
Comparison of the Properties of Coal Gasification Fly Ash and Pulverized Coal Fly Ash as Supplementary Cementitious Materials

Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Mix Proportions, Preparation, and Curing
2.3. Test Methods
3. Results and Discussion
3.1. Comparison of the Properties of CGFA and PCFA
3.1.1. Fluidity
3.1.2. Compressive Strength
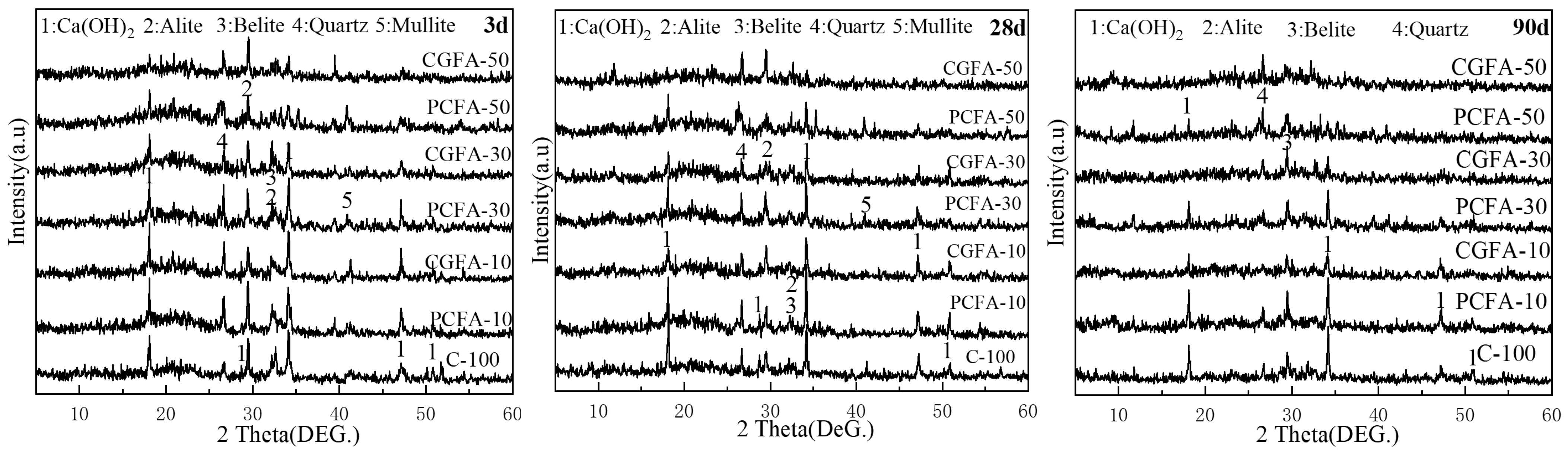
3.1.3. XRD Analysis
3.1.4. SEM Observation
3.2. Comparison of the Properties of CGFA and UFCGFA
3.2.1. Fluidity
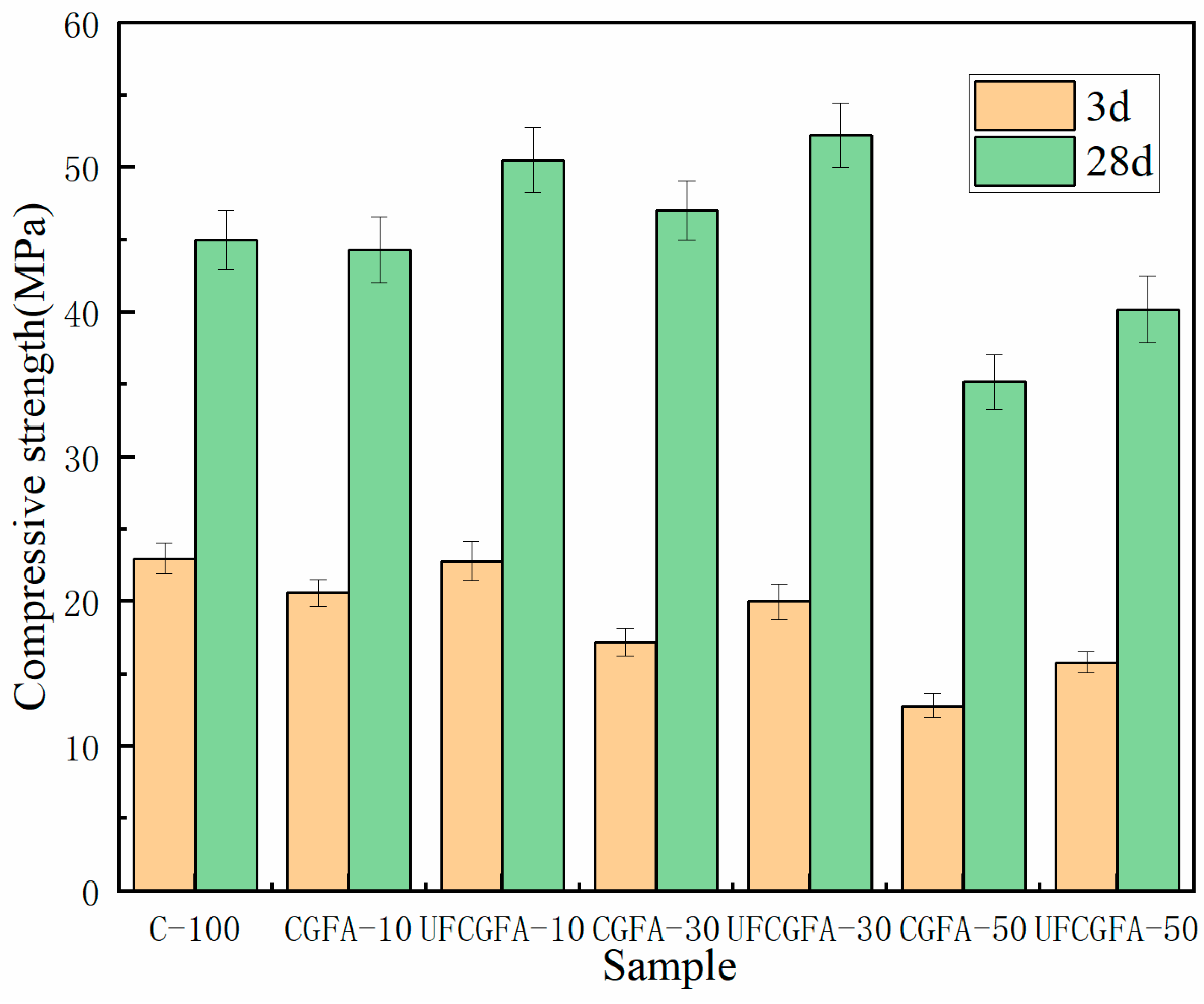
3.2.2. Compressive Strength
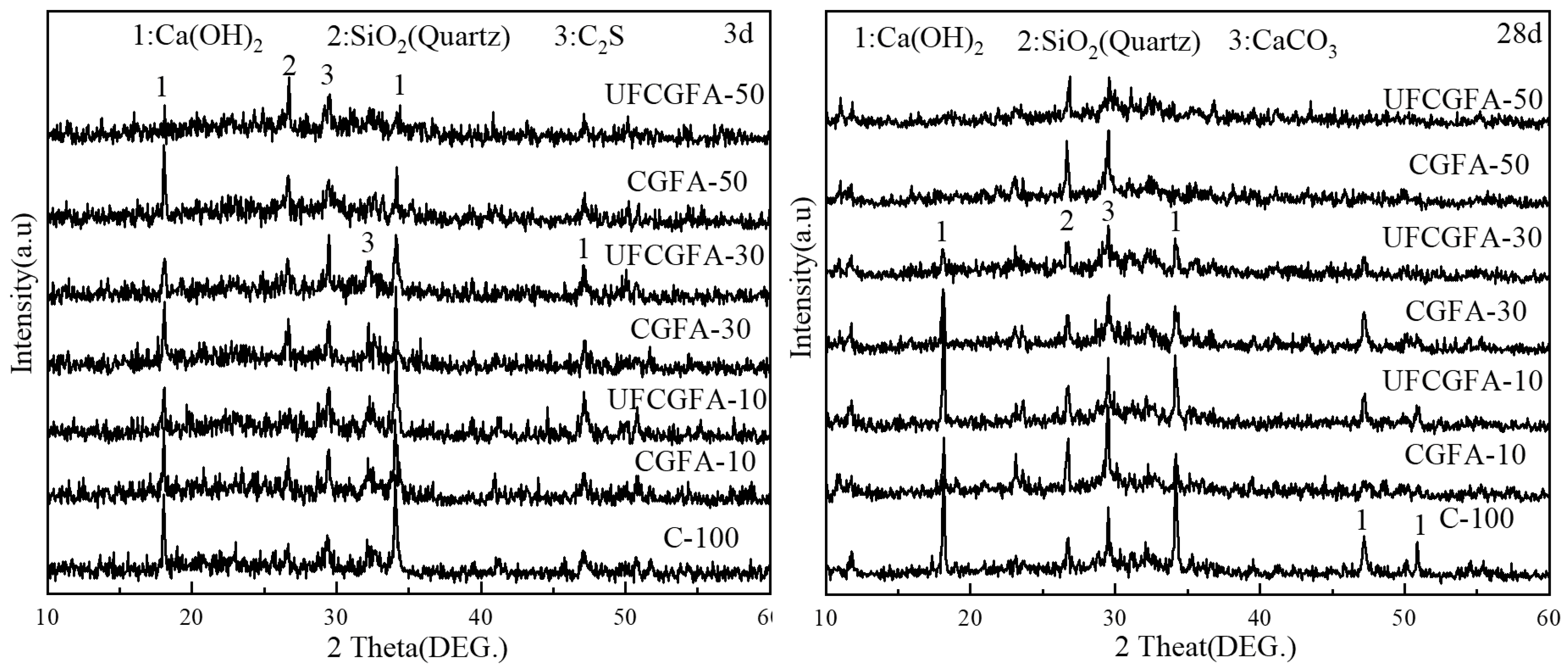
3.2.3. XRD Analysis
3.2.4. TG Analysis
4. Conclusions
- PCFA has a positive effect on the fluidity of cement mortar, while CGFA has a negative effect on cement mortar. In the scope of this study, PCFA can improve the fluidity of cement mortar after replacing cement. It has a positive effect on the cement mortar when the replacement cement content of CGFA is less than 10%. However, when the amount of cement replaced by CGFA exceeds 10%, the fluidity of cement mortar is negatively affected.
- The compressive strength of CGFA-cement mortar is higher than that of PCFA-cement mortar when they have the same replacement amount. The XRD pattern of the hydration product shows that the consumption of CH in the CGFA-cement mortar is faster. Compressive strength and XRD results show that CGFA has higher pozzolanic activity than PCFA.
- Ultrafine treatment of CGFA can not only greatly improve the pozzolanic activity but also eliminate the negative impact on the fluidity of cement mortar.
- This study is beneficial to the application of CGFA as an SCM in cementitious materials, especially for the application of coal gasification slag instead of fly ash.
