
Potential Industrial Synergies in the Steelmaking and Metal-Processing Industry: By-Products Valorization and Associated Technological Processes


Abstract
:1. Introduction
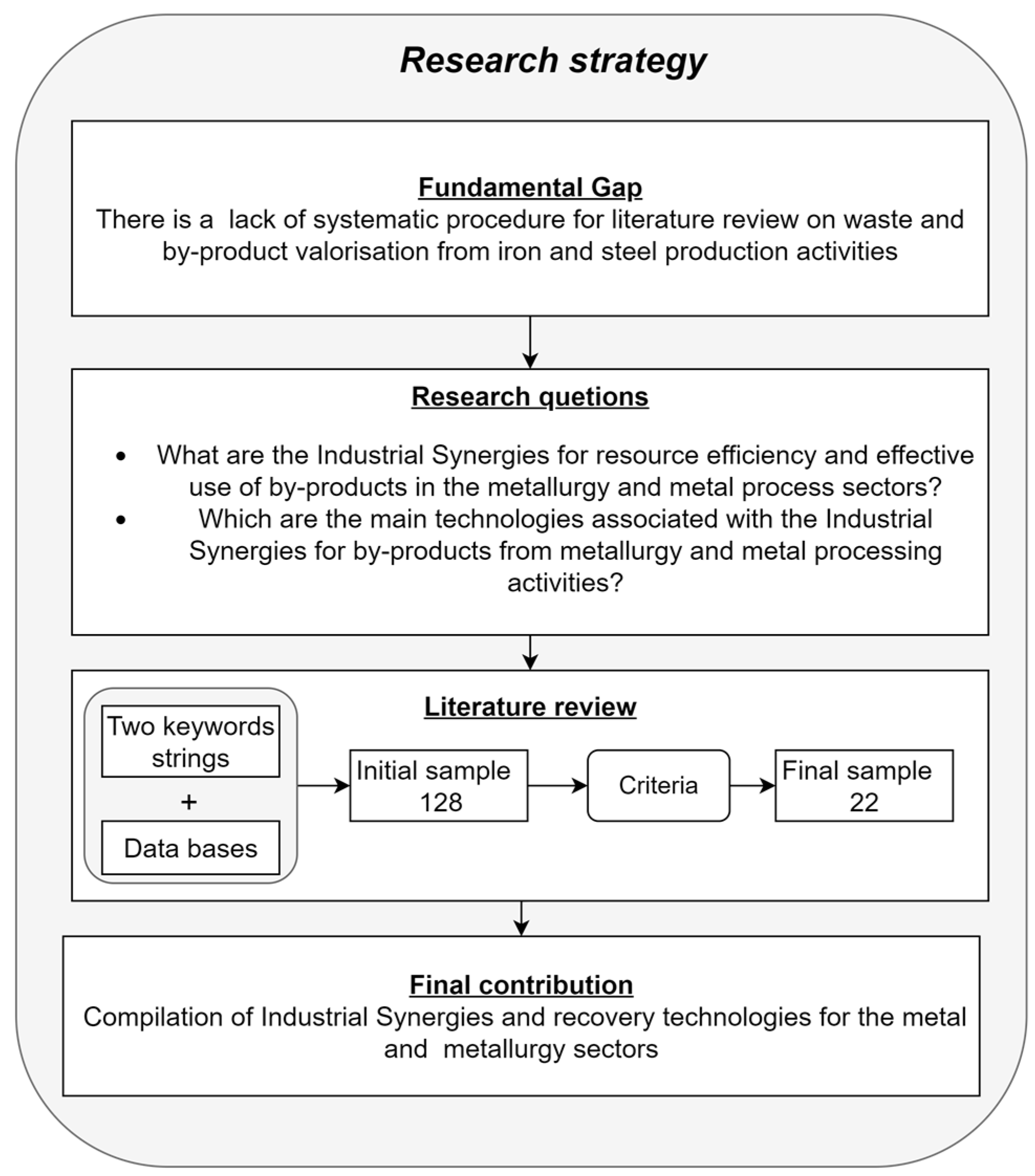
2. Research Strategy
2.1. Gap of Knowledge and Research Questions
- What are the industrial synergies for resource efficiency and effective use of by-products in the metallurgy and metal processing sectors?
- Which are the main technologies associated with the industrial synergies for by-products from metallurgy and metal processing activities?
2.2. Literature Review
- (“steel” OR “bof” OR “blast furnace” OR “rolling” OR “metal process*” OR “pickling”)
- (“waste*” OR “residue*” OR “sludge*” OR “by-product*” OR “slag*”).
2.3. Final Contribution
3. Blast Furnace/Basic Oxygen Route
3.1. Industrial Synergies and Recovery Technologies-Blast Furnace/Basic Oxygen
3.1.1. Iron
3.1.2. Zinc
4. Direct Reduction and Electric Arc Furnace Steelmaking
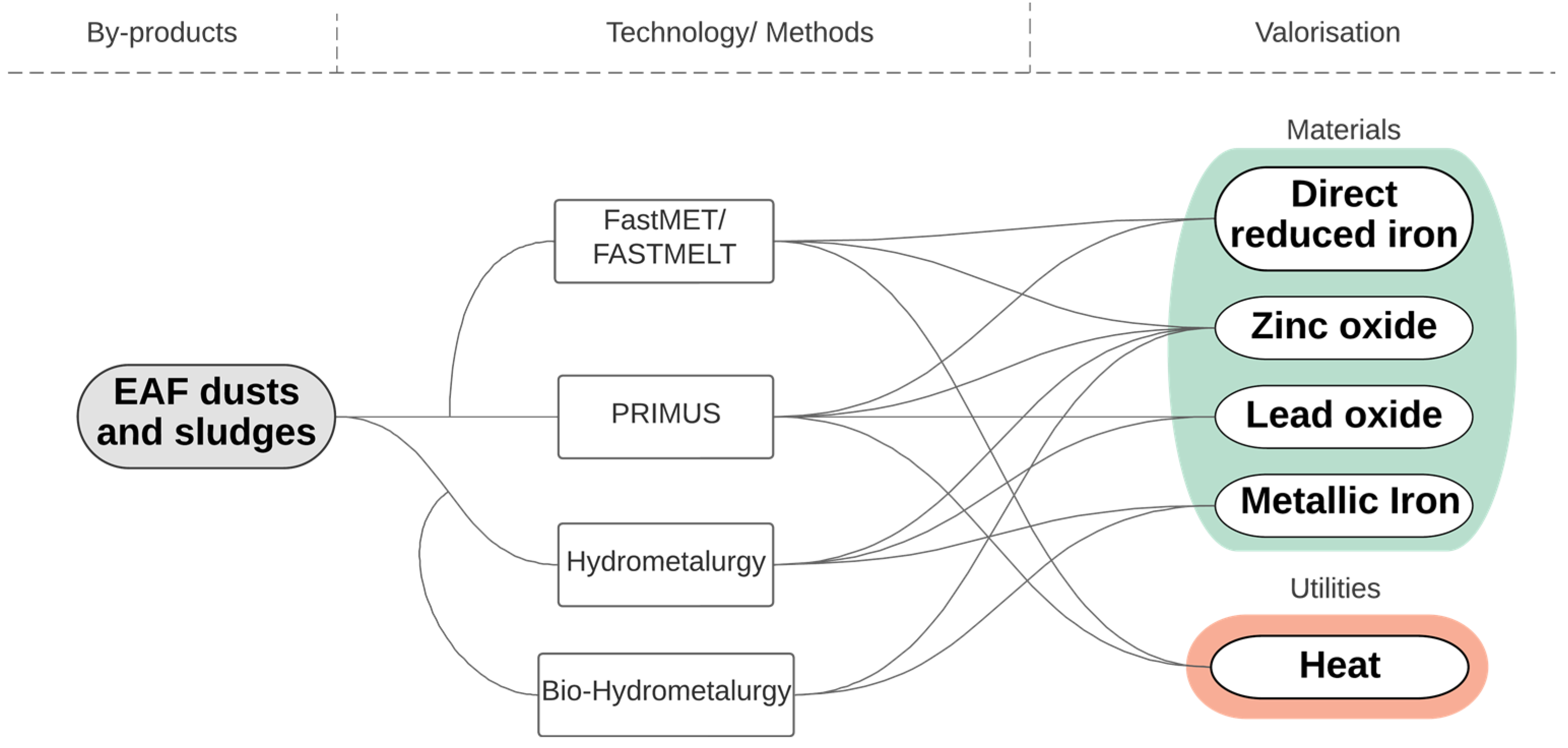
Industrial Synergies and Recovery Technologies–Electric Arc Furnace Dust
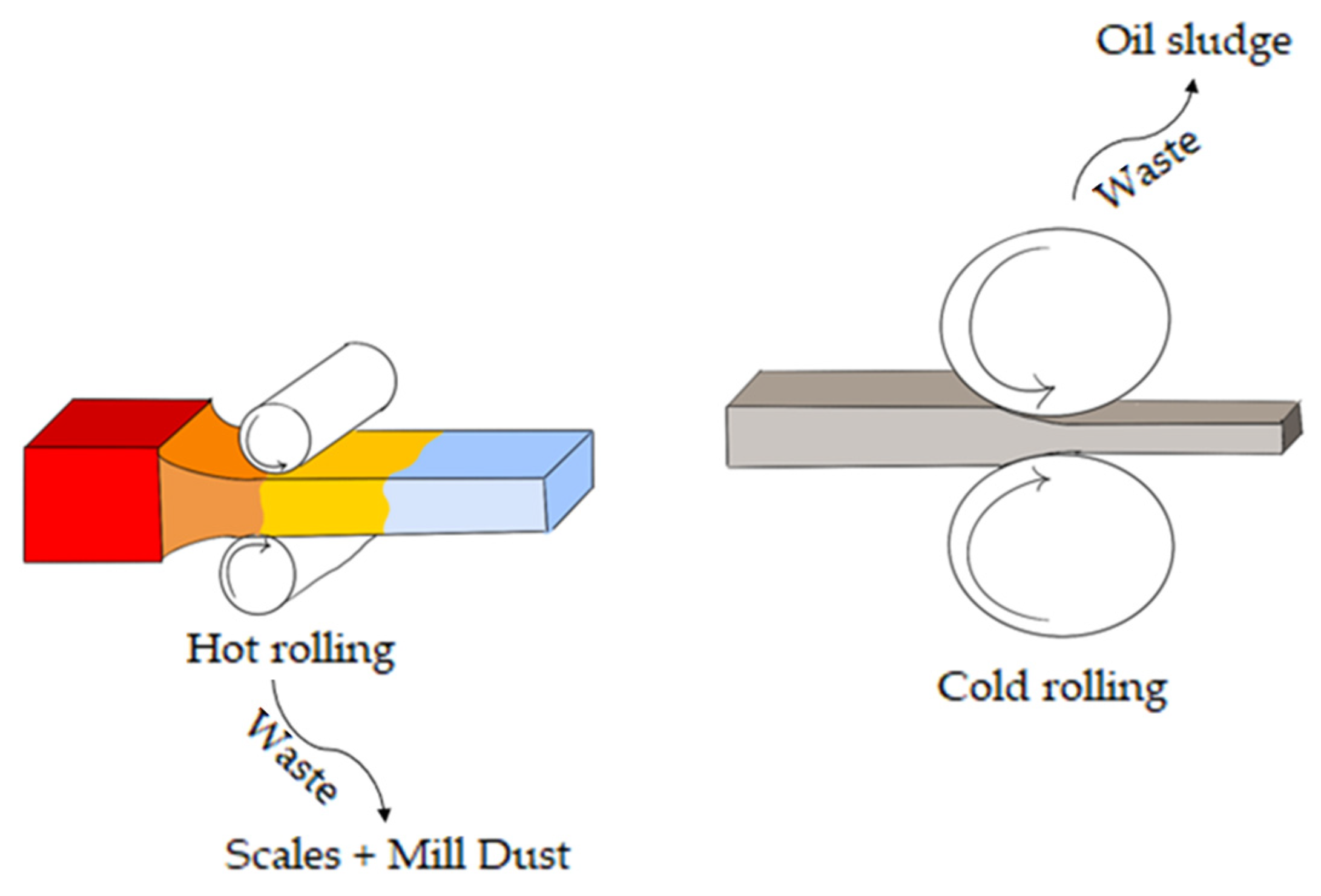
5. Metal Processing
Industrial Synergies and Recovery Technologies-Metal Processing
6. Discussion, Conclusions, and Future Perspectives
6.1. Discussion
6.1.1. Technological Challenges
6.1.2. Policies Implications
6.1.3. Rethinking Process and By-Products
6.2. Conclusions and Future Perspectives
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| Glossary Terms | |
| EAF | Electric arc furnace |
| BFS | Blast furnace sludge |
| BFD | Blast furnace dust |
| BOF | Basic oxygen furnace |
| COD | Chemical oxygen demand |
| rpm | Rotations per minute |
| MIFA | Municipal incinerator fly ash |
| RHF | Rotary hearth furnace |
| IS | Industrial symbiosis |
| OECD | Organisation for Economic Co-operation and Development |
| EAFD | Electric arc furnace dust |
| PVC | Polyvinyl chloride |
| PPFC | P-doped polyferric chloride |
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process | Advantages | Disadvantages |
|---|---|---|
| Basic Oxygen Furnace | Possibility to reduce the total cycle time to less than a 10th of the cycle time of open hearth furnaces, enabling significant energy savings for a given metal mix. Substantial cost savings, even though material costs can be higher. [101] | Basic oxygen steelmaking and casting key environmental issues for the sector are fume collection and treatment, BOF gas recovery and treatment, and zinc in collected dusts. [1] |
