
A Study on Optimal Location Selection and Semi-Finished Product Inventory Allocation in the Steel Industry

Abstract
:1. Introduction
2. Literature Review
2.1. Studies on Postponement
- (1)
- Most of the existing literature on Postponement aimed at continuous manufacturing enterprises or supply chains, focusing on the positioning of CODP and PDP and semi-finished product inventory on all levels.
- (2)
- Among the existing literature on Postponement, few studies investigated continuous manufacturing enterprises, most of which focused on the positioning of CODP.
2.2. Solving Mixed Integer Programming with Particle Swarm Optimization
3. Problem Statement and Modeling
3.1. Production Process
- (1)
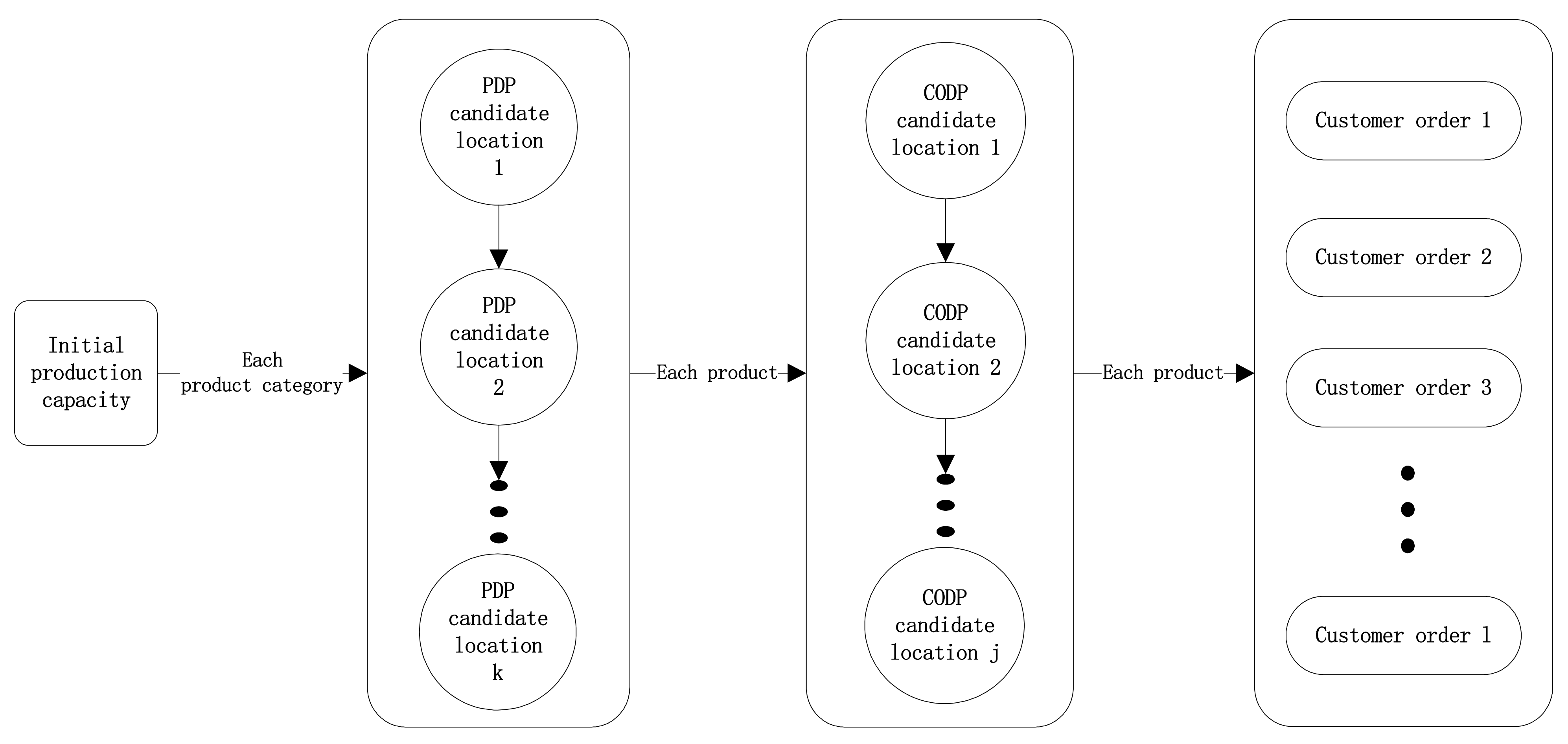
- At the beginning of the cycle, the enterprise has a certain amount of initial production capacity, which should be converted into a general semi-finished product inventory for each product category and dedicated semi-finished product inventory for each product;
- (2)
- Among the two categories of product inventory, the storage location of general semi-finished products corresponds to PDP; that is, to select an optimal location as a PDP from multiple PDP candidate locations in the general production process of the product category for general semi-finished product storage. The storage location of the dedicated semi-finished products corresponds to CODP; that is, to select an optimal position as a CODP from multiple CODP candidate locations in the specific production process for dedicated semi-finished product storage. When the locations of PDP and CODP are determined, the production process only stays at the location of PDP or CODP;
- (3)
- In addition, each product corresponds to multiple customer orders. Enterprises should first use the dedicated semi-finished product inventory of this product for production according to customer order requirements. If the dedicated semi-finished product inventory is insufficient, a general semi-finished product inventory of the product category shall be used.
