
Recycling of Post-Use Bioprocessing Plastic Containers—Mechanical Recycling Technical Feasibility

 , and
, and
Abstract
:1. Introduction
2. Single-Use Technology
3. Materials and Methods
3.1. Materials
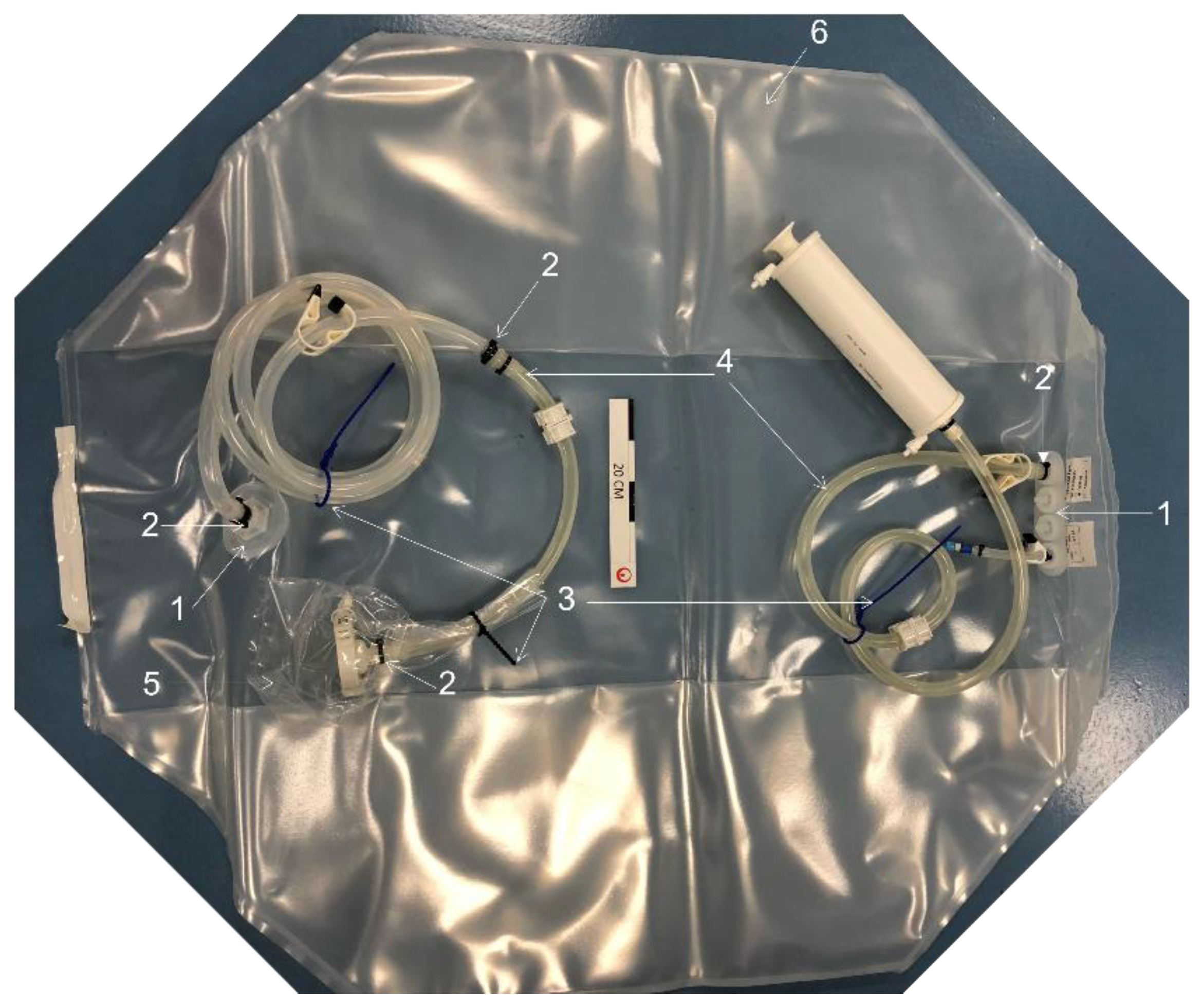
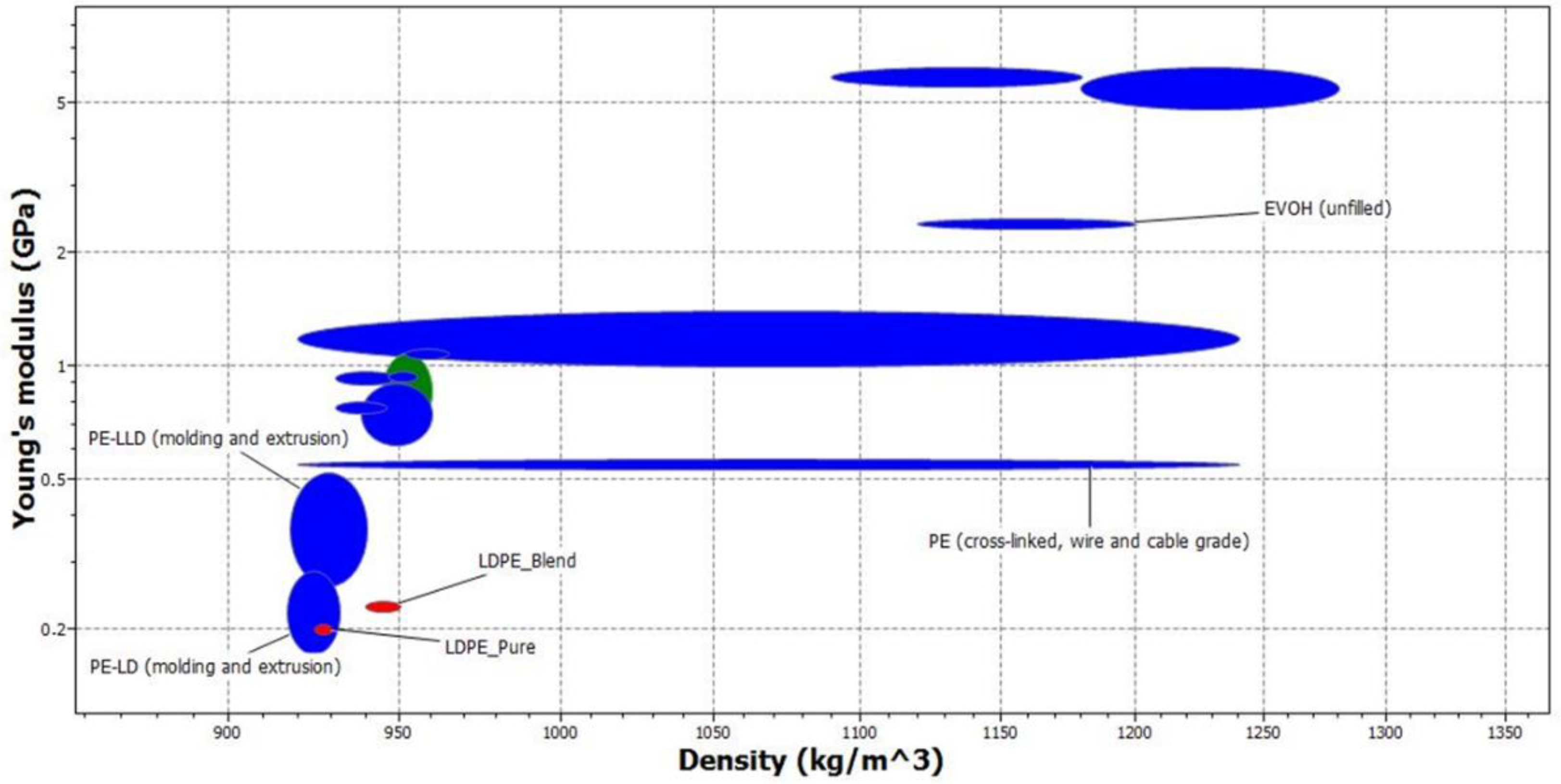
- The first one, “rLDPE_Pure”, represents a total dismantling with complete and clean disconnection of the tubes at the port flange. Thus, this first material is composed of the bag chamber, itself composed by the film and port flanges (Figure 2).
