

Design Principles and Prescriptions for Planning and Controlling Engineer-to-Order Industrialized Building Systems


Abstract
:1. Introduction
2. Literature Review
2.1. ETO and Related Concepts
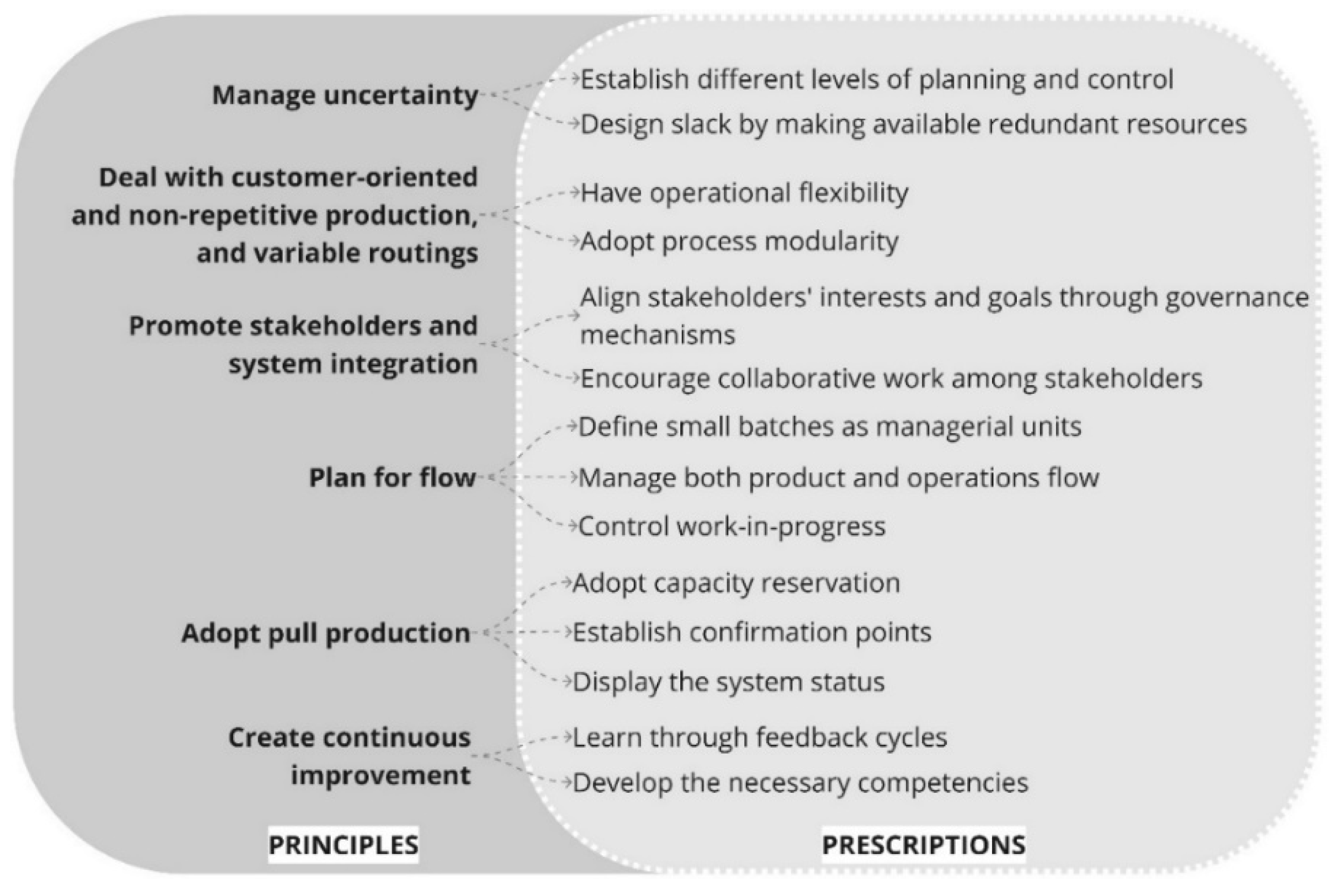
2.2. Design Principles and Prescriptions for Planning and Controlling ETO Production Systems
2.3. Production Planning and Control Methods in Construction
2.3.1. Last Planner System®
2.3.2. Location-Based Planning Methods
2.3.3. Four-Dimensional Building Information Modeling
3. Research Method
3.1. Methodological Approach
3.2. Research Design
4. Results
4.1. Existing Production Planning and Control System
4.2. Implementation of Improvements in Planning and Control
4.3. Description of the Framework
5. Discussion
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Azambuja, M.; O’Brien, W.J. Construction Supply Chain Modeling: Issues and Perspectives. In Construction Supply Chain Management Handbook; Taylor & Francis Group: Boca Raton, FL, USA, 2009; p. 28. [Google Scholar]
- Howell, G. Uncertainty and Contingency: Implications for Managing Projects. In Proceedings of the 20th Conference of the International Group for Lean Construction, San Diego, CA, USA, 18–20 July 2012; pp. 1–10. [Google Scholar]
- Schulze, F.; Dallasega, P. The Management of Operations: Barriers to Lean Implementation in Engineer-to-Order Manufacturing with Subsequent Assembly on-Site: State of the Art and Future Directions Subsequent Assembly on-Site: State of the Art and Future Directions. Prod. Plan. Control 2021, 1–25. [Google Scholar] [CrossRef]
- Mello, M.H.; Strandhagen, J.O.; Alfnes, E. Analyzing the Factors Affecting Coordination in Engineer-to-Order Supply Chain. Int. J. Oper. Prod. Manag. 2015, 35, 1005–1031. [Google Scholar] [CrossRef]
- Vaagen, H.; Kaut, M.; Wallace, S.W. The Impact of Design Uncertainty in Engineer-to-Order Project Planning. Eur. J. Oper. Res. 2017, 261, 1098–1109. [Google Scholar] [CrossRef] [Green Version]
- Trebbe, M.; Hartmann, T.; Dorée, A. 4D CAD Models to Support the Coordination of Construction Activities between Contractors. Autom. Constr. 2015, 49, 83–91. [Google Scholar] [CrossRef]
- Vaagen, H.; Ballard, G. Lean and Flexible Project Delivery. Appl. Sci. 2021, 11, 9287. [Google Scholar] [CrossRef]
- Bertrand, J.W.M.; Muntslag, D.R. Production Control in Engineer-to-Order Firms. Int. J. Prod. Econ. 1993, 30–31, 3–22. [Google Scholar] [CrossRef] [Green Version]
- Stevenson, M.; Hendry, L.C.; Kingsman, B.G. A Review of Production Planning and Control: The Applicability of Key Concepts to the Make-to-Order Industry. Int. J. Prod. Res. 2005, 43, 869–898. [Google Scholar] [CrossRef]
