
Techno-Environmental Analyses and Optimization of a Utility Boiler Based on Real Data

Abstract
:1. Introduction
2. Boiler Description
3. Mathematical Modeling of the System
3.1. Combustion Analysis
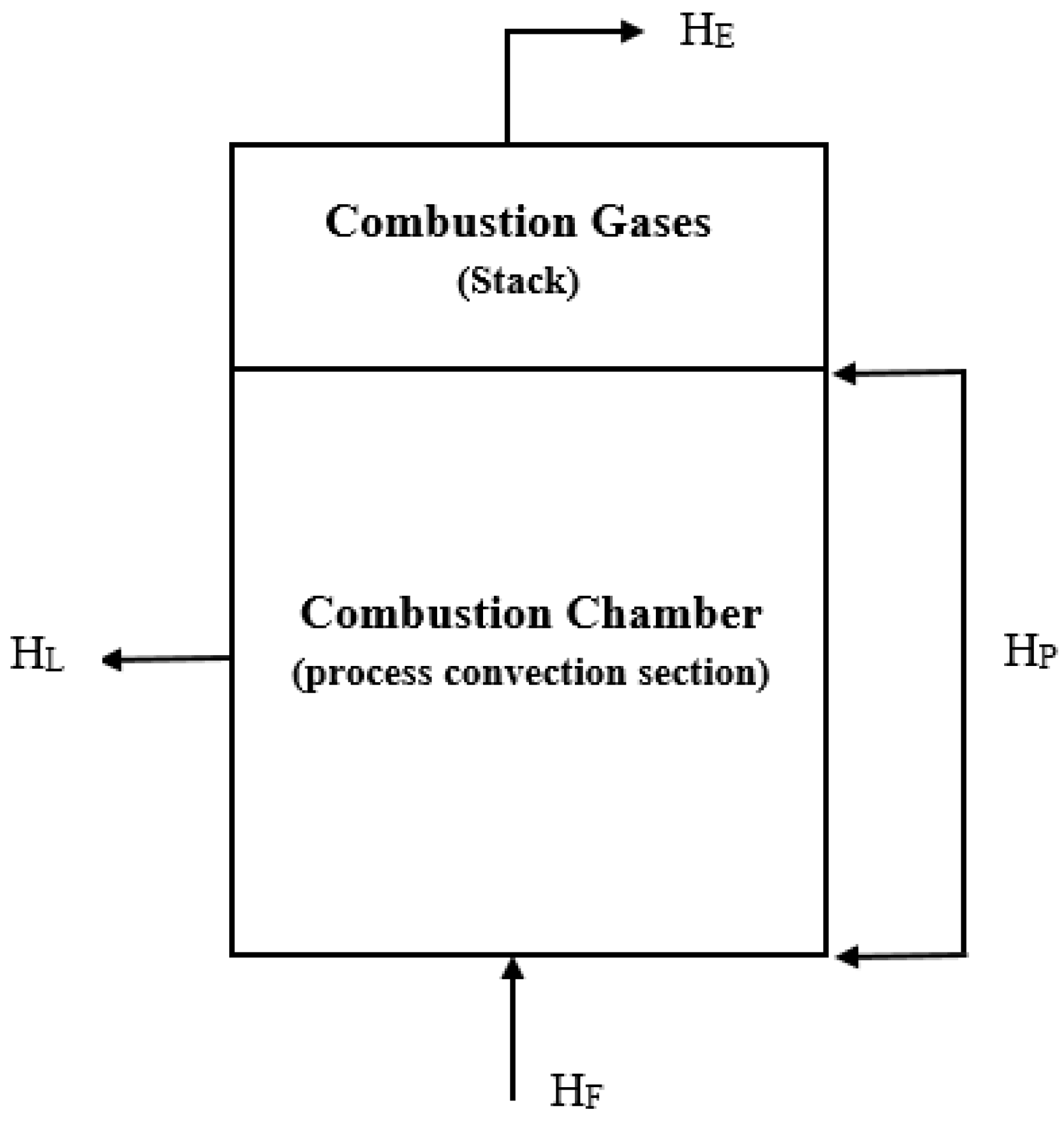
3.2. Energy Analysis
- (a)
- The temperature of the outer surface of the boiler;
- (b)
- The environmental temperature and the wind speed around the boiler;
- (c)
- The boiler’s outer surface area;
- (d)
- The radiation heat transfer coefficient of the boiler.