- The second one, “rLDPE_Blend”, represents a rapid dismantling without disconnection of the tubes and cable ties, but with a cut (or a sealing equipment for a totally closed disconnection) at the port flange level. Thus, this second material is composed of bag chamber (film and port flanges), cable ties, pieces of tubes, and additionally, packaging (Figure 3). All the non-PE components can thus be considered as “foreign” materials in the “rLDPE_Pure” stream.
- A cable tie (1) is a “fastener” as described in the ISPE Good-Practice Guide: Single-Use Technology [54], page 17: non-wetted components used to keep the tubing (4) in position of the fitting or port (2), with adjustability to variable circumstances. These cable ties are fixed with calibrated equipment, they are not intended to be removed after installation.
- Some ties (5) are used to maintain packaging, manually assembled to wrap, and protect sensitive components during shipping, to be removed manually before use.
3.2. Samples Production
3.2.1. Material Preparation
3.2.2. Extrusion
3.2.3. Injection
3.3. Methodology and Testing
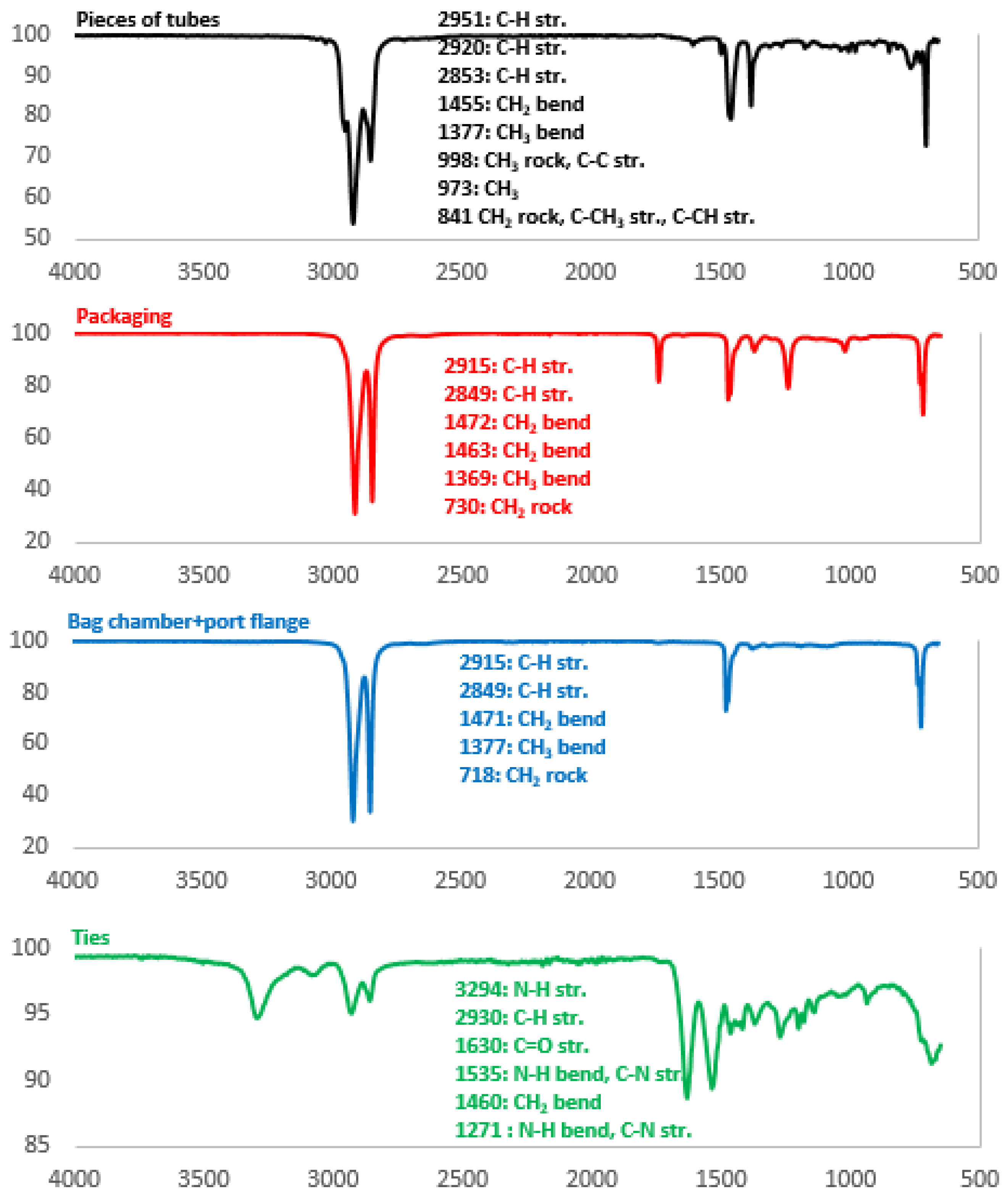
3.3.1. Fourier Transform Infra-Red (FTIR)
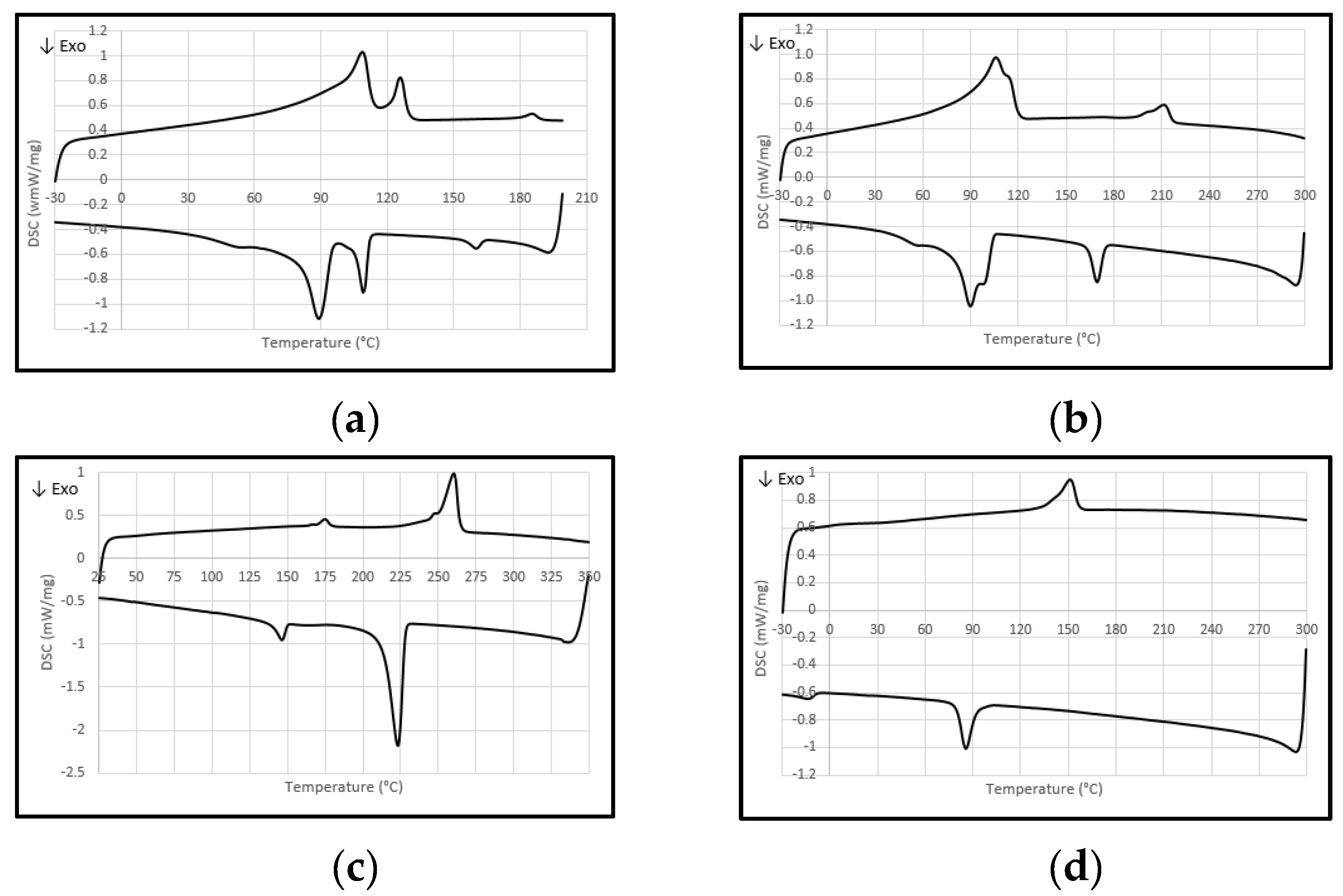
3.3.2. Differential Scanning Calorimetry (DSC)
3.3.3. Macro TGA
3.3.4. Density
3.3.5. Melt Flow Rate
3.3.6. Color
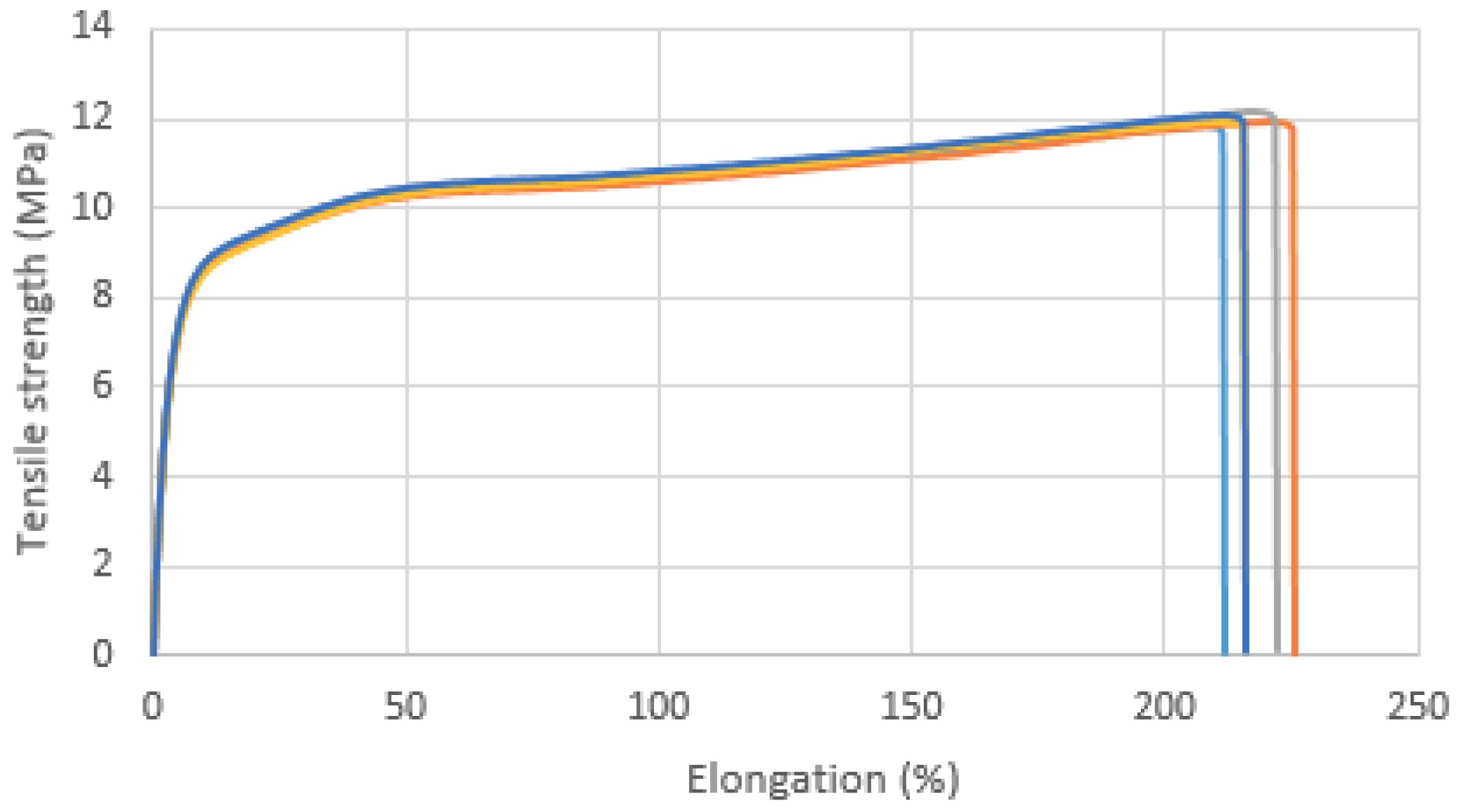
3.3.7. Tensile Tests
3.3.8. Flexural Test
3.3.9. Charpy Choc
4. Results
5. Discussion
5.1. Mechanical Technical Recyclability
5.2. The Strategy for Recycling
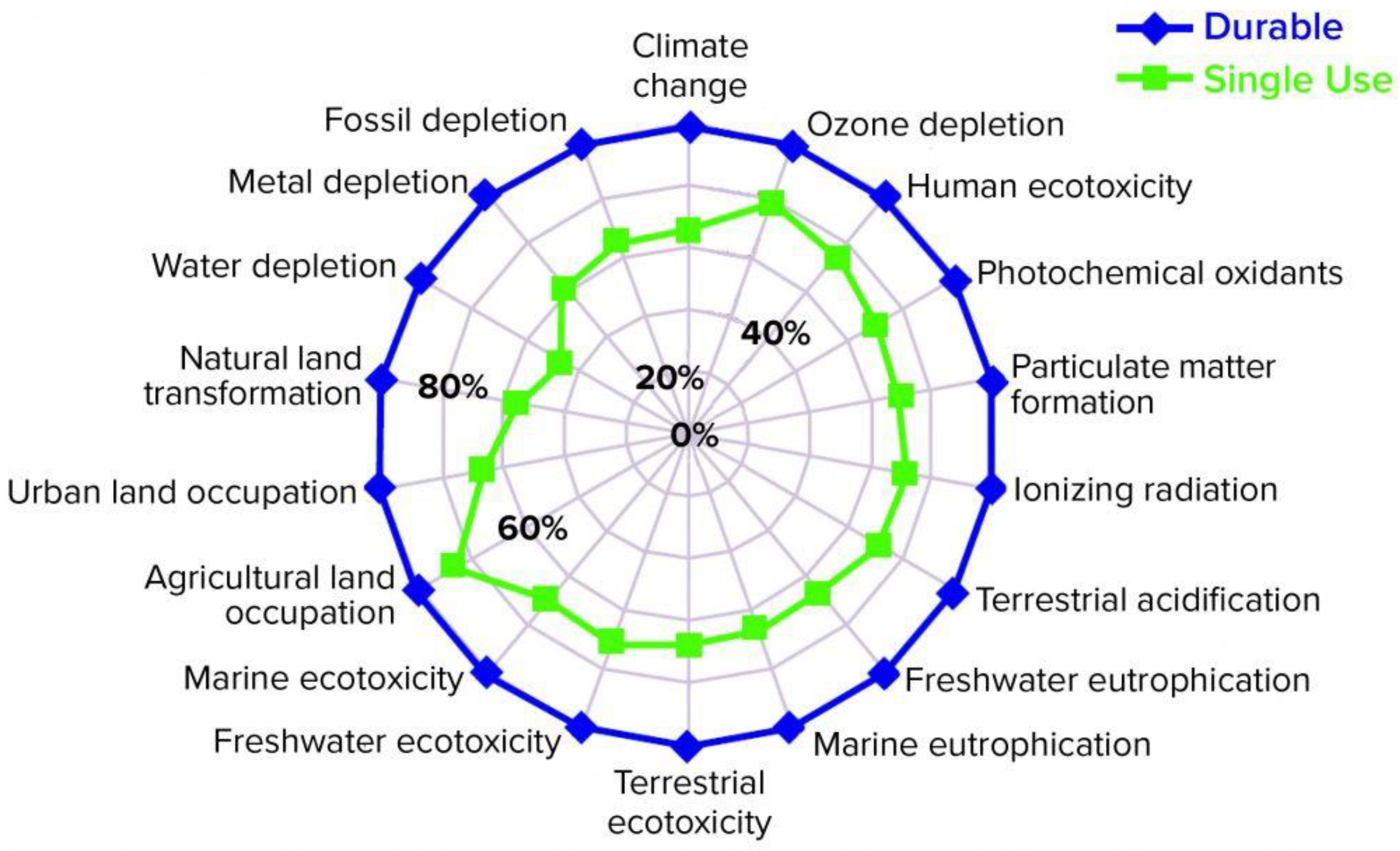
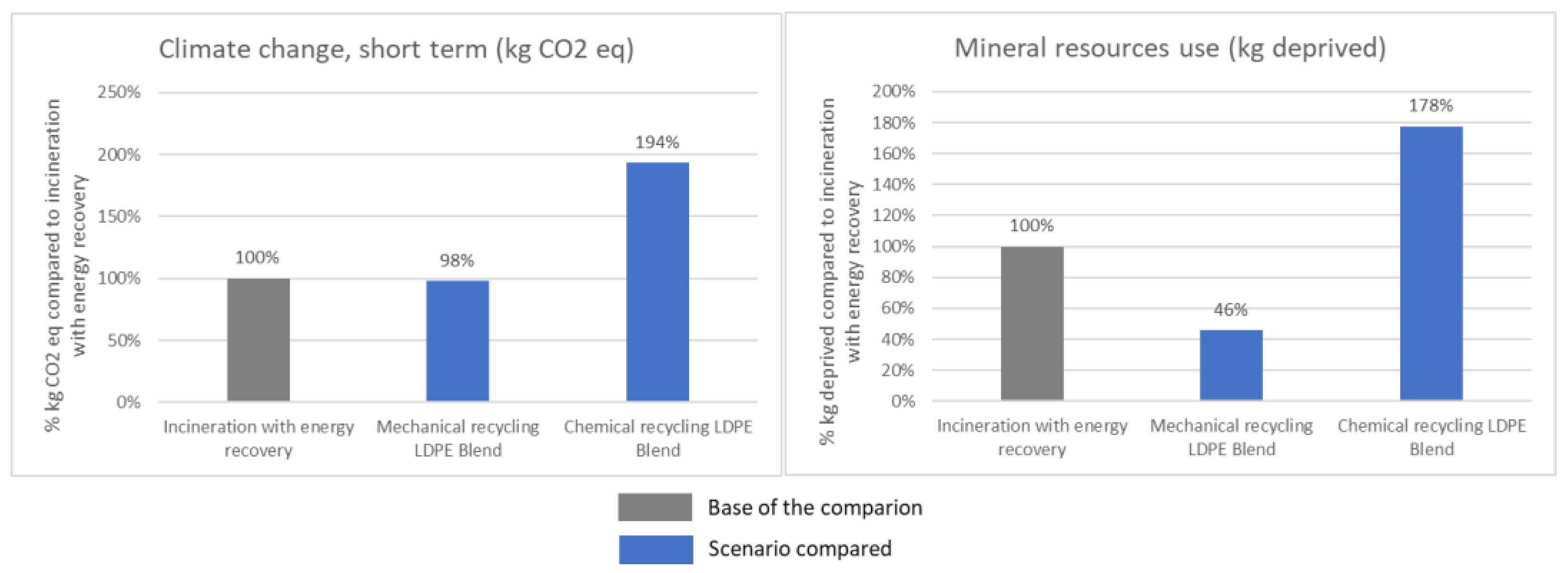
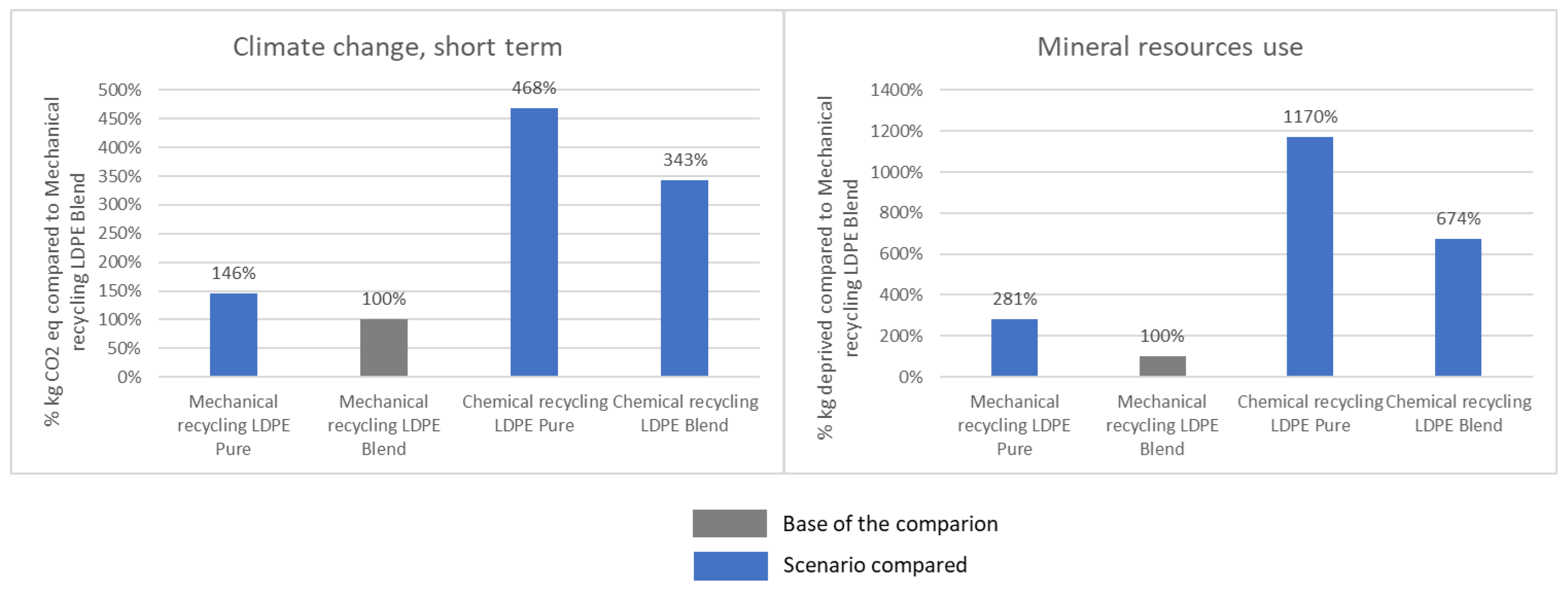
