
Emerging Solvent Regeneration Technologies for CO2 Capture through Offshore Natural Gas Purification Processes


Abstract
:1. Introduction
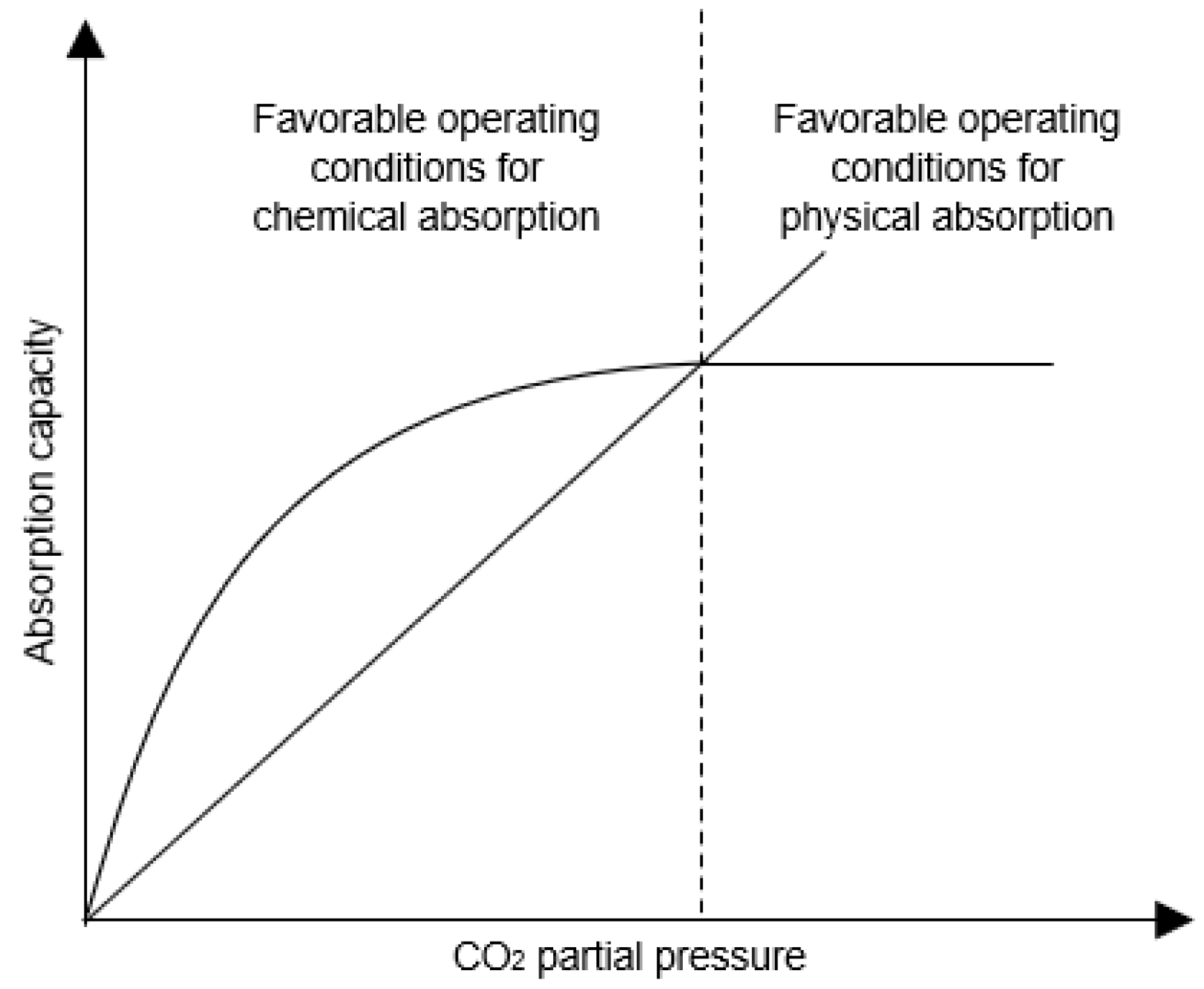
2. Conventional Absorption and the Regeneration Operation
3. Emerging Solvent Regeneration Technologies
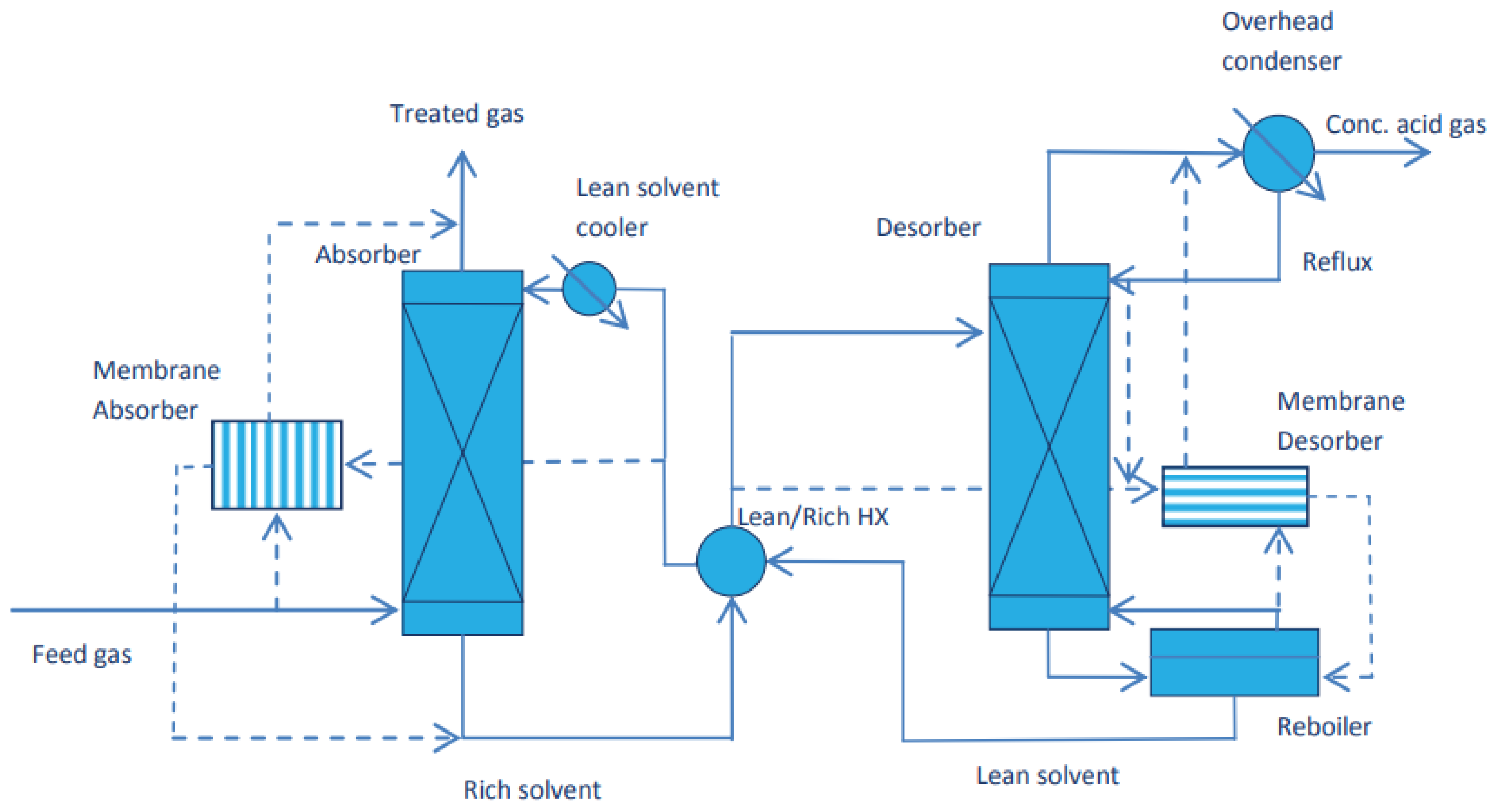
3.1. Membrane Contractor
3.2. Microwave in Solvent Regeneration
3.3. Flash Drum
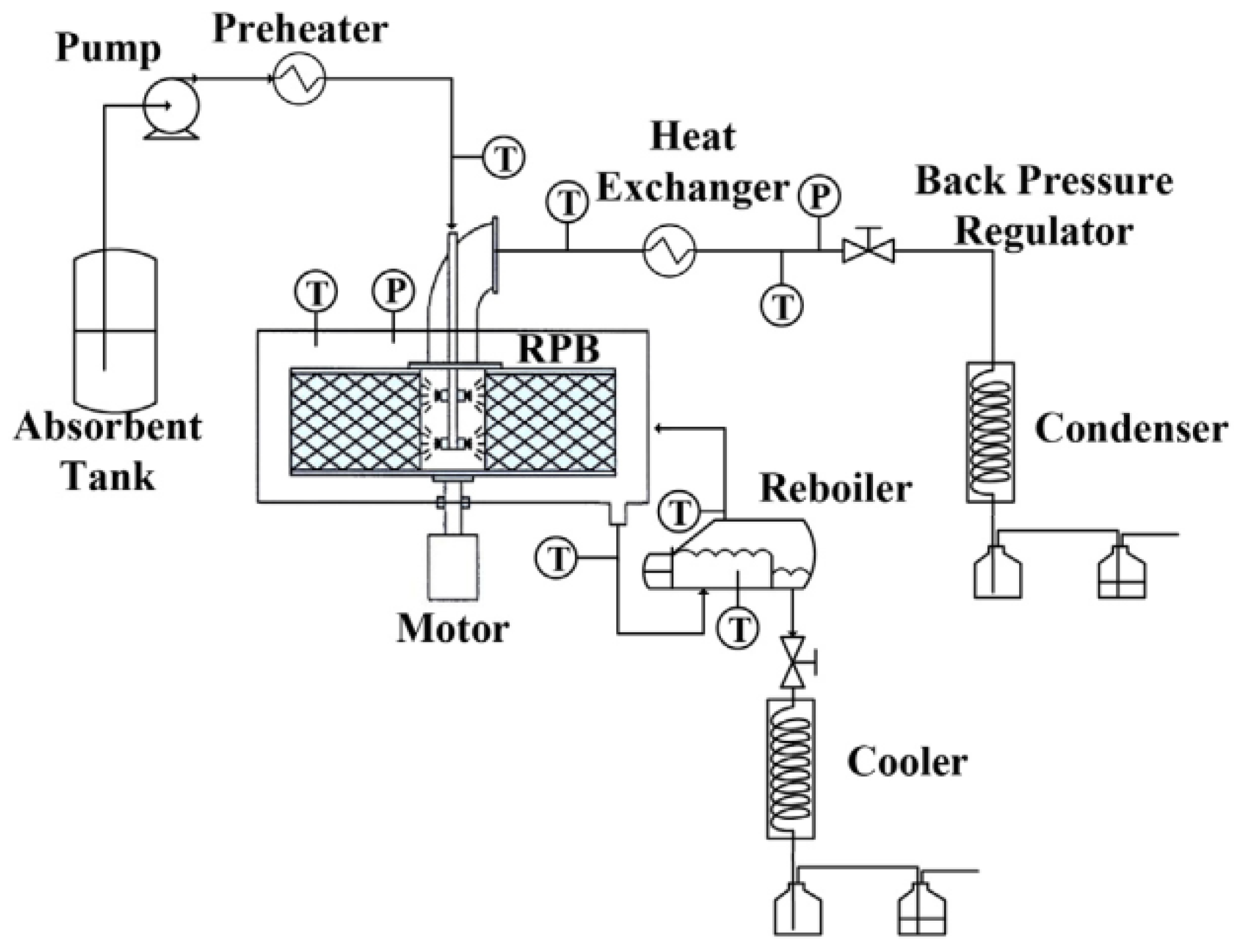
3.4. Rotating Packed Bed (RPB)
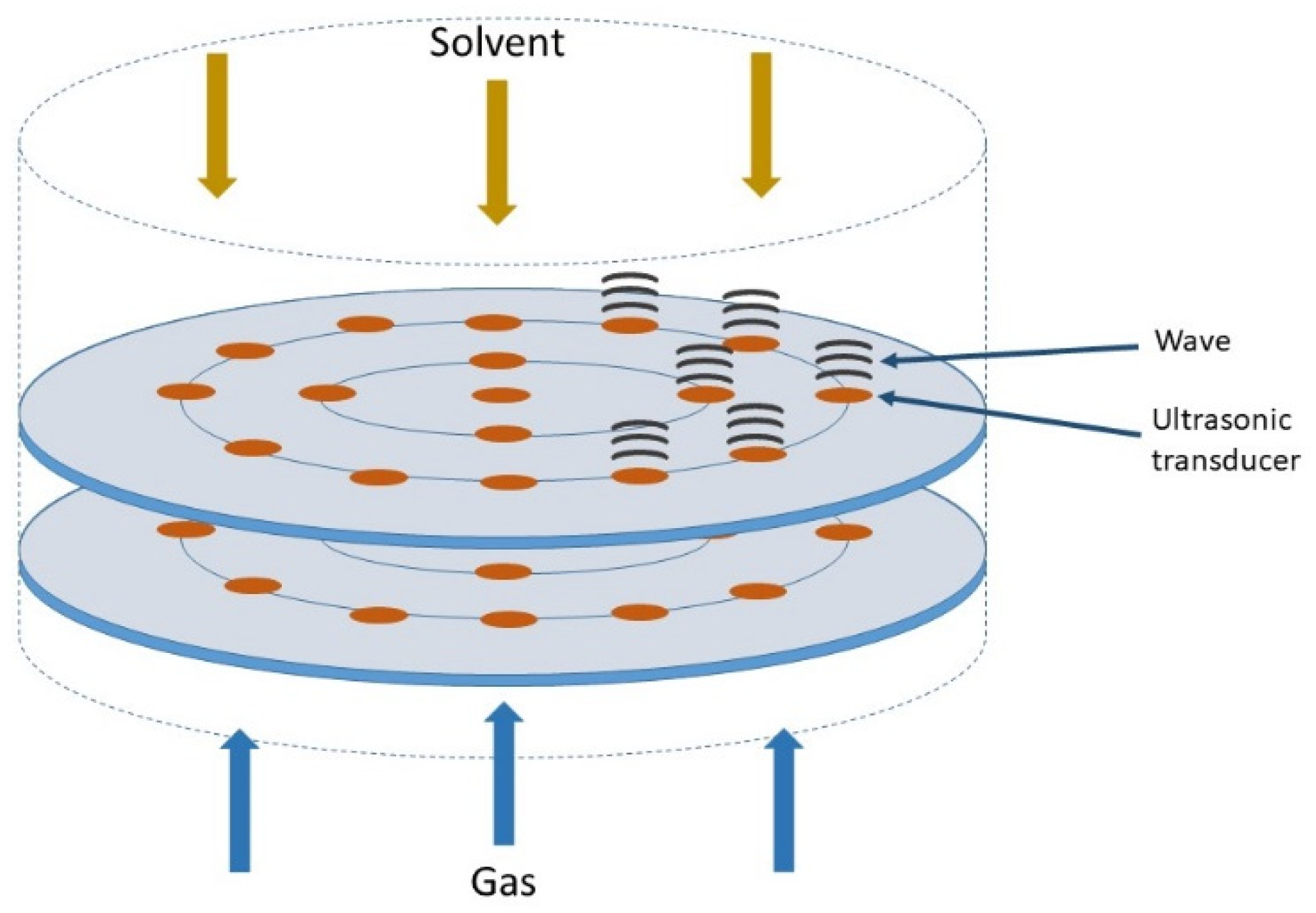
3.5. Ultrasonic Irradiation

4. Advantages and Challenges of the Emerging Regeneration Technologies for the Offshore Natural Gas Purification Process
