1. Introduction
Factors such as heavy traffic, sudden temperature fluctuations or very low temperatures can cause the rapid deterioration of the road pavement and significantly reduce its service life [
1,
2]. Scientists and engineers are constantly seeking new materials and technologies to enhance the durability and resilience of asphalt mixtures. The utilization of fibers in asphalt mixes has been a common field of study in recent years due to their ability to improve mechanical performance and make other positive contributions [
3,
4,
5]. The potential for enhancing the mechanical properties of pavement and extending its lifespan significantly exists through the incorporation of fibers into asphalt mixtures, with outcomes varying based on the chosen fiber type and content [
4,
6,
7,
8]. The use of fibers may bring additional environmental benefits, as dry process technology enables the fibers to be incorporated into the mixture directly at ambient temperature. Substituting fibers for polymers could help save a significant amount of greenhouse gas emissions and required energy during the production and construction of asphalt mixtures. Using fibers also helps to conserve non-renewable fossil-based resources [
9]. The longer service life of fiber-reinforced asphalt mixtures could eventually lead to a reduction in carbon dioxide emissions during the operation period [
10].
The primary focus of this article is on the use of steel and glass fibers in asphalt mixtures. Steel fibers are widely considered to be more beneficial for modifying asphalt mixtures compared to other types of fibers [
11]. The addition of steel fibers to asphalt mixtures is beneficial as it enhances both their electrical conductivity and mechanical performance. The enhanced electrical conductivity of such mixtures proves to be advantageous for various applications such as snow and ice removal, as well as the self-healing and self-monitoring of pavement structures [
12,
13,
14]. Park et al. [
15] assessed the resistance of asphalt mixtures containing fibers to thermal cracking using various steel fibers of differing lengths and diameters. The findings indicated that the use of steel fibers with longer lengths and a 0.2–0.4 mm diameter range enhances IDT strength, fracture energy, and toughness. The application of an optimal quantity of steel fiber additive resulted in an improvement of the Marshall stability, rutting resistance, and low temperature cracking resistance of asphalt mixtures [