3.2. Problem Analysis
- (1)
- Minimizing total costs (C = Ch + Cr + Cd) is the purpose of modeling. The total costs include three aspects: first, the holding costs (Ch), which includes the holding cost of semi-finished products before participating in production and that of semi-finished products that are not involved in production; second, the return costs (Cr), namely, the cost of transportation, processing or loading and unloading when the semi-finished product is entering the production link again; and third, the delayed costs (Cd). Given the different storage locations and stocks of semi-finished products, when there is a delay in the fulfillment of customer orders delayed penalty costs are incurred;
- (2)
- The main constraint of modeling is that the average customer order fulfillment rate (Rpr) of all products of the enterprise is higher than the minimum customer service level (Rsl) specified by the enterprise. During the research period, the customer order information for different products is different, including order quantity, production start time, final delivery date and delayed penalty coefficient. For a certain product order, production cannot be carried out before the start time specified in the order and production must be completed before the final delivery date specified, which is known as order fulfillment. In addition, the inventory limits of semi-finished products at the locations of PDP and CODP are also important constraints;
- (3)
- The decision making of the model is the locations of PDP and CODP, where the semi-finished product inventory corresponds to PDP and CODP.
3.3. Symbol Descriptions
- (1)
- Parameter Setting
| Parameters | Parameter Meanings |
| cycle start time | |
| cycle end time | |
| total number of product categories | |
| th Product category | |
| total number of product varieties in th product category | |
| product in th product category | |
| total number of customer orders in product | |
| No. customer order in product | |
| number of orders of customer order | |
| total number of PDP candidate locations in th product category | |
| PDP candidate locations of in th product category | |
| corresponding general semi-finished product inventory when candidate location is selected in th product category as PDP | |
| total number of CODP candidate locations in product | |
| CODP candidate locations of in product | |
| corresponding dedicated semi-finished product inventory when selecting candidate location in product as CODP | |
| cycle total holding cost | |
| holding cost coefficient per unit of corresponding general semi-finished product inventory when candidate location is selected in th product category as PDP | |
| holding cost coefficient per unit of corresponding dedicated semi-finished product inventory when candidate location is selected in product as CODP | |
| cycle total return costs | |
| return costs per unit of corresponding general semi-finished product inventory when candidate location is selected in th product category as PDP | |
| return costs per unit of corresponding dedicated semi-finished product inventory when candidate location is selected in product as CODP | |
| cycle total delayed penalty costs | |
| delayed penalty costs per unit of corresponding general semi-finished product inventory when candidate location is selected in th product category as PDP | |
| delayed penalty costs per unit of corresponding general semi-finished product inventory when candidate location is selected in th product category as PDP | |
| cycle total costs, | |
| ,) | when candidate location is selected as the CODP in product, and the stock of the dedicated semi-finished product corresponding to this CODP is , the first ,) customer orders require the dedicated semi-finished product stock corresponding to the CODP for production; the ,)+1 to the customer orders require the general semi-finished product inventory corresponding to the PDP category of this product for production |
| the delayed costs coefficient in customer order in. product | |
| the lowest customer service level required, i.e., the average on-time fulfillment rate of all customer orders | |
| the average on-time fulfillment rate of customer orders in all products of the enterprise | |
| the start time of customer order | |
| the end time of customer order | |
| customer order | |
| the time needed to produce customer order | |
| ,) | the time needed for production from PDP to the fulfillment of customer order |
| ,) | whether production can be completed before the date required by the customer order from PDP to the fulfillment of customer order. 0 refers to on-time fulfillment, while 1 failure of on-time fulfillment |
| ,) | the time needed for production from CODP to the fulfillment of customer order |
| ,) | whether the production can be completed before the date required by the customer order from CODP to the fulfillment of customer order. 0 refers to on-time fulfillment, while 1 failure of on-time fulfillment |
- (2)
- Decision Variables
| Parameters | Parameter Meanings |
| whether to choose as PDP in th product category. 1 refers to Yes, while 0 is No | |
| corresponding general semi-finished product inventory when candidate location is selected in product category as PDP | |
| whether to choose as CODP in product. 1 refers to Yes, while 0 is No | |
| corresponding dedicated semi-finished product inventory when candidate location is selected in product as CODP |
3.4. Modeling
- (1)
- Objective Function
- (2)
- Constraints
- Equation (4) indicates whether a certain kind of product chooses a certain location as CODP. 1 means Yes, while 0 means No.
- Equation (5) indicates whether a certain product category chooses a certain location as PDP. 1 means Yes, while 0 means No.
- Equation (6) indicates there is only one CODP in a certain kind of product.
- Equation (7) indicates there is only one PDP in a certain product category.
- Equation (8) indicates that the “dedicated semi-finished product inventory” corresponding to CODP of a certain kind of product cannot exceed 5000.
- Equation (9) indicates that the “general semi-finished product inventory” of a certain product category cannot exceed 5000.
- Equation (10) indicates when a certain CODP candidate location is not selected as CODP, and the corresponding dedicated semi-finished product inventory is 0.
- Equation (11) indicates when a certain PDP candidate location is not selected as PDP, and the corresponding general semi-finished product inventory is 0.
- Equation (12) indicates whether the customer order can be fulfilled on time when a certain customer order uses the “dedicated semi-finished product inventory” corresponding to CODP for production. 1 means Yes, while 0 means No.