3.3. Exergy Analysis
3.3.1. Combustion Chamber Exergy Analysis
3.3.2. Exergy Efficiency for Boilers
3.4. Environmental Impacts Analysis
4. Results and Discussion
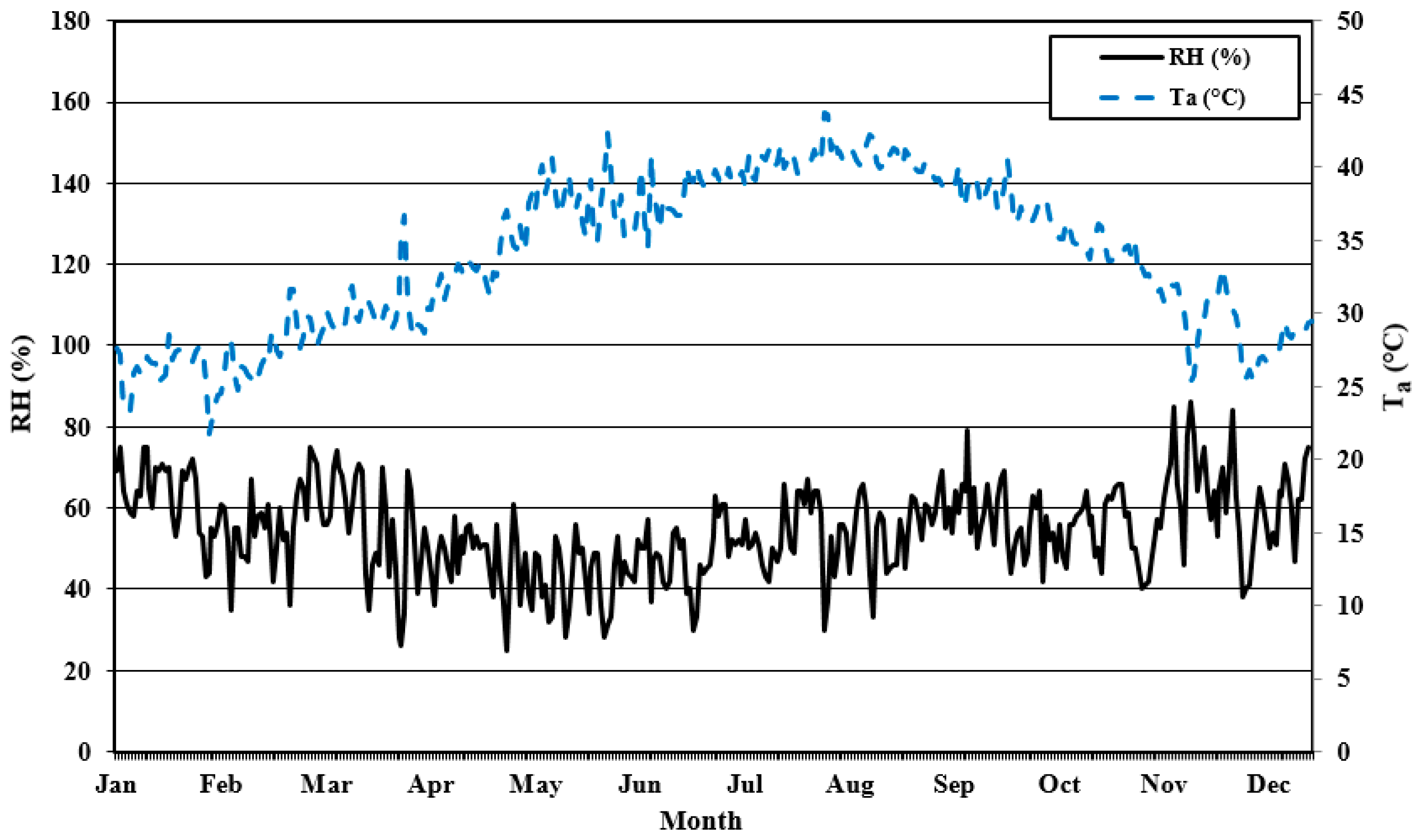
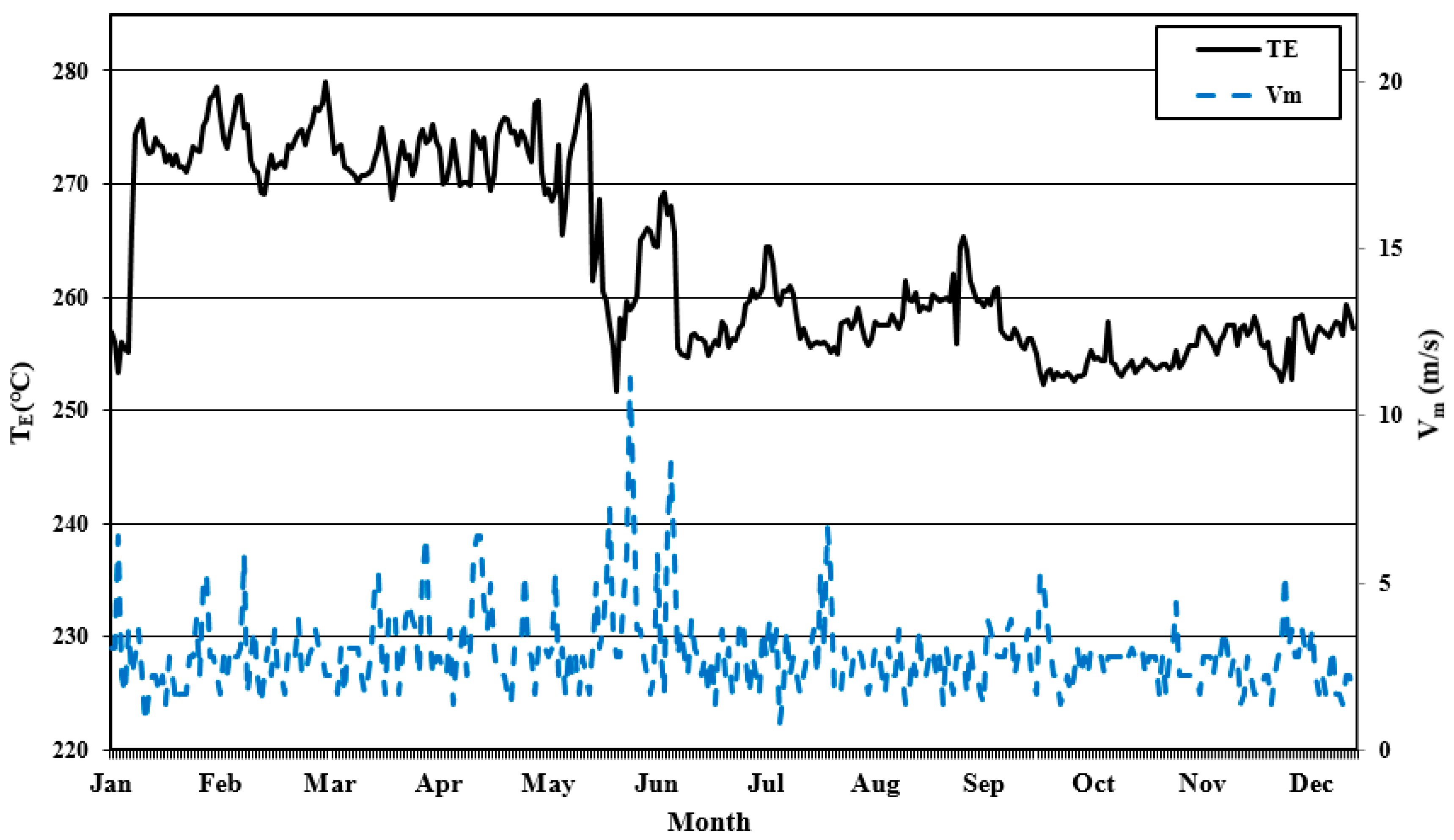
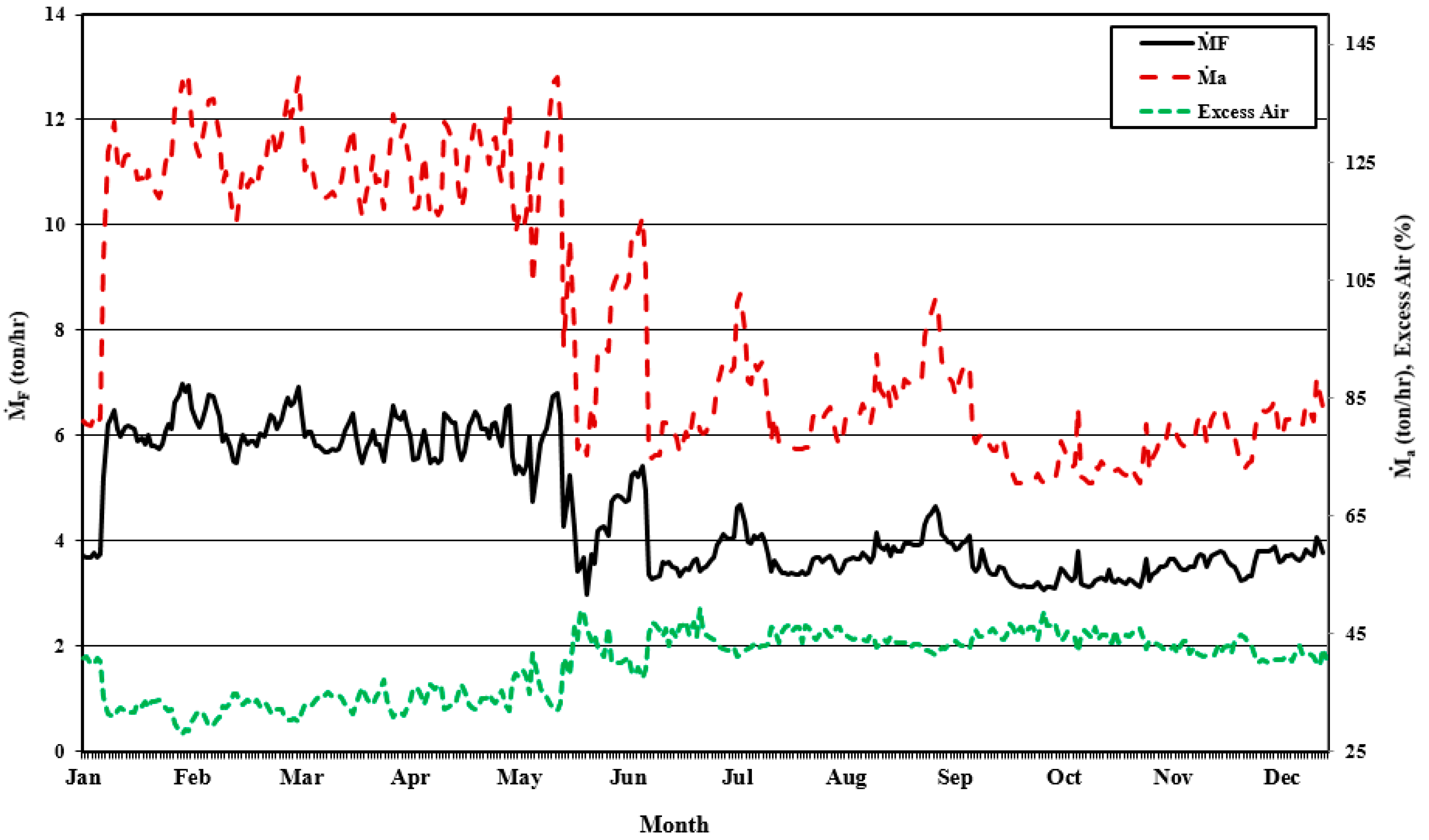
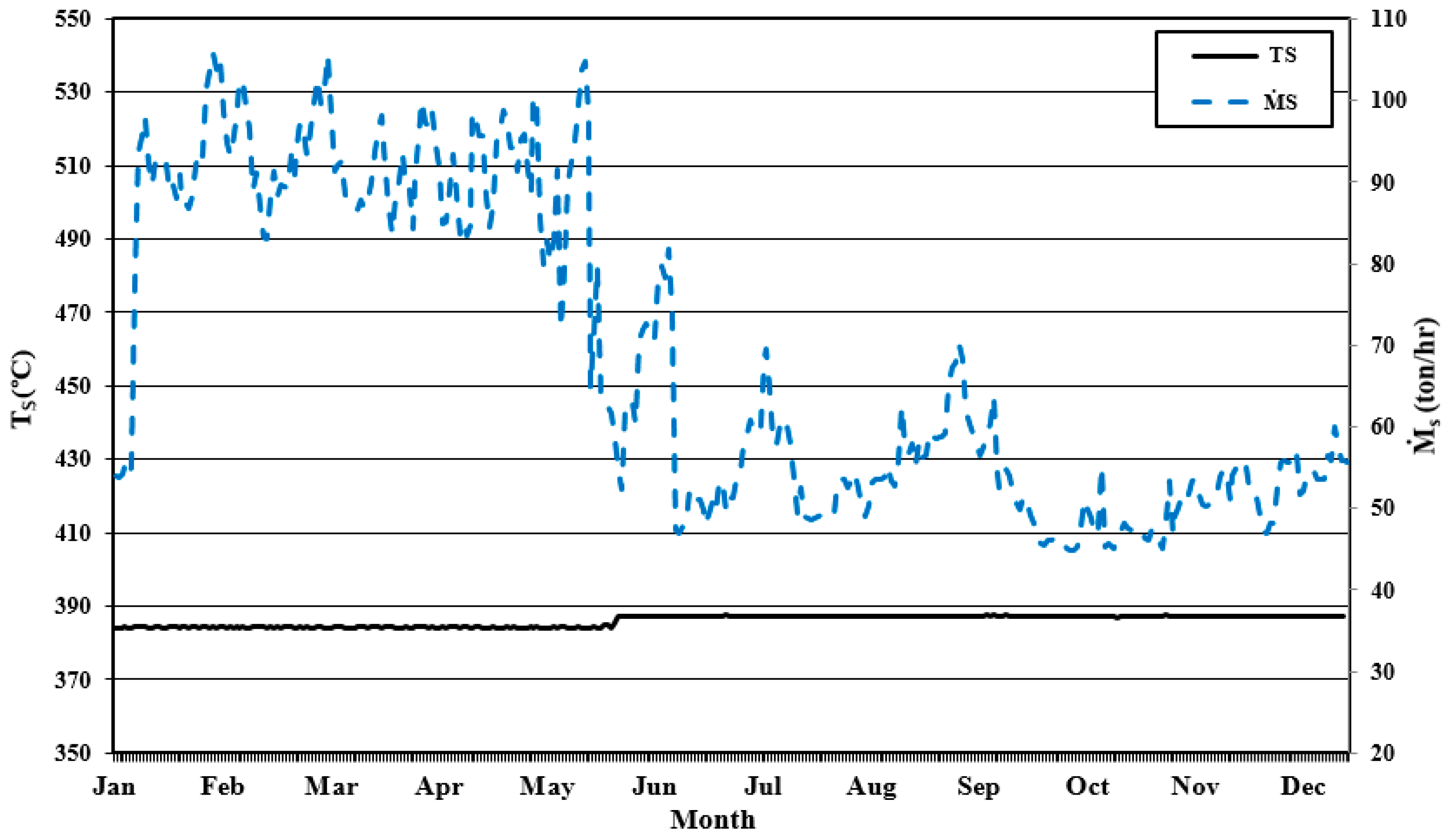
4.1. The Environmental and Operational Parameters of the Boiler
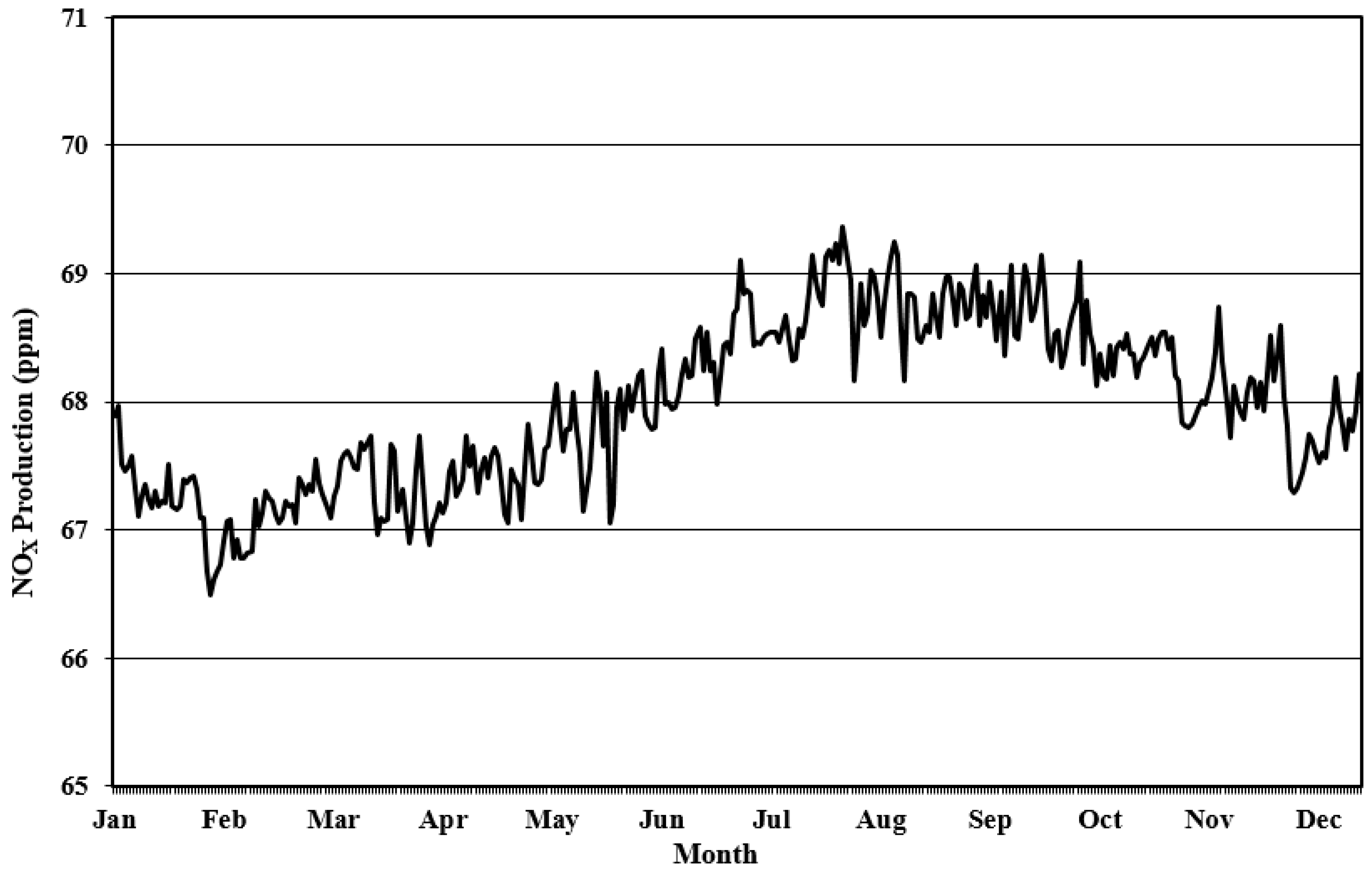
4.2. Results of Energy, Exergy, and Environmental Analyses
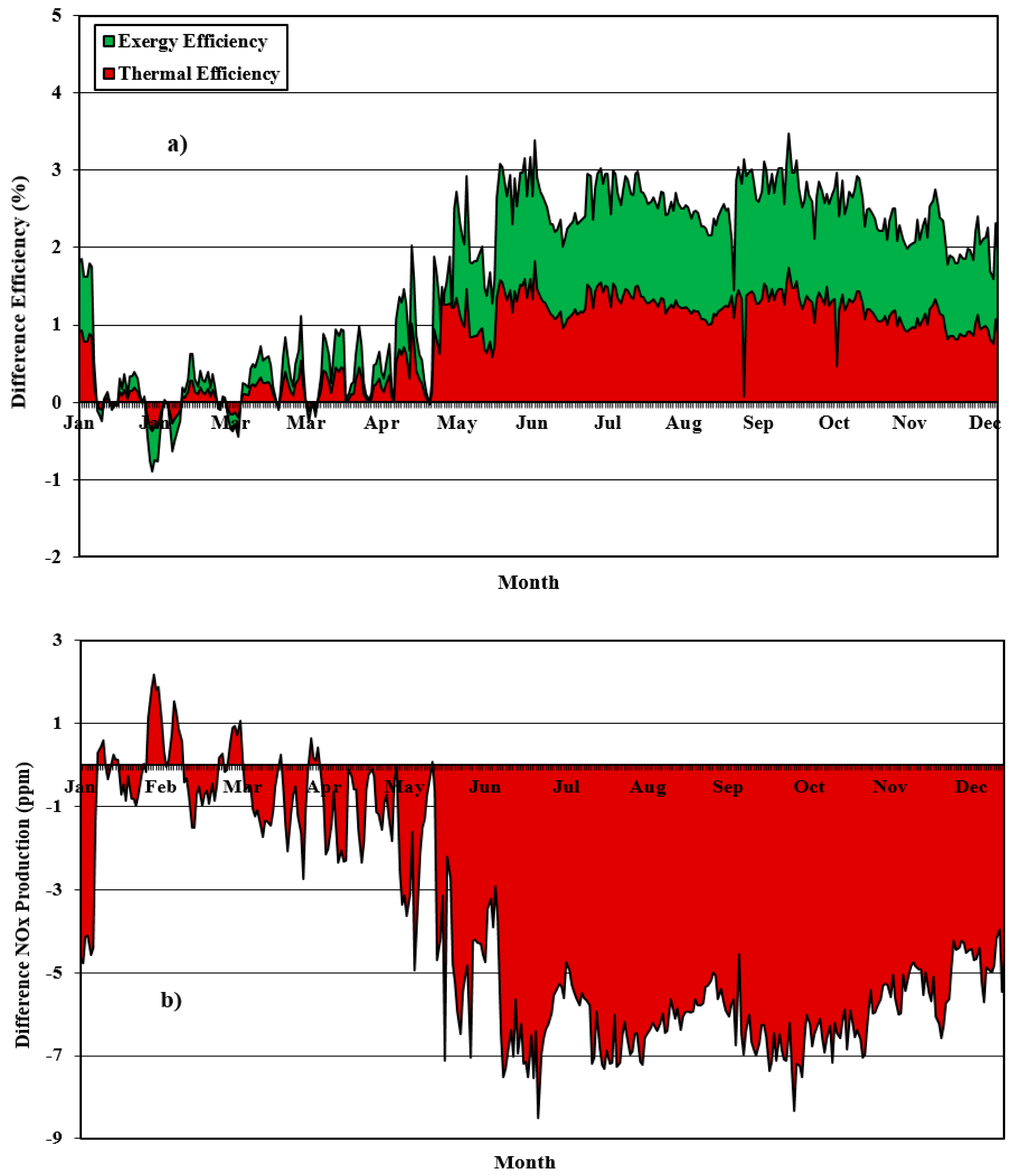
4.3. Results of Optimization
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclatures
| surface area of the boiler (m2) | |
| molar Gibbs functions (kJ/kg) | |
| heat energy (kJ/s) | |
| mass flow rate (kg/s) | |
| number of molar | |
| pressure (Pa) | |
| gas constant (J/kgK) | |
| temperature (°C) | |
| speed (m/s) | |
| Greek Symbol | |
| emission coefficient of the external surface of the boiler | |
| the ratio of the actual air-to-fuel ratio to the stoichiometric air-to-fuel ratio | |
| ϕ | normalizing the actual fuel-to-air ratio by the stoichiometric fuel-to-air ratio |
| exergy (kJ) | |
| Subscripts | |
| 0 | ambient |
| 1 | the outer surface of the boiler |
| t0 | limited death |
| t00 | ambient conditions |
| a | air |
| air in stoichiometric mode | |
| ch | chemical |
| E | flue gas (stack) |
| e | exit |
| F | fuel |
| Fuel-air in actual mode | |
| Fuel-air in stoichiometric mode | |
| i | inlet |
| L | loss |
| Th | thermomechanical |
| T | total |
| w | wind |
| P | product |
| S | steam |
| Abbreviations | |
| EA | excess air |
| LHV | lower heating value |
| the molecular weight of wet flue gases | |
References