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Fang, D.; Zhang, X.; Yu, Q.; Jin, T.C.; Tian, L. A novel method for carbon dioxide emission forecasting based on improved Gaussian processes regression. J. Clean. Prod. 2018, 173, 143–150. [Google Scholar] [CrossRef]
- Fong, W.K.; Matsumoto, H.; Ho, C.S.; Lun, Y.F. Energy Consumption and Carbon Dioxide Emission Consideration in the Urban Planning Process in Malaysia. J. Malays. Inst. Plan. 2008, 6, 99–128. [Google Scholar]
- Dehghani-Sanij, A.; Bahadori, M.N. Energy consumption and environmental consequences. In Ice-Houses; Elsevier: Berlin, Germany, 2021; pp. 1–55. [Google Scholar]
- Archer, D.; Eby, M.; Brovkin, V.; Ridgwell, A.; Cao, L.; Mikolajewicz, U.; Caldeira, K.; Matsumoto, K.; Munhoven, G.; Montenegro, A.; et al. Atmospheric Lifetime of Fossil Fuel Carbon Dioxide. Annu. Rev. Matsumoto Planet. Sci. 2009, 37, 117–134. [Google Scholar] [CrossRef] [Green Version]
- Sreenivasulu, B.; Gayatri, D.V.; Sreedhar, I.; Raghavan, K.V. A journey into the process and engineering aspects of carbon capture technologies. Renew. Sustain. Energy Rev. 2015, 41, 1324–1350. [Google Scholar] [CrossRef]
- International Energy Agency (IEA). Global Energy-Related CO2 Emissions, 1990–2020. 2021. Available online: https://www.iea.org/data-and-statistics/charts/global-energy-related-co2-emissions-1990-2020 (accessed on 14 March 2022).