5.3. Environmental Profiles of Different End of Life Scenarios
6. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Beran, D.; Lazo-Porras, M.; Mba, C.M.; Mbanya, J.C. A global perspective on the issue of access to insulin. Diabetologia 2021, 64, 954–962. [Google Scholar] [CrossRef] [PubMed]
- Emanuel, E.J.; Buchanan, A.; Chan, S.Y.; Fabre, C.; Halliday, D.; Heath, J.; Herzog, L.; Leland, R.J.; McCoy, M.S.; Norheim, O.F.; et al. What are the obligations of pharmaceutical companies in a global health emergency? Lancet 2021, 398, 1015–1020. [Google Scholar] [CrossRef] [PubMed]
- Nussbaum, A.K. Ethical corporate social responsibility (CSR) and the pharmaceutical industry: A happy couple? J. Med Mark. Device Diagn. Pharm. Mark. 2009, 9, 67–76. [Google Scholar] [CrossRef]
- D’Amato, M.; Cecchi, L.; Annesi-Maesano, I. Climate change and respiratory diseases. Eur. Respir. Rev. 2014, 23, 161–169. [Google Scholar] [CrossRef] [PubMed]
- Ogden, N.H.; Gachon, P. Climate change and infectious diseases: What can we expect? Can. Commun. Dis. Rep. 2019, 45, 76–80. [Google Scholar] [CrossRef]
- Leddin, D.; Macrae, F. Climate Change. J. Clin. Gastroenterol. 2020, 54, 393–397. [Google Scholar] [CrossRef]
- Eckelman, M.J.; Huang, K.; Lagasse, R.; Senay, E.; Dubrow, R.; Sherman, J.D. Health Care Pollution And Public Health Damage In The United States: An Update. Health Aff. 2020, 39, 2071–2079. [Google Scholar] [CrossRef]
- Fent, K.; Weston, A.; Caminada, D. Ecotoxicology of human pharmaceuticals. Aquat. Toxicol. 2006, 76, 122–159. [Google Scholar] [CrossRef]
- Larsson, D.J.; de Pedro, C.; Paxeus, N. Effluent from drug manufactures contains extremely high levels of pharmaceuticals. J. Hazard. Mater. 2007, 148, 751–755. [Google Scholar] [CrossRef] [PubMed]