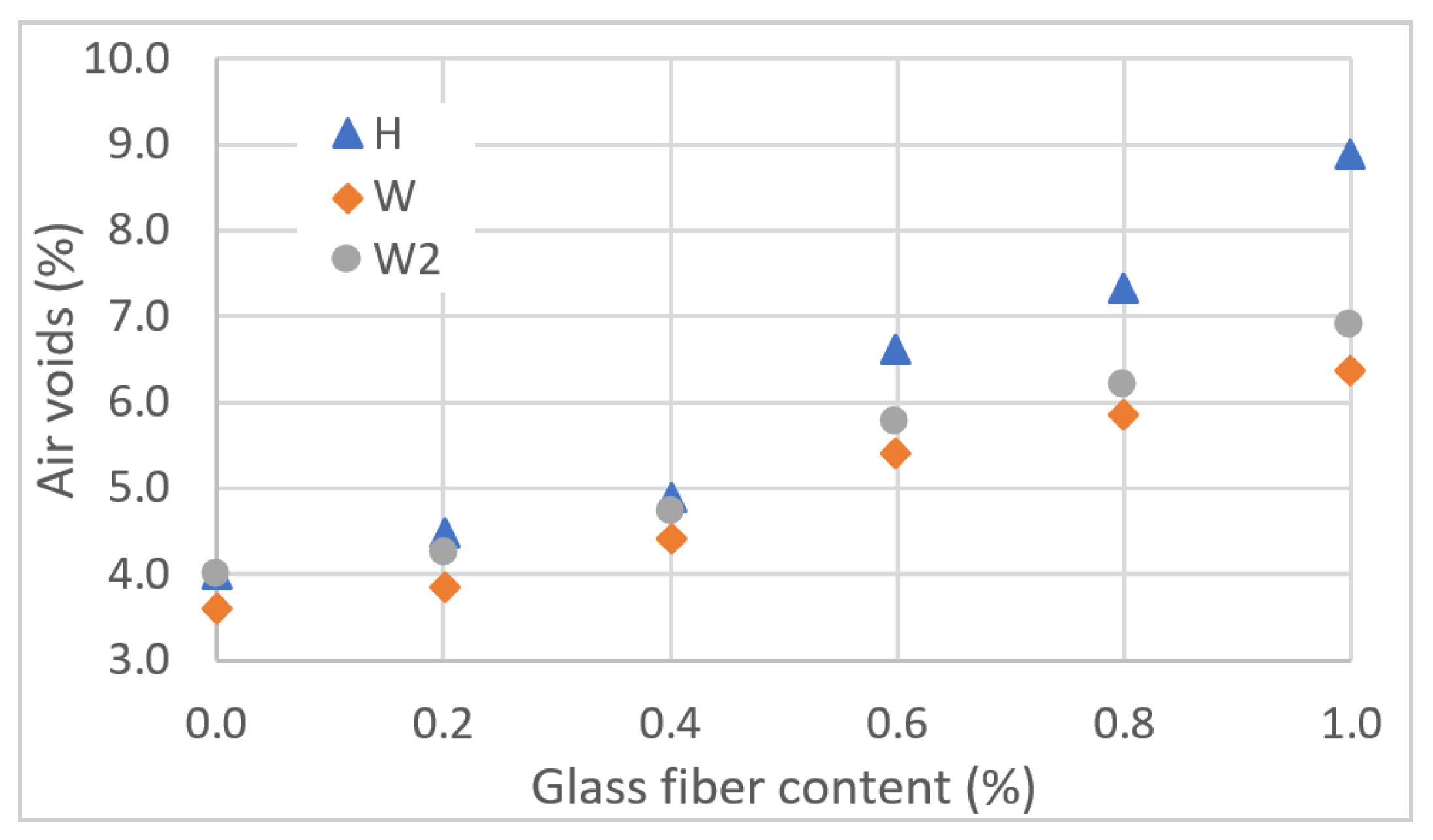
16]. Glass fibers, like steel fibers, are introduced into asphalt mixtures using the dry method. The introduction of glass fibers leads to a rise in the amount of air voids in the mixture, as the contact between aggregates decreases and the fibers absorb the asphalt binder that is available on the aggregate surface and in the gaps between aggregates [
17]. The use of 20 mm long glass fibers of 0.3% by weight of the total mix in Stone Matrix Asphalts (SMAs) resulted in enhancements in permanent strain, resilient modulus, and fatigue life [
18]. Additionally, utilizing 0.4% of glass fibers with a length of 35 mm in SMAs improved the rutting behavior and maximum stress detected during bending tests [
19]. Tests conducted at 0 °C indicated that the incorporation of glass fibers also enhanced the low-temperature cracking resistance [
20]. Glass fiber usage can reverse the negative impact of reclaimed asphalt pavement (RAP) material on the crack resistance of asphalt mixtures [
21]. The use of fiber has become popular not only in the field of pavement but also in other fields in recent years [
22,
23].
The tensile strength of asphalt mixtures is lower than their compressive strength. To enhance the tensile strength of asphalt mixtures, introducing high-tensile-strength fibers into the mixture is a reasonable solution. This approach allows the existing tensile stresses in the mixture to be transferred through the fibers, increasing absorbed strain energy during fatigue and fracture processes [
18]. Fiber reinforcement creates a strong adhesion between fibers and bitumen [
4]. Fibers stabilize and maintain the asphalt on the fibers’ surface and increase the asphalt’s resistance against the fluidity in high temperatures [
24]. Additionally, fibers form a three-dimensional network within asphalt mixtures to resist against shear forces and the reduction in mixture fluidity [
24]. Glass fibers enhance the consistency of the mastic and establish a locking mechanism between aggregates [
15]. When polyester microfibers are present in asphalt concrete and microcracks form, the microcracks do not progress under loading [
25]. This demonstrates that fibers act as bridges, transferring stresses and limiting crack growth.