| Electric Arc Furnace | Important way to recycle scrap resources. Energy saving and emission reduction when compared to the BF-BOF. [102] | Electric arc furnace steelmaking: key environmental issues for the sector are dust, organochlorine compounds, energy efficiency, and recycling solid wastes. Production of steel from scrap consumes considerably less energy compared to production of steel from iron ores. The problems with the quality of scrap-based steel introduces restraints and the use of direct reduced iron (DRI) as feedstock enlarges the possibilities of the EAF steelmaking route. Fine dust particles rich in heavy metals such as lead, chromium, and cadmium are released from EAF. [1] |
| Blast furnace | The BF the route allows the recycling of various solid wastes/by-products which would not be available in many DRI processes. The desulfurizing capability of the blast furnace allows higher-sulfur-containing fuels and reductants to be used in an environmentally friendly manner. It can reduce the demand for primary aggregates because of its possible valorization solutions. [1] | Blast furnaces: the key environmental issues for the sector are BF gas containment, treatment, and utilization, fumes from casting, and dealing with slags. Blast furnaces require coke, and coke plants are expensive and have many environmental problems associated with their operation. The minimum blast furnace coke rate is approximately 200 kg/t pig iron. Emission of a significant amount of greenhouse gases, especially CO2. Leaching of cyanides, phenol, sulfur-containing compounds, metals, and ash, among others, in addition to an expressive water loss. [1] |
| Direct reduction | When compared to a blast furnace, the direct reduction unit uses natural gas or coal as a fuel; therefore, a coke oven plant is no longer needed, significantly reducing the emissions. Reduced impact on the environment with little dust emission, which is easy to collect. Low consumption of water and can be recycled to a large extent. Methane-based direct reduction unit produces much less CO2 than a coal-based unit. [1] | DR processes make use of iron pellets, which cause environmental impact because of the releases from the pelletization process. Environmental releases related to the additional processing of the DRI product that typically contains 2–4% gangue. [1] |
| Metal processing (hot rolling) | Specific properties and applications of the output materials. | High quantity of energy needed to reheat the slabs, billets, and blooms and the related emissions that arise because of combustion processes in order to supply the required thermal energy. High water consumption in hot-rolling mills for cooling (direct and indirect), descaling, and transporting purposes. Oil loads of the water and the oil content of the precipitated scale. [103] |
| Metal processing (cold rolling) | Specific properties and applications of the output materials. | Emissions into the atmosphere from annealing furnaces. Discharges into the water by the rolling and pickling sections. [103] |
