
- Bourmaud, A.; Le Duigou, A.; Baley, C. What is the technical and environmental interest in reusing a recycled polypropylene-hemp fibrecomposite? Polym. Degrad. Stab. 2011, 96, 1732–1739. [Google Scholar] [CrossRef]
- Małek, M.; Jackowski, M.; Łasica, W.; Kadela, M. Characteristics of Recycled Polypropylene Fibers as an Addition to Concrete Fabrication Based on Portland Cement. Materials 2020, 13, 1827. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tuladhar, R.; Yin, S. Production of recycled polypropylene (PP) fibers from industrial plastic waste through melt spinning process. In Use of Recycled Plastics in Eco-efficient Concrete; Pacheco-Torgal, F., Khatib, J., Colangelo, F., Tuladhar, R., Eds.; Woodhead Publishing: Cambridge, UK, 2019; pp. 69–84. ISBN 9780081026762. [Google Scholar] [CrossRef]
- Yin, S. Development of Recycled Polypropylene Plastic Fibres to Reinforce Concrete; Springer: Berlin/Heidelberg, Germany, 2015; ISBN 978-981-10-3718-4. [Google Scholar] [CrossRef] [Green Version]
- Ajorloo, M.; Ghodrat, M.; Kang, W.H. Incorporation of Recycled Polypropylene and Fly Ash in Polypropylene-Based Composites for Automotive Applications. J. Polym. Environ. 2021, 29, 1298–1309. [Google Scholar] [CrossRef]
- Luna, P.; Lizarazo Marriaga, J.; Marino, A. Compatibilization of natural fibres as reinforcement of polymeric matrices. In Proceedings of the Fifth International Conference on Sustainable Construction Materials and Technologies, Kingston University, London, UK, 14–17 July 2019. [Google Scholar] [CrossRef]
- Karaduman, Y.; Ozdemir, H.; Karaduman, N.S.; Ozdemir, G. Interfacial Modification of Hemp Fiber–Reinforced Composites. In Natural and Artificial Fiber-Reinforced Composites as Renewable Sources; Günay, E., Ed.; IntechOpen: London, UK, 2018. [Google Scholar] [CrossRef] [Green Version]
- Nosova, N.; Roiter, Y.; Samaryk, V.; Varvarenko, S.; Stetsyshyn, Y.; Minko, S.; Stamm, M.; Voronov, S. Polypropylene surface peroxidation with heterofunctional polyperoxides. Macromol. Symp. 2004, 210, 339–348. [Google Scholar] [CrossRef]
- Pracella, M.; Chionna, D.; Anguillesi, I.; Kulinski, Z.; Piorkowska, E. Functionalization, compatibilization and properties of polypropylene composites with Hemp fibres. Compos. Sci. Technol. 2006, 66, 2218–2230. [Google Scholar] [CrossRef]
- Hamour, N.; Boukerrou, A.; Djidjelli, H.; Maigret, J.-E.; Beaugrand, J. Effects of MAPP Compatibilization and Acetylation Treatment Followed by Hydrothermal Aging on Polypropylene Alfa Fiber Composites. Int. J. Polym. Sci 2015, 2015, 9. [Google Scholar] [CrossRef] [Green Version]
- Mohanty, S.; Nayak, S.K.; Verma, S.K.; Tripathy, S.S. Effect of MAPP as a Coupling Agent on the Performance of Jute–PP Composites. J. Reinf. Plast. Compos. 2004, 23, 625–637. [Google Scholar] [CrossRef]
- Khalid, M.; Salmiaton, A.; Chuah, T.G.; Ratnam, C.T.; Thomas Choong, S.Y. Effect of MAPP and TMPTA as compatibilizer on the mechanical properties of cellulose and oil palm fiber empty fruit bunch–polypropylene biocomposites. Compos. Interfaces 2008, 15, 251–262. [Google Scholar] [CrossRef]