- Koskela, L.; Howell, G. The Underlying Theory of Project Management Is Obsolete. IEEE Eng. Manag. Rev. 2002, 36, 22–34. [Google Scholar] [CrossRef] [Green Version]
- Johnston, R.B.; Brennan, M. Planning or Organizing: The Implications of Theories of Activity for Management of Operations. Omega 1996, 24, 367–384. [Google Scholar] [CrossRef]
- Cho, S.; Fischer, M. Real-Time Supply Chain Management Using Virtual Design and Construction. In Proceedings of the 18th Annual Conference of the International Group for Lean Construction, Haifa, Israel, 14–16 July 2010; pp. 212–221. [Google Scholar]
- Moretto, A.; Patrucco, A.S.; Walker, H.; Ronchi, S. Procurement Organisation in Project-Based Setting: A Multiple Case Study of Engineer-to-Order Companies. Prod. Plan. Control 2020, 33, 847–886. [Google Scholar] [CrossRef]
- Rauch, E.; Dallasega, P.; Matt, D.T. Complexity Reduction in Engineer-to-Order Industry through Real-Time Capable Production Planning and Control. Prod. Eng. 2018, 12, 341–352. [Google Scholar] [CrossRef]
- Hopp, W.J.; Spearman, M.L. Factory Physics, 3rd ed.; Waveland Press: Long Grove, IL, USA, 2011; ISBN 9788578110796. [Google Scholar]
- Tommelein, I.D. Pull-Driven Scheduling for Pipe-Spool Installation: Simulation of Lean Construction Technique. J. Constr. Eng. Manag. 1998, 124, 279–288. [Google Scholar] [CrossRef] [Green Version]
- Bortolini, R.; Formoso, C.T.; Viana, D.D. Site Logistics Planning and Control for Engineer-to-Order Prefabricated Building Systems Using BIM 4D Modeling. Autom. Constr. 2019, 98, 248–264. [Google Scholar] [CrossRef]
- Bataglin, F.S.; Viana, D.D.; Formoso, C.T.; Bulhões, I. Model for Planning and Controlling the Delivery and Assembly of Engineer-to-Order Prefabricated Building Systems: Exploring Synergies between Lean and BIM. Can. J. Civ. Eng. 2020, 47, 165–177. [Google Scholar] [CrossRef] [Green Version]
- Dallasega, P.; Rojas, R.A.; Bruno, G.; Rauch, E. An Agile Scheduling and Control Approach in ETO Construction Supply Chains. Comput. Ind. 2019, 112, 103122. [Google Scholar] [CrossRef]
- Viana, D.D.; Formoso, C.T.; Bataglin, F.S. Requirements for Developing Production Planning and Control Systems for Engineer-to-Order Industrialized Building Systems. Constr. Manag. Econ. 2022, 40, 638–652. [Google Scholar] [CrossRef]
- Gosling, J.; Towill, D.R.; Naim, M.M.; Dainty, A.R.J. Principles for the Design and Operation of Engineer-to-Order Supply Chains in the Construction Sector. Prod. Plan. Control 2014, 26, 203–218. [Google Scholar] [CrossRef]
- Viana, D.D. Integrated Production Planning and Control Model for Engineer-to-Order Prefabricated Building Systems. Ph.D. Thesis, Universidade Federal do Rio Grande do Sul, Porto Alegre, Brazil, 2015. [Google Scholar]
