1. Introduction
Currently, the utilization of residues from the agro-industry and food industry has gained prominence in the implementation of more sustainable techniques across various sectors, including the civil construction sector [
1]. These industries contribute significantly to the generation and disposal of solid waste, as well as to the emission of greenhouse gases, particularly carbon dioxide CO
2 [
2]. Among the solid waste produced, the by-products of brewing production, such as grains and malt bagasse, account for approximately 85% of the brewery waste [
3]. Malt bagasse specifically represents approximately 20 kg of bagasse for every 100 L of beer produced [
4]. Countries such as China, the United States, Brazil, Mexico, and Germany are leaders in annual beer production, with Brazil ranking among the top 20 countries with an average consumption of 64 L per person per year [
5,
6].
Despite the significant amounts of by-products generated by brewing production and the potential for their reuse, their disposal, particularly in landfills, has resulted in various negative impacts [
6]. This has necessitated a transition towards new sustainable guidelines, particularly in terms of the economy and circular production [
7]. These challenges are further amplified by limited resources, logistics issues, and solid waste management, as well as the need to optimize the valorization of biomass generated by breweries [
6]. Consequently, numerous studies have been conducted within the brewing industry to enhance the efficiency and sustainability of its technologies, production processes, and utilization of by-products [
8,
9,
10,
11]. Notably, studies utilizing malt bagasse have garnered attention [
12,
13,
14] due to its low cost and attractive technological properties [
14].
In a study conducted by Quaranta et al. [
15], the viability of using malt bagasse as a pore-forming material in the production of ceramic bricks was evaluated. The researchers found that clay mixtures containing 10% malt bagasse residue exhibited favorable physical and mechanical properties. The values for porosity, modulus of rupture, volumetric variation, and weight loss were deemed suitable for application. Stefani et al. [
16] investigated the properties of thermoplastic composites produced using post-consumer polypropylene fibers and malt bagasse (MB) from the brewing industry. They varied the malt bagasse fiber contents between 0, 10, 20, and 30%, as well as the concentrations of a coupling agent (CA), namely 0, 1, 3, 5, and 7%. The authors observed that the sample with 30% MB fibers exhibited 44% less deformation compared to the other samples, indicating superior mechanical resistance. However, it also had the highest water absorption. The composite with a fiber content of 30% MB and 3% CA was selected due to its modulus of elasticity, which was 10.3% higher than the same composite without CA. This finding demonstrated the feasibility of using malt bagasse as reinforcement in this type of composite.
In a study conducted Cordeiro et al. [
12], the thermal behavior of malt bagasse and its heat capacity were examined through calorimetry. The researchers analyzed samples with varying moisture contents (50, 40, 30, 20, and 15%). They assessed the content of volatiles, fixed carbon, and ash present in the residue, considering that the thermal degradation of malt bagasse occurs in two stages: moisture release and organic matter decomposition. The calorific value of malt bagasse was found to vary with decreasing moisture and density, exhibiting a high percentage of volatile materials and low percentages of ash and carbon. Ferreira et al. [
13] studied biodegradable composites composed of cassava starch blended with different agro-industrial residues, including sugarcane bagasse and corn straw, malt bagasse, or orange bagasse. The authors used a cassava starch solution as a binder and observed that all composites exhibited high water sorption capacity when stored under high or medium humidity. Mechanical analyses indicated that the addition of different amounts of agro-industrial residues made the composites stiffer, although they were more susceptible to degradation. Nevertheless, the authors concluded that the utilized waste materials held potential for producing biodegradable composites.
Moreover, the construction sector has been actively seeking alternatives to enhance its environmental performance, as it is recognized as one of the sectors with a significant impact on the environment [
7]. In this regard, recent studies focused on the incorporation of solid waste into construction materials [
17,
18], including the utilization of biomass residues in ceramic materials [
15,
19]. However, the objective of this study was to assess the impact of incorporating varying percentages of malt bagasse in ceramic material. It is worth noting that malt bagasse has received limited attention in the research of alternative construction materials due to its unique biomass characteristics.
2. Materials and Methods
This experimental work was conducted at the Universidade Estadual do Norte Fluminense Darcy Ribeiro—UENF, situated in Campos dos Goytacazes, RJ. The research was carried out on the premises of the Laboratory of Advanced Materials (LAMAV) and the Laboratory of Civil Engineering (LECIV).