- Phillips, P.J.; Smith, S.G.; Kolpin, D.W.; Zaugg, S.D.; Buxton, H.T.; Furlong, E.; Esposito, K.; Stinson, B. Pharmaceutical Formulation Facilities as Sources of Opioids and Other Pharmaceuticals to Wastewater Treatment Plant Effluents. Environ. Sci. Technol. 2010, 44, 4910–4916. [Google Scholar] [CrossRef]
- Daouk, S.; Chèvre, N.; Vernaz, N.; Widmer, C.; Daali, Y.; Fleury-Souverain, S. Dynamics of active pharmaceutical ingredients loads in a Swiss university hospital wastewaters and prediction of the related environmental risk for the aquatic ecosystems. Sci. Total Environ. 2016, 547, 244–253. [Google Scholar] [CrossRef] [PubMed]
- Azuma, T.; Arima, N.; Tsukada, A.; Hirami, S.; Matsuoka, R.; Moriwake, R.; Ishiuchi, H.; Inoyama, T.; Teranishi, Y.; Yamaoka, M.; et al. Detection of pharmaceuticals and phytochemicals together with their metabolites in hospital effluents in Japan, and their contribution to sewage treatment plant influents. Sci. Total Environ. 2016, 548–549, 189–197. [Google Scholar] [CrossRef] [PubMed]
- Wiegel, S.; Aulinger, A.; Brockmeyer, R.; Harms, H.; Löffler, J.; Reincke, H.; Schmidt, R.; Stachel, B.; von Tümpling, W.; Wanke, A. Pharmaceuticals in the river Elbe and its tributaries. Chemosphere 2004, 57, 107–126. [Google Scholar] [CrossRef] [PubMed]
- Wilkinson, J.L.; Boxall, A.B.A.; Kolpin, D.W.; Leung, K.M.Y.; Lai, R.W.S.; Galbán-Malagón, C.; Adell, A.D.; Mondon, J.; Metian, M.; Marchant, R.A.; et al. Pharmaceutical pollution of the world’s rivers. Proc. Natl. Acad. Sci. USA 2022, 119, e2113947119. [Google Scholar] [CrossRef] [PubMed]