- Sacks, R.; Koskela, L.; Dave, B.A.; Owen, R. Interaction of Lean and Building Information Modeling in Construction. J. Constr. Eng. Manag. 2010, 136, 968–980. [Google Scholar] [CrossRef] [Green Version]
- Lander, E.; Liker, J.K. The Toyota Production System and Art: Making Highly Customized and Creative Products the Toyota Way. Int. J. Prod. Res. 2007, 45, 3681–3698. [Google Scholar] [CrossRef]
- Vaishnavi, V.; Kuechler, W. Design Science Research Methods and Patterns; Auerbach Publications: Boca Raton, FL, USA, 2015; Volume 1, ISBN 978-1-4987-1526-3. [Google Scholar]
- Voordijk, H. Construction Management and Economics: The Epistemology of a Multidisciplinary Design Science. Constr. Manag. Econ. 2009, 27, 713–720. [Google Scholar] [CrossRef]
- Kuechler, W.; Vaishnavi, V.K. A Framework for Theory Development in Design Science Research: Multiple Perspectives. J. Assoc. Inf. Syst. 2012, 13, 396–423. [Google Scholar] [CrossRef] [Green Version]
- Van Aken, J.; Chandrasekaran, A.; Halman, J. Conducting and Publishing Design Science Research Inaugural Essay of the Design Science Department of the Journal of Operations Management. J. Oper. Manag. 2016, 47, 1–8. [Google Scholar] [CrossRef]
- Romme, A.G.L.; Damen, I.C.M. Toward Science-Based Design in Organization Development: Codifying the Process. J. Appl. Behav. Sci. 2007, 43, 108–121. [Google Scholar] [CrossRef]
- Dallasega, P.; Rauch, E. Sustainable Construction Supply Chains through Synchronized Production Planning and Control in Engineer-to-Order Enterprises. Sustainability 2017, 9, 1888. [Google Scholar] [CrossRef] [Green Version]
- Gallo, P.; Romano, R.; Belardi, E. Smart Green Prefabrication: Sustainability Performances of Industrialized Building Technologies. Sustainability 2021, 13, 4701. [Google Scholar] [CrossRef]
- Jansson, G.; Johnsson, H.; Engström, D. Platform Use in Systems Building. Constr. Manag. Econ. 2014, 32, 70–82. [Google Scholar] [CrossRef]
- Dallasega, P.; Rauch, E.; Frosolini, M. A Lean Approach for Real-Time Planning and Monitoring in Engineer-to-Order Construction Projects. Buildings 2018, 8, 38. [Google Scholar] [CrossRef] [Green Version]
- Jonsson, H.; Rudberg, M. Classification of Production Systems for Industrialized Building: A Production Strategy Perspective. Constr. Manag. Econ. 2014, 32, 53–69. [Google Scholar] [CrossRef]
- Jünge, G.; Alfnes, E.; Nujen, B.; Emblemsvag, J.; Kjersem, K. Understanding and Eliminating Waste in Engineer-To-Order (ETO) Projects: A Multiple Case Study. Prod. Plan. Control 2021, 1–17. [Google Scholar] [CrossRef]
- Feldmann, F.G. Towards Lean Automation in Construction—Exploring Barriers to Implementing Automation in Prefabrication. Sustainability 2022, 14, 12944. [Google Scholar] [CrossRef]