- This research provides practical guidance for the application of CGFA in cement-based materials, which has positive significance for the sustainable development of the coal chemical industry and cement industry.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhou, Y.; Li, W.; Peng, Y.; Tang, S.; Wang, L.; Shi, Y.; Li, Y.; Wang, Y.; Geng, Z.; Wu, K. Hydration and fractal analysis on Low-heat Portland cement pastes by thermodynamic-based methods. Fractal Fract. 2023, 7, 606–633. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, H.; Huang, M.; Yin, H.; Jiang, K.; Xiao, K.; Tang, S. Influence of different alkali sulfates on the shrinkage, hydration, pore structure, fractal dimension and microstructure of low-heat Portland cement, medium-heat Portland cement and ordinary Portland cement. Fractal Fract. 2021, 5, 79–106. [Google Scholar] [CrossRef]
- Huang, J.; Li, W.; Huang, D.; Wang, L.; Wu, C.; Wang, B.; Deng, H.; Tang, S.; Shi, Y.; Li, Y.; et al. Fractal analysis on pore structure and hydration of magnesium oxysulfate cements by first principle, thermodynamic and microstructure-based methods. Fractal Fract. 2021, 5, 164–181. [Google Scholar] [CrossRef]
- Yavuz, E.; Gul, N.I.K.; Kockal, N.U. Characterization of class C and F fly ashes based geopolymers incorporating silica fume. Ceram. Int. 2022, 48, 32213–32225. [Google Scholar] [CrossRef]
- Nedunuri, S.S.S.A.; Sertse, S.G.; Muhammad, S. Microstructural study of Portland cement partially replaced with fly ash, ground granulated blast furnace slag and silica fume as determined by pozzolanic activity. Constr. Build. Mater. 2020, 238, 117561–117572. [Google Scholar] [CrossRef]
- He, X.; Ma, M.; Su, Y.; Lan, M.; Zheng, Z.; Wang, T.; Strnadel, B.; Zeng, S. The effect of ultrahigh volume ultrafine blast furnace slag on the properties of cement pastes. Constr. Build. Mater. 2018, 189, 438–447. [Google Scholar]
- Lun, Y.; Zheng, F. Effect of steel slag powder, fly ash, and silica fume on the mechanical properties and durability of cement mortar. Mater. Express 2019, 9, 1049–1054. [Google Scholar] [CrossRef]