- Equation (13) indicates whether the customer order can be fulfilled on time when a certain customer order uses the “general semi-finished product inventory” corresponding to PDP for production. 1 means Yes, while 0 means No.
- Equation (14) indicates when a certain customer order uses the dedicated semi-finished product inventory corresponding to CODP for production, its inventory can only satisfy the order quantity of the first p customer orders, and the p+1 and subsequent customer orders need to be produced using the general semi-finished product inventory corresponding to PDP.
- Equation (15) indicates the average on-time fulfillment rate of customer orders for all products in all categories, which should be greater than or equal to the minimum level as required.
4. Algorithm Design and Simulation
4.1. The Design and Comparison of Heuristic Algorithm
- (1)
- Pseudocode of Heuristic Algorithm
| Algorithm 1: The positioning of CODP and PDP and the semi-finished product inventory allocation process in Postponement |
| 1: function PSO(m): 2: for Every particle do: 3: Initialization speed 4: Initialization location 5: Optimal solution for the population ← Optimal objective function value in all particles 6: end for 7: while Number of iterations unachieved m: 8: for Every particle do: 9: for Every dimension i do: 10: Speed update: vi ← ω · vi + c1 · (pbesti − xi) + c2 · (gbesti − xi) 11: Location update: 12: Calculate the objective function value of the particle with x in the objective function 13: end for 14: Update of optimal solution for the population 15: end while 16: end function 17: function The positioning of CODP and corresponding semi-finished product inventory allocation, the positioning of PDP and corresponding semi-finished product inventory allocation: 18: for Every product category do: 19: x ← (The location of CODP of the first product, the semi-finished product inventory corresponding to CODP of the first product..., the location of CODP of n product, the semi-finished product inventory corresponding to CODP of n product, the location of PDP, total customer order quantity --allocated inventory) 20: x ← PSO 21: The location of PDP in this category and the corresponding semi-finished product inventory, the location of CODP in this category and the corresponding semi-finished product inventory ← x 22: end for 23: end function 24: function Surplus allocation: 25: Unallocated production capacity ← Overall capacity—Total demand for customer orders 26: while There is still unallocated production capacity: 27: for Every location of PDP with available storage do: 28: Unit gain ← Unit objective function gain/maximum storage capacity resulting from maximum storage capacity at this location 29: end for 30: The location of PDP corresponding to the minimum objective function gain per unit continues to allocate inventory 31: Unallocated production capacity ← Unallocated production capacity—Capacity allocated on the selected location of PDP 32: end function 33: main 34: Unallocated inventory ← Initial capacity 35: Order inventory allocation 36: Unallocated inventory ← Initial capacity—Total order quantity 37: Surplus allocation 38: end procedure |
