
The 3D Printing Potential for Heat Flow Optimization: Influence of Block Geometries on Heat Transfer Processes



Abstract
:1. Introduction
2. Materials and Methods
2.1. Methodology
- The 3D models were designed with AutoCAD Inventor®, a three-dimensional modeling software (Autodesk Inc., San Rafael, CA, USA); then, the G-Codes were generated using the slicer software Creality Slicer 4.2 (Creality 3D Technology Co., Shenzhen, China) to assign all of the printing properties.
- The simulation heat transfer models were carried out on THERM software [41] to perform the theoretical analysis of the blocks.
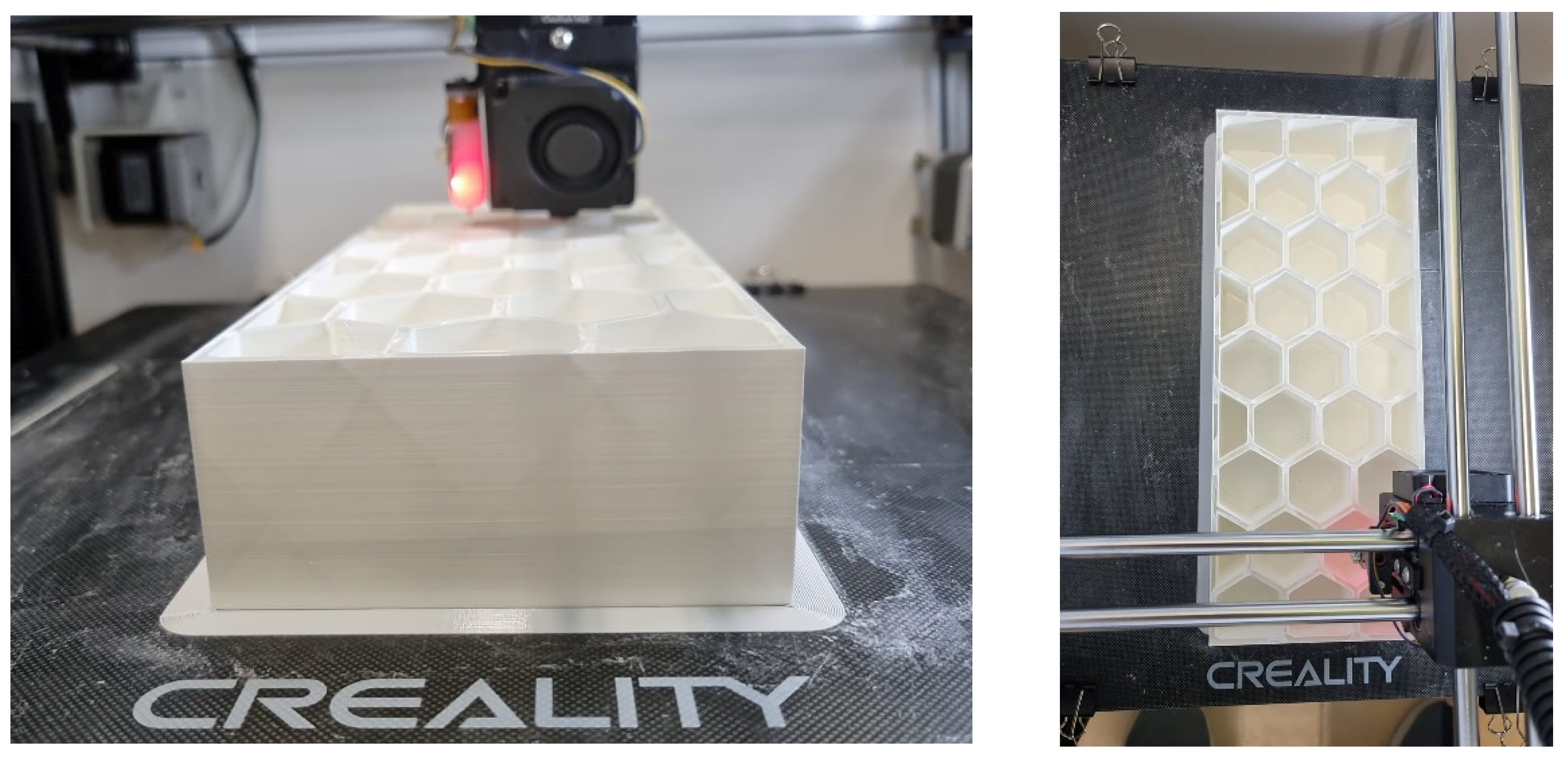
- Thus, the designed blocks were realized using the Creality CR-3040 PRO 3D printer, (Shenzen Creality 3D Technology Co., Ltd., Shenzhen, China), after having chosen Polylactic Acid as the printing material. PLA was chosen because it is an ecological, biodegradable, and economical material with exceptional properties, and it can be easily printed with the FDM technique [42,43,44]. The printing temperature of the PLA used is 200–225 °C, and the filament diameter is 1.75 mm.