| Blast Furnace | Basic Oxygen Furnace | Electric Arc Furnace | Metal Processing (Casting and Rolling) | Direct Reduction | |
|---|---|---|---|---|---|
| Principal By-product | Sludge | Sludge | Dust | Sludge | Dust |
| Quantity of by-product | 2–22 (kg/ton Hot metal) [104] | 15–16 (kg/ton liquid steel) [105] | 10–20 kg/ton liquid steel [5] | 12 kg/ton steel [104] | 250 kg/ton DRI [106] |
| Composition | Fe (41.44%), C (18.54%), SiO2 (7.02%), CaO (4.28%), MgO (1.87%), Al2O3 (1.74%), Zn (1.98%), Pb (0.06%) [27] | Fe (47–70%), Ca (6.8%), CaO (3–11%), Mg (0.55%), Zn (0.9–3.2%), Pb (0.1–1%), Cl (7.09%), SiO2 (0.71–1.97%), C (0.7%) [5] | Zn (8–33%), Fe (26.5–45.24%), Ca (0.9–3.85%), Pb (0.2–5.59%), Cr (0–0.46%), Mn (1.68–4.11%), Si (0.34–2.5%), Cd (<0.01–0.11%), Ni (0.02–0.1%), Cu (0.14–0.35%) [35] | Fe (70.6%), Ni (0.049%), Mn (0.18%), Cr (0.065%), Si (0.058%), V (0.024%), Oil (17.4%), H2O (0.8%) [6] | Fe (43.1%), Zn(7.8%), Al (10.9%), C (6.2%), Ca (1.4%), CO (2.2%), Cu (2.1%), k (1.9%), Mg (1.2%), Mn (2.8%), Na (1.4%), Ni (1.1%), Pb (1.2%), Si (5.4%), Ti (3.8%) [107] |
References
- Remus, R.; Aguado, M.M.; Roudier, S.; Sancho, L.D. Best Available Techniques (BAT) Reference Document for Iron and Steel Production EU Comission; Joint Research Centre: Seville, Spain, 2013; ISBN 9789279264757. [Google Scholar]
- Bataille, C.; Åhman, M.; Neuhoff, K.; Nilsson, L.J.; Fischedick, M.; Lechtenböhmer, S.; Solano-Rodriquez, B.; Denis-Ryan, A.; Stiebert, S.; Waisman, H.; et al. A review of technology and policy deep decarbonization pathway options for making energy-intensive industry production consistent with the Paris Agreement. J. Clean. Prod. 2018, 187, 960–973. [Google Scholar] [CrossRef]
- International Energy Agency. Iron and Steel Technology Roadmap: Towards More Sustainable Steelmaking; Treatise Process Metall; OECD Publishing: Paris, France, 2020. [Google Scholar]
- Kuwahara, Y.; Yamashita, H. A new catalytic opportunity for waste materials: Application of waste slag based catalyst in CO2 fixation reaction. J. CO2 Util. 2013, 1, 50–59. [Google Scholar] [CrossRef]
- Stefanova, A.; Aromaa, J.; Forsen, O. Alkaline leaching of zinc from stainless steel electric arc furnace dusts. Physicochem. Probl. Miner. Process. 2015, 51, 293–302. [Google Scholar]
- Liu, B.; Zhang, S.G.; Tian, J.J.; Pan, D.A.; Liu, Y.; Volinsky, A.A. Recycle of valuable products from oily cold rolling mill sludge. Int. J. Miner. Metall. Mater. 2013, 20, 941–946. [Google Scholar] [CrossRef]
- Geissdoerfer, M.; Savaget, P.; Bocken, N.M.P.; Hultink, E.J. The Circular Economy—A new sustainability paradigm? J. Clean. Prod. 2017, 143, 757–768. [Google Scholar] [CrossRef]
- Euroslag EUROSLAG—Statistics 2018. 2018. Available online: https://www.euroslag.com/wp-content/uploads/2022/04/Statistics-2018.pdf (accessed on 30 July 2023).