- (2)
- Comparison of Heuristic Algorithm and Exact Algorithm
4.2. The Solution and Description of Large-Scale Examples
5. Discussions
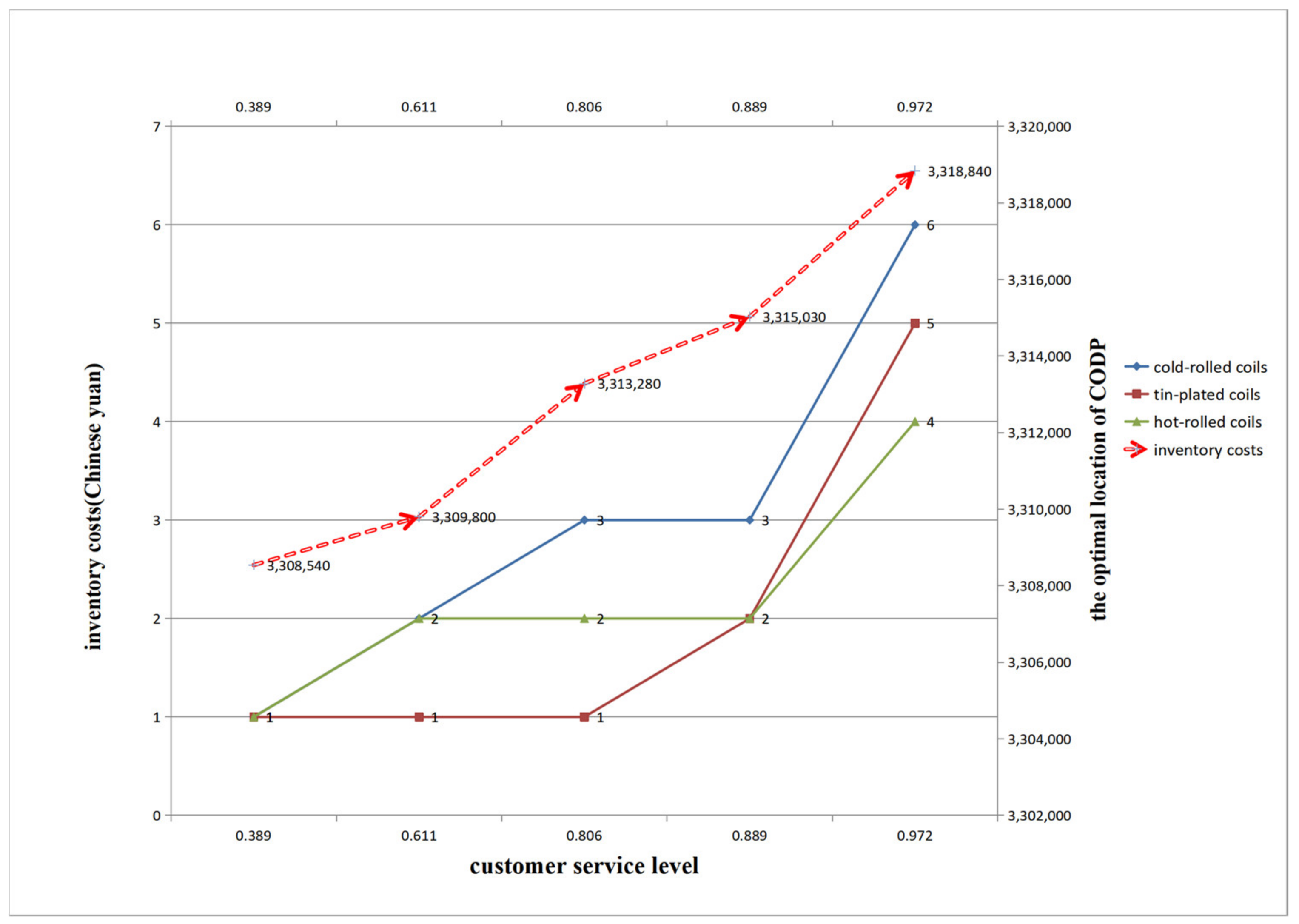
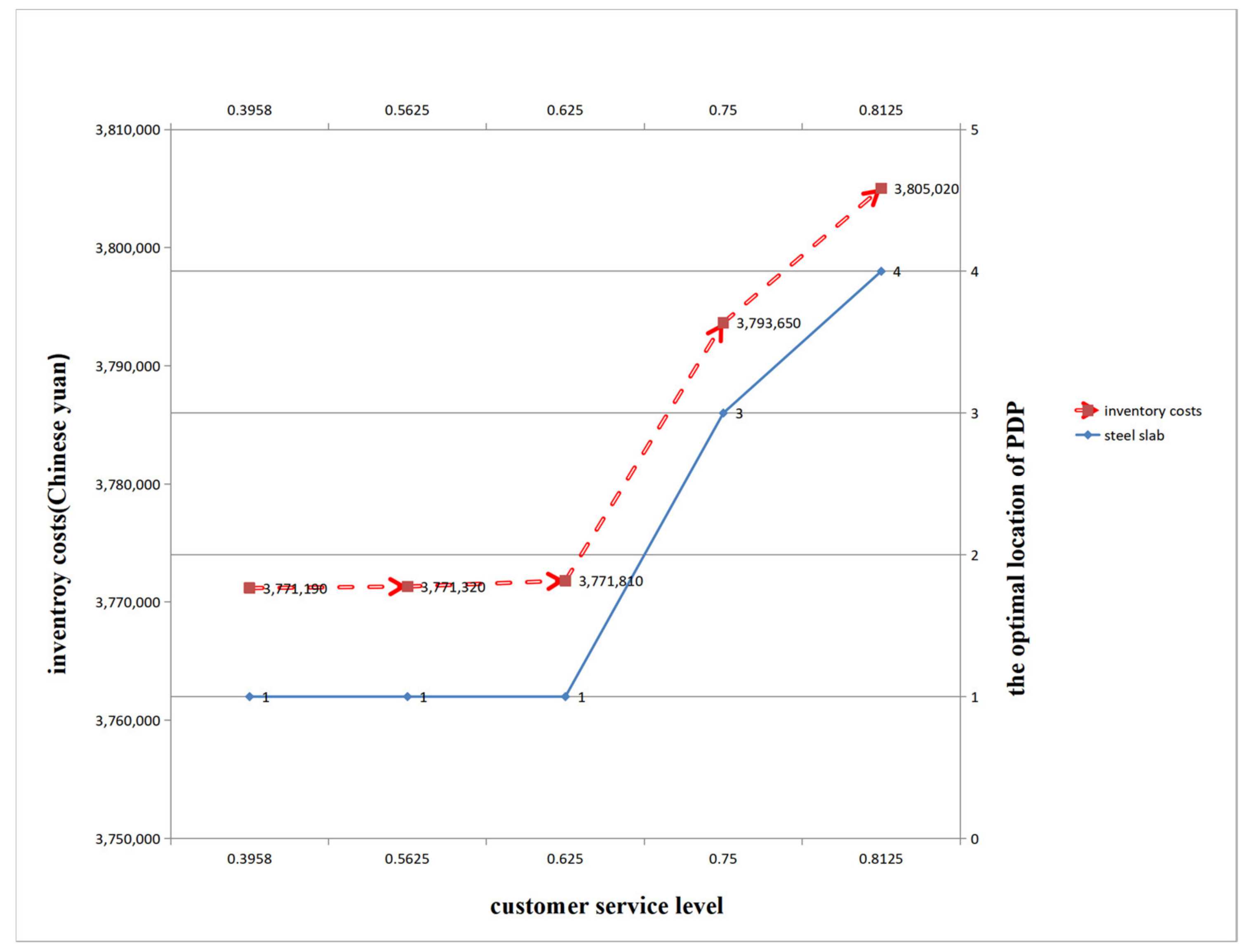
5.1. The Influence of Customer Service Level
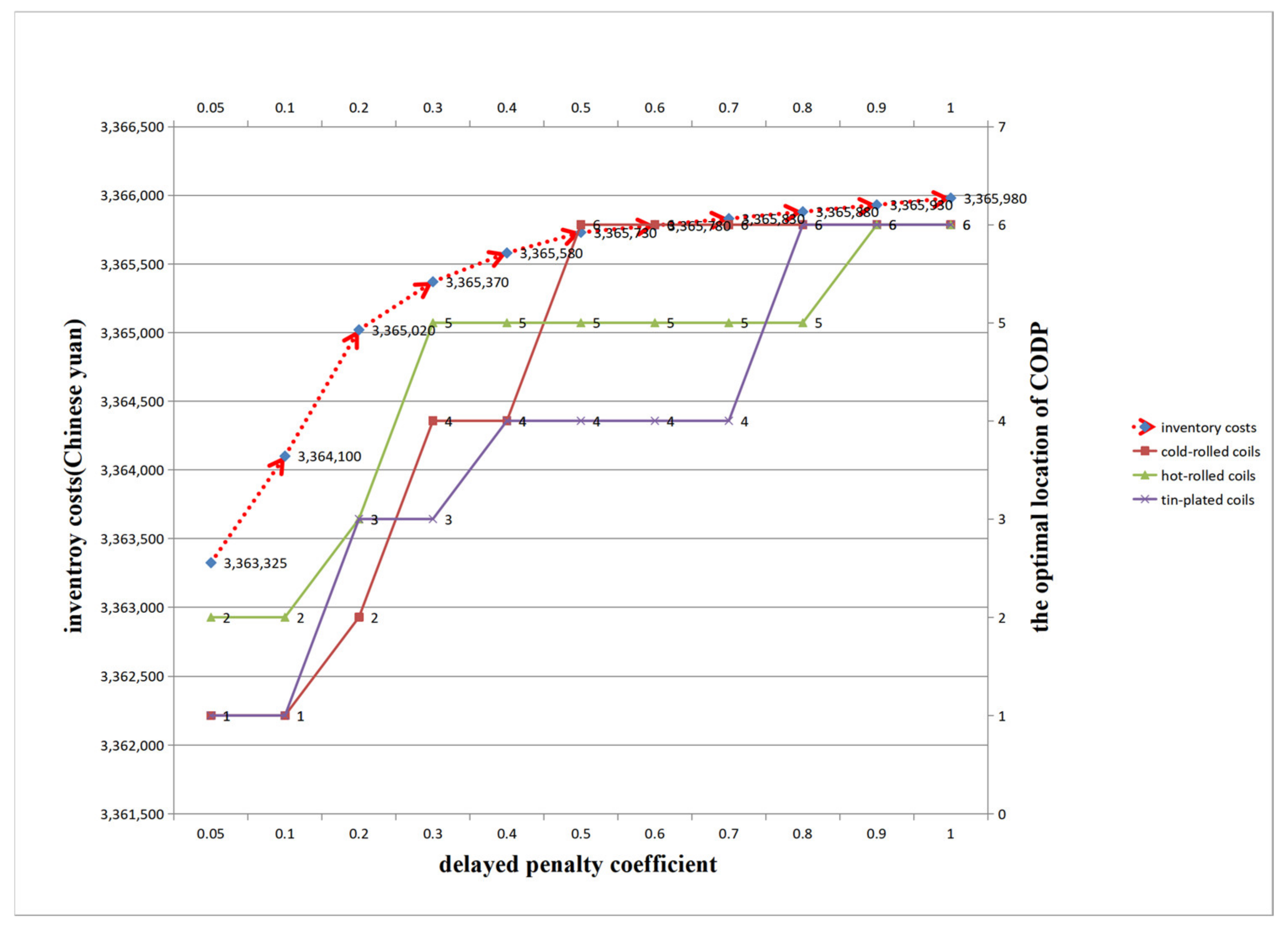
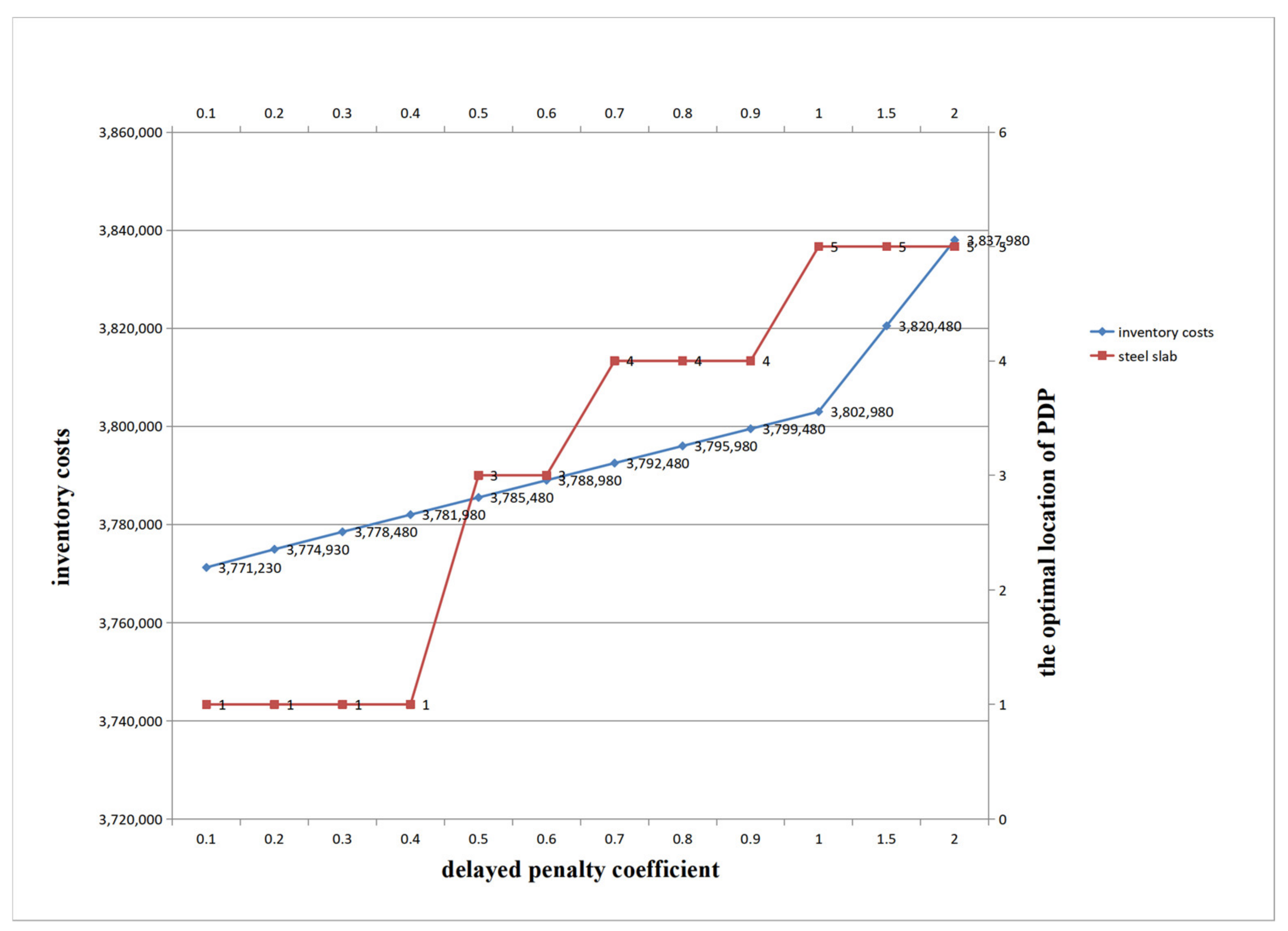
5.2. Influence of Delayed Penalty Coefficient
5.3. Integrated Influence of Return Costs per Unit, Holding Costs per Unit and Delayed Penalty Coefficient
5.4. Analysis of Optimal Semi-Finished Product Inventory
- (1)
- Optimal dedicated semi-finished product inventory corresponding to CODP
- (2)
- Optimal general semi-finished product inventory corresponding to PDP
6. Conclusions
- (1)
- The optimal locations of CODP and PDP will move to the end of production with the improvement of customer service level, but not necessarily to the rightmost. The total costs also increase with the improvement of customer service level. In addition, the optimal location of PDP changes more slowly than that of CODP.
- (2)
- With the increase in the delayed penalty coefficient, the total costs continue to increase, and the locations of CODP and PDP gradually move to the end of production and finally to the far right.
- (3)
- When the return costs per unit, holding costs per unit, and delayed penalty coefficient change at the same time, the three influencing factors can be converted into the total costs per unit, the size of which affects the change of the optimal locations of CODP and PDP.
- (4)
- The size of the inventory capacity of dedicated semi-finished products corresponding to CODP directly affects whether the semi-finished product inventory corresponding to PDP participates in production, which in turn affects the optimal semi-finished product inventory at all levels.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Product Categories | PDP Candidate Location 1 | PDP Candidate Location 2 | PDP Candidate Location 3 | PDP Candidate Location 4 | PDP Candidate Location 5 | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| First product category | Holding cost coefficient per unit | 1.80 | Holding cost coefficient per unit | 1.89 | Holding cost coefficient per unit | 1.98 | Holding cost coefficient per unit | 2.07 | Holding cost coefficient per unit | 2.16 |
| Return cost per unit | 67.00 | Return cost per unit | 65.50 | Return cost per unit | 64.00 | Return cost per unit | 62.50 | Return cost per unit | 61.00 | |
| Time needed to produce the first kind of products in this category | 25.00 | Time needed to produce the first kind of products in this category | 23.50 | Time needed to produce the first kind of products in this category | 22.00 | Time needed to produce the first kind of products in this category | 20.50 | Time needed to produce the first kind of products in this category | 19.00 | |