2.1. Materials
For this research, the following raw materials were utilized (
Figure 1a): ceramic mass (ball clay + sand) sourced from the region of Campos dos Goytacazes, RJ, and malt bagasse residue (
Figure 1b) obtained from a brewery located in Niterói, RJ.
Clay and sand were obtained from Arte Cerâmica Sardinha, located in Campos dos Goytacazes, RJ. They were collected using a shovel and stored in plastic bags until they were transported to LAMAV/LECIV for sample preparation. The malt residue, obtained fresh, was directly collected from a brewery in Niterói, RJ, after the brewing process. The residue was stored in plastic containers with lids and refrigerated at approximately 3 °C to preserve its organic nature during transported to UENF.
After collection, the ceramic mass samples were subjected to several processing steps. First, they were homogenized and dried in an oven at a temperature of approximately 110 °C for approximately 24 h. Following the drying process, the samples were disaggregated using a jaw crusher and further crushed using a porcelain mortar and pestle. Sieving was then performed using a 20-mesh sieve to obtain powdered material for the granulometry test, following the guidelines of NBR (Brazilian Standard) 7181 [
20]. Additionally, a 40-mesh sieve was used to determine the consistency limits according to NBR 7181 and NBR 7180 [
21]. A portion of the sample was also passed through a 200-mesh sieve for chemical and mineralogical characterization of the material.
The malt bagasse was initially subjected to a drying process to eliminate excess moisture. It was dried in an oven at 70 °C for 96 h. Subsequently, the residue underwent an additional drying step for 24 h at 60 °C to remove any remaining moisture. Given the high humidity and organic nature of malt bagasse, specific drying conditions were necessary. After the drying process, the malt bagasse was ground using a mortar and pestle until it passed through a 40-mesh sieve.
Once the raw materials were prepared and processed, they were allocated to the respective stages of the experimental schedule, as depicted in
Figure 2.
2.1.1. Characterization of Raw Materials
The raw materials, including gray clay, carolinho clay, sand, and malt bagasse, underwent characterization based on their mineralogical, chemical, and physical properties. The mineralogical analysis involved the qualitative identification of crystalline phases using an X-ray diffraction (XRD) technique. The chemical composition of the materials was determined by X-ray fluorescence (XRF) analysis. Additionally, the particle size distribution was assessed through both sieving and sedimentation methods.
2.1.2. Mineralogical Analysis
The SHIMADZU brand equipment available in the Laboratory of Advanced Materials (LAMAV—UENF), was used to identify the crystalline phases in both the raw material samples and the fired ceramic pieces. The X-ray diffraction (XRD) test was conducted, wherein a beam of X-rays was directed towards a crystal, resulting in an interaction with the atoms of the sample, leading to a diffraction phenomenon. The test parameters included a 2θ range of 8° to 90°, with a step of 0.02° and a 5-s exposure time per step.
2.1.3. Chemical Analysis
The SHIMADZU EDX700 equipment was employed to conduct a qualitative analysis of the chemical composition of the red clay and malt bagasse samples.
2.1.4. Loss to Fire
The loss on fire (
LF) is typically expressed as a percentage and was obtained from the mass of the test specimens after drying and burning, according to the study by Dutra and Pontes [
22]. This mass difference is attributed to the volatilization of compounds, including carbonates and organic matter, during the burning process. Thus, the loss on fire of the material can be calculated according to Equation (1):
where
LF = loss on fire (%);
Ms = mass of sample dried at 110 °C (g);
Mc = mass of the sample calcined at 1000 °C for 1 h (g).
2.1.5. Elementary Analysis
The ash content of the samples was determined following the methodology recommended by the D1762-84 standard [
23]. In crucibles previously calcined at 750 ± 25 °C for 2 h, approximately 1 g of the sample was measured and placed in a muffle at 750 °C. To prevent ignition and mass loss, the muffle was gradually heated until it reached the analysis temperature. After a period of 6 h, the samples were removed from the muffle and transferred to a desiccator until they reached room temperature. The final mass of the ash was measured, and the ash content was determined using Equation (2).
where
TC = ash content (%);
Mc = mass of the crucible containing the ashes (g);
Mcad = mass of the empty crucible (g); and
Ma = sample mass (g).