- Luu, D.-N.; Gachet, H.; Maier, C.-J.; Maranzana, N.; Aoussat, A. Eco-design and medicine: Opportunities to implement eco-design in the pharmaceutical R&D process. J. Clean. Prod. 2022, 365, 132785. [Google Scholar] [CrossRef]
- ICH. Q 7 Good Manufacturing Practice for Active Pharmaceutical Ingredients; ICH: Geneva, Switzerland, 2006; Volume 48. [Google Scholar]
- Steinberg, F.M.; Raso, J. Biotech pharmaceuticals and biotherapy: An overview. J. Pharm. Pharm. Sci. 2000, 1, 48–59. [Google Scholar]
- Galliher, P.M. Chapter 29-Single Use Technology and Equipment. In Biopharmaceutical Processing; Jagschies, G., Lindskog, E., Łącki, K., Galliher, P., Eds.; Elsevier: Amsterdam, The Netherlands, 2018; pp. 557–577. ISBN 978-0-08-100623-8. [Google Scholar]
- Evens, R.; Kaitin, K. The Evolution Of Biotechnology And Its Impact On Health Care. Health Aff. 2015, 34, 210–219. [Google Scholar] [CrossRef]
- Lopes, A.G. Single-use in the biopharmaceutical industry: A review of current technology impact, challenges and limitations. Food Bioprod. Process 2015, 93, 98–114. [Google Scholar] [CrossRef]
- Kis, Z.; Rizvi, Z. How to Make Enough Vaccine for the World in One Year; Public Citizen: Washington, DC, USA, 2021; p. 37. [Google Scholar]
- Rader, R.A.; Langer, E.S. Upstream Single-Use Bioprocessing Systems. BioProcess Int. 2012, 10, 12–18. [Google Scholar]
- WHO Health-Care Waste. Available online: https://www.who.int/news-room/fact-sheets/detail/health-care-waste (accessed on 1 March 2022).
- Ganesh, K.A.; Anjana, K.; Hinduja, M.; Sujitha, K.; Dharani, G. Review on plastic wastes in marine environment–Biodegradation and biotechnological solutions. Mar. Pollut. Bull. 2020, 150, 110733. [Google Scholar]