| Time needed to produce the second kind of products in this category | 23.00 | Time needed to produce the second kind of products in this category | 21.50 | Time needed to produce the second kind of products in this category | 20.00 | Time needed to produce the second kind of products in this category | 18.50 | Time needed to produce the second kind of products in this category | 17.00 | |
| Time needed to produce the third kind of products in this category | 21.00 | Time needed to produce the third kind of products in this category | 19.50 | Time needed to produce the third kind of products in this category | 18.00 | Time needed to produce the third kind of products in this category | 16.50 | Time needed to produce the third kind of products in this category | 15.00 | |
| Second product category | Holding cost coefficient per unit | 1.37 | Holding cost coefficient per unit | 1.44 | Holding cost coefficient per unit | 1.51 | Holding cost coefficient per unit | 1.58 | Holding cost coefficient per unit | 1.65 |
| Return cost per unit | 62.00 | Return cost per unit | 60.60 | Return cost per unit | 59.20 | Return cost per unit | 57.80 | Return cost per unit | 56.40 | |
| Time needed to produce the first kind of products in this category | 23.00 | Time needed to produce the first kind of products in this category | 21.00 | Time needed to produce the first kind of products in this category | 19.00 | Time needed to produce the first kind of products in this category | 17.00 | Time needed to produce the first kind of products in this category | 15.00 | |
| Time needed to produce the second kind of products in this category | 21.00 | Time needed to produce the second kind of products in this category | 19.00 | Time needed to produce the second kind of products in this category | 17.00 | Time needed to produce the second kind of products in this category | 15.00 | Time needed to produce the second kind of products in this category | 13.00 | |
| Time needed to produce the third kind of products in this category | 19.00 | Time needed to produce the third kind of products in this category | 17.00 | Time needed to produce the third kind of products in this category | 15.00 | Time needed to produce the third kind of products in this category | 13.00 | Time needed to produce the third kind of products in this category | 11.00 | |
| Third product category | Holding cost coefficient per unit | 1.22 | Holding cost coefficient per unit | 1.28 | Holding cost coefficient per unit | 1.34 | Holding cost coefficient per unit | 1.40 | Holding cost coefficient per unit | 1.46 |
| Return cost per unit | 68.00 | Return cost per unit | 66.50 | Return cost per unit | 65.00 | Return cost per unit | 63.50 | Return cost per unit | 62.00 | |