- Song, J.; Wang, L.; Zhu, J.; Feng, S.; Ouyang, Y.; Leng, F.; Song, J.; Zhang, L. Effect of the fineness of copper slag on the early hydration properties of cement–copper slag binder. J. Therm. Anal. Calorim. 2019, 138, 243–253. [Google Scholar] [CrossRef]
- Wang, L.; Guo, F.; Lin, Y.; Yang, H.; Tang, S.W. Comparison between the effects of phosphorous slag and fly ash on the C-S-H structure, long-term hydration heat and volume deformation of cement-based materials. Constr. Build. Mater. 2020, 250, 118807–118827. [Google Scholar] [CrossRef]
- He, X.; Ye, Q.; Yang, J.; Dai, F.; Su, Y.; Wang, Y.; Bohumír, S. Physico-chemical Characteristics of Wet-milled Ultrafine-granulated Phosphorus Slag as a Supplementary Cementitious Material. J. Wuhan Univ. Technol. 2018, 33, 625–633. [Google Scholar] [CrossRef]
- Mejdi, M.; Saillio, M.; Chaussadent, T.; Divet, L.; Tagnit-Hamou, A. Hydration mechanisms of sewage sludge ashes used as cement replacement. Cem. Concr. Res. 2020, 135, 106115–106126. [Google Scholar] [CrossRef]
- Wongkeo, W.; Thongsanitgarn, P.; Poon, C.-S.; Chaipanich, A. Heat of hydration of cement pastes containing high-volume fly ash and silica fume. J. Therm. Anal. Calorim. 2019, 138, 2065–2075. [Google Scholar] [CrossRef]
- Wang, A.; Zhang, C.; Sun, W. Fly ash effects: I. The morphological effect of fly ash. Cem. Concr. Res. 2003, 33, 2023–2029. [Google Scholar] [CrossRef]
- Wang, A.; Zhang, C.; Sun, W. Fly ash effects. Cem. Concr. Res. 2004, 34, 2061–2066. [Google Scholar] [CrossRef]
- Abdulrahman, H.; Muhamad, R.; Visintin, P.; Shukri, A. Mechanical properties and bond stress-slip behaviour of fly ash geopolymer concrete. Constr. Build. Mater. 2022, 327, 126909–126930. [Google Scholar] [CrossRef]
- Fořt, J.; Šál, J.; Ševčík, R.; Doleželová, M.; Keppert, M.; Jerman, M.; Záleská, M.; Stehel, V.; Černý, R. Biomass fly ash as an alternative to coal fly ash in blended cements: Functional aspects. Constr. Build. Mater. 2021, 271, 121544–121555. [Google Scholar] [CrossRef]