- Nicola, M.; Alsafi, Z.; Sohrabi, C.; Kerwan, A.; Al-Jabir, A.; Iosifidis, C.; Agha, M.; Agha, R. The socio-economic implications of the coronavirus pandemic (COVID-19): A review. Int. J. Surg. 2020, 78, 185–193. [Google Scholar] [CrossRef] [PubMed]
- Tan, C.H.; Ong, M.Y.; Nomanbhay, S.M.; Shamsuddin, A.H.; Show, P.L. The influence of COVID-19 on global CO2 emissions and climate change: A perspective from Malaysia. Sustainability 2021, 13, 8461. [Google Scholar] [CrossRef]
- Moazzem, S.; Rasul, M.G.; Khan, M.M.K. A Review on Technologies for Reducing CO2 Emission from Coal Fired Power Plants; IntechOpen: London, UK, 2012. [Google Scholar]
- U.S. Energy Information Administration. Administration, International Energy Statistics; Energy Information Administration: Washington, DC, USA, 2016. [Google Scholar]
- Lallemand, F.; Lecomte, F.; Streicher, C. Highly Sour Gas Processing: H2S Bulk Removal with the Sprex Process. In Proceedings of the International Petroleum Technology Conference, Doha, Qatar, 21–23 November 2005. [Google Scholar] [CrossRef]
- Global CCS Institute. The Global Status of CCS: 2014; Global CCS Institute: Docklands, Australia, 2014. [Google Scholar]
- Mondal, M.K.; Balsora, H.K.; Varshney, P. Progress and trends in CO2 capture/separation technologies: A review. Energy 2012, 46, 431–441. [Google Scholar] [CrossRef]
- Zhang, Z.; Wang, H.; Chen, X.; Xie, R.; Gao, P.; Wei, W.; Sun, Y. CO2 sorption in wet ordered mesoporous silica kit-6: Effects of water content and mechanism on enhanced sorption capacity. Adsorption 2014, 7, 883–888. [Google Scholar] [CrossRef]
- Girimonte, R.; Testa, F.; Gallo, M.; Buscieti, R.; Leone, G.; Formisani, B. Adsorption of CO2 on Amine-Modified Silica Particles in a Confined-Fluidized Bed. Processes 2020, 8, 1531. [Google Scholar] [CrossRef]
- Valverde, J.M.; Medina, S. Reduction of Calcination Temperature in the Calcium Looping Process for CO2 Capture by Using Helium: In Situ XRD Analysis. ACS Sustain. Chem. Eng. 2016, 4, 7090–7097. [Google Scholar] [CrossRef]
- Ma, Z.W.; Zhang, P.; Bao, H.S.; Deng, S. Review of fundamental properties of CO2 hydrates and CO2 capture and separation using hydration method. Renew. Sustain. Energy Rev. 2016, 53, 1273–1302. [Google Scholar] [CrossRef]
- Songolzadeh, M.; Soleimani, M.; Takht Ravanchi, M.; Songolzadeh, R. Carbon Dioxide Separation from Flue Gases: A Technological Review Emphasizing Reduction in Greenhouse Gas Emissions. Sci. World J. 2014, 2014, 828131. [Google Scholar] [CrossRef] [Green Version]
- Han, Y.; Yang, Y.; Ho, W.S. Recent progress in the engineering of polymeric membranes for CO2 capture from flue gas. Membranes 2020, 10, 365. [Google Scholar] [CrossRef] [PubMed]
- Li, B.; Duan, Y.; Luebke, D.; Morreale, B. Advances in CO2 capture technology: A patent review. Appl. Energy 2013, 102, 1439–1447. [Google Scholar] [CrossRef]
- Powell, C.E.; Qiao, G.G. Polymeric CO2/N2 gas separation membranes for the capture of carbon dioxide from power plant flue gases. J. Memb. Sci. 2006, 279, 1–49. [Google Scholar] [CrossRef]
- El-Azzami, L.A.; Grulke, E.A. Carbon dioxide separation from hydrogen and nitrogen by fixed facilitated transport in swollen chitosan membranes. J. Memb. Sci. 2008, 323, 225–234. [Google Scholar] [CrossRef]
- Olajire, A.A. CO2 capture and separation technologies for end-of-pipe applications—A review. Energy 2010, 35, 2610–2628. [Google Scholar] [CrossRef]
- Berstad, D.; Anantharaman, R.; Nekså, P. Low-temperature CO2 capture technologies—Applications and potential. Int. J. Refrig. 2013, 36, 1403–1416. [Google Scholar] [CrossRef]
- Leung, D.Y.C.; Caramanna, G.; Maroto-Valer, M.M. An overview of current status of carbon dioxide capture and storage technologies. Renew. Sustain. Energy Rev. 2014, 39, 426–443. [Google Scholar] [CrossRef] [Green Version]
- Cannone, S.F.; Lanzini, A.; Santarelli, M. A Review on CO2 Capture Technologies with Focus on CO2-Enhanced Methane Recovery from Hydrates. Energies 2021, 14, 387. [Google Scholar] [CrossRef]
- Zhou, X.; Zang, X.; Long, Z.; Liang, D. Multiscale analysis of the hydrate based carbon capture from gas mixtures containing carbon dioxide. Sci. Rep. 2021, 11, 9197. [Google Scholar] [CrossRef] [PubMed]
- Yang, M.; Song, Y.; Liu, W.; Zhao, J.; Ruan, X.; Jiang, L.; Li, Q. Effects of additive mixtures (THF/SDS) on carbon dioxide hydrate formation and dissociation in porous media. Chem. Eng. Sci. 2013, 90, 69–76. [Google Scholar] [CrossRef]
- Hasan, S.; Abbas, A.J.; Nasr, G.G. Improving the Carbon Capture Efficiency for Gas Power Plants through Amine-Based Absorbents. Sustainability 2020, 13, 72. [Google Scholar] [CrossRef]
- Cormos, C.-C. IGCC with Carbon Capture and Storage. Encycl. Sustain. Technol. 2017, 327–338. [Google Scholar] [CrossRef]