- Almroth, B.C.; Eggert, H. Marine Plastic Pollution: Sources, Impacts, and Policy Issues. Rev. Environ. Econ. Policy 2019, 13, 317–326. [Google Scholar] [CrossRef] [Green Version]
- Abbott, J.K.; Sumaila, U.R. Reducing Marine Plastic Pollution: Policy Insights from Economics. Rev. Environ. Econ. Policy 2019, 13, 327–336. [Google Scholar] [CrossRef] [Green Version]
- Thompson, R.C.; Moore, C.J.; vom Saal, F.S.; Swan, S.H. Plastics, the environment and human health: Current consensus and future trends. Philos. Trans. R. Soc. Lond. B Biol. Sci. 2009, 364, 2153–2166. [Google Scholar] [CrossRef] [PubMed]
- Wright, S.L.; Kelly, F.J. Plastic and Human Health: A Micro Issue? Environ. Sci. Technol. 2017, 51, 6634–6647. [Google Scholar] [CrossRef]
- Waring, R.; Harris, R.; Mitchell, S. Plastic contamination of the food chain: A threat to human health? Maturitas 2018, 115, 64–68. [Google Scholar] [CrossRef]
- Li, P.; Wang, X.; Su, M.; Zou, X.; Duan, L.; Zhang, H. Characteristics of Plastic Pollution in the Environment: A Review. Bull. Environ. Contam. Toxicol. 2020, 107, 577–584. [Google Scholar] [CrossRef]
- Vanapalli, K.R.; Sharma, H.B.; Ranjan, V.P.; Samal, B.; Bhattacharya, J.; Dubey, B.K.; Goel, S. Challenges and strategies for effective plastic waste management during and post COVID-19 pandemic. Sci. Total. Environ. 2020, 750, 141514. [Google Scholar] [CrossRef] [PubMed]
- Matthews, C.; Moran, F.; Jaiswal, A.K. A review on European Union’s strategy for plastics in a circular economy and its impact on food safety. J. Clean. Prod. 2020, 283, 125263. [Google Scholar] [CrossRef]
- Ellen MacArthur Foundation Circulytics Definitions; Ellen MacArthur Foundation: Cowes, UK, 2020; p. 13.