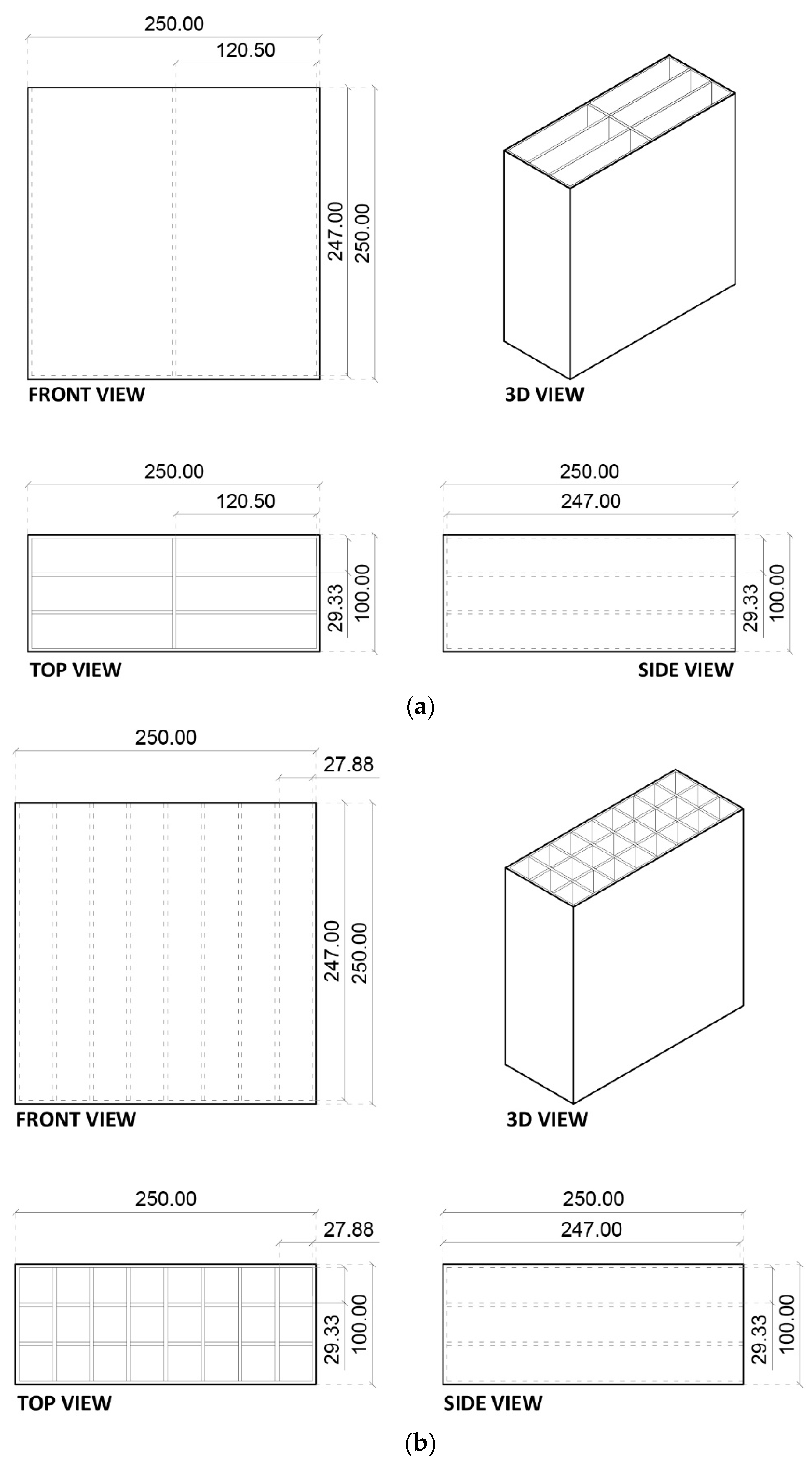
2.2. Design, Modeling and Printing Phase
2.2.1. Numerical Heat Transfer Modeling
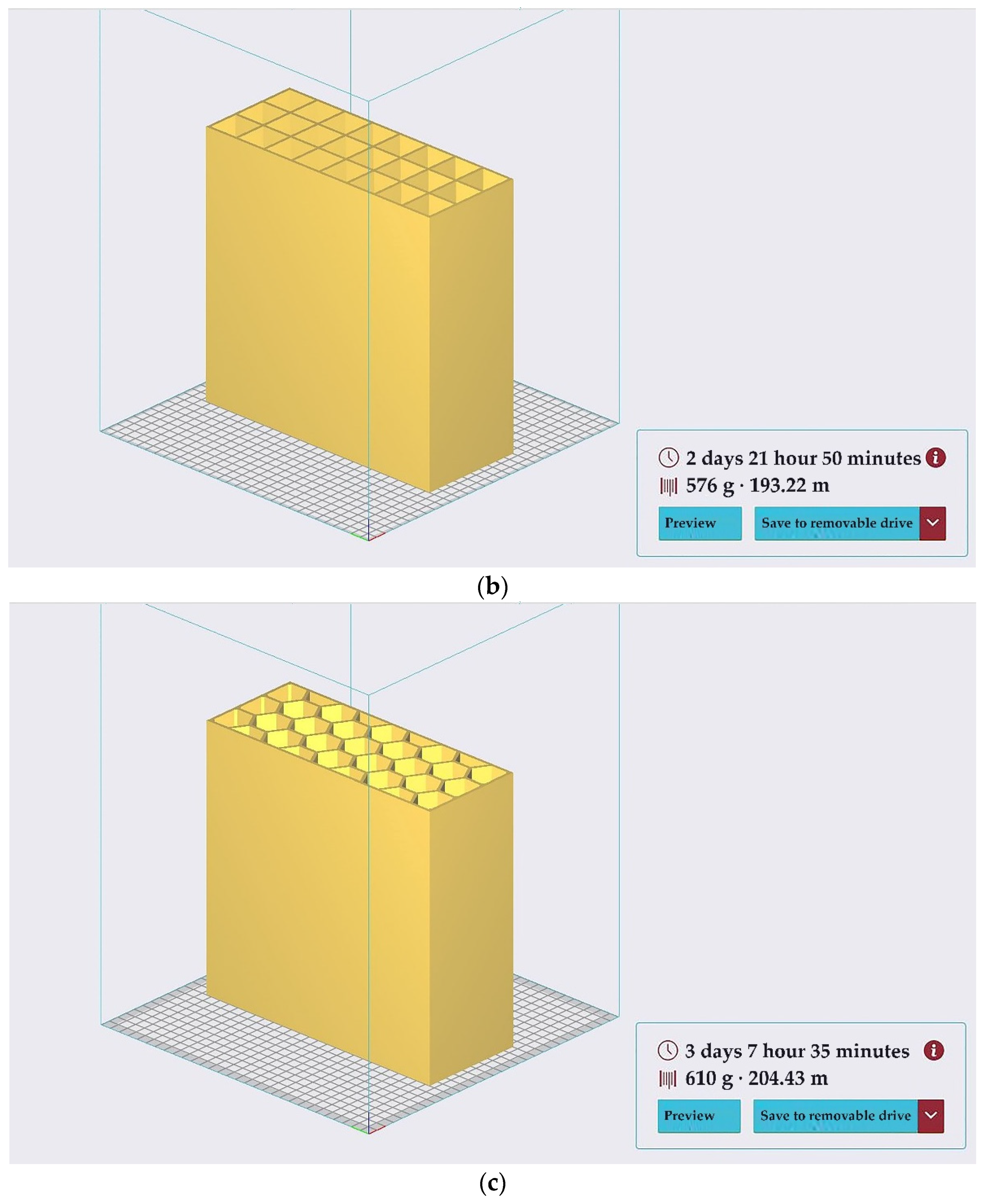
2.2.2. Blocks’ Realization
- The multi-row block (Figure 5a) required 2 days, 1 h, 31 min to be produced and 438 g of material.