- Luis, P. Use of monoethanolamine (MEA) for CO2 capture in a global scenario: Consequences and alternatives. Desalination 2016, 380, 93–99. [Google Scholar] [CrossRef] [Green Version]
- Yu, C.H.; Huang, C.H.; Tan, C.S. A review of CO2 capture by absorption and adsorption. Aerosol Air Qual. Res. 2012, 12, 745–769. [Google Scholar] [CrossRef] [Green Version]
- Pellegrini, L.A.; Gilardi, M.; Giudici, F.; Spatolisano, E. New Solvents for CO2 and H2S Removal from Gaseous Streams. Energies 2021, 14, 6687. [Google Scholar] [CrossRef]
- Sarmad, S.; Mikkola, J.P.; Ji, X. Carbon Dioxide Capture with Ionic Liquids and Deep Eutectic Solvents: A New Generation of Sorbents. ChemSusChem 2017, 10, 324–352. [Google Scholar] [CrossRef]
- Ramdin, M.; de Loos, T.W.; Vlugt, T.J. State-of-the-Art of CO2 Capture with Ionic Liquids. Ind. Eng. Chem. Res. 2012, 51, 8149–8177. [Google Scholar] [CrossRef]
- Zeng, S.; Zhang, X.; Bai, L.; Zhang, X.; Wang, H.; Wang, J.; Bao, D.; Li, M.; Liu, X.; Zhang, S. Ionic-Liquid-Based CO2 Capture Systems: Structure, Interaction and Process. Chem. Rev. 2017, 117, 9625–9673. [Google Scholar] [CrossRef]
- Ma, C.; Sarmad, S.; Mikkola, J.P.; Ji, X. Development of Low-Cost Deep Eutectic Solvents for CO2 Capture. Energy Procedia 2017, 142, 3320–3325. [Google Scholar] [CrossRef]
- Haghbakhsh, R.; Raeissi, S. Deep eutectic solvents for CO2 capture from natural gas by energy and exergy analyses. J. Environ. Chem. Eng. 2019, 7, 103411. [Google Scholar] [CrossRef]
- Rufford, T.E.; Smart, S.; Watson, G.C.; Graham, B.F.; Boxall, J.; Da Costa, J.D.; May, E.F. The removal of CO2 and N2 from natural gas: A review of conventional and emerging process technologies. J. Pet. Sci. Eng. 2012, 94–95, 123–154. [Google Scholar] [CrossRef]
- Hussin, F.; Aroua, M.K. Recent trends in the development of adsorption technologies for carbon dioxide capture: A brief literature and patent reviews (2014–2018). J. Clean. Prod. 2020, 253, 119707. [Google Scholar] [CrossRef]
- Kárászová, M.; Zach, B.; Petrusová, Z.; Červenka, V.; Bobák, M.; Šyc, M.; Izák, P. Post-combustion carbon capture by membrane separation. Review. Sep. Purif. Technol. 2020, 238, 116448. [Google Scholar] [CrossRef]
- Ali, A.; Maqsood, K.; Syahera, N.; Shariff, A.B.; Ganguly, S. Energy Minimization in Cryogenic Packed Beds during Purification of Natural Gas with High CO2 Content. Chem. Eng. Technol. 2014, 37, 1675–1685. [Google Scholar] [CrossRef]
- Choi, W.-J.; Seo, J.-B.; Jang, S.-Y.; Jung, J.-H.; Oh, K.-J. Removal characteristics of CO2 using aqueous MEA/AMP solutions in the absorption and regeneration process. J. Environ. Sci. 2009, 21, 907–913. [Google Scholar] [CrossRef]
- Chen, P.C.; Lin, S.Z. Optimization in the Absorption and Desorption of CO2 Using Sodium Glycinate Solution. Appl. Sci. 2018, 8, 2041. [Google Scholar] [CrossRef] [Green Version]
- Ziobrowski, Z.; Rotkegel, A. Comparison of CO2 Separation Efficiency from Flue Gases Based on Commonly Used Methods and Materials. Materials 2022, 15, 460. [Google Scholar] [CrossRef]
- Desideri, U. Advanced absorption processes and technology for carbon dioxide (CO2) capture in power plants. In Developments and Innovation in Carbon Dioxide (CO2) Capture and Storage Technology; Elsevier: Berlin, Germany, 2010; pp. 155–182. [Google Scholar]
- Nanda, S.; Reddy, S.N.; Mitra, S.K.; Kozinski, J.A. The progressive routes for carbon capture and sequestration. Energy Sci. Eng. 2016, 4, 99–122. [Google Scholar] [CrossRef] [Green Version]
- Liang, Z.H.; Rongwong, W.; Liu, H.; Fu, K.; Gao, H.; Cao, F.; Zhang, R.; Sema, T.; Henni, A.; Sumon, K.; et al. Recent progress and new developments in post-combustion carbon-capture technology with amine based solvents. Int. J. Greenh. Gas Control. 2015, 40, 26–54. [Google Scholar] [CrossRef] [Green Version]
- Chu, F.; Su, M.; Yang, G. Effects of stripper configurations on mass transfer and energy consumption of regeneration process. Int. J. Low-Carbon Technol. 2020, 15, 190–201. [Google Scholar] [CrossRef]
- Vadillo, J.M.; Gomez-Coma, L.; Garea, A.; Irabien, A. Hollow Fiber Membrane Contactors in CO2 Desorption: A Review. Energy Fuels 2021, 35, 111–136. [Google Scholar] [CrossRef]
- Zhang, Z.E.; Yan, Y.F.; Zhang, L.; Ju, S.X. Hollow fiber membrane contactor absorption of CO2 from the flue gas: Review and perspective. Glob. Nest J. 2014, 16, 355–374. [Google Scholar] [CrossRef] [Green Version]
- Klaassen, R.; Feron, P.H.M.; Jansen, A.E. Membrane contactors in industrial applications. Chem. Eng. Res. Des. 2005, 83, 234–246. [Google Scholar] [CrossRef]
- Giorno, L.; Drioli, E.; Strathmann, H.; Cosenza, R. Encyclopedia of Membranes; Springer: Berlin, Germany, 2015; pp. 1–6. [Google Scholar] [CrossRef]