- Powell, D.; Strandhagen, J.O.; Tommelein, I.; Ballard, G.; Rossi, M. A New Set of Principles for Pursuing the Lean Ideal in Engineer-To-Order Manufacturers. Procedia CIRP 2014, 17, 571–576. [Google Scholar] [CrossRef] [Green Version]
- Koskela, L. An Exploration towards a Production Theory and Its Application to Construction; VTT Technical Research Centre of Finland: Espoo, Finland, 2000. [Google Scholar]
- Voordijk, H.; Meijboom, B.; De Haan, J. Modularity in Supply Chains: A Multiple Case Study in the Construction Industry. Int. J. Oper. Prod. Manag. 2006, 26, 600–618. [Google Scholar] [CrossRef]
- Gershenson, J.K.; Prasad, G.J.; Zhang, Y. Product Modularity: Definitions and Benefits. J. Eng. Des. 2003, 14, 295–313. [Google Scholar] [CrossRef]
- Viana, D.D.; Tommelein, I.D.; Formoso, C.T. Using Modularity to Reduce Complexity of Industrialized Building Systems for Mass Customization. Energies 2017, 10, 1622. [Google Scholar] [CrossRef] [Green Version]
- Saurin, T.A.; Rooke, J.; Koskela, L. A Complex Systems Theory Perspective of Lean Production. Int. J. Prod. Res. 2013, 51, 5824–5838. [Google Scholar] [CrossRef]
- Bourgeois, L.J. On the Measurement of Organizational Slack. Acad. Manag. Rev. 1981, 6, 29–39. [Google Scholar] [CrossRef]
- Formoso, C.; Tommelein, I.D.; Saurin, T.A.; Koskela, L.; Fireman, M.; Barth, K.; Bataglin, F.; Viana, D.; Coelho, R.; Singh, V.; et al. Slack in Construction—Part 1: Core Concepts. In Proceedings of the 29th Annual Conference of the International Group for Lean Construction, Lima, Peru, 14–17 July 2021; pp. 187–196. [Google Scholar]
- Fireman, M.C.T.; Saurin, T.A.; Formoso, C.T.; Koskela, L.; Tommelein, I.D. Slack in Production Planning and Control: A Study in the Construction Industry. Constr. Manag. Econ. 2022, 1–21. [Google Scholar] [CrossRef]
- Ballard, G.; Vaagen, H.; Kay, W.; Stevens, B.; Pereira, M. Extending the Last Planner System® to the Entire Project. Lean Constr. J. 2020, 2020, 42–77. [Google Scholar]
- Wiendahl, H.-H.; Von Cieminski, G.; Wiendahl, H.-P. Stumbling Blocks of PPC: Towards the Holistic Configuration of PPC Systems. Prod. Plan. Control 2005, 16, 634–651. [Google Scholar] [CrossRef]
- Birkie, S.E.; Trucco, P. Understanding Dynamism and Complexity Factors in Engineer-to-Order and Their Influence on Lean Implementation Strategy. Prod. Plan. Control 2016, 27, 345–359. [Google Scholar] [CrossRef]
- Braglia, M.; Dallasega, P.; Marrazzini, L. Overall Construction Productivity: A New Lean Metric to Identify Construction Losses and Analyse Their Causes in Engineer-to-Order Construction Supply Chains. Prod. Plan. Control 2020, 33, 925–942. [Google Scholar] [CrossRef]