| Time needed to produce the first kind of products in this category | 21.00 | Time needed to produce the first kind of products in this category | 18.50 | Time needed to produce the first kind of products in this category | 16.00 | Time needed to produce the first kind of products in this category | 13.50 | Time needed to produce the first kind of products in this category | 11.00 | |
| Time needed to produce the second kind of products in this category | 19.00 | Time needed to produce the second kind of products in this category | 16.50 | Time needed to produce the second kind of products in this category | 14.00 | Time needed to produce the second kind of products in this category | 11.50 | Time needed to produce the second kind of products in this category | 9.00 | |
| Time needed to produce the third kind of products in this category | 18.00 | Time needed to produce the third kind of products in this category | 15.50 | Time needed to produce the third kind of products in this category | 13.00 | Time needed to produce the third kind of products in this category | 10.50 | Time needed to produce the third kind of products in this category | 8.00 | |
| Product Types | CODP Candidate Location 1 | CODP Candidate Location 2 | CODP Candidate Location 3 | CODP Candidate Location 4 | CODP Candidate Location 5 | CODP Candidate Location 6 | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| First kind of products in the first product category | Holding cost coefficient per unit | 2.50 | Holding cost coefficient per unit | 2.55 | Holding cost coefficient per unit | 2.60 | Holding cost coefficient per unit | 2.65 | Holding cost coefficient per unit | 2.70 | Holding cost coefficient per unit | 2.75 |
| Return cost per unit | 40.00 | Return cost per unit | 39.50 | Return cost per unit | 39.00 | Return cost per unit | 38.50 | Return cost per unit | 38.00 | Return cost per unit | 37.50 | |
| Time needed to produce this product | 16.00 | Time needed to produce this product | 14.00 | Time needed to produce this product | 12.00 | Time needed to produce this product | 10.00 | Time needed to produce this product | 8.00 | Time needed to produce this product | 6.00 | |
| Second kind of products in the first product category | Holding cost coefficient per unit | 2.40 | Holding cost coefficient per unit | 2.44 | Holding cost coefficient per unit | 2.48 | Holding cost coefficient per unit | 2.52 | Holding cost coefficient per unit | 2.56 | Holding cost coefficient per unit | 2.60 |
| Return cost per unit | 38.00 | Return cost per unit | 37.60 | Return cost per unit | 37.20 | Return cost per unit | 36.80 | Return cost per unit | 36.40 | Return cost per unit | 36.00 | |
| Time needed to produce this product | 14.00 | Time needed to produce this product | 12.00 | Time needed to produce this product | 10.00 | Time needed to produce this product | 8.00 | Time needed to produce this product | 6.00 | Time needed to produce this product | 4.00 | |
| Third kind of products in the first product category | Holding cost coefficient per unit | 2.30 | Holding cost coefficient per unit | 2.33 | Holding cost coefficient per unit | 2.36 | Holding cost coefficient per unit | 2.39 | Holding cost coefficient per unit | 2.42 | Holding cost coefficient per unit | 2.45 |