The sulfur (S) content in the samples was determined using the energy dispersive spectroscopy (EDX) technique. The analysis was carried out using SHIMADZU equipment, specifically the model EDX-720/800HS. The equipment was equipped with a rhodium X-ray generator tube, a silicon detector, a 10 mm collimator, and a liquid nitrogen cooling system. The scanning range for the analysis varied between Na-Sc (15 kV) and Ti-U (50 kV) atoms, covering elements with atomic numbers 11–92, with a total analysis time of 100 s.
The carbon (C), hydrogen (H), and nitrogen (N) contents in the samples were determined using LECO CHN628 equipment. The results were processed using CHN628 software, version 1.30. The equipment was operated with helium (99.95%) and oxygen (99.99%) as carrier gases. The oven temperature was set to 950 °C, with an afterburner temperature of 850 °C. The equipment was calibrated with a standard of ethylenediaminetetraacetic acid (EDTA) with known percentages of C, H, and N (41.0% C, 5.5% H, and 9.5% N), using a mass interval between 10 and 200 mg. For analysis of the samples, 50 mg of the sample was used, supported on tin foil.
The oxygen (
O) content was subsequently calculated using Equation (3), considering the sulfur and ash content.
where
O = oxygen (%);
C = carbon (%);
H = hydrogen (%);
N = nitrogen (%);
S = sulfur (%); and
TC = ash content (%).
2.1.6. Physical Analysis
The particle size distribution of the raw materials was determined using both the sieving and sedimentation methods, following the guidelines specified in NBR 7181 [
20]. Through this analysis, the granulometric curve of the raw materials was used.
The plasticity of the formulations was evaluated following the procedures outlined in NBR 6459 [
24] and NBR 7180 [
21]. The consistency limits, also known as the Atterberg limits, include the liquidity limit (
LL), the limit of plasticity (
LP), and the plasticity index (
PI). Thus, with the difference between the liquidity and plasticity limits, the plasticity index was determined using Equation (4).
where
PI is the plasticity index;
LL is the liquidity limit; and
LP is the plasticity limit.
The dilatometry test was carried out on ceramic pieces with and without malt residue using NETZSCH equipment, model DIL 402 PC, to verify the variations in dimensions and properties of the phases present in ceramic pieces with and without the addition of malt residue, subjected to a controlled temperature program, and measured as a function of time.
2.2. Mixture Preparation
Five mixtures were formulated (
Table 1), incorporating different percentages of malt bagasse residue to replace the clay mass, namely 0 (reference), 2.5, 5, 10, and 15%, by mass.
Sixty grams of material (clays + sand + malt bagasse) were separated for each formulation and then homogenized in a ball mixer for 30 min. After homogenizing the mixtures, 8% of water was added in relation to the weight of each one (249.6 g) for the hydration process called “dry medium”, with the aid of a sprayer. Subsequently, they were packed in closed plastic bags to be sent to the mold to be pressed.
2.3. Conformation of the Test Specimens
From the preparation of the 5 mixtures, specimens (CPs) were molded in a rectangular shape (
Figure 3) using a press with a pressure of 35 MPa and dimensions of approximately 115 × 25 × 12 mm via the pressing process. Thus, 275 CPs were made, 13 for each composition. The CPs were subjected to 4 different sintering (burning) temperatures, namely 750, 850, 950, and 1050 °C.
2.4. Evaluation of the L Properties of Ceramics
2.4.1. Apparent Density
The apparent density of the dry pieces was determined according to NBR ISO 10545-3 [
25]. The length, width, and thickness were measured using a MITUTOYO digital caliper with a resolution of 0.01 mm, and the dry mass of the pieces was weighed using a SHIMADZU scale, model S3000, with a precision of 0.01 g, according to NBR ISO 10545-3 [
25]. Thus, the dry bulk density was calculated using Equation (5).
where
= apparent density of dry specimens (g/cm
3);
m = dry mass before firing (g); and
v = volume of dry parts (cm
3).