- Xu, X.; Wang, C.; Zhou, P. GVRP considered oil-gas recovery in refined oil distribution: From an environmental perspective. Int. J. Prod. Econ. 2021, 235, 108078. [Google Scholar] [CrossRef]
- Zhang, L.; Gao, T.; Cai, G.; Hai, K.L. Research on electric vehicle charging safety warning model based on back propagation neural network optimized by improved gray wolf algorithm. J. Energy Storage 2022, 49, 104092. [Google Scholar] [CrossRef]
- Wang, H.; Luo, Q. Can a colonial legacy explain the pollution haven hypothesis? A city-level panel analysis. Struct. Chang. Econ. Dyn. 2022, 60, 482–495. [Google Scholar] [CrossRef]
- Nazeer, M.; Hussain, F.; Khan, M.I.; Asad-ur-Rehman, E.R.; El-Zahar, Y.-M.; Chu, M.Y. Theoretical study of MHD electro-osmotically flow of third-grade fluid in micro channel. Appl. Math. Comput. 2021, 420, 126868. [Google Scholar] [CrossRef]
- Chu, Y.-M.; Shankaralingappa, B.M.; Gireesha, B.J.; Alzahrani, F.; Khan, M.I.; Khan, S.U. Combined impact of Cattaneo-Christov double diffusion and radiative heat flux on bio-convective flow of Maxwell liquid configured by a stretched nano-material surface. Appl. Math. Comput. 2021, 419, 126883. [Google Scholar] [CrossRef]
- Zhao, T.-H.; Khan, M.I.; Chu, Y.-M. Artificial neural networking (ANN) analysis for heat and entropy generation in flow of non-Newtonian fluid between two rotating disks. Math. Methods Appl. Sci. 2021. [Google Scholar] [CrossRef]
- Chu, Y.-M.; Nazir, U.; Sohail, M.; Selim, M.M.; Lee, J.-R. Enhancement in thermal energy and solute particles using hybrid nanoparticles by engaging activation energy and chemical reaction over a parabolic surface via finite element approach. Fractal Fract. 2021, 5, 119. [Google Scholar] [CrossRef]