- The square structure block (Figure 5b) needed 2 days, 21 h, 50 min to be produced and 576 g of material.
- The honeycomb structure block (Figure 5c) required 3 days, 7 h, 35 min to be produced and 610 g of PLA.
2.3. Analysis Phase
- -
- is the progressive sum of the differences between the internal and external surface temperatures [°C];
- -
- is the progressive sum of the density of the heat flux [W/m2].
3. Results
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- European Commission. Clean Energy for all Europeans Package; Publications Office of the European Union: Luxembourg, 2019.
- Suresh, C.; Kumar Hotta, T.; Saha, S.K. Phase change material incorporation techniques in building envelopes for enhancing the building thermal Comfort—A review. Energy Build. 2022, 268, 112225. [Google Scholar] [CrossRef]
- Abu Bakar, N.N.; Hassan, M.Y.; Abdullah, H.; Rahman, H.A.; Abdullah, M.P.; Hussin, F.; Bandi, M. Energy efficiency index as an indicator for measuring building energy performance: A review. Renew. Sustain. Energy Rev. 2015, 44, 1–11. [Google Scholar] [CrossRef]
- European Commission. “Fit for 55” Package; Publications Office of the European Union: Luxembourg, 2021.
- Pajonk, A.; Prieto, A.; Blum, U.; Knaack, U. Multi-material additive manufacturing in architecture and construction: A review. J. Build. Eng. 2022, 45, 103603. [Google Scholar] [CrossRef]
- Cárdenas-Ramírez, C.; Gómez, M.A.; Jaramillo, F.; Cardona, A.F.; Fernández, A.G.; Cabeza, L.F. Experimental steady-state and transient thermal performance of materials for thermal energy storage in building applications: From powder SS-PCMs to SS-PCM-based acrylic plaster. Energy 2022, 250, 123768. [Google Scholar] [CrossRef]
- Pielichowska, K.; Pielichowski, K. Phase change materials for thermal energy storage. Prog. Mater. Sci. 2014, 65, 67–123. [Google Scholar] [CrossRef]
- Keshteli, A.N.; Sheikholeslami, M. Nanoparticle enhanced PCM applications for intensification of thermal performance in building: A review. J. Mol. Liq. 2019, 274, 516–533. [Google Scholar] [CrossRef]
- Hasse, C.; Grenet, M.; Bontemps, A.; Dendievel, R.; Sallée, H. Realization, test and modelling of honeycomb wallboards containing a Phase Change Material. Energy Build. 2011, 43, 232–238. [Google Scholar] [CrossRef]
- Zhou, B.; Chen, Z.; Cheng, Q.; Xiao, M.; Bae, G.; Liang, D.; Hasan, T. Controlling surface porosity of graphene-based printed aerogels. NPJ 2D Mater. Appl. 2022, 34, 34. [Google Scholar] [CrossRef]
- Heier, J.; Bales, C.; Martin, V. Combining thermal energy storage with buildings—A review. Renew. Sustain. Energy Rev. 2015, 42, 1305–1325. [Google Scholar] [CrossRef]
- Castell, A.; Martorell, I.; Medrano, M.; Pérez, G.; Cabeza, L.F. Experimental study of using PCM in brick constructive solutions for passive cooling. Energy Build. 2010, 42, 534–540. [Google Scholar] [CrossRef]
- Al-Yasiri, Q.; Szabò, M. Thermal performance of concrete bricks based phase change material encapsulated by various aluminium containers: An experimental study under Iraqi hot climate conditions. J. Energy Storage 2021, 40, 102710. [Google Scholar] [CrossRef]
- Rathore, P.K.S.; Kumar Gupta, N.; Yadav, D.; Kumar Shukla, S.; Kaul, S. Thermal performance of the building envelope integrated with phase change material for thermal energy storage: An updated review. Sustain. Cities Soc. 2022, 79, 103690. [Google Scholar] [CrossRef]