- Ma, N.Y.; Atkinson, M.; Neale, K. In-process separation of zinc from BOF offgas cleaning system solid wastes. Iron Steel Technol. 2012, 9, 77. [Google Scholar]
- He, Z.; Xu, S.; Shen, W.; Long, R.; Chen, H. Impact of urbanization on energy related CO2 emission at different development levels: Regional difference in China based on panel estimation. J. Clean. Prod. 2017, 140, 1719–1730. [Google Scholar] [CrossRef]
- Das, P.P.; Anweshan, A.; Purkait, M.K. Treatment of cold rolling mill (CRM) effluent of steel industry. Sep. Purif. Technol. 2021, 274, 119083. [Google Scholar] [CrossRef]
- Deepti; Sinha, A.; Biswas, P.; Sarkar, S.; Bora, U.; Purkait, M.K. Utilization of LD slag from steel industry for the preparation of MF membrane. J. Environ. Manag. 2020, 259, 110060. [Google Scholar]
- Stéphane, O.; Jean-Baptiste, Q.; Charles-Xavier, S.; Gwenaël, L.M.; Mouad, M.; Alexandre, B. A cross-sectorial synergies identification methodology for industrial symbiosis. In Smart Innovation, Systems and Technologies; Springer: Singapore, 2019; Volume 130, pp. 229–240. [Google Scholar]
- Dias, R.; Azevedo, J.; Ferreira, I.; Estrela, M.; Henriques, J.; Ascenço, C.; Iten, M. Technical viability analysis of industrial synergies-an applied framework perspective. Sustainability 2020, 12, 7720. [Google Scholar] [CrossRef]
- Azevedo, J.; Dias, R.; Ferreira, I.; Henriques, J.; Estrela, M.; Ascenço, C. Scaler Deliverable 3.2—Technology Database Template and Guide for Update; University of Cambridge: Cambridge, UK, 2019. [Google Scholar]
- Mendez-Alva, F.; Cervo, H.; Krese, G.; Van Eetvelde, G. Industrial symbiosis profiles in energy-intensive industries: Sectoral insights from open databases. J. Clean. Prod. 2021, 314, 128031. [Google Scholar] [CrossRef]
- Evans, S.; Benedetti, M.; Holgado Granados, M. Library of Industrial Symbiosis Case Studies and Linked Exchanges. 2017. Available online: https://www.repository.cam.ac.uk/items/9d6fc244-33f4-4db8-bb5f-024113e5a2f1 (accessed on 30 July 2023).
- Wang, Y.; Ding, L.; Long, H.; Xiao, J.; Qian, L.; Wang, H.; Xu, C. Carbonyl sulfur removal from blast furnace gas: Recent progress, application status and future development. Chemosphere 2022, 307, 136090. [Google Scholar] [CrossRef] [PubMed]
- Kawaguchi, T.; Matsumura, M.; Kasai, E.; Noda, H. Effect of properties of solid fuel on dioxin concentration of the exhaust gas in the iron ore sintering process. Tetsu-to-Hagané 2002, 88, 378–385. [Google Scholar] [CrossRef] [PubMed]
- Balakrishnan, M.; Batra, V.S.; Hargreaves, J.S.J.; Pulford, I.D. Waste materials–catalytic opportunities: An overview of the application of large scale waste materials as resources for catalytic applications. Green Chem. 2011, 13, 16–24. [Google Scholar] [CrossRef]
- Bian, Z.; Miao, X.; Lei, S.; Chen, S.E.; Wang, W.; Struthers, S. The challenges of reusing mining and mineral-processing wastes. Science 2012, 337, 702–703. [Google Scholar] [CrossRef]
- Drobíková, K.; Plachá, D.; Motyka, O.; Gabor, R.; Kutláková, K.M.; Vallová, S.; Seidlerová, J. Recycling of blast furnace sludge by briquetting with starch binder: Waste gas from thermal treatment utilizable as a fuel. Waste Manag. 2016, 48, 471–477. [Google Scholar] [CrossRef]
- Ponomar, V.P.; Brik, O.B.; Cherevko, Y.I.; Ovsienko, V.V. Kinetics of hematite to magnetite transformation by gaseous reduction at low concentration of carbon monoxide. Chem. Eng. Res. Des. 2019, 148, 393–402. [Google Scholar] [CrossRef]
- Melo Bravo, P.; Jiménez, R.; Devred, F.; Debecker, D.P.; Ulloa, C.; García, X. Kinetics of CO methanation using a Fe-bearing catalyst from a blast furnace sludge. Fuel 2020, 276, 118045. [Google Scholar] [CrossRef]
- Steer, J.M.; Griffiths, A.J. Investigation of carboxylic acids and non-aqueous solvents for the selective leaching of zinc from blast furnace dust slurry. Hydrometallurgy 2013, 140, 34–41. [Google Scholar] [CrossRef]
- Rowe, R.C.; Sheskey, P.J.; Quinn, M.E.; Rowe, R.C.; Sheskey, P.J.; Quinn, M.E. Handbook of Pharmaceutical Excipients, 6th ed.; Pharmaceutical Press: London, UK, 2009. [Google Scholar]
- Vereš, J.; Lovás, M.; Jakabský, Š.; Šepelák, V.; Hredzák, S. Characterization of blast furnace sludge and removal of zinc by microwave assisted extraction. Hydrometallurgy 2012, 129, 67–73. [Google Scholar] [CrossRef]
- Gönen, M.; Balköse, D.; Inal, F.; Ülkü, S. Zinc stearate production by precipitation and fusion processes. Ind. Eng. Chem. Res. 2005, 44, 1627–1633. [Google Scholar] [CrossRef]
- OECD Steel Market Developments. Available online: https://www.oecd.org/sti/ind/steel-market-developments.htm (accessed on 12 July 2023).