- Einstein, D.; Worrell, E.; Khrushch, M. Steam Systems in Industry: Energy Use and Energy Efficiency Improvement Potentials; Lawrence Berkeley National Laboratory, University of California: Berkeley, CA, USA, 2001. [Google Scholar]
- Li, C.; Gillum, C.; Toupin, K.; Donaldson, B. Environmental performance assessment of utility boiler energy conversion systems. Energy Convers. Manag. 2016, 120, 135–143. [Google Scholar] [CrossRef]
- Ebrahimi-Moghadam, A.; Kowsari, S.; Farhadi, F.; Deymi-Dashtebayaz, M. Thermohydraulic sensitivity analysis and multi-objective optimization of Fe3O4/H2O nanofluid flow inside U-bend heat exchangers with longitudinal strip inserts. Appl. Therm. Eng. 2020, 164, 114518. [Google Scholar] [CrossRef]
- Ebrahimi-Moghadam, A.; Deymi-Dashtebayaz, M.; Jafari, H.; Niazmand, A. Energetic, exergetic, environmental and economic assessment of a novel control system for indirect heaters in natural gas city gate stations. J. Therm. Anal. Calorim. 2020, 141, 2573–2588. [Google Scholar] [CrossRef]
- Shokouhi Tabrizi, A.H.; Niazmand, H.; Farzaneh-Gord, M.; Ebrahimi-Moghadam, A. Energy, exergy and economic analysis of utilizing the supercritical CO2 recompression Brayton cycle integrated with solar energy in natural gas city gate station. J. Therm. Anal. Calorim. 2021, 145, 973–991. [Google Scholar] [CrossRef]
- Ebrahimi-Moghadam, A.; Farzaneh-Gord, M. Energy, exergy, and eco-environment modeling of proton exchange membrane electrolyzer coupled with power cycles: Application in natural gas pressure reduction stations. J. Power Sources 2021, 512, 230490. [Google Scholar] [CrossRef]