| Return cost per unit | 36.00 | Return cost per unit | 35.70 | Return cost per unit | 35.40 | Return cost per unit | 35.10 | Return cost per unit | 34.80 | Return cost per unit | 34.50 | |
| Time needed to produce this product | 12.00 | Time needed to produce this product | 10.00 | Time needed to produce this product | 8.00 | Time needed to produce this product | 6.00 | Time needed to produce this product | 4.00 | Time needed to produce this product | 2.00 | |
| First kind of products in the second product category | Holding cost coefficient per unit | 2.10 | Holding cost coefficient per unit | 2.14 | Holding cost coefficient per unit | 2.18 | Holding cost coefficient per unit | 2.22 | Holding cost coefficient per unit | 2.26 | Holding cost coefficient per unit | 2.30 |
| Return cost per unit | 38.00 | Return cost per unit | 37.50 | Return cost per unit | 37.00 | Return cost per unit | 36.50 | Return cost per unit | 36.00 | Return cost per unit | 35.50 | |
| Time needed to produce this product | 13.00 | Time needed to produce this product | 11.00 | Time needed to produce this product | 9.00 | Time needed to produce this product | 7.00 | Time needed to produce this product | 5.00 | Time needed to produce this product | 3.00 | |
| Second kind of products in the second product category | Holding cost coefficient per unit | 2.00 | Holding cost coefficient per unit | 2.03 | Holding cost coefficient per unit | 2.06 | Holding cost coefficient per unit | 2.09 | Holding cost coefficient per unit | 2.12 | Holding cost coefficient per unit | 2.15 |
| Return cost per unit | 36.00 | Return cost per unit | 35.60 | Return cost per unit | 35.20 | Return cost per unit | 34.80 | Return cost per unit | 34.40 | Return cost per unit | 34.00 | |
| Time needed to produce this product | 11.00 | Time needed to produce this product | 10.00 | Time needed to produce this product | 9.00 | Time needed to produce this product | 8.00 | Time needed to produce this product | 7.00 | Time needed to produce this product | 6.00 | |
| Third kind of products in the second product category | Holding cost coefficient per unit | 1.90 | Holding cost coefficient per unit | 1.90 | Holding cost coefficient per unit | 1.90 | Holding cost coefficient per unit | 1.90 | Holding cost coefficient per unit | 1.90 | Holding cost coefficient per unit | 1.90 |
| Return cost per unit | 34.00 | Return cost per unit | 34.00 | Return cost per unit | 34.00 | Return cost per unit | 34.00 | Return cost per unit | 34.00 | Return cost per unit | 34.00 | |
| Time needed to produce this product | 9.00 | Time needed to produce this product | 9.00 | Time needed to produce this product | 9.00 | Time needed to produce this product | 9.00 | Time needed to produce this product | 9.00 | Time needed to produce this product | 9.00 | |