- Loo, C.E.; Wan, K.T.; Howes, V.R. Mechanical properties of natural and synthetic mineral phases in sinters having varying reduction degradation indices. Ironmak. Steelmak. 1988, 15, 279–285. [Google Scholar]
- Cores, A.; Muñiz, M.; Ferreira, S.; Robla, J.I.; Mochón, J. Relationship between sinter properties and iron ore granulation index. Ironmak. Steelmak. 2012, 39, 85–94. [Google Scholar] [CrossRef]
- Lemos, L.R.; Da Rocha, S.H.F.S.; De Castro, L.F.A. Reduction disintegration mechanism of cold briquettes from blast furnace dust and sludge. J. Mater. Res. Technol. 2015, 4, 278–282. [Google Scholar] [CrossRef]
- Gomes, O.D.F.M.; Iglesias, J.C.A.; Paciornik, S.; Vieira, M.B. Classification of hematite types in iron ores through circularly polarized light microscopy and image analysis. Miner. Eng. 2013, 52, 191–197. [Google Scholar] [CrossRef]
- Omran, M.; Fabritius, T. Treatment of blast furnace sludge (BFS) using a microwave heating technique. Ironmak. Steelmak. 2017, 44, 619–629. [Google Scholar] [CrossRef]
- Kukurugya, F.; Vindt, T.; Havlík, T. Behavior of zinc, iron and calcium from electric arc furnace (EAF) dust in hydrometallurgical processing in sulfuric acid solutions: Thermodynamic and kinetic aspects. Hydrometallurgy 2015, 154, 20–32. [Google Scholar] [CrossRef]
- Van Herck, P.; Vandecasteele, C.; Swennen, R.; Mortier, R. Zinc and lead removal from blast furnace sludge with a hydrometallurgical process. Environ. Sci. Technol. 2000, 34, 3802–3808. [Google Scholar] [CrossRef]
- Vestola, E.A.; Kuusenaho, M.K.; Närhi, H.M.; Tuovinen, O.H.; Puhakka, J.A.; Plumb, J.J.; Kaksonen, A.H. Acid bioleaching of solid waste materials from copper, steel and recycling industries. Hydrometallurgy 2010, 103, 74–79. [Google Scholar] [CrossRef]
- Mishra, D.; Kim, D.-J.; Ralph, D.E.; Ahn, J.-G.; Rhee, Y.-H. Bioleaching of metals from spent lithium ion secondary batteries using Acidithiobacillus ferrooxidans. Waste Manag. 2008, 28, 333–338. [Google Scholar] [CrossRef]
- Bayat, O.; Sever, E.; Bayat, B.; Arslan, V.; Poole, C. Bioleaching of Zinc and Iron from Steel Plant Waste using Acidithiobacillus Ferrooxidans. Appl. Biochem. Biotechnol. 2009, 152, 117–126. [Google Scholar] [CrossRef]
- Esezobor, D.E.; Balogun, S.A. Zinc accumulation during recycling of iron oxide wastes in the blast furnace. Ironmak. Steelmak. 2006, 33, 419–425. [Google Scholar] [CrossRef]
- Wani, A.L.; Parveen, N.; Ansari, M.O.; Ahmad, M.F.; Jameel, S.; Shadab, G.G.H.A. Zinc: An element of extensive medical importance. Curr. Med. Res. Pract. 2017, 7, 90–98. [Google Scholar] [CrossRef]
- Materna, J.; Nieradko-Iwanicka, B. Zinc detection in cosmetics. J. Educ. Health Sport 2020, 10, 117–123. [Google Scholar] [CrossRef]
- Trading Economics Zinc Market Price. Available online: https://tradingeconomics.com/commodity/zinc (accessed on 18 October 2022).
- Hamann, C.; Spanka, M.; Stolle, D.; Auer, G.; Weingart, E.; Al-Sabbagh, D.; Ostermann, M.; Adam, C. Recycling of blast-furnace sludge by thermochemical treatment with spent iron(II) chloride solution from steel pickling. J. Hazard. Mater. 2021, 402, 123511. [Google Scholar] [CrossRef] [PubMed]
- Andersson, A.; Ahmed, H.; Rosenkranz, J.; Samuelsson, C.; Björkman, B. Characterization and upgrading of a low zinc-containing and fine blast furnace sludge—A multi-objective analysis. ISIJ Int. 2017, 57, 262–271. [Google Scholar] [CrossRef]
- Verdeja González, L.F.; Fernández González, D.; Verdeja González, J.I. Operations and Basic Processes in Steelmaking; Topics in Mining, Metallurgy and Materials Engineering; Springer International Publishing: Cham, Switzerland, 2021; ISBN 978-3-030-67999-6. [Google Scholar]
- Anameric, B.; Kawatra, S.K. Direct Iron Smelting Reduction Processes. Miner. Process. Extr. Metall. Rev. 2008, 30, 1–51. [Google Scholar] [CrossRef]
- Guézennec, A.-G.; Huber, J.-C.; Patisson, F.; Sessiecq, P.; Birat, J.-P.; Ablitzer, D. Dust formation in Electric Arc Furnace: Birth of the particles. Powder Technol. 2005, 157, 2–11. [Google Scholar] [CrossRef]
- Tsakiridis, P.E.; Oustadakis, P.; Katsiapi, A.; Agatzini-Leonardou, S. Hydrometallurgical process for zinc recovery from electric arc furnace dust (EAFD). Part II: Downstream processing and zinc recovery by electrowinning. J. Hazard. Mater. 2010, 179, 8–14. [Google Scholar] [CrossRef]
- Da Silva Magalhães, M.; Faleschini, F.; Pellegrino, C.; Brunelli, K. Cementing efficiency of electric arc furnace dust in mortars. Constr. Build. Mater. 2017, 157, 141–150. [Google Scholar] [CrossRef]
- Alsheyab, M.A.T.; Khedaywi, T.S. Effect of electric arc furnace dust (EAFD) on properties of asphalt cement mixture. Resour. Conserv. Recycl. 2013, 70, 38–43. [Google Scholar] [CrossRef]
- Vieira, C.M.F.; Sanchez, R.; Monteiro, S.N.; Lalla, N.; Quaranta, N. Recycling of electric arc furnace dust into red ceramic. J. Mater. Res. Technol. 2013, 2, 88–92. [Google Scholar] [CrossRef]
- Kavouras, P.; Kehagias, T.; Tsilika, I.; Kaimakamis, G.; Chrissafis, K.; Kokkou, S.; Papadopoulos, D.; Karakostas, T. Glass-ceramic materials from electric arc furnace dust. J. Hazard. Mater. 2007, 139, 424–429. [Google Scholar] [CrossRef] [PubMed]
- Pelino, M.; Karamanov, A.; Pisciella, P.; Crisucci, S.; Zonetti, D. Vitrification of electric arc furnace dusts. Waste Manag. 2002, 22, 945–949. [Google Scholar] [CrossRef]