- Scholes, C.A.; deMontigny, D.; Kentish, S.E.; Stevens, G.W. Regenerating Membrane Contactors for Solvent Absorption. Energy Procedia 2017, 114, 642–649. [Google Scholar] [CrossRef]
- Takahashi, N.; Matsuzaki, K.; Funai, T.; Wada, T.; Fukunaga, H.; Takatsuka, T.; Mano, H. Effects of Membrane Properties on CO2 Desorption from Chemical Absorbents Using a Membrane Flash Process. Energy Procedia 2013, 37, 1060–1066. [Google Scholar] [CrossRef] [Green Version]
- Lu, J.-G.; Zheng, Y.-F.; Cheng, M.-D. Wetting mechanism in mass transfer process of hydrophobic membrane gas absorption. J. Memb. Sci. 2008, 308, 180–190. [Google Scholar] [CrossRef]
- Yu, X.; An, L.; Yang, J.; Tu, S.T.; Yan, J. CO2 capture using a superhydrophobic ceramic membrane contactor. J. Memb. Sci. 2015, 496, 1–12. [Google Scholar] [CrossRef]
- Lv, Y.; Yu, X.; Tu, S.T.; Yan, J.; Dahlquist, E. Wetting of polypropylene hollow fiber membrane contactors. J. Memb. Sci. 2010, 362, 444–452. [Google Scholar] [CrossRef]
- Wang, R.; Zhang, H.Y.; Feron, P.H.M.; Liang, D.T. Influence of membrane wetting on CO2 capture in microporous hollow fiber membrane contactors. Sep. Purif. Technol. 2005, 46, 33–40. [Google Scholar] [CrossRef]
- Franco, J.; Demontigny, D.; Kentish, S.; Perera, J.; Stevens, G. A Study of the Mass Transfer of CO2 through Different Membrane Materials in the Membrane Gas Absorption Process. Sep. Sci. Technol. 2008, 43, 225–244. [Google Scholar] [CrossRef]
- Scholes, C.A.; Kentish, S.E.; Stevens, G.W.; deMontigny, D. Comparison of thin film composite and microporous membrane contactors for CO2 absorption into monoethanolamine. Int. J. Greenh. Gas Control. 2015, 42, 66–74. [Google Scholar] [CrossRef]
- Hoff, K.A.; Juliussen, O.; Falk-Pedersen, O.; Svendsen, H.F. Modeling and Experimental Study of Carbon Dioxide Absorption in Aqueous Alkanolamine Solutions Using a Membrane Contactor. Ind. Eng. Chem. Res. 2004, 43, 4908–4921. [Google Scholar] [CrossRef]
- Mavroudi, M.; Kaldis, S.P.; Sakellaropoulos, G.P. Reduction of CO2 emissions by a membrane contacting process☆. Fuel 2003, 82, 2153–2159. [Google Scholar] [CrossRef]
- Yeon, S.-H.; Sea, B.; Park, Y.-I.; Lee, K.-H. Determination of Mass Transfer Rates in PVDF and PTFE Hollow Fiber Membranes for CO2 Absorption. Sep. Sci. Technol. 2003, 38, 271–293. [Google Scholar] [CrossRef]
- Li, K.; Teo, W.K. Use of permeation and absorption methods for CO2 removal in hollow fibre membrane modules. Sep. Purif. Technol. 1998, 13, 79–88. [Google Scholar] [CrossRef]
- Nguyen, P.T.; Lasseuguette, E.; Medina-Gonzalez, Y.; Remigy, J.C.; Roizard, D.; Favre, E. A dense membrane contactor for intensified CO2 gas/liquid absorption in post-combustion capture. J. Memb. Sci. 2011, 377, 261–272. [Google Scholar] [CrossRef]
- Scholes, C.A.; Kentish, S.E.; Stevens, G.W.; deMontigny, D. Asymmetric composite PDMS membrane contactors for desorption of CO2 from monoethanolamine. Int. J. Greenh. Gas Control. 2016, 55, 195–201. [Google Scholar] [CrossRef]
- Petukhov, A.N.; Atlaskin, A.A.; Kryuchkov, S.S.; Smorodin, K.A.; Zarubin, D.M.; Petukhova, A.N.; Atlaskina, M.E.; Nyuchev, A.V.; Vorotyntsev, A.V.; Trubyanov, M.M.; et al. A highly-efficient hybrid technique—Membrane-assisted gas absorption for ammonia recovery after the Haber-Bosch process. Chem. Eng. J. 2021, 421, 127726. [Google Scholar] [CrossRef]
- Freeman, B.; Hao, P.; Baker, R.; Kniep, J.; Chen, E.; Ding, J.; Zhang, Y.; Rochelle, G.T. Hybrid membrane-absorption CO2 capture process. Energy Procedia 2014, 63, 605–613. [Google Scholar] [CrossRef] [Green Version]
- Drioli, E.; Curcio, E.; Di Profio, G. State of the art and recent progresses in membrane contactors. Chem. Eng. Res. Des. 2005, 83, 223–233. [Google Scholar] [CrossRef]
- Rongwong, W.; Goh, K.; Bae, T.H. Energy analysis and optimization of hollow fiber membrane contactors for recovery of dissolve methane from anaerobic membrane bioreactor effluent. J. Memb. Sci. 2018, 554, 184–194. [Google Scholar] [CrossRef]
- Gabelman, A.; Hwang, S.-T. Hollow fiber membrane contactors. J. Memb. Sci. 1999, 159, 61–106. [Google Scholar] [CrossRef]
- Hoff, K.A.; Svendsen, H.F. CO2 absorption with membrane contactors vs. packed absorbers—Challenges and opportunities in post combustion capture and natural gas sweetening. Energy Procedia 2013, 37, 952–960. [Google Scholar] [CrossRef] [Green Version]
- Bougie, F.; Fan, X. Analysis of the Regeneration of Monoethanolamine Aqueous Solutions by Microwave Irradiation. Energy Procedia 2017, 142, 3661–3666. [Google Scholar] [CrossRef]
- Microwave-assisted synthesis in Anto Paar. Available online: https://wiki.anton-paar.com/my-en/microwave-assisted-synthesis/ (accessed on 5 March 2022).