- Shingo, S. Study of the Toyota Production System from an Industrial Engineering Viewpoint; CRC Press: Boca Raton, FL, USA, 1989; p. 257. [Google Scholar]
- Said, H.; El-Rayes, K. Optimizing Material Procurement and Storage on Construction Sites. J. Constr. Eng. Manag. 2011, 137, 421–431. [Google Scholar] [CrossRef]
- Höök, M.; Stehn, L. Applicability of Lean Principles and Practices in Industrialized Housing Production. Constr. Manag. Econ. 2008, 26, 1091–1100. [Google Scholar] [CrossRef]
- Koskela, L. Is Structural Change the Primary Solution to the Problems of Construction? Build. Res. Inf. 2003, 31, 85–96. [Google Scholar] [CrossRef]
- Andersson, N.; Lessing, J. The Interface between Industrialized and Project Based Construction. Procedia Eng. 2017, 196, 220–227. [Google Scholar] [CrossRef]
- Cannas, V.G.; Gosling, J.; Pero, M.; Rossi, T. Engineering and Production Decoupling Configurations: An Empirical Study in the Machinery Industry. Int. J. Prod. Econ. 2019, 216, 173–189. [Google Scholar] [CrossRef]
- Laufer, A.; Tucker, R.L. Is Construction Project Planning Really Doing Its Job? A Critical Examination of Focus, Role and Process. Constr. Manag. Econ. 1987, 5, 243–266. [Google Scholar] [CrossRef]
- Ballard, G.; Howell, G. Shielding Production: Essencial Step in Production Control. J. Civ. Eng. Manag. 1998, 124, 11–17. [Google Scholar] [CrossRef]
- Abdelilah, B.; El Korchi, A.; Balambo, M.A. Flexibility and Agility: Evolution and Relationship. J. Manuf. Technol. Manag. 2018, 29, 1138–1162. [Google Scholar] [CrossRef]
- Tommelein, I.; Ballard, G. Target Value Design: Introduction, Framework, and Current Benchmarking; Project Production Systems Laboratory: Berkley, CA, USA, 2016. [Google Scholar]
- Ballard, H.G. The Last Planner System of Production Control. Ph.D. Thesis, University of Birmingham, Birmingham, UK, 2000. [Google Scholar]
- Sullivan, G.; Barthorpe, S.; Robbins, S. Managing Construction Logistics; John Wiley & Sons Ltd.: Hoboken, NJ, USA, 2010; ISBN 9781405151245. [Google Scholar]
- González, V.A.; Alarcón, L.F.; Molenaar, K. Multiobjective Design of Work-In-Process Buffer for Scheduling Repetitive Building Projects. Autom. Constr. 2009, 18, 95–108. [Google Scholar] [CrossRef]
- Liker, J.K. The Toyota Way: 14 Management Principles from The World’s Greatest Manufacturer; McGraw-Hill Education: New York, NY, USA, 2004; ISBN 9788578110796. [Google Scholar]
- Schimanski, C.P.; Marcher, C.; Monizza, G.P.; Matt, D.T. The Last Planner® System and Building Information Modeling in Construction Execution: From an Integrative Review to a Conceptual Model for Integration. Appl. Sci. 2020, 10, 821. [Google Scholar] [CrossRef]