Traditional asphalt concrete pavements are constructed using hot mix asphalt. Over the past few years, warm mix asphalt (WMA) applications have become widespread in the United States of America and have been increasing in European countries [
26,
27]. The main reasons for the preference of WMA are the reduction in greenhouse gas emissions due to lower production temperatures, and the reduction in energy consumption [
28]. This provides a more economical and environmentally friendly solution. WMA additives reduce the viscosity of the bitumen at mixing and compaction temperatures, increasing the workability and compactability of asphalt mixtures [
29,
30]. Working at lower temperatures ensures that fewer heavy chemicals are released into the environment. It is known that WMA additives can lower the compaction temperature without deteriorating performance and increase the compactability of asphalt mixes [
31]. Additionally, by maintaining the same temperature as with HMA mixtures, targeted compaction can be achieved with less energy using WMA additives [
32].
When fibers are added to asphalt mixtures, the workability and compactability of the mixture tend to decrease [
11,
33]. WMA additives can be a complementary choice because of their success in decreasing asphalt binder viscosity and enhancing workability and compactability [
34]. Vuruna et al. [
35] conducted a study on warm stone mastic asphalt mixtures using natural and synthetic fibers. They obtained good fatigue and rutting resistance at low mixing and compaction temperatures of 130 °C and 120 °C, respectively. WMA additives and fibers have many environmental and economic benefits, and they also contribute positively to the mechanical performance. Thus, the combined use of WMA additives and fibers is a hot topic and an important field of study.
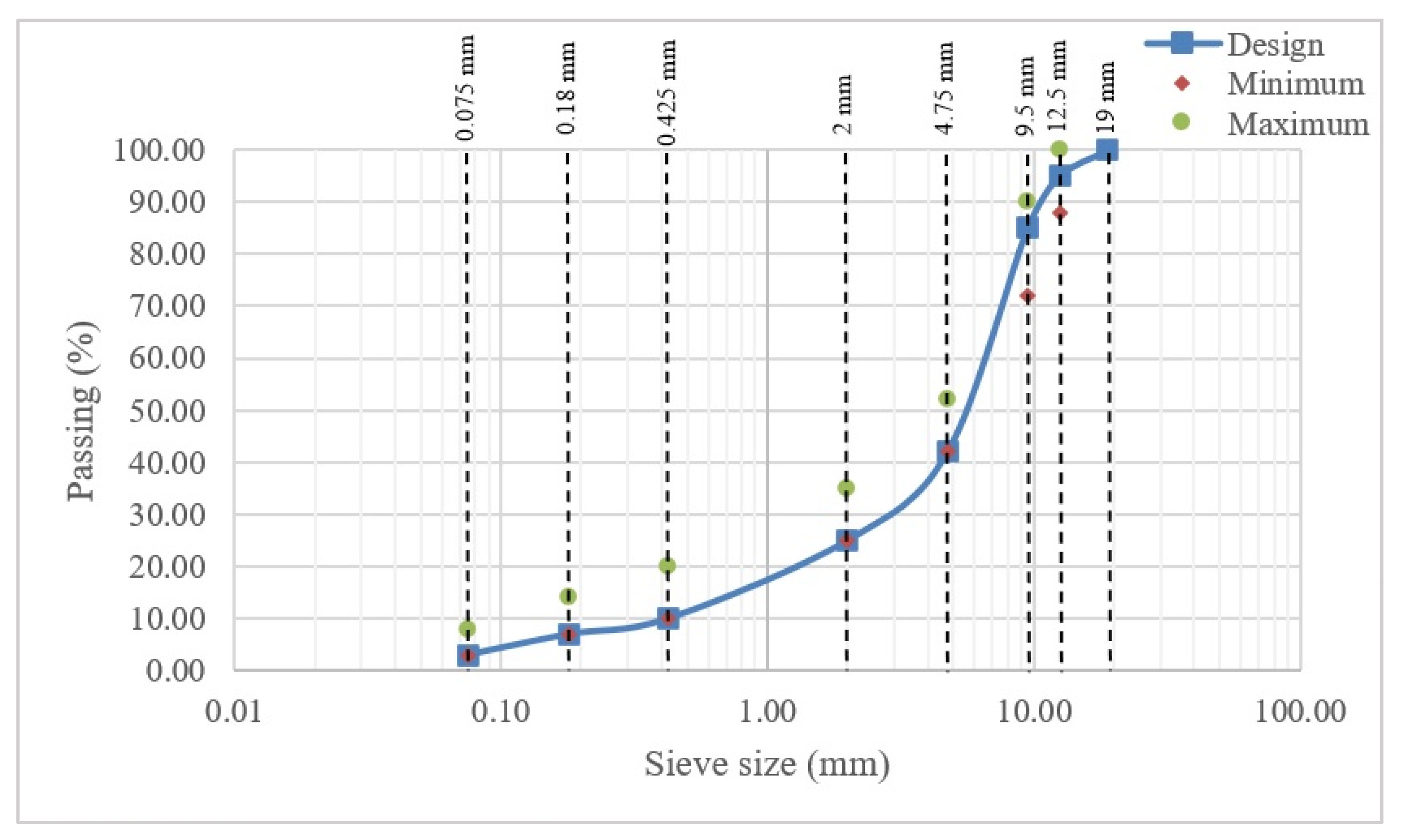
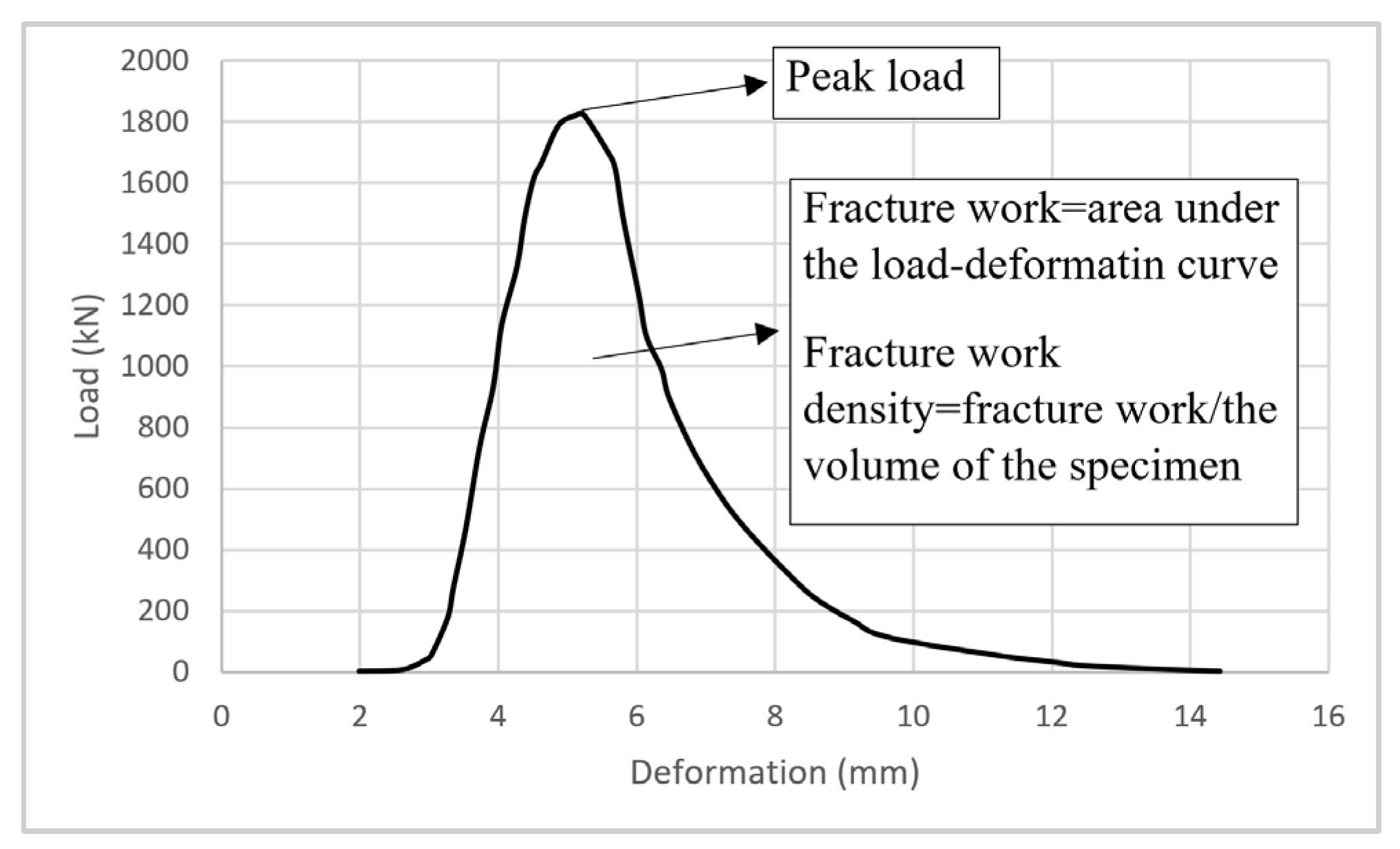
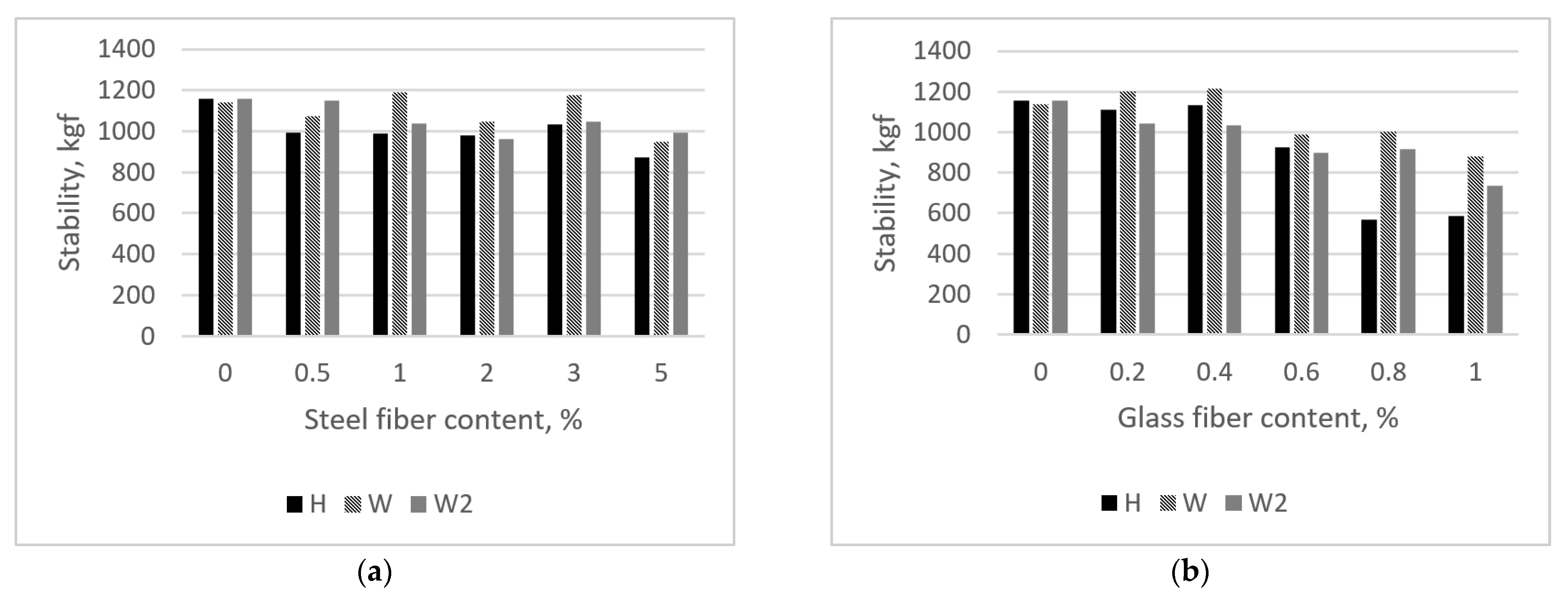
The main objective of this study is to investigate the effects of the use of fibers and WMA additives together on the cracking resistance performance of asphalt mixtures. We also aimed to eliminate the workability and compactability difficulties caused by the use of fibers by utilizing WMA additives. In the scope of this study, the volumetric characteristics, Marshall stability, and cracking resistance of asphalt mixes that were produced using the Marshall design method with varying rates of fiber addition were evaluated. Two different fiber types, namely steel fibers and glass fibers, were used. In addition to the fiber-reinforced HMA samples, samples were produced by using the WMA additive (Sasobit), and the effects of the WMA additive on the properties of the fiber-reinforced asphalt mixtures were investigated. The properties of the fiber-reinforced asphalt mixtures fabricated at lower mixing and compaction temperatures with the Sasobit additive were also evaluated to determine the effectiveness of the WMA additive. In this study, the fracture work density data obtained as a result of the IDT test were utilized to evaluate the low-temperature and bottom-up fatigue cracking resistance of asphalt mixtures.