- Stathopoulos, V.N.; Papandreou, A.; Kanellopoulou, D.; Stournaras, C.J. Structural ceramics containing electric arc furnace dust. J. Hazard. Mater. 2013, 262, 91–99. [Google Scholar] [CrossRef]
- Polsilapa, S.; Wangyao, P. Glassification of electric arc furnace dust by using fly ash or bagasse ash. J. Met. Mater. Miner. 2017, 17, 67–73. [Google Scholar]
- McClelland, J.M.; Metius, G.E. Recycling Ferrous and Nonferrous Waste Streams with FASTMET. JOM 2003, 55, 30–34. [Google Scholar] [CrossRef]
- Roth, J.L.; Frieden, R.; Hansmann, T.; Monai, J.; Solvi, M. PRIMUS, a new process for recycling by-products and producing virgin iron. Rev. Métallurgie 2001, 98, 987–996. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, Y.; Cui, K.; Fu, T.; Gao, J.; Hussain, S.; AlGarni, T.S. Pyrometallurgical recovery of zinc and valuable metals from electric arc furnace dust—A review. J. Clean. Prod. 2021, 298, 126788. [Google Scholar] [CrossRef]
- Nzihou, A. Waste and biomass valorization. Waste Biomass Valorization 2010, 1, 1–2. [Google Scholar] [CrossRef]
- Machado, J.G.M.S.; Brehm, F.A.; Moraes, C.A.M.; dos Santos, C.A.; Vilela, A.C.F.; da Cunha, J.B.M. Chemical, physical, structural and morphological characterization of the electric arc furnace dust. J. Hazard. Mater. 2006, 136, 953–960. [Google Scholar] [CrossRef] [PubMed]
- Costa, G.; Della, V.P.; Ribeiro, M.J.; Oliveira, A.P.N.; Monrós, G.; Labrincha, J.A. Synthesis of black ceramic pigments from secondary raw materials. Dye. Pigment. 2008, 77, 137–144. [Google Scholar] [CrossRef]
- Carneiro, J.; Tobaldi, D.M.; Hajjaji, W.; Capela, M.N.; Novais, R.M.; Seabra, M.P.; Labrincha, J.A. Red mud as a substitute coloring agent for the hematite pigment. Ceram. Int. 2018, 44, 4211–4219. [Google Scholar] [CrossRef]
- Shawabkeh, R.A. Hydrometallurgical extraction of zinc from Jordanian electric arc furnace dust. Hydrometallurgy 2010, 104, 61–65. [Google Scholar] [CrossRef]
- Oustadakis, P.; Tsakiridis, P.E.; Katsiapi, A.; Agatzini-Leonardou, S. Hydrometallurgical process for zinc recovery from electric arc furnace dust (EAFD). Part I: Characterization and leaching by diluted sulphuric acid. J. Hazard. Mater. 2010, 179, 1–7. [Google Scholar] [CrossRef] [PubMed]
- Havlík, T.; e Souza, B.V.; Bernardes, A.M.; Schneider, I.A.H.; Miškufová, A. Hydrometallurgical processing of carbon steel EAF dust. J. Hazard. Mater. 2006, 135, 311–318. [Google Scholar] [CrossRef]
- Langová, Š.; Riplová, J.; Vallová, S. Atmospheric leaching of steel-making wastes and the precipitation of goethite from the ferric sulphate solution. Hydrometallurgy 2007, 87, 157–162. [Google Scholar] [CrossRef]
- Pérez Escobar, D.; Silva Ferreira de Dafé, S.; Brandão Santos, D. Martensite reversion and texture formation in 17Mn-0.06C TRIP/TWIP steel after hot cold rolling and annealing. J. Mater. Res. Technol. 2015, 4, 162–170. [Google Scholar] [CrossRef]
- Yang, Y.; Zhan, D.; Qiu, G.; Li, X.; Jiang, Z.; Zhang, H. Inclusion evolution in solid steel during rolling deformation: A review. J. Mater. Res. Technol. 2022, 18, 5103–5115. [Google Scholar] [CrossRef]
- Roberts, W.L. Cold Rolling of Steel; Routledge: Oxford, UK, 2017; ISBN 9781351459921. [Google Scholar]
- Frick, J.W. Optimisation of technologies for hydro-mechanical descaling of steel. Metall. Res. Technol. 2009, 106, 60–68. [Google Scholar] [CrossRef]
- Noh, I.; Park, H. Acid concentration control for pickling line of cold rolling. IFAC-PapersOnLine 2015, 48, 39–41. [Google Scholar] [CrossRef]
- Roberts, W.L. Hot Rolling of Steel; CRC Press: Boca Raton, FL, USA, 1983; ISBN 9781482276015. [Google Scholar]
- Dick, K.; Lenard, J.G. The effect of roll roughness and lubricant viscosity on the loads on the mill during cold rolling of steel strips. J. Mater. Process. Technol. 2005, 168, 16–24. [Google Scholar] [CrossRef]
- La Monaca, A.; Murray, J.W.; Liao, Z.; Speidel, A.; Robles-Linares, J.A.; Axinte, D.A.; Hardy, M.C.; Clare, A.T. Surface integrity in metal machining—Part II: Functional performance. Int. J. Mach. Tools Manuf. 2021, 164, 103718. [Google Scholar] [CrossRef]
- Zamiraei, Z.; Panahandeh, M.; Ravanbakhsh, M.; Fathi, H. Characterization and Management of Solid Wastes from Steel Mill Plant (Case Study: North of Iran). Res. J. Chem. Environ. Sci 2016, 4, 62–67. [Google Scholar]
- Hu, S.; Xu, C.; Srinivasakannan, C.; Tan, X.; Ni, S.; Zhang, J.; Li, X.; Zhang, H.; Li, S. Recovery of zinc and iron from hot-dip galvanizing spent pickle liquor using solvent extraction. J. Mol. Liq. 2022, 362, 119741. [Google Scholar] [CrossRef]
- Devi, A.; Singhal, A.; Gupta, R.; Panzade, P. A study on treatment methods of spent pickling liquor generated by pickling process of steel. Clean Technol. Environ. Policy 2014, 16, 1515–1527. [Google Scholar] [CrossRef]
- Liu, B.; Zhang, S.; Steenari, B.M.; Ekberg, C. Controlling the composition and magnetic properties of nano-SrFe12O19 powder synthesized from oily cold mill sludge by the citrate precursor method. Materials 2019, 12, 1250. [Google Scholar] [CrossRef]
- Blake, N.R.; Siefert, K.S. Process for De-Oiling Mill Scale 1990. Available online: https://patents.google.com/patent/US5047083A/en (accessed on 12 October 2022).