- Ballard, G.; Harper, N.; Zabelle, T. Learning to See Work Flow: An Application of Lean Concepts to Precast Concrete Fabrication. Eng. Constr. Archit. Manag. 2003, 10, 6–14. [Google Scholar] [CrossRef]
- Ballard, G.; Tommelein, I.D. Current Process Benchmark for the Last Planner System of Project Planning and Control; Project Production Systems Laboratory: Berkley, CA, USA, 2021. [Google Scholar]
- Russell, M.M.; Liu, M.; Howell, G.; Hsiang, S.M. Case Studies of the Allocation and Reduction of Time Buffer through Use of the Last Planner System. J. Constr. Eng. Manag. 2015, 141, 04014068. [Google Scholar] [CrossRef]
- Barraza, G.A. Probabilistic Estimation and Allocation of Project Time Contingency. J. Constr. Eng. Manag. 2011, 137, 259–265. [Google Scholar] [CrossRef]
- Kenley, R.; Seppänen, O. Location-Based Management for Construction: Planning, Scheduling and Control; Spon Press: London, UK, 2010; ISBN 0415370507. [Google Scholar]
- Nutt, H.; Berghede, K.; Odah, S.; Ballard, G. Lps® 2.0: Location Based Planning Report. Lean Constr. J. 2020, 2020, 100–118. [Google Scholar]
- Lucko, G.; Gattei, G. Line-of-Balance against Linear Scheduling: Critical Comparison. Proc. Inst. Civ. Eng. 2016, 169, 26–44. [Google Scholar] [CrossRef]
- Schimanski, C.P.; Pradhan, N.L.; Chaltsev, D.; Pasetti Monizza, G.; Matt, D.T. Integrating BIM with Lean Construction Approach: Functional Requirements and Production Management Software. Autom. Constr. 2021, 132, 103969. [Google Scholar] [CrossRef]
- Crowther, J.; Ajayi, S.O. Impacts of 4D BIM on Construction Project Performance. Int. J. Constr. Manag. 2019, 21, 724–737. [Google Scholar] [CrossRef] [Green Version]
- Chen, Y.; Huang, D.; Liu, Z.; Osmani, M.; Demian, P. Construction 4.0, Industry 4.0, and Building Information Modeling (BIM) for Sustainable Building Development within the Smart City. Sustainability 2022, 14, 10028. [Google Scholar] [CrossRef]
- Gledson, B.J.; Greenwood, D. The Adoption of 4D BIM in the UK Construction Industry: An Innovation Diffusion Approach. Eng. Constr. Archit. Manag. 2017, 24, 950–967. [Google Scholar] [CrossRef]
- Magill, L.J.; Jafarifar, N.; Watson, A.; Omotayo, T. 4D BIM Integrated Construction Supply Chain Logistics to Optimise On-Site Production. Int. J. Constr. Manag. 2020, 22, 2325–2334. [Google Scholar] [CrossRef]
- Yin, R.K. Case Study Research—Design and Methods, 3rd ed.; Sage: London, UK, 2003. [Google Scholar]
- Sein, M.K.; Henfridsson, O.; Rossi, M.; Lindgren, R. Action Design Research. MIS Q. 2011, 35, 37–56. [Google Scholar] [CrossRef]
- Eden, C.; Huxham, C. Action Research for Management Research. Br. J. Manag. 1996, 7, 75–86. [Google Scholar] [CrossRef]