2.4.2. Apparent Porosity
The apparent porosity of the specimens was determined according to NBR ISO 10545-3 [
25], using a SHIMADZU scale, model S3000, with a precision of 0.01 g, and calculated using Equation (6).
where
PA = apparent porosity (%);
Msat = saturated mass (g);
Ms = dry mass after firing (g); and
Mi = mass of the specimen immersed in water (g).
2.4.3. Water Absorption
Water absorption was evaluated according to the ASTM C373-18 standard [
26] and calculated according to Equation (7).
where
AA = water absorption (%);
Mu = mass (g) of the burned and wet specimen; and
Ms = mass (g) of the burnt and dry specimen.
2.4.4. Linear Shrinkage
Linear shrinkage was determined to verify the dimensional variation of the samples that underwent the burning process based on NBR ISO 10545-2 [
27]. Thus, the pieces were measured using a MITUTOYO digital caliper with a resolution of 0.01 mm, and linear shrinkage was calculated using Equation (8).
where
RLq = linear shrinkage;
Ls = length of the pieces after drying (mm); and
Lq = length of the parts after firing (mm).
2.4.5. Bending Tensile Tension
The three-point bending stress (
σ) was determined using the ASTM C674-77 standard [
28] and calculated using Equation (9).
where (
σ) = bending failure stress (MPa);
P = load applied to the part at the moment of failure (N);
L = distance between the supporting cleavers (mm);
b = width of the ceramic piece (mm); and
d = thickness of the specimen (mm).
2.5. Microstructural Characterization of the Specimens
The specimens from the optimal sintering temperature were subjected to morphological characterization using optical microscopy (OM) with a MOTIC Agar-Scientific microscope. The temperature of 950 °C was selected because at this temperature there is a better balance of properties, in addition to it being a commonly used sintering temperature. The samples were carefully cut and sanded to ensure a flat surface for analysis.
XRD analysis was performed using a benchtop Proto AXRD diffractometer equipped with a Cu-Kα radiation source (λ = 0.1541). The instrument operated at 30 kV and 20 mA, with a platinum and nickel rotating sample filter. The goniometer radius was set to 143 mm. XRD experiments were recorded with a divergence slit of 5 mm, 2θ angle from 5° to 70°, step size of 0.02°, step multiplier of 1, and time/step of 2.5 s. In these analyses, the compositions of 10 and 15% of incorporation were not considered, because in these percentages the matrix did not present adequate behavior.
3. Statistical Analysis
For the statistical analysis, analysis of variance (ANOVA) was used to verify the existence of significant differences among the obtained results. The statistical differences were confirmed by means of the mean comparison test, using Tukey’s method (p < 0.05).
To process the statistical data, the software Sisvar v. 5.8 [
29] was used. A completely randomized design (DIC) was used since there was no separation into blocks. As for the repetitions, 13 were used for each treatment (0, 2.5, 5.0, 10, and 15%). As for interactions, temperatures, mixtures, and the breakdown between temperatures and mixtures were evaluated. Google Colab was utilized, employing the Python programming language.
5. Conclusions
The ceramic mass utilized was primarily characterized by the presence of kaolinite and quartz, indicating a tendency to form a ceramic material that is more resistant and controlled in terms of shrinkage after firing. The clays used were predominantly kaolinitic and had refractory characteristics of ceramic material. The malt bagasse residue used was characterized by its organic composition, primarily consisting of high levels of carbon, oxygen, and hydrogen.