- Zhu, S.; Li, T.; Wu, Y.; Chen, Y.; Su, T.; Ri, K.; Huo, Y. Effective purification of cold-rolling sludge as iron concentrate powder via a coupled hydrothermal and calcination route: From laboratory-scale to pilot-scale. J. Clean. Prod. 2020, 276, 124274. [Google Scholar] [CrossRef]
- Qu, Z.; Dong, G.; Zhu, S.; Yu, Y.; Huo, M.; Xu, K.; Liu, M. Recycling of groundwater treatment sludge to prepare nano-rod erdite particles for tetracycline adsorption. J. Clean. Prod. 2020, 257, 120462. [Google Scholar] [CrossRef]
- Liu, B.; Zang, S.G.; Tian, J.J.; Pan, D.A.; Zhu, H.X. Strontium ferrite powders prepared from oily cold rolling mill sludge by solid-state reaction method. Rare Met. 2013, 32, 518–523. [Google Scholar] [CrossRef]
- Liu, B.; Zhang, S.; Pan, D.; Chang, C. Synthesis and Characterization of Micaceous Iron Oxide Pigment from Oily Cold Rolling Mill Sludge. Procedia Environ. Sci. 2016, 31, 653–661. [Google Scholar] [CrossRef]
- Pinheiro, C.T.; Pais, R.F.; Quina, M.J.; Gando-Ferreira, L.M. Regeneration of waste lubricant oil with distinct properties by extraction-flocculation using green solvents. J. Clean. Prod. 2018, 200, 578–587. [Google Scholar] [CrossRef]
- Gao, Y.; Yue, T.; Sun, W.; He, D.; Lu, C.; Fu, X. Acid recovering and iron recycling from pickling waste acid by extraction and spray pyrolysis techniques. J. Clean. Prod. 2021, 312, 127747. [Google Scholar] [CrossRef]
- Pathak, A.; Roy, A.; Manna, M. Recovery of zinc from industrial waste pickling liquor. Hydrometallurgy 2016, 163, 161–166. [Google Scholar] [CrossRef]
- Yang, S.; Li, W.; Zhang, H.; Wen, Y.; Ni, Y. Treatment of paper mill wastewater using a composite inorganic coagulant prepared from steel mill waste pickling liquor. Sep. Purif. Technol. 2019, 209, 238–245. [Google Scholar] [CrossRef]
- Yang, B.; Jiang, S.; Zhang, C.; Zhao, G.; Wu, M.; Xiao, N.; Su, P. Recovery of iron from iron-rich pickling sludge for preparing P-doped polyferric chloride coagulant. Chemosphere 2021, 283, 131216. [Google Scholar] [CrossRef]
- The European Steel Association. Low Carbon Roadmap: Pathways to a CO2-Neutral European Steel Industry—The European Steel Association; The European Steel Association: Brussels, Belgium, 2019. [Google Scholar]
- Zimek, M.; Asada, R.; Baumgartner, R.J.; Brenner-Fliesser, M.; Kaltenegger, I.; Hadler, M. Sustainability trade-offs in the steel industry—A MRIO-based social impact assessment of bio-economy innovations in a belgian steel mill. Clean. Prod. Lett. 2022, 3, 100011. [Google Scholar] [CrossRef]
- Xiong, W.; Fu, L.; Zhao, G.; Chen, Y.; Zhao, X.; Hu, M.; Yao, H. A new dust removal technology used in hot rolling mills: Atomized spray with higher dedusting efficiency. J. Clean. Prod. 2021, 311, 127574. [Google Scholar] [CrossRef]
- Fraccascia, L.; Giannoccaro, I.; Albino, V. Efficacy of landfill tax and subsidy policies for the emergence of industrial symbiosis networks: An agent-based simulation study. Sustainability 2017, 9, 521. [Google Scholar] [CrossRef]
- European Economic and Social Committee. The Circular Economy: Beneficial for All the Threefold Challenge: Climate Change, Competitiveness & Dependence on Raw Materials; European Economic and Social Committee: Brussels, Belgium, 2016. [Google Scholar]
- Jensen, P.D.; Basson, L.; Hellawell, E.E.; Bailey, M.R.; Leach, M. Quantifying “geographic proximity”: Experiences from the United Kingdom’s National Industrial Symbiosis Programme. Resour. Conserv. Recycl. 2011, 55, 703–712. [Google Scholar] [CrossRef]
- Henriques, J.; Ferrão, P.; Castro, R.; Azevedo, J. Industrial Symbiosis: A Sectoral Analysis on Enablers and Barriers. Sustainability 2021, 13, 1723. [Google Scholar] [CrossRef]
- Henriques, J.D.; Azevedo, J.; Dias, R.; Estrela, M.; Ascenço, C.; Vladimirova, D.; Miller, K. Implementing Industrial Symbiosis Incentives: An Applied Assessment Framework for Risk Mitigation. Circ. Econ. Sustain. 2021, 2, 669–692. [Google Scholar] [CrossRef]
- Bruvoll, A.; Dalen, H.M. Pricing of CO2 emissions in Norway: Documentation of Data and Methods used in Estimations of Average CO2 Tax Rates in Norwegian Sectors in 2006. Stat. Norw. 2009, 6, 2–27. [Google Scholar]
- Mirata, M. Experiences from early stages of a national industrial symbiosis programme in the UK: Determinants and coordination challenges. J. Clean. Prod. 2004, 12, 967–983. [Google Scholar] [CrossRef]
- Li, G.; Schoneker, D.; Ulman, K.L.; Sturm, J.J.; Thackery, L.M.; Kauffman, J.F. Elemental impurities in pharmaceutical excipients. J. Pharm. Sci. 2015, 104, 4197–4206. [Google Scholar] [CrossRef] [PubMed]
- Ruth, M. Steel Production and Energy. In Encyclopedia of Energy; Umweltbundesamt: Karlsruhe, Germany, 2004; Available online: https://www.sciencedirect.com/science/article/abs/pii/B012176480X003715?via%3Dihub (accessed on 12 October 2022).
- Yang, L.; Hu, H.; Yang, S.; Wang, S.; Chen, F.; Guo, Y. Life cycle carbon footprint of electric arc furnace steelmaking processes under different smelting modes in China. Sustain. Mater. Technol. 2023, 35, e00564. [Google Scholar] [CrossRef]
- Rentz, O. Report on Best Available Techniques (BAT) in the German Ferrous Metals Processing Industry. 1999. Available online: https://www.umweltbundesamt.de/en/publikationen/report-on-best-available-techniques-bat-in-german (accessed on 30 July 2023).