- Ebrahimi-Moghadam, A.; Moghadam, A.J.; Farzaneh-Gord, M. Comprehensive techno-economic and environmental sensitivity analysis and multi-objective optimization of a novel heat and power system for natural gas city gate stations. J. Clean. Prod. 2020, 262, 121261. [Google Scholar] [CrossRef]
- Rosen, M.A.; Dincer, I. A study of industrial steam process heating through exergy analysis. Int. J. Energy Res. 2004, 28, 917–930. [Google Scholar] [CrossRef]
- Saidur, R.; Ahamed, J.U.; Masjuki, H.H. Energy, exergy and economic analysis of industrial boilers. Energy Policy 2010, 38, 2188–2197. [Google Scholar] [CrossRef]
- Aljundi, I.H. Energy and exergy analysis of a steam power plant in Jordan. Appl. Therm. Eng. 2008, 29, 324–328. [Google Scholar] [CrossRef]
- Kang, Y.; Wong, V.K.F. Boiler Combustion performance comparing different fuels. Energy Syst. Div. (ASME) 1994, 33, 7–14. [Google Scholar]
- Rosen, M.A.; Tang, R. Effect of altering combustion air flow on a steam power plant: Energy and exergy analysis. Int. J. Energy Res. 2007, 31, 219–231. [Google Scholar] [CrossRef]
- Rosen, M.A.; Tang, R. Assessing and improving the efficiencies of a steam power plant using exergy analysis. Int. J. Exergy 2006, 3, 362–390. [Google Scholar] [CrossRef]
- Habib, M.A.; AL-Bagawi, S. Thermodynamic performance analysis of the Ghazlan power plant. Energy 1995, 20, 1121–1130. [Google Scholar] [CrossRef]
- Li, C.; Gillum, C.; Toupin, K.; Donaldson, B. Biomass boiler energy conversion system analysis with the aid of exergy-based methods. Energy Convers. Manag. 2015, 103, 665–673. [Google Scholar] [CrossRef]
- Kumar Singh, O. Assessment of thermodynamic irreversibility in different zones of a heavy fuel oil fired high pressure boiler. J. Therm. Anal. Calorim. 2016, 123, 829–840. [Google Scholar] [CrossRef]