- ISO 18604:2013; Packaging and the Environment—Material Recycling. ISO: Geneva, Switzerland, 2013; p. 18.
- Achilias, D.S.; Roupakias, C.; Megalokonomos, P.; Lappas, A.A.; Antonakou, E.V. Chemical recycling of plastic wastes made from polyethylene (LDPE and HDPE) and polypropylene (PP). J. Hazard. Mater. 2007, 149, 536–542. [Google Scholar] [CrossRef]
- Frączak, D. Chemical Recycling of Polyolefins (PE, PP): Modern Technologies and Products; IntechOpen: London, UK, 2021; ISBN 978-1-83969-681-7. [Google Scholar]
- Jeswani, H.; Krüger, C.; Russ, M.; Horlacher, M.; Antony, F.; Hann, S.; Azapagic, A. Life cycle environmental impacts of chemical recycling via pyrolysis of mixed plastic waste in comparison with mechanical recycling and energy recovery. Sci. Total. Environ. 2021, 769, 144483. [Google Scholar] [CrossRef]
- Solis, M.; Silveira, S. Technologies for chemical recycling of household plastics—A technical review and TRL assessment. Waste Manag. 2020, 105, 128–138. [Google Scholar] [CrossRef] [PubMed]
- Maris, J.; Bourdon, S.; Brossard, J.-M.; Cauret, L.; Fontaine, L.; Montembault, V. Mechanical recycling: Compatibilization of mixed thermoplastic wastes. Polym. Degrad. Stab. 2018, 147, 245–266. [Google Scholar] [CrossRef]
- Repetto, R.; Munk, M.; Brown, S.; Carter, J.; Guldager, N.; Julien, C.; Low, D.; Markovic, I.; Martin, J.; Priebe, P.; et al. PDA Technical Report No. 66, (TR 66) Application of Single-Use Systems in Pharmaceutical Manufacturing (Single User Digital Version); PDA: Bethesda, MD, USA, 2014; ISBN 978-0-939459-69-8. [Google Scholar]
- ASQ 834 2021 0115; What Is the Most Common Disposition Method for Your Company’s Single-Use Waste? Aspen Media: Lake Dallas, TX, USA, 2021.
- Rogge, P.; Müller, D.; Schmidt, S. The Single-Use or Stainless Steel Decision Process. BioProcess Int. 2015, 13, 10–15. [Google Scholar]
- Barbaroux, M.; Horowski, B.; Mokuolu, S.; Petrich, M.A.; Whitford, W.G.; BPSA; Flanagan, B. The Green Imperative Part One: Life-Cycle Assessment and Sustainability for Single-Use Technologies in the Biopharmaceutical Industry. BioProcess Int. 2020, 18, 12–19. [Google Scholar]
- Gupta, P.; Monge, M.; Boulais, A.; Chopra, N.; Hutchinson, N. Single-Use Process Platforms for Responsive and Cost-Effective Manufacturing. Single-Use Technol. Biopharm. Manuf. 2019, 201–210. [Google Scholar] [CrossRef]
- Jacquemart, R.; Vandersluis, M.; Zhao, M.; Sukhija, K.; Sidhu, N.; Stout, J. A Single-use Strategy to Enable Manufacturing of Affordable Biologics. Comput. Struct. Biotechnol. J. 2016, 14, 309–318. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kappel, W.; Vadavi, B.; Lodha, S.; Karrer, D. Application of Single-Use Equipment for Buffer Storage and Distribution in Medium Size MAb Production Facility. Pharm. Eng. 2014, 34, 9. [Google Scholar]
- Delaunay, L.; Jurkiewicz, E.; Greller, G.; Barbaroux, M. How to Design and Qualify an Improved Film for Storage and Bioreactor Bags. In Single-Use Technology in Biopharmaceutical Manufacture; John Wiley & Sons, Ltd: Hoboken, NJ, USA, 2019; pp. 229–234. ISBN 978-1-119-47789-1. [Google Scholar]
- Vachette, E.; Fenge, C.; Cappia, J.-M.; Delaunay, L.; Greller, G.; Barbaroux, M. Robust and Convenient Single-Use Processing: The Superior Strength and Flexibility of Flexsafe Bags. BioProcess Int. 2014, 12, 38–42. [Google Scholar]
- Júnior, L.M.; de Oliveira, L.M.; Bócoli, P.F.J.; Cristianini, M.; Padula, M.; Anjos, C.A.R. Morphological, thermal and mechanical properties of polyamide and ethylene vinyl alcohol multilayer flexible packaging after high-pressure processing. J. Food Eng. 2020, 276, 109913. [Google Scholar] [CrossRef]
- Niaounakis, M. Recycling of Flexible Plastic Packaging; William Andrew: Norwich, NY, USA, 2019; ISBN 978-0-12-816603-1. [Google Scholar]
- Plastics Recyclers Europe PE Flexible Films Recycling: New Findings for Functional Barriers–EVOH Properties Tested. Available online: https://recyclass.eu/news/pe-flexible-films-recycling-new-findings-for-functional-barriers-evoh-properties-tested/ (accessed on 21 June 2022).
- ISO 179-2:2010; Plastics—Determination of Charpy Impact Properties—Part 2: Instrumented Impact Test. ISO: Geneva, Switzerland, 2010; p. 23.
- Jung, M.R.; Horgen, F.D.; Orski, S.V.; Rodriguez, V.; Beers, K.L.; Balazs, G.H.; Jones, T.T.; Work, T.M.; Brignac, K.C.; Royer, S.-J.; et al. Validation of ATR FT-IR to identify polymers of plastic marine debris, including those ingested by marine organisms. Mar. Pollut. Bull. 2018, 127, 704–716. [Google Scholar] [CrossRef]
- ISPE. ISPE Good Practice Guide: Single-Use Technology; ISPE: Bethesda, MD, USA, 2018; p. 180. [Google Scholar]
- ISO 1183-1:2012; Plastics—Methods for Determining the Density of Non-Cellular Plastics — Part 1: Immersion Method, Liquid Pyknometer Method and Titration Method. ISO: Geneva, Switzerland, 2012.
- ISO 1133-1:2011; Plastics—Determination of the Melt Mass-Flow Rate (MFR) and Melt Volume-Flow Rate (MVR) of Thermoplastics—Part 1: Standard Method. ISO: Geneva, Switzerland, 2011.
- ISO 527-2:2012; Plastics—Determination of Tensile Properties—Part 2: Test Conditions for Moulding and Extrusion Plastics. ISO: Geneva, Switzerland, 2012.