- Khunte, M. Process Waste Generation and Utilization in Steel Industry. Int. J. Ind. Manuf. Syst. Eng. 2018, 3, 1. [Google Scholar] [CrossRef]
- Rieger, J.; Colla, V.; Matino, I.; Branca, T.A.; Stubbe, G.; Panizza, A.; Brondi, C.; Falsafi, M.; Hage, J.; Wang, X.; et al. Residue valorization in the iron and steel industries: Sustainable solutions for a cleaner and more competitive future europe. Metals 2021, 11, 1202. [Google Scholar] [CrossRef]
- Jain, P.K.; Bhattacharya, S.; Kumar, S. Recovery of combustibles from electrostatic precipitator discharge. Waste Manag. Res. 2016, 34, 542–552. [Google Scholar] [CrossRef]
- Jena, P.K.; Mishra, C.; Behera, D.; Mishra, S.; Sukla, L. Dissolution of heavy metals from electrostatic precipitator (ESP) dust of a coal based sponge iron plant by fungal leaching. Afr. J. Environ. Sci. Technol. 2012, 6, 208–213. [Google Scholar]










| Material of Interest | Processing Method | Possible Receiving Industries | Uses | Ref. |
|---|---|---|---|---|
| Iron | Pelletizing | Steelmaking | Secondary iron source (blast furnace feeding) | [22] |
| Iron | Redox | Steelmaking | Secondary iron source (EAF feeding) | [23] |
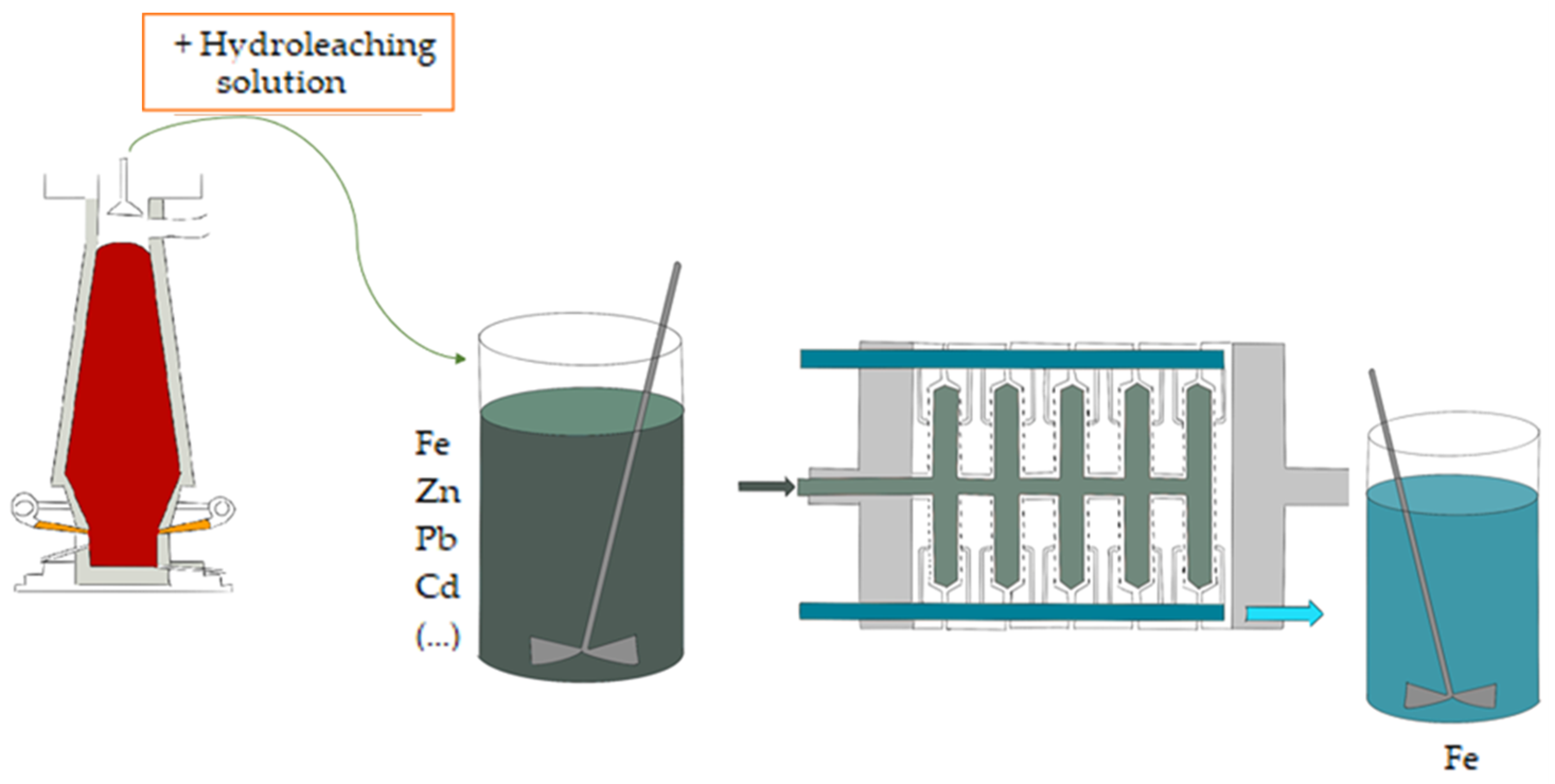
| Iron | Hydroleaching | Methane production | Catalyzation of methane synthesis | [24] |
| Zinc (acetate) | Hydroleaching | Pharmaceutical | Therapy for Wilson’s disease; cicatrisation aiding; other | [25,26] |
| Zinc | Hydroleaching | Metal processing | Metal galvanizing | [27] |
| Zinc (stearate) | Hydroleaching | Cosmetics | Anticaking; Cosmetic colorant; Viscosity controlling | [28] |
| Element | Average Relative Amount (wt. %) | Ref. |
|---|---|---|
| Zn | 25.1 ± 7.6 | [56] |
| Fe | 25.6 ± 3.5 | |
| CaO | 9.2 ± 6.7 | |
| Pb | 2.5 ± 1.8 | |
| SiO2 | 3.6 ± 3.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Henriques, J.; Castro, P.M.; Dias, R.; Magalhães, B.; Estrela, M. Potential Industrial Synergies in the Steelmaking and Metal-Processing Industry: By-Products Valorization and Associated Technological Processes. Sustainability 2023, 15, 15323. https://doi.org/10.3390/su152115323
Henriques J, Castro PM, Dias R, Magalhães B, Estrela M. Potential Industrial Synergies in the Steelmaking and Metal-Processing Industry: By-Products Valorization and Associated Technological Processes. Sustainability. 2023; 15(21):15323. https://doi.org/10.3390/su152115323
Chicago/Turabian StyleHenriques, Juan, Pedro M. Castro, Rui Dias, Bruno Magalhães, and Marco Estrela. 2023. "Potential Industrial Synergies in the Steelmaking and Metal-Processing Industry: By-Products Valorization and Associated Technological Processes" Sustainability 15, no. 21: 15323. https://doi.org/10.3390/su152115323