- Zhong, B.J.; Shi, W.W.; Fu, W.B. Effects of fuel characteristics on the NO reduction during the reburning with coals. Fuel. Process Techno 2002, 79, 93–106. [Google Scholar] [CrossRef]
- Qi, G.; Zhang, S.; Liu, X.; Guan, J.; Chang, Y.; Wang, Z. Combustion adjustment test of circulating fluidized bed boiler. Appl. Therm. Eng. 2017, 124, 1505–1511. [Google Scholar] [CrossRef]
- Wang, J.; Lou, H.; Yang, F.; Cheng, F. Numerical simulation of a decoupling and Re-burning combinative Low-NOx coal grate boiler. J. Clean. Prod. 2018, 188, 977–988. [Google Scholar] [CrossRef]
- Li, Z.; Liu, G.; Zhu, Q.; Chen, Z.; Ren, F. Combustion and NOx emission characteristics of a retrofitted down-fired 660 MWe utility boiler at different loads. Appl. Energy 2011, 88, 2400–2406. [Google Scholar] [CrossRef]
- Li, S.; Xu, T.; Hui, S.; Wei, X. NOx emission and thermal efficiency of a 300 MWe utility boiler retrofitted by air staging. Appl. Energy 2009, 86, 1797–1803. [Google Scholar] [CrossRef]
- McAllister, S.; Chen, J.; Carlos Fernandez-Pello, A. Thermodynamics of Combustion. In Fundamentals of Combustion Processes; Elsevier: Amsterdam, The Netherlands, 2011; Chapter 2; pp. 15–47. [Google Scholar]
- Aroa, V. Cheek Fired Heater Performance. Hyd. Proc. J. 1958, 64, 85–87. [Google Scholar]
- Cengel, Y.A.; Boles, M.A. Thermodynamics an Engineering Approach, 6th ed.; McGraw-Hill: New York, NY, USA, 2008. [Google Scholar]
- Ebrahimi-Moghadam, A.; Jabari Moghadam, A.; Farzaneh-Gord, M.; Arabkoohsar, A. Performance investigation of a novel hybrid system for simultaneous production of cooling, heating, and electricity. Sustain. Energy Technol. Assess. 2021, 43, 100931. [Google Scholar] [CrossRef]