- Dlouhy, J.; Binninger, M.; Oprach, S.; Haghsheno, S. Mastering Complexity in Takt Planning and Takt Control—Using the Three Level Model to Increase Efficiency and Performance in Construction Projects. In Proceedings of the 26th Annual Conference of the International Group for Lean Construction, Chennai, India, 18–22 July 2018; Volume 2, pp. 1365–1374. [Google Scholar] [CrossRef]
- Womack, J.P.; Jones, D.T. Lean Thinking—Banish Waste and Create Wealth in Your Corporation; Simon & Schuster Inc.: New York, NY, USA, 2003. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Source of Evidence | From | Aim |
|---|---|---|
| Direct observation and photographic records | Thirteen visits to the construction site (around 2 h) | To collect data on general characteristics of the construction process (site layout, flow of components, use of visual devices), details of the existing planning and control system (defined hierarchical levels, metrics for controlling teams’ performance), and to observe site installation processes. |
| Participant observation | Nine short-term planning meetings (1 h each), involving representatives of Company A and subcontractors | To understand routines and identify improvement opportunities |
| Document analysis | 3D-BIM models, production long-term and short-term plans, and production control spreadsheets | To gain an overview of the design and to understand planning and control tools. |
| Semi-structured interview | Four interviews: design manager, site manager, site coordinators from two subcontractors-structure and building services (e.g., electric, plumbing, sewage, HVAC, fire detection (around 1 h 30 min each)) | To understand procedures for production planning and how information was exchanged among Company A and subcontractors. |
| Participant Observation | Two training courses (4 h each) | To improve knowledge of basic Lean Production concepts and principles and production planning and control. |
| Sources of Evidence | From | Aim |
|---|---|---|
| Direct observation and photographic records | Thirty-one visits to the construction site (around 2 h) | To collect information about the progress of construction activities and compare them with plans. One of the researchers also had the opportunity to engage in informal conversations with workers and managers to understand production issues and causes of deviations. |
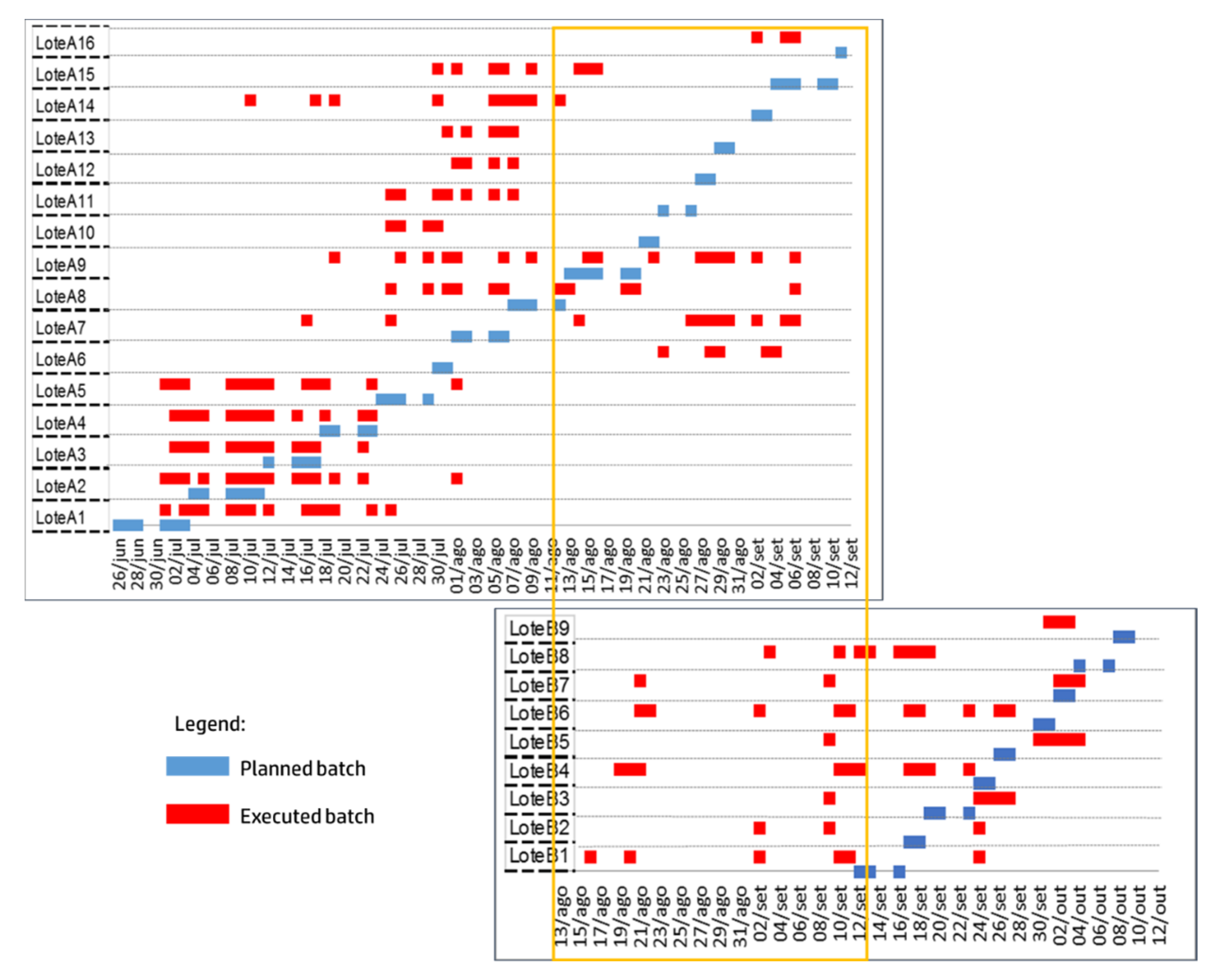
| Participant observation | Twelve short-term planning meetings (1 h each) involving representatives of Company A and subcontractors | Discuss the weekly performance by analyzing quantitative and qualitative data (e.g., PPC, batch adherence chart, causes for the non-completion of work packages), and the weekly plan for the following week. |