- ISO 178:2010; Plastics—Determination of Flexural Properties. ISO: Geneva, Switzerland, 2010; p. 20.
- Alipour, N.; Gedde, U.W.; Hedenqvist, M.S.; Yu, S.; Roth, S.; Brüning, K.; Vieyres, A.; Schneider, K. Structure and properties of polyethylene-based and EVOH-based multilayered films with layer thicknesses of 150nm and greater. Eur. Polym. J. 2015, 64, 36–51. [Google Scholar] [CrossRef]
- Nasri, Y.; Benaniba, M.T.; Bouquey, M. Elaboration and characterization of polymers used in flexible multilayer food packaging. Mater. Today Proc. 2022, 53, 91–95. [Google Scholar] [CrossRef]
- Netzsch. The Handbook DSC on Polymers; Netzsch: Selb, Germany, 2015. [Google Scholar]
- Salehiyan, R.; Bandyopadhyay, J.; Ray, S.S. Mechanism of Thermal Degradation-Induced Gel Formation in Polyamide 6/Ethylene Vinyl Alcohol Blend Nanocomposites Studied by Time-Resolved Rheology and Hyphenated Thermogravimetric Analyzer Fourier Transform Infrared Spectroscopy Mass Spectroscopy: Synergistic Role of Nanoparticles and Maleic-anhydride-Grafted Polypropylene. ACS Omega 2019, 4, 9569–9582. [Google Scholar] [CrossRef] [PubMed]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Streams | SUA1 | SUA2 | SUA3 |
|---|---|---|---|
| Bag chamber | 372 g (55%) | 565 g (66%) | 1546 g (59%) |
| Packaging (plastic film) | 290 g (42%) | 261 g (31%) | 1044 g (40%) |
| Ties | 3 g (0.5%) | 4 g (0.5%) | 5 g (0.2%) |
| Pieces of tubes * | 16 g (2.5%) | 20 g (2.5%) | 15 g (0.7%) |
| Total | 681 g | 850 g | 2610 g |
| Weight ratio (bag chamber/total) | 54.6% | 66.4% | 59.2% |
| Bag Chamber + Port Flange | Packaging | Tie | Tubes | |
|---|---|---|---|---|
| Melting temperature (°C) | Tmelt1 = 109 °C Tmelt2 = 126 °C Tmelt3 = 186 °C | Tmelt1 = 105 °C Tmelt2 = 211 °C | Tmelt1 = 175 °C Tmelt2 = 259 °C | Tmelt1 = 152 °C |
| rLDPE_Pure | rLDPE_Blend | |
|---|---|---|
| Density (kg/m3) | 927 ± 2 | 945 ± 5 |
| Ash content | 0.37 ± 0.005 | 0.38 ± 0.05 |
| MFR * (g/10 min) | 0.25 ± 0.05 | 0.16 ± 0.05 |
| rLDPE_Pure | rLDPE_Blend | |||
|---|---|---|---|---|
| White | Black | White | Black | |
| L* (ET) | 78.7 (0.52) | 48.4 (0.68) | 54.7 (0.72) | 42.2 (0.68) |
| a* (ET) | −1.66 (0.11) | −2.71 (0.09) | 0.77 (0.03) | −1.28 (0.06) |
| b* (ET) | 7.76 (0.25) | 0.70 (0.23) | 11.94 (0.19) | 4.00 (0.28) |
| ΔE | 31.13 | 14.81 | ||
| rLDPE_Pure | rLDPE_Blend | |
|---|---|---|
| Tensile stress at break (MPa) | 12.5 ± 0.7 | 11.8 ± 0.05 |
| Elongation at break (%) | 334.1 ± 13 | 217.9 ± 3 |
| Young modulus (MPa) | 200 ± 5 | 231 ± 1 |
| Flexural modulus (MPa) | 178 ± 7 | 179 ± 3 |
| Charpy impact notched (kJ/m2) | 48.5 ± 0.75 | 47.6 ± 1.8 |
| LDPE_V | LDPE_R | |
|---|---|---|
| rLDPE_Pure | 74% | 92% |
| rLDPE_Blend | 72% | 92% |
| Properties | Test Method | rLDPE_Pure | rLDPE_Blend | LDPE_V 1 | LDPE_R 2 | Unit |
|---|---|---|---|---|---|---|
| Density | ISO 1183 | 927 ± 2 | 945 ± 5 | 932 | 915–970 | kg/m3 |
| Melt flow rate | ISO 1133 (190 kg; 2.16 kg) | 0.25 ± 0.05 | 0.16 ± 0.05 | 0.8 | 2–5 | g/10 min |
| Young module | ISO 527 | 200 ± 5 | 231 ± 1 | 620 | 199 | MPa |
| Tensile stress at yield | 13.4 ± 0.37 | 11.4 ± 0.37 | 18 | 10.1 | MPa | |
| Tensile stress at break | 12.5 ± 0.7 | 11.8 ± 0.05 | N.R. | N.R. | MPa | |
| Elongation at break | 334.1 ± 13 | 217.9 ± 3 | 700 | 75 | % | |
| Flexural modulus | ISO 178 | 178 ± 7 | 179 ± 3 | N.R. | N.R. | MPa |
| Charpy notched | ISO 179 | 48.5 ± 0.75 | 47.6 ± 1.8 | 30 | 30 | kj/m2 |
| Ash content | ISO 3451-1 | 0.37 ± 0.005 | 0.38 ± 0.5 | 0 | N.R. | % |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Luu, D.-N.; Barbaroux, M.; Dorez, G.; Mignot, K.; Doger, E.; Laurent, A.; Brossard, J.-M.; Maier, C.-J. Recycling of Post-Use Bioprocessing Plastic Containers—Mechanical Recycling Technical Feasibility. Sustainability 2022, 14, 15557. https://doi.org/10.3390/su142315557
Luu D-N, Barbaroux M, Dorez G, Mignot K, Doger E, Laurent A, Brossard J-M, Maier C-J. Recycling of Post-Use Bioprocessing Plastic Containers—Mechanical Recycling Technical Feasibility. Sustainability. 2022; 14(23):15557. https://doi.org/10.3390/su142315557
Chicago/Turabian StyleLuu, Duc-Nam, Magali Barbaroux, Gaelle Dorez, Katell Mignot, Estelle Doger, Achille Laurent, Jean-Michel Brossard, and Claus-Jürgen Maier. 2022. "Recycling of Post-Use Bioprocessing Plastic Containers—Mechanical Recycling Technical Feasibility" Sustainability 14, no. 23: 15557. https://doi.org/10.3390/su142315557