5. Conclusions
In this study, the cracking resistance of asphalt mixtures containing steel and glass fibers and produced at different mixing and compaction temperatures using a WMA additive was investigated. Based on the results of the volumetric and performance tests, it was concluded that the cracking performance of the asphalt mixtures improved depending on the type and ratio of fiber additives used. Furthermore, the WMA additive enhanced the workability and compactability of the fiber-reinforced asphalt mixtures without compromising the cracking performance, despite the low production temperatures. The primary benefits of employing WMA technologies are the decrease in energy expenses and emissions, which result from reducing mixing and compaction temperatures. Based on the findings of this study, the following conclusions can be drawn:
The WMA additive improves the compactability of fiber-reinforced asphalt mixtures, as evidenced by the volumetric test results. Furthermore, even in samples produced at 15 °C lower mixing and compaction temperatures, the air void values were found to be the same or lower than those of HMA mixtures containing fibers.
According to the IDT test results, glass fibers significantly improve the low temperature cracking performance of asphalt mixtures when using 0.6% and 0.8% glass fibers with respect to total mixture weight. Furthermore, the findings indicate that the low-temperature cracking resistance of the HMA samples was parallel to that of the samples prepared using the WMA additive at 15 °C lower mixing and compaction temperatures than the HMA mixtures.
Although not to the same extent as glass fibers, the use of 2% or more steel fibers improves the low-temperature cracking performance of WMA-added asphalt mixtures.
It was determined that the use of steel fibers did not make a significant contribution to the fatigue cracking resistance of the asphalt mixture. However, the use of glass fibers in certain proportions improved the bottom-up fatigue cracking resistance of the mixtures. Additionally, it was found that for both types of fibers, the fatigue cracking performance of HMA mixtures was slightly better than that of WMA-additive-added mixtures.
In this study, the effects of using WMA additives in fiber-containing asphalt mixtures on compactability and cracking resistance were investigated. This study only focused on the cracking resistance performance of steel- and glass-fiber-reinforced asphalt mixtures produced at different temperatures using WMA additives. Additional performance parameters should be investigated in future studies. It is recommended that further studies should be conducted on this subject, supported by the findings from additional performance tests on the mixture types discussed in this study, as well as their field applications.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}