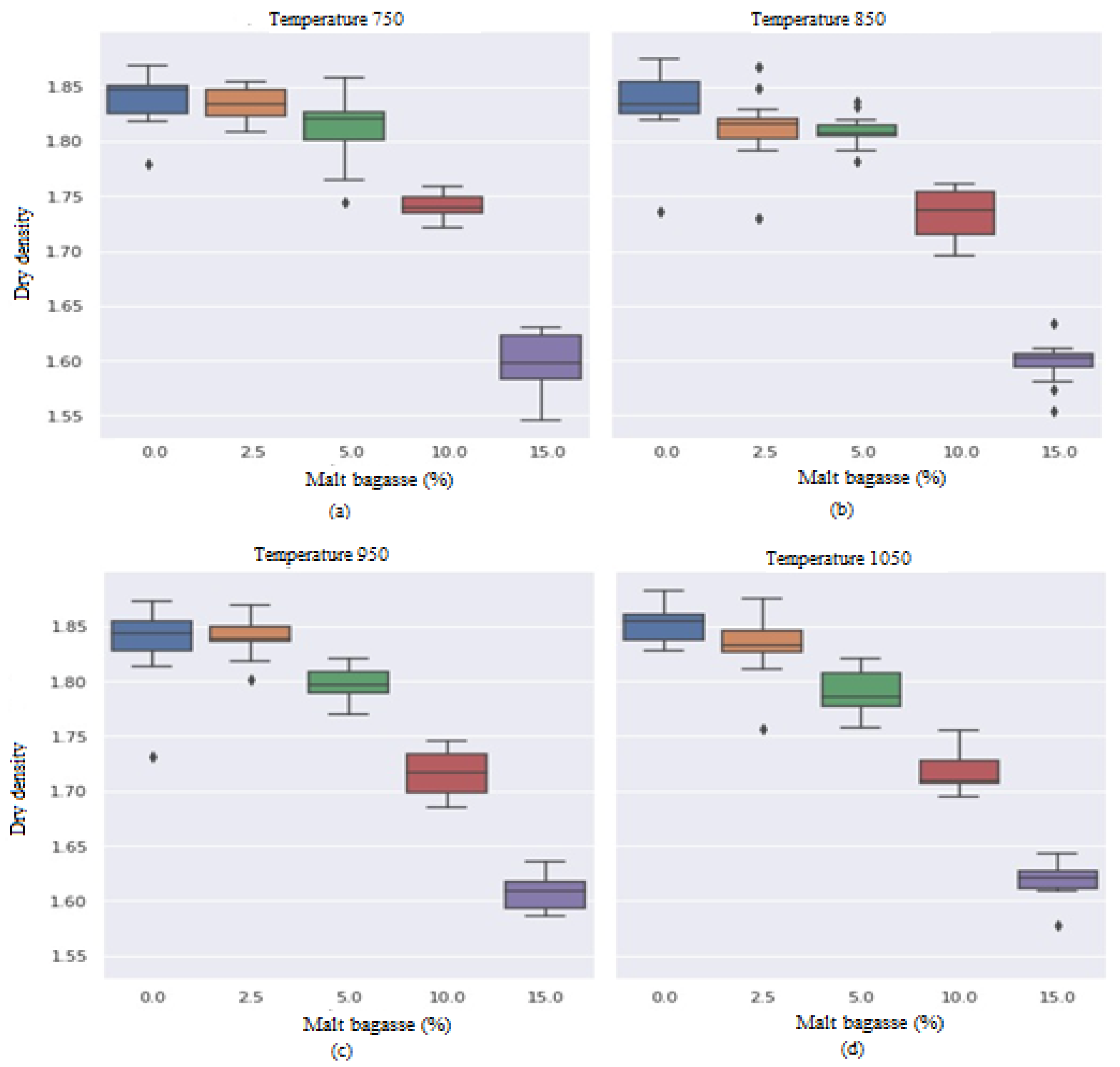
Regarding the ceramic pieces manufactured with the incorporation of malt bagasse residue, there was a reduction in density as the residue content increased. However, this reduction in mass did not negatively impact the performance of the ceramic material when incorporated up to 5%. In fact, it could even be considered advantageous since ceramic materials are commonly utilized as sealing blocks or tiles.
The samples with higher levels of malt bagasse incorporation exhibited a greater tendency towards the formation of pores in the ceramics. There pores are associated with a loss of mass, resulting in increased porosity and higher water absorption in these ceramics. However, for treatments involving up to 5% malt bagasse incorporation, it is recommended for ceramic blocks due to their water absorption characteristics, regardless of the sintering temperatures employed.
The treatments demonstrated a significant increase in the tensile strength of the sintered mixtures, from 750 to 850 °C. Above 850 °C, the tensions of all treatments remained relatively stable. Consequently, the higher the quantity of malt bagasse residue incorporated, the lower the bending stress exhibited by the components. Incorporating up to 5% malt bagasse at all investigated temperatures is advisable for masonry ceramic components.



 ,
, 












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}