- Niazmand, A.; Farzaneh-Gord, M.; Deymi-DashteBayaz, M. Exergy analysis and Entropy generation of a Reciprocating Compressor applied in CNG stations carried out on the basis Models of Ideal and Real Gas. Appl. Therm. Eng. 2017, 124, 1279–1291. [Google Scholar] [CrossRef]
- Deymi-DashteBayaz, M.; Arabkoohsar, A.; Darabian, F. Energy and Exergy Analysis of Fluidized Bed Citric Acid Dryers. Int. J. Exergy 2017, 22, 218–234. [Google Scholar] [CrossRef]
- Wang, A.; Wang, S.; Ebrahimi-Moghadam, A.; Farzaneh-Gord, M.; Moghadam, A.J. Techno-economic and techno-environmental assessment and multi-objective optimization of a new CCHP system based on waste heat recovery from regenerative Brayton cycle. Energy 2021, 241, 122521. [Google Scholar] [CrossRef]
- Ebrahimi-Moghadam, A.; Farzaneh-Grod, M. Optimal operation of a multi-generation district energy hub based on electrical, heating, and cooling demands and hydrogen production. Appl. Energy 2022, 309, 118453. [Google Scholar] [CrossRef]
- Ertesvag, I.S. Sensitivity of chemical exergy for atmospheric gases and gaseous fuels to variations in ambient conditions. Energy Convers. Manag. 2017, 48, 1983–1995. [Google Scholar] [CrossRef]
- Moran, M.J.; Shapiro, H.N. Fundamentals of Engineering Thermodynamics, 5th ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2006; pp. 620–669. [Google Scholar]
- Ameri, M.; Mokhtari, H.; Bahrami, M. Energy, Exergy, Exergoeconomic and Environmental (4E) Optimization of a Large Steam Power Plant: A Case Study; Springer: Berlin/Heidelberg, Germany, 2016; Volume 40, pp. 11–20. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Value |
|---|---|
| Boiler capacity | 165,000 kg/h |
| Steam temperature | 390 ± 5 °C |
| Steam pressure | 46 ± 0.5 barg |
| Feed water temperature | 128 °C |