| First kind of products in the third product category | Holding cost coefficient per unit | 1.74 | Holding cost coefficient per unit | 1.77 | Holding cost coefficient per unit | 1.80 | Holding cost coefficient per unit | 1.83 | Holding cost coefficient per unit | 1.86 | Holding cost coefficient per unit | 1.89 |
| Return cost per unit | 36.00 | Return cost per unit | 35.50 | Return cost per unit | 35.00 | Return cost per unit | 34.50 | Return cost per unit | 34.00 | Return cost per unit | 33.50 | |
| Time needed to produce this product | 9.00 | Time needed to produce this product | 8.00 | Time needed to produce this product | 7.00 | Time needed to produce this product | 6.00 | Time needed to produce this product | 5.00 | Time needed to produce this product | 4.00 | |
| Second kind of products in the third product category | Holding cost coefficient per unit | 1.64 | Holding cost coefficient per unit | 1.66 | Holding cost coefficient per unit | 1.68 | Holding cost coefficient per unit | 1.70 | Holding cost coefficient per unit | 1.72 | Holding cost coefficient per unit | 1.74 |
| Return cost per unit | 34.00 | Return cost per unit | 33.60 | Return cost per unit | 33.20 | Return cost per unit | 32.80 | Return cost per unit | 32.40 | Return cost per unit | 32.00 | |
| Time needed to produce this product | 7.00 | Time needed to produce this product | 6.00 | Time needed to produce this product | 5.00 | Time needed to produce this product | 4.00 | Time needed to produce this product | 3.00 | Time needed to produce this product | 2.00 | |
| Third kind of products in the third product category | Holding cost coefficient per unit | 1.54 | Holding cost coefficient per unit | 1.55 | Holding cost coefficient per unit | 1.56 | Holding cost coefficient per unit | 1.57 | Holding cost coefficient per unit | 1.58 | Holding cost coefficient per unit | 1.59 |
| Return cost per unit | 32.00 | Return cost per unit | 31.70 | Return cost per unit | 31.40 | Return cost per unit | 31.10 | Return cost per unit | 30.80 | Return cost per unit | 30.50 | |
| Time needed to produce this product | 6.00 | Time needed to produce this product | 5.00 | Time needed to produce this product | 4.00 | Time needed to produce this product | 3.00 | Time needed to produce this product | 2.00 | Time needed to produce this product | 1.00 | |
| Product Orders | Customer Order Number | Customer Order Quantity | Customer Order Start Production Time | Final Delivery Date | Order Delayed Penalty Coefficient |
|---|---|---|---|---|---|
| First product order in the first product category | 1 | 1000 | 1 | 10 | 0.1 |
| 2 | 1000 | 1 | 10 | 0.1 | |
| 3 | 1000 | 5 | 20 | 0.1 | |
| 4 | 1000 | 10 | 27 | 0.1 | |
| Second product order in the first product category | 1 | 1000 | 11 | 15 | 0.1 |
| 2 | 1000 | 11 | 15 | 0.1 | |
| 3 | 1000 | 20 | 25 | 0.1 | |
| 4 | 1000 | 25 | 30 | 0.1 | |
| Third product order in the first product category | 1 | 1000 | 5 | 15 | 0.1 |
| 2 | 1000 | 10 | 20 | 0.1 | |
| 3 | 1000 | 15 | 25 | 0.1 | |
| 4 | 1000 | 19 | 