- Kim, H.-S.; Lee, B.-H.; Choi, S.-W.; Kim, S.; Kim, H.-J. The effect of types of maleic anhydride-grafted polypropylene (MAPP) on the interfacial adhesion properties of bio-flour-filled polypropylene composites. Compos. Part A Appl. Sci. Manuf. 2007, 38, 1473–1482. [Google Scholar] [CrossRef]
- Sunny, T.; Pickering, K.L. Improving Polypropylene Matrix Composites Reinforced with Aligned Hemp Fibre Mats Using High Fibre Contents. Materials 2022, 15, 5587. [Google Scholar] [CrossRef]
- Râpă, M.; Spurcaciu, B.N.; Ion, R.-M.; Grigorescu, R.M.; Darie-Niță, R.N.; Iancu, L.; Nicolae, C.-A.; Gabor, A.R.; Matei, E.; Predescu, C. Valorization of Polypropylene Waste in the Production of New Materials with Adequate Mechanical and Thermal Properties for Environmental Protection. Materials 2022, 15, 5978. [Google Scholar] [CrossRef]
- Yalcin, I.; Sadikoglu, T.G.; Berkalp, O.B.; Bakkal, M. Utilization of various non-woven waste forms as reinforcement in polymeric composites. Text. Res. J. 2013, 83, 1551–1562. [Google Scholar] [CrossRef]
- Sakthivel, S.; Senthil Kumar, S.; Mekala, N.; Dhanapriya, G. Development of Sound Absorbing Recycled Nonwoven Composite Materials. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1059, 012023. [Google Scholar] [CrossRef]
- Lou, C.-W.; Lin, J.-H.; Su, K.-H. Recycling Polyester and Polypropylene Nonwoven Selvages to Produce Functional Sound Absorption Composites. Text. Res. J. 2005, 75, 390–394. [Google Scholar] [CrossRef]
- Meng, X.; Fan, W.; Ma, Y.; Wei, T.; Dou, H.; Yang, X.; Tian, H.; Yu, Y.; Zhang, T.; Gao, L. Recycling of denim fabric wastes into high-performance composites using the needle-punching nonwoven fabrication route. Text. Res. J. 2020, 90, 695–709. [Google Scholar] [CrossRef]
- Meng, X.; Fan, W.; Wan Mahari, W.A.; Ge, S.; Xia, C.; Wu, F.; Han, L.; Wang, S.; Zhang, M.; Hu, Z.; et al. Production of three-dimensional fiber needle-punching composites from denim waste for utilization as furniture materials. J. Clean. Prod. 2021, 281, 125321. [Google Scholar] [CrossRef]
- Renouard, N.; Merotte, J.; Kervoelen, A.; Behlouli, K.; Baley, C.; Bourmaud, A. Exploring two innovative recycling ways for poly-(propylene)-flax non wovens wastes. Polym. Degrad. Stabil. 2017, 142, 89–101. [Google Scholar] [CrossRef]
- Ailenei, E.C.; Loghin, M.C.; Ichim, M.; Hoblea, A. New composite materials using polyester woven fabric scraps as reinforcement and thermoplastic matrix. Ind. Text. 2021, 62, 62–67. [Google Scholar] [CrossRef]
- Ball, P. Manufacturing Processes. In Handbook of Polymer Composites for Engineers; Hollaway, L., Ed.; Woodhead Publishing Limited: Cambridge, UK, 1994; pp. 73–94. [Google Scholar]
- Salazar-Cru, B.A.; Chávez-Cinco, M.I.; Morales-Cepeda, A.B.; Ramos-Galván, C.E.; Rivera-Armenta, J.L. Evaluation of Thermal Properties of Composites Prepared from Pistachio Shell Particles Treated Chemically and Polypropylene. Molecules 2022, 27, 426. [Google Scholar] [CrossRef]
- Bourmaud, A.; Fazzini, M.; Renouard, N.; Behlouli, K.; Ouagne, P. Innovating routes for the reused of PP-flax and PP-glass non woven composites: A comparative study. Polym. Degrad. Stab. 2018, 152, 259–271. [Google Scholar] [CrossRef]