| Participant observation | Fourteen medium-term planning meetings (2 h each) involving representatives of Company A | To support the development of a routine for implementing this hierarchical planning level. |
| Design Principle | Improvement Opportunities |
|---|---|
| Manage uncertainty | Develop collaborative and decentralized planning by adopting three hierarchical levels. Introduce the look-ahead planning level. Involve crew leaders and lower-level management in short- and medium-term planning meetings. |
| Deal with customer-oriented and non-repetitive production and variable routings | Make an effort to capture customer requirements, both internal (e.g., different work teams) and external (e.g., the client organization). |
| Promote stakeholders and system integration | Improve communication between the construction company and suppliers. Use visual management tools to disseminate relevant information to stakeholders, such as performance metrics and production system status. It is particularly important in planning meetings to increase the degree of understanding by planning participants. |
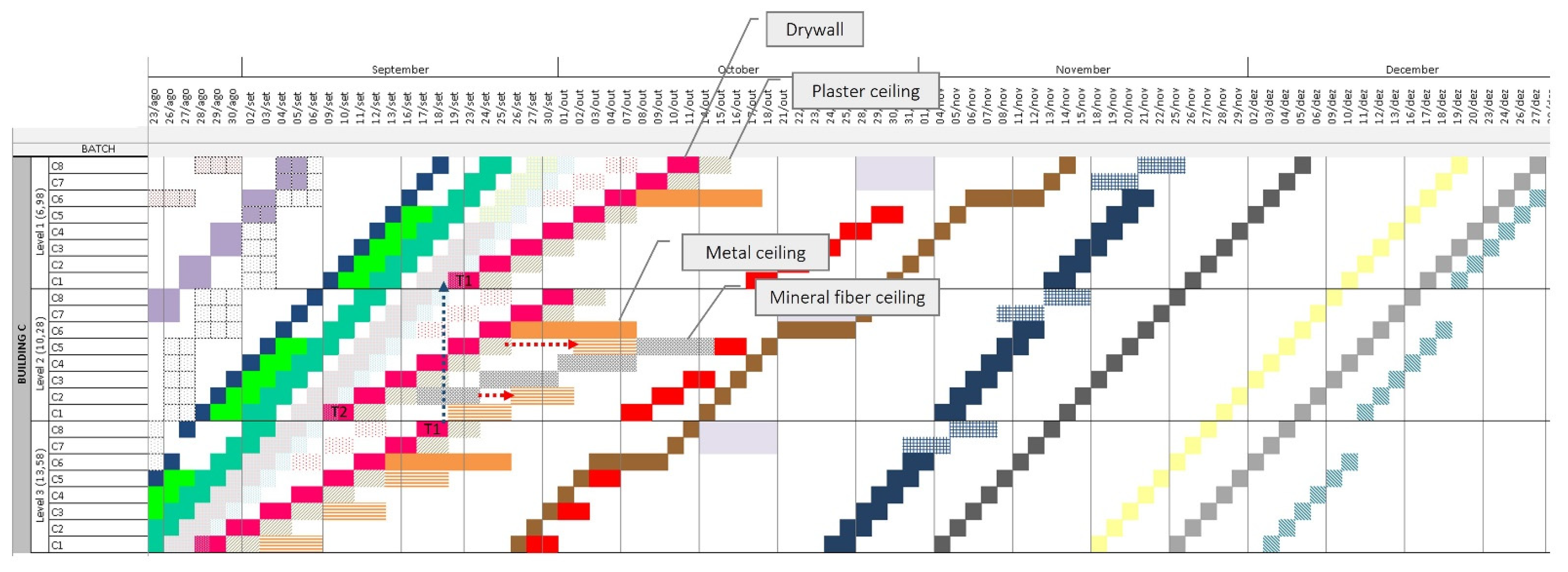
| Plan for flow | Use location-based methods and synchronize processes by defining takt times. Create interdependence between wagons (processes to be synchronized). Introduce explicit time buffers in the LOB. Use of 4D BIM models to analyze construction site logistics, including flows of components, access and storage areas, location of temporary facilities, and definition of pedestrian and vehicle traffic routes. |
| Adopt pull production | Define confirmation points to integrate prefabrication and site installation demands to minimize the effect of variability and to control works-in-progress. |
| Create continuous improvement | Assess the performance of existing processes and introduce learning cycles. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bataglin, F.S.; Viana, D.D.; Formoso, C.T. Design Principles and Prescriptions for Planning and Controlling Engineer-to-Order Industrialized Building Systems. Sustainability 2022, 14, 16822. https://doi.org/10.3390/su142416822
Bataglin FS, Viana DD, Formoso CT. Design Principles and Prescriptions for Planning and Controlling Engineer-to-Order Industrialized Building Systems. Sustainability. 2022; 14(24):16822. https://doi.org/10.3390/su142416822
Chicago/Turabian StyleBataglin, Fernanda Saidelles, Daniela Dietz Viana, and Carlos Torres Formoso. 2022. "Design Principles and Prescriptions for Planning and Controlling Engineer-to-Order Industrialized Building Systems" Sustainability 14, no. 24: 16822. https://doi.org/10.3390/su142416822