- Juenger, M.C.G.; Snellings, R.; Bernal, S.A. Supplementary cementitious materials: New sources, characterization, and performance insights. Cem. Concr. Res. 2019, 122, 257–273. [Google Scholar] [CrossRef]
- Yuan, N.; Zhao, A.; Hu, Z.; Tan, K.; Zhang, J. Preparation and application of porous materials from coal gasification slag for wastewater treatment: A review. Chemosphere 2022, 287, 132227–132243. [Google Scholar] [CrossRef]
- Yang, P.; Suo, Y.; Liu, L.; Qu, H.; Xie, G.; Zhang, C.; Deng, S. Study on the curing mechanism of cemented backfill materials prepared from sodium sulfate modified coal gasification slag. J. Build. Eng. 2022, 62, 105318. [Google Scholar] [CrossRef]
- Guo, Y.; Li, H.; Qiu, G.; Li, Y.; Niu, Y.; Xu, J.; Jia, W.; Zhang, Y.; Wu, J.; Guo, F. Processing of coal gasification fine slag by different physical separation methods: Fate of typical heavy metals and comparison analysis on products. Sep. Purif. Technol. 2023, 306, 122675–122686. [Google Scholar] [CrossRef]
- Li, Z.; Zhang, Y.; Zhao, H.; Chen, H.; He, R. Structure characteristics and composition of hydration products of coal gasification slag mixed cement and lime. Constr. Build. Mater. 2019, 213, 265–274. [Google Scholar] [CrossRef]
- Li, J.; Chen, Z.; Yuan, L.; Qiao, Y.; Yuan, Z.; Zeng, L.; Li, Z. Effects of flotation and acid treatment on unburned carbon recovery from atmospheric circulating fluidized bed coal gasification fine ash and application evaluation of residual carbon. Waste Manag. 2021, 136, 283–294. [Google Scholar] [CrossRef]
- Luo, F.; Jiang, Y.; Wei, C. Potential of decarbonized coal gasification residues as the mineral admixture of cement-based material. Constr. Build. Mater. 2021, 269, 121259–121268. [Google Scholar] [CrossRef]
- Luo, F.; Wei, C. Effects of Decarbonized Coal Gasification Coarse Slag and Fine Ash on Properties of Cement Paste as Supplementary Cementitious Materials. J. Mater. Civil. Eng. 2022, 34, 04022281–04022290. [Google Scholar] [CrossRef]
- GB179-1999; Standard Sand for Cement Strength Test. Chinese Standard: Beijing, China, 1979.