| Lower heating value (LHV) | 45,300 kJ/kg |
| Components | Percent Molar (%) |
|---|---|
| Methane (CH4) | 92.723 |
| Ethane (C2H6) | 1.573 |
| Propane (C3H8) | 0.407 |
| n- Bhutan (C4H10) | 0.226 |
| n- Pentane (C5H12) | 0.002 |
| Carbon dioxide (CO2) | 1.403 |
| Nitrogen (N2) | 3.432 |
| Other components | 0.235 |
| Total | 100 |
| Substances | Value | |
|---|---|---|
| Min | Max | |
| Boiler fuel flow rate | 2.98 ton/h | 6.97 ton/h |
| Air intake flow rate (to combustion chamber) | 70.4 ton/h | 139.4 ton/h |
| Steam-generated flow rate | 44.9 ton/h | 105.6 ton/h |
| Boiler feed water flow rate | 45.5 ton/h | 109.4 ton/h |
| Exhaust temperature (stack) | 251.7 °C | 279 °C |
| Steam-generated temperature | 381.7 °C | 387.6 °C |
| Date | NOX (ppm) | Difference (Percentage %) | |
|---|---|---|---|
| Measured | Numerical | ||
| 13/1/2016 | 70 | 67.3 | 4 |
| 13/5/2016 | 86 | 67.79 | 21 |
| 13/8/2016 | 67 | 67.95 | −1.4 |
| 13/11/2016 | 78 | 68.76 | 12 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Koochakinia, S.; Ebrahimi-Moghadam, A.; Deymi-Dashtebayaz, M. Techno-Environmental Analyses and Optimization of a Utility Boiler Based on Real Data. Sustainability 2022, 14, 2592. https://doi.org/10.3390/su14052592
Koochakinia S, Ebrahimi-Moghadam A, Deymi-Dashtebayaz M. Techno-Environmental Analyses and Optimization of a Utility Boiler Based on Real Data. Sustainability. 2022; 14(5):2592. https://doi.org/10.3390/su14052592
Chicago/Turabian StyleKoochakinia, Sajad, Amir Ebrahimi-Moghadam, and Mahdi Deymi-Dashtebayaz. 2022. "Techno-Environmental Analyses and Optimization of a Utility Boiler Based on Real Data" Sustainability 14, no. 5: 2592. https://doi.org/10.3390/su14052592