- Aditya, L.; Mahlia, T.M.I.; Rismanchi, B.; Hasan, M.H.; Metselaar, H.S.C.; Muraza, O.; Aditiya, H.B. A review on insulation materials for energy conservation in buildings. Renew. Sustain. Energy Rev. 2017, 73, 1352–1365. [Google Scholar] [CrossRef]
- du Plessisa, A.; Broeckhoven, C.; Yadroitsava, I.; Yadroitsev, I.; Handsd, C.H.; Kunju, R.; Bhate, D. Beautiful and Functional: A Review of Biomimetic Design in Additive Manufacturing. Addit. Manuf. 2019, 27, 408–427. [Google Scholar] [CrossRef]
- Chaturvedi, I.; Jandyal, A.; Wazir, I.; Raina, A.; Haq, M.I.U. Biomimetics and 3D printing—Opportunities for design applications. M.I. Sens. Int. 2022, 3, 100191. [Google Scholar] [CrossRef]
- Gu, G.X.; Chen, C.T.; Richmond, D.J.; Buehler, M.J. Bioinspired hierarchical composite design using machine learning: Simulation, additive manufacturing, and experiment. Mater. Horiz. 2018, 5, 939–945. [Google Scholar] [CrossRef]
- Mahmoud, R.; El-Zeiny, A. Biomimicry as a Problem Solving Methodology in Interior Architecture. Procedia Soc. Behav. Sci. 2012, 50, 502–512. [Google Scholar]
- Müller, R.; Abaid, N.; Boreyko, J.B.; Fowlkes, C.; Goel, A.K.; Grimm, C.; Jung, S.; Kennedy, B.; Murphy, C.; Cushing, N.D.; et al. Biodiversifying bioinspiration. Inspir. Biomim. 2018, 13, 053001. [Google Scholar] [CrossRef]
- Zhang, Q.; Yang, X.; Li, P.; Huang, G.; Feng, S.; Shen, C.; Han, B.; Zhang, X.; Jin, F.; Xu, F.; et al. Bioinspired engineering of honeycomb structure—Using nature to inspire human innovation. Prog. Mater. Sci. 2015, 74, 332–400. [Google Scholar] [CrossRef]
- Panda, B.; Leite, M.; Biswal, B.B.; Niu, X.; Garg, A. Experimental and numerical modelling of mechanical properties of 3D printed honeycomb structures. Measurement 2018, 116, 495–506. [Google Scholar] [CrossRef]
- Zeng, C.; Liu, L.; Bian, W.; Leng, J.; Liu, Y. Compression behavior and energy absorption of 3D printed continuous fiber reinforced composite honeycomb structures with shape memory effects. Addit. Manuf. 2021, 38, 101842. [Google Scholar] [CrossRef]
- Jandyal, A.; Chaturvedi, I.; Wazir, I.; Raina, A.; Ul Haq, M.I. 3D printing –A review of processes, materials and applications in industry 4.0. Sustain. Oper. Comput. 2022, 3, 33–42. [Google Scholar] [CrossRef]
- Pan, Y.; Zhang, Y.; Zhang, D.; Song, Y. 3D printing in construction: State of the art and applications. Int. J. Adv. Manuf. Technol. 2021, 115, 1329–1348. [Google Scholar] [CrossRef]
- Evans, M.A.; Campbell, R.I. A comparative evaluation ofindustrial design models produced using rapid prototyping and workshop-based fabrication techniques. Rapid Prototyp. J. 2003, 9, 344–351. [Google Scholar] [CrossRef]
- Wegrzyn, T.F.; Golding, M.; Archer, R.H. Food layered manufacture: A new process for constructing solid foods. Trends Food Sci. Technol. 2012, 27, 66–72. [Google Scholar] [CrossRef]
- Attaran, M. The rise of 3-D printing: The advantages of additive manufacturing over traditional manufacturing. Bus. Horiz. 2017, 60, 677–688. [Google Scholar] [CrossRef]
- Labonnote, N.; Rønnquist, A.; Manum, B.; Rüther, P. Additive construction: State-ofthe-art, challenges and opportunities. Autom. Constr. 2016, 72, 347–366. [Google Scholar] [CrossRef]
- Wu, P.; Wang, J.; Wang, X. A critical review of the use of 3-D printing in the construction industry. Autom. Constr. 2016, 68, 21–31. [Google Scholar] [CrossRef]
- Gosselin, C.; Duballet, R.; Roux, P.; Gaudillière, N.; Dirrenberger, J.; Morel, P. Largescale 3D printing of ultra-high performance concrete—A new processing route for architects and builders. Mater. Des. 2016, 100, 102–109. [Google Scholar] [CrossRef]