- Chronopoulos, T.; Fernandez-Diez, Y.; Maroto-Valer, M.M.; Ocone, R.; Reay, D.A. CO2 desorption via microwave heating for post-combustion carbon capture. Microporous Mesoporous Mater. 2014, 197, 288–290. [Google Scholar] [CrossRef]
- Lee, C.S.; Binner, E.; Winkworth-Smith, C.; John, R.; Gomes, R.; Robinson, J. Enhancing natural product extraction and mass transfer using selective microwave heating. Chem. Eng. Sci. 2016, 149, 97–103. [Google Scholar] [CrossRef]
- Cherbański, R.; Molga, E. Intensification of desorption processes by use of microwaves-An overview of possible applications and industrial perspectives. Chem. Eng. Process. Process Intensif. 2009, 48, 48–58. [Google Scholar] [CrossRef]
- El Khaled, D.; Novas, N.; Gázquez, J.A.; García, R.M.; Manzano-Agugliaro, F. Alcohols and alcohols mixtures as liquid biofuels: A review of dielectric properties. Renew. Sustain. Energy Rev. 2016, 66, 556–571. [Google Scholar] [CrossRef]
- Chowdhury, T.; Shi, M.; Hashisho, Z.; Kuznicki, S.M. Indirect and direct microwave regeneration of Na-ETS-10. Chem. Eng. Sci. 2013, 95, 27–32. [Google Scholar] [CrossRef]
- McGurk, S.J.; Martín, C.F.; Brandani, S.; Sweatman, M.B.; Fan, X. Microwave swing regeneration of aqueous monoethanolamine for post-combustion CO2 capture. Appl. Energy 2017, 192, 126–133. [Google Scholar] [CrossRef] [Green Version]
- Morales-Rodelo, K.; Álvarez, H.D. Determination and use of feasible operation region in flash distillation control. Rev. Fac. Ing. Univ. Antioquia 2020, 95, 53–63. [Google Scholar] [CrossRef]
- Walters, M.S.; Dunia, R.H.; Edgar, T.F.; Rochelle, G.T. Two-Stage Flash for CO2 Regeneration: Dynamic Modeling and Pilot Plant Validation. Energy Procedia 2013, 37, 2133–2144. [Google Scholar] [CrossRef] [Green Version]
- Mass Transfer Process. 1979. Available online: https://patentimages.storage.googleapis.com/89/6c/ce/0354b0bdbc55aa/US4283255.pdf (accessed on 15 March 2022).
- Ramshaw, C. Higee distillation-an example of process intensification. Chem. Eng. 1983, 389, 13–14. [Google Scholar]
- Zhao, H.; Shao, L.; Chen, J.-F. High-gravity process intensification technology and application. Chem. Eng. J. 2010, 156, 588–593. [Google Scholar] [CrossRef]
- Joel, A.S.; Wang, M.; Ramshaw, C.; Oko, E. Modelling, simulation and analysis of intensified regenerator for solvent based carbon capture using rotating packed bed technology. Appl. Energy 2017, 203, 11–25. [Google Scholar] [CrossRef] [Green Version]
- MJassim, M.S.; Rochelle, G.; Eimer, D.; Ramshaw, C. Carbon dioxide absorption and desorption in aqueous monoethanolamine solutions in a rotating packed bed. Ind. Eng. Chem. Res. 2007, 46, 2823–2833. [Google Scholar] [CrossRef]
- Agarwal, L.; Pavani, V.; Rao, D.P.; Kaistha, N. Process Intensification in HiGee Absorption and Distillation: Design Procedure and Applications. Ind. Eng. Chem. Res. 2010, 49, 10046–10058. [Google Scholar] [CrossRef]
- Cheng, H.H.; Lai, C.C.; Tan, C.S. Thermal regeneration of alkanolamine solutions in a rotating packed bed. Int. J. Greenh. Gas Control. 2013, 16, 206–216. [Google Scholar] [CrossRef]
- Chamchan, N.; Chang, J.Y.; Hsu, H.C.; Kang, J.L.; Wong, D.S.H.; Jang, S.S.; Shen, J.F. Comparison of rotating packed bed and packed bed absorber in pilot plant and model simulation for CO2 capture. J. Taiwan Inst. Chem. Eng. 2016, 73, 20–26. [Google Scholar] [CrossRef]
- Singh, S.P.; Wilson, J.H.; Counce, R.M.; Lucero, A.J.; Reed, G.D.; Ashworth, R.A.; Elliott, M.G. Removal of volatile organic compounds from groundwater using a rotary air stripper. Ind. Eng. Chem. Res. 1992, 31, 574–580. [Google Scholar] [CrossRef]
- Tan, C.-S.; Chen, J.-E. Absorption of carbon dioxide with piperazine and its mixtures in a rotating packed bed. Sep. Purif. Technol. 2006, 49, 174–180. [Google Scholar] [CrossRef]
- Thiels, M.; Wong, D.S.; Yu, C.-H.; Kang, J.-L.; Jang, S.S.; Tan, C.-S. Modelling and Design of Carbon Dioxide Absorption in Rotating Packed Bed and Packed Column. IFAC-PapersOnLine 2016, 49, 895–900. [Google Scholar] [CrossRef]
- Sutkar, V.S.; Gogate, P.R. Design aspects of sonochemical reactors: Techniques for understanding cavitational activity distribution and effect of operating parameters. Chem. Eng. J. 2009, 155, 26–36. [Google Scholar] [CrossRef]
- Gogate, P.R.; Pandit, A.B. Engineering design method for cavitational reactors: I. Sonochemical reactors. AIChE J. 2000, 46, 372–379. [Google Scholar] [CrossRef]
- Tay, W.H.; Lau, K.K.; Shariff, A.M. High frequency ultrasonic-assisted chemical absorption of CO2 using monoethanolamine (MEA). Sep. Purif. Technol. 2017, 183, 136–144. [Google Scholar] [CrossRef]
- Pang, Y.L.; Abdullah, A.Z.; Bhatia, S. Review on sonochemical methods in the presence of catalysts and chemical additives for treatment of organic pollutants in wastewater. Desalination 2011, 277, 1–14. [Google Scholar] [CrossRef]