- Liu, J.L.; Xia, R. A unified analysis of a micro-beam, droplet and CNT ring adhered on a substrate: Calculation of variation with movable boundaries. Acta Mech. Sin. 2013, 29, 62–72. [Google Scholar] [CrossRef]
- Saad, M.J. Effect of Maleated Polypropylene (MAPP) on the Tensile, Impact and Thickness Swelling Properties of Kenaf Core—Polypropylene Composites. J. Sci. Technol. 2010, 2, 33–44. [Google Scholar]
- Doh, S.J. A Study on the Effects of Textile Processing on Tensile Properties of Single Cotton Fibers—From Raw Cotton to Washed Garments. Ph.D. Thesis, North Carolina State University, Raleigh, NC, USA, 2004. [Google Scholar]
- Dong, Y.; Bhattacharyya, D. Dual role of maleated polypropylene in processing and material characterisation of polypropylene/clay nanocomposites. Mater. Sci. Eng. A 2010, 527, 1617–1622. [Google Scholar] [CrossRef] [Green Version]
- Dong, Y.; Bhattacharyya, D. Effect of matrix plasticisation on the characterisation of polypropylene/clay nanocomposites. World J. Eng. 2010, 7, 198–201. [Google Scholar]
- Marcilla, A.; Beltrán, M. Mechanisms of Plasticizers Action. In Handbook of Plasticizers, 3rd ed.; Wypych, G., Ed.; ChemTec Publishing: Toronto, ON, Canada, 2017; pp. 119–134. ISBN 9781895198973. [Google Scholar] [CrossRef]
- Chun, K.S.; Husseinsyah, S.; Osman, H. Tensile Properties of Polypropylene/Cocoa Pod Husk Biocomposites: Effect of Maleated Polypropylene. Adv. Mater. Res. 2013, 747, 645–648. [Google Scholar] [CrossRef]
- Monteiro, S.N.; Calado, V.; Rodriguez, R.J.S.; Margem, F.M. Thermogravimetric behavior of natural fibres reinforced polymer compozites—An overview. Mater. Sci. Eng. A 2012, 557, 17–28. [Google Scholar] [CrossRef]
- Joseph, P.V.; Joseph, K.; Thomas, S.; Pillai, C.K.S.; Prasad, V.S.; Groeninckx, G.; Sarkissova, M. The Thermal and Crystallization Studies of Short Sisal Fiber Reinforced Polypropylene Composites. Mater. Sci. Eng. 2003, 34, 253–266. [Google Scholar] [CrossRef]
- Xu, H.; Liu, C.Y.; Chen, C.; Hsiao, B.S.; Zhong, G.J.; Li, Z.M. Easy alignment and effective nucleation activity of ramie fibers in injection-molded poly(lactic acid) biocomposites. Biopolymers 2012, 97, 825–839. [Google Scholar] [CrossRef]
- Anderson, K.S.; Hillmyer, M.A. Melt preparation and nucleation efficiency of polylactide stereocomplex crystallites. Polymer 2006, 47, 2030–2035. [Google Scholar] [CrossRef]
- Zhang, X. Manufacturing of Hemp/PP Composites and Study of its Residual Stress and Aging Behavior. Ph.D. Thesis, University of Technology of Troyes, Troyes, France, 2016. [Google Scholar]
- Pracella, M.; Haque, M.M.-U.; Alvarez, V. Functionalization, Compatibilization and Properties of Polyolefin Composites with Natural Fibers. Polymers 2010, 2, 554–574. [Google Scholar] [CrossRef] [Green Version]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variant Code | Composition |
|---|---|
| V1 | 50% hemp/50% rPP |
| V2 | 100% recycled fibers from V1 nonwoven waste |
| V2.1 | 97.5% V1 recycled fibers/2.5% MAPP |
| V2.2 | 95% V1 recycled fibers/5% MAPP |