- Berman, B. 3-D printing: The new industrial revolution. Bus. Horiz. 2012, 55, 155–162. [Google Scholar] [CrossRef]
- Buswell, R.A.; Thorpe, A.; Soar, R.C.; Gibb, A.G.F. Design, data and process issues for mega-scale rapid manufacturing machines used for construction. Autom. Constr. 2008, 17, 923–929. [Google Scholar] [CrossRef] [Green Version]
- Bos, F.; Wolfs, R.; Ahmed, Z.; Salet, T. Additive manufacturing of concrete in construction: Potentials and challenges of 3D concrete printing. Virtual Phys. Prototyp. 2016, 2759, 1–17. [Google Scholar] [CrossRef]
- M K Dixit. 3-D Printing in Building Construction: A Literature Review of Opportunities and Challenges of Reducing Life Cycle Energy and Carbon of Buildings. IOP Conf. Ser. Earth Environ. Sci. 2019, 290, 012012. [Google Scholar] [CrossRef]
- Suntharalingam, T.; Upasiri, I.; Gatheeshgar, P.; Poologanathan, K.; Nagaratnam, B.; Santos, P.; Rajanayagam, H. Energy Performance of 3D-Printed Concrete Walls: A Numerical Study. Buildings 2021, 11, 432. [Google Scholar] [CrossRef]
- Marais, H.; Christen, H.; Cho, S.; De Villiers, W.; Van Zijl, G. Computational assessment of thermal performance of 3D printed concrete wall structures with cavities. J. Build. Eng. 2021, 41, 102431. [Google Scholar] [CrossRef]
- Al-Tamimi, A.S.; Al-Amoudi, O.S.B.; Al-Osta, M.A.; Ali, M.R.; Ahmad, A. Effect of insulation materials and cavity layout on heat transfer of concrete masonry hollow blocks. Constr. Build. Mater. 2020, 254, 119300. [Google Scholar] [CrossRef]
- Grabowska, B.; Kasperski, J. The Thermal Conductivity of 3D Printed Plastic Insulation Materials—The Effect of Optimizing the Regular Structure of Closures. Materials 2020, 13, 4400. [Google Scholar] [CrossRef]
- de Rubeis, T. 3D-Printed Blocks: Thermal Performance Analysis and Opportunities for Insulating Materials. Sustainability 2022, 14, 1077. [Google Scholar] [CrossRef]
- Windows & Daylighting. THERM Software Downloads. Available online: https://windows.lbl.gov/tools/therm/software-download (accessed on 2 August 2022).
- Atakok, G.; Kam, M.; Koc, H.B. Tensile, three-point bending and impact strength of 3D printed parts using PLA and recycled PLA filaments: A statistical investigation. J. Mater. Res. Technol. 2022, 18, 1542–1554. [Google Scholar] [CrossRef]
- Menezes, O.; Roberts, T.; Motta, G.; Patrenos, M.H.; McCurdy, W.; Alotaibi, A.; Vanderpool, M.; Vaseghi, M.; Beheshti, A.; Davami, K. Performance of additively manufactured polylactic acid (PLA) in prolonged marine environments. Polym. Degrad. Stab. 2022, 199, 109903. [Google Scholar] [CrossRef]
- Rodríguez-Reyna, S.L.; Mata, C.; Díaz-Aguilera, J.H.; Acevedo-Parra, H.R.; Tapia, F. Mechanical properties optimization for PLA, ABS and Nylon + CF manufactured by 3D FDM printing. Mater. Today Commun. 2022, 33, 104774. [Google Scholar] [CrossRef]
- Windows & Daylighting. Heat-Transfer Analysis. Available online: https://windows.lbl.gov/tools/knowledge-base/articles/therm-components (accessed on 12 September 2022).
- ISO 15099:2003; Thermal Performance of Windows, Doors and Shading Devices—Detailed Calculations. Technical Committee ISO/TC 163: Geneva, Switzerland, 2003.
- EN ISO 6946:2017; Building Components and Building Elements—Thermal Resistance and Thermal Transmittance—Calculation Methods. European Committee for Standardization: Brussels, Belgium, 2017.