- Doraiswamy, L.K.; Thompson, L.H. Sonochemistry: Science and Engineering. Ind. Eng. Chem. Res. 1999, 38, 1215–1249. [Google Scholar] [CrossRef]
- Breitbach, M.; Bathen, D.; Schmidt-Traub, H. Effect of Ultrasound on Adsorption and Desorption Processes. Ind. Eng. Chem. Res. 2003, 42, 5635–5646. [Google Scholar] [CrossRef]
- Hamdaoui, O.; Naffrechoux, E. An Investigation of the Mechanisms of Ultrasonically Enhanced Desorption. AIChE J. 2007, 53, 363–373. [Google Scholar] [CrossRef]
- Hamdaoui, O.; Naffrechoux, E.; Tifouti, L.; Pétrier, C. Effects of Ultrasound on Adsorption–Desorption of p-Chlorophenol on Granular Activated Carbon. Ultrason. Sonochem. 2003, 10, 109–114. [Google Scholar] [CrossRef]
- Qin, W.; Yuan, Y.H.; Dai, Y.Y. Effect of ultrasound on desorption equilibrium. Chin. J. Chem. Eng. 2001, 9, 427–430. [Google Scholar]
- Hamdaoui, O.; Naffrechoux, E.; Suptil, J.; Fachinger, C. Ultrasonic desorption of p-chlorophenol from granular activated carbon. Chem. Eng. J. 2005, 106, 153–161. [Google Scholar] [CrossRef]
- Yu, S.; Gao, D.; Qin, Z. Ultrasonic desorption—A new regeneration technology. Int. Sugar J. 2000, 102, 202–204. [Google Scholar]
- Tay, W.H.; Lau, K.K.; Shariff, A.M. High frequency ultrasonic-assisted CO2 absorption in a high pressure water batch system. Ultrason. Sonochem. 2016, 33, 190–196. [Google Scholar] [CrossRef]
- Schueller, B.S.; Yang, R.T. Ultrasound Enhanced Adsorption and Desorption of Phenol on Activated Carbon and Polymeric Resin. Ind. Eng. Chem. Res. 2001, 40, 4912–4918. [Google Scholar] [CrossRef]
- Kumar, A.; Gogate, P.R.; Pandit, A.B.; Wilhelm, A.M.; Delmas, H. Investigation of induction of air due to ultrasound source in the sonochemical reactors. Ultrason. Sonochem. 2005, 12, 453–460. [Google Scholar] [CrossRef]
- Laugier, F.; Andriantsiferana, C.; Wilhelm, A.M.; Delmas, H. Ultrasound in gas–liquid systems: Effects on solubility and mass transfer. Ultrason. Sonochem. 2008, 15, 965–972. [Google Scholar] [CrossRef] [Green Version]
- Ying, J.; Eimer, D.A.; Mathisen, A.; Sørensen, H.; Haugen, H.A. Intensification of CO2 stripping from amine solutions by ultrasonic. Energy Procedia 2014, 63, 781–786. [Google Scholar] [CrossRef] [Green Version]
- Orhan, O.Y.; Keles, Y.; Ersan, H.Y.; Alper, E. Ultrasound-assisted Desorption of CO2 from Carbon Dioxide Binding Organic Liquids. Energy Procedia 2017, 114, 66–71. [Google Scholar] [CrossRef]
- Gantert, S.; Möller, D. Ultrasonic Desorption of CO2—A New Technology to Save Energy and Prevent Solvent Degradation. Chem. Eng. Technol. 2012, 35, 576–578. [Google Scholar] [CrossRef]
- Li, X.; Wang, S.; Chen, C. Experimental Study of Energy Requirement of CO2 Desorption from Rich Solvent. Energy Procedia 2013, 37, 1836–1843. [Google Scholar] [CrossRef] [Green Version]
- Davis, J.; Rochelle, G. Thermal degradation of monoethanolamine at stripper conditions. Energy Procedia 2009, 1, 327–333. [Google Scholar] [CrossRef] [Green Version]
- Tay, W.H.; Lau, K.K.; Lai, L.S.; Shariff, A.M.; Wang, T. Current development and challenges in the intensified absorption technology for natural gas purification at offshore condition. J. Nat. Gas Sci. Eng. 2019, 71, 102977. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Scenario | Post-Combustion Capture | Natural Gas Treatment | Natural Gas Treatment with the Presence of Promoter |
|---|---|---|---|
| Solvent used | 30% MEA | 30% MDEA | 30% MDEA 5% piperazine |
| Liquid flow mode | Shell side | Shell side | Shell side |
| Fiber length (meter) | 3 | 5 | 5 |
| Total packed volume (m3) | 675 | 52 | 113 |
| Volume reduction | 75% | 75% | 54% |
| Technologies | Energy | Size | Advantages | Disadvantages |
|---|---|---|---|---|
| Membrane contactor [71,73] | −85% | −54% |
|
|
| Flash drum [82,83] | Not reported | Not reported |
|
|
| RPB [87,89,91] | +115% | −9.7% |
|
|
| Ultrasonic irradiation [112,115] | −66% | −16% |
|
|
| Microwave [74,80,81] | −16.6% | −22% |
|
|
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mohd Pauzi, M.M.; Azmi, N.; Lau, K.K. Emerging Solvent Regeneration Technologies for CO2 Capture through Offshore Natural Gas Purification Processes. Sustainability 2022, 14, 4350. https://doi.org/10.3390/su14074350
Mohd Pauzi MM, Azmi N, Lau KK. Emerging Solvent Regeneration Technologies for CO2 Capture through Offshore Natural Gas Purification Processes. Sustainability. 2022; 14(7):4350. https://doi.org/10.3390/su14074350
Chicago/Turabian StyleMohd Pauzi, Mohd Mu’Izzuddin, Nurulhuda Azmi, and Kok Keong Lau. 2022. "Emerging Solvent Regeneration Technologies for CO2 Capture through Offshore Natural Gas Purification Processes" Sustainability 14, no. 7: 4350. https://doi.org/10.3390/su14074350