| V3 | 50% V1 recycled fibers/25% hemp/25% rPP |
| V3.1 | 47.5% V1 recycled fibers/25% hemp/25% rPP/2.5% MAPP |
| V3.2 | 45% V1 recycled fibers/25% hemp/25% rPP/5% MAPP |
| Sample | Stage | Tonset (°C) | Tpeak (°C) | Tendset (°C) | Mass Loss (%) |
|---|---|---|---|---|---|
| Hemp, 100% | I | 30 | 52 | 85.05 | 7.5 |
| II | 303 | 359 | 377 | 54.74 | |
| III | 377 | 446 | 499 | 11.31 | |
| rPP, 100% | I | 351.5 | 423.94 | 448.96 | 89.33 |
| V1 | I | 31 | 61.79 | 65.81 | 5.8 |
| II | 321 | 355 | 369 | 16.9 | |
| III | 405 | 465.6 | 483.37 | 65.08 | |
| V2 | I | 50.43 | 70.76 | 103.75 | 4.7 |
| II | 325.5 | 355 | 369.4 | 13.72 | |
| III | 428.67 | 464.6 | 484.6 | 62.54 | |
| V2.1 | I | 70.84 | 75.6 | 111.65 | 4.6 |
| II | 309.4 | 355.14 | 412.62 | 29.58 | |
| III | 466.97 | 507.33 | 534.31 | 58.22 | |
| V2.2 | I | 26.07 | 59.62 | 65.79 | 4.5 |
| II | 330.91 | 353.24 | 365.52 | 21.13 | |
| III | 407.54 | 432.4 | 461.89 | 58.60 | |
| V3 | I | 27.71 | 69.76 | 113.80 | 4.6 |
| II | 326.5 | 355.83 | 371.62 | 13.73 | |
| III | 419.4 | 461.7 | 479.7 | 70.68 | |
| V3.1. | I | 31.81 | 70.10 | 114.40 | 4.42 |
| II | 334.94 | 359.66 | 371.65 | 15.48 | |
| III | 406.81 | 455.16 | 478.09 | 65.89 | |
| V3.2. | I | 33.34 | 61.11 | 103.90 | 4.40 |
| II | 327.84 | 359.49 | 374.28 | 17.6 | |
| III | 431.29 | 466.72 | 485.66 | 63.29 |
| Sample | First Heating | Cooling | Second Heating | |||||
|---|---|---|---|---|---|---|---|---|
| Tm (°C) | * ∆Hfm (J/g) | Tc (°C) | ∆Hfc (J/g) | ꭕC (%) | Tm (°C) | ** ∆Hfm (J/g) | ꭕC (%) | |
| rPP 100% | 156.52 | 49.53 | 117.54 | 93.73 | 45.28 | 168.87 | 81.82 | 39.52 |
| V1 | 164.22 | 39.55 | 122.04 | 40.06 | 19.35 | 163.89 | 42.05 | 20.31 |
| V2 | 164.20 | 47.81 | 120.69 | 57.47 | 27.76 | 165.10 | 51.22 | 24.74 |
| V.2.1 | 164.37 | 34.57 | 121.07 | 39.16 | 18.92 | 163.37 | 32.57 | 15.73 |
| V.2.2 | 162.89 | 27.87 | 121.69 | 38.04 | 18.76 | 162.22 | 30.07 | 14.53 |
| V3 | 165.47 | 43.05 | 119.94 | 51.96 | 25.10 | 165.81 | 48.97 | 23.65 |
| V.3.1 | 165.49 | 38.06 | 120.79 | 45.68 | 22.06 | 165.49 | 40.76 | 19.69 |
| V.3.2 | 165.28 | 48.57 | 122.25 | 57.27 | 27.67 | 164.11 | 51.96 | 25.10 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ichim, M.; Filip, I.; Stelea, L.; Lisa, G.; Muresan, E.I. Recycling of Nonwoven Waste Resulting from the Manufacturing Process of Hemp Fiber-Reinforced Recycled Polypropylene Composites for Upholstered Furniture Products. Sustainability 2023, 15, 3635. https://doi.org/10.3390/su15043635
Ichim M, Filip I, Stelea L, Lisa G, Muresan EI. Recycling of Nonwoven Waste Resulting from the Manufacturing Process of Hemp Fiber-Reinforced Recycled Polypropylene Composites for Upholstered Furniture Products. Sustainability. 2023; 15(4):3635. https://doi.org/10.3390/su15043635
Chicago/Turabian StyleIchim, Mariana, Ioan Filip, Lucia Stelea, Gabriela Lisa, and Emil Ioan Muresan. 2023. "Recycling of Nonwoven Waste Resulting from the Manufacturing Process of Hemp Fiber-Reinforced Recycled Polypropylene Composites for Upholstered Furniture Products" Sustainability 15, no. 4: 3635. https://doi.org/10.3390/su15043635