- GB/T 17671-2021; Test Method of Cement Mortar Strength. Chinese Standard: Beijing, China, 2021.
- GB/T2419-2005; Test Method for Fluidity of Cement Mortar. Chinese Standard: Beijing, China, 2005.
- GB/T17671-1999; Method of Testing Cements-Determination of Strength. Chinese Standard: Beijing, China, 1999.
- Berra, M.; Mangialardi, T.; Paolini, A.E. Reuse of woody biomass fly ash in cement-based materials. Constr. Build. Mater. 2015, 76, 286–296. [Google Scholar] [CrossRef]
- Li, X.; Chen, Q.; Ma, B.; Huang, J.; Jian, S.; Wu, B. Utilization of modified CFBC desulfurization ash as an admixture in blended cements: Physico-mechanical and hydration characteristics. Fuel 2012, 102, 674–680. [Google Scholar] [CrossRef]
- GB/T1596-2017; Fly Ash Used for Cement and Concrete. Chinese Standard: Beijing, China, 2017.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Smples | SiO2 | Al2O3 | TiO2 | CaO | MgO | Fe2O3 | K2O | Na2O | LOI |
|---|---|---|---|---|---|---|---|---|---|
| CGFA | 46.31 | 19.04 | 0.77 | 23.04 | 1.32 | 5.21 | 1.02 | 2.07 | 1.06 |
| PCFA | 50.86 | 21.26 | 0.80 | 10.86 | 2.03 | 6.73 | 1.09 | 0.82 | 1.65 |
| Cement | 20.31 | 5.15 | - | 63.5 | 1.46 | 4.52 | - | - | 2.03 |
| Samples | Particle Size (μm) | Specific Surface Area (m2/g) | |||
|---|---|---|---|---|---|
| D10 | D50 | D90 | Dav | ||
| Cement | 1.53 | 6.77 | 20.93 | 9.64 | 0.56 |
| CGFA | 1.68 | 7.10 | 25.86 | 11.91 | 1.76 |
| UFCGFA | 0.87 | 2.14 | 5.37 | 2.69 | 1.88 |
| PCFA | 0.96 | 4.72 | 53.88 | 13.13 | 1.06 |
| Samples | Cement (g) | PCFA (g) | CGFA (g) | UFCGFA (g) | Sand (g) | Water (g) |
|---|---|---|---|---|---|---|
| C-100 | 450 | - | - | 1350 | 225 | |
| PCFA-10 | 405 | 45 | - | 1350 | 225 | |
| PCFA-30 | 315 | 135 | - | 1350 | 225 | |
| PCFA-50 | 225 | 225 | - | 1350 | 225 | |
| CGFA-10 | 405 | - | 45 | 1350 | 225 | |
| CGFA-30 | 315 | - | 135 | 1350 | 225 | |
| CGFA-50 | 225 | - | 225 | 1350 | 225 | |
| UFCGFA-10 | 405 | 45 | 1350 | 225 | ||
| UFCGFA-30 | 315 | 135 | 1350 | 225 | ||
| UFCGFA-50 | 225 | 225 | 1350 | 225 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Luo, F.; Jin, Y. Comparison of the Properties of Coal Gasification Fly Ash and Pulverized Coal Fly Ash as Supplementary Cementitious Materials. Sustainability 2023, 15, 14960. https://doi.org/10.3390/su152014960
Luo F, Jin Y. Comparison of the Properties of Coal Gasification Fly Ash and Pulverized Coal Fly Ash as Supplementary Cementitious Materials. Sustainability. 2023; 15(20):14960. https://doi.org/10.3390/su152014960
Chicago/Turabian StyleLuo, Feng, and Yujie Jin. 2023. "Comparison of the Properties of Coal Gasification Fly Ash and Pulverized Coal Fly Ash as Supplementary Cementitious Materials" Sustainability 15, no. 20: 14960. https://doi.org/10.3390/su152014960