- de Rubeis, T.; Muttillo, M.; Nardi, I.; Pantoli, L.; Stornelli, V.; Ambrosini, D. Integrated Measuring and Control System for Thermal Analysis of Buildings Components in Hot Box Experiments. Energies 2019, 12, 2053. [Google Scholar] [CrossRef]
- de Rubeis, T.; Nardi, I.; Muttillo, M. Development of a low-cost temperature data monitoring. An upgrade for hot box apparatus. J. Phys. Conf. Ser. 2017, 923, 012039. [Google Scholar] [CrossRef]
- EN ISO 9869-1:2014; Thermal Insulation—Building Elements—In-Situ Measurement of Thermal Resistance and Thermal Transmittance, Part 1: Heat Flow Meter Method. European Committee for Standardization: Brussels, Belgium, 2014.
- Holman, J.P. Experimental Methods for Engineers, 8th ed.; McGraw-Hill Series in Mechanical Engineering; McGraw-Hill: New York, NY, USA, 2012; ISBN 13: 9780073529301. [Google Scholar]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Block Type | Transmittance [W/m2K] |
|---|---|
| Multi-row block | 1.52 |
| Square structure block | 1.29 |
| Honeycomb structure block | 1.23 |
| Sensor | Type | Measuring Range | Resolution |
|---|---|---|---|
| Heat flow meter | Hukseflux HFP01 | From −2000 to 2000 W/m2 | 60 × V/(W/m2) |
| Surface temperature | LSI Lastem DLE 124 | From −40 to 80 °C | 0.01 °C |
| Air Temperature | LSI Lastem DLA 033 | From −40 to 80 °C | 0.01 °C |
| Datalogger | LSI Lastem M-Log ELO008 | From –300 to 1200 mV | 40 µV |
| IR camera | FLIR T1020 | From −40 to 2000 °C | <20 mK @ 30 °C |
| Block Type | Test 1 | Test 2 | Test 3 | |||
|---|---|---|---|---|---|---|
| Multi-row | 1.94 ± 0.05 | 1.46 ± 0.05 | 1.89 ± 0.05 | 1.43 ± 0.05 | 1.89 ± 0.05 | 1.43 ± 0.05 |
| Square structure | 1.66 ± 0.04 | 1.30 ± 0.04 | 1.58 ± 0.04 | 1.25 ± 0.04 | 1.58 ± 0.04 | 1.25 ± 0.04 |
| Honeycomb structure | 1.55 ± 0.04 | 1.22 ± 0.04 | 1.54 ± 0.04 | 1.22 ± 0.04 | 1.53 ± 0.04 | 1.22 ± 0.04 |
| Material | Thermal Resistance Value [m2K/W] |
|---|---|
| Multi-row 3D-printed block | 0.66 |
| Square structure 3D-printed block | 0.78 |
| Honeycomb structure 3D-printed block | 0.81 |
| Expanded Polystyrene with graphite (Thk. 10 cm, λ = 0.031 W/mK) | 3.40 |
| Mineral wool (Thk. 10 cm, λ = 0.039 W/mK) | 2.73 |
| Material | U-Value [W/m2K] |
|---|---|
| Multi-row 3D block | 1.43 ± 0.05 |
| Square structure 3D block | 1.25 ± 0.04 |
| Honeycomb structure 3D block | 1.22 ± 0.04 |
| 3D block with air cavities [40] | 2.19 ± 0.07 |
| 3D block with polystyrene [40] | 1.24 ± 0.04 |
| 3D block with wool [40] | 0.69 ± 0.02 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
de Rubeis, T.; Ciccozzi, A.; Giusti, L.; Ambrosini, D. The 3D Printing Potential for Heat Flow Optimization: Influence of Block Geometries on Heat Transfer Processes. Sustainability 2022, 14, 15830. https://doi.org/10.3390/su142315830
de Rubeis T, Ciccozzi A, Giusti L, Ambrosini D. The 3D Printing Potential for Heat Flow Optimization: Influence of Block Geometries on Heat Transfer Processes. Sustainability. 2022; 14(23):15830. https://doi.org/10.3390/su142315830
Chicago/Turabian Stylede Rubeis, Tullio, Annamaria Ciccozzi, Letizia Giusti, and Dario Ambrosini. 2022. "The 3D Printing Potential for Heat Flow Optimization: Influence of Block Geometries on Heat Transfer Processes" Sustainability 14, no. 23: 15830. https://doi.org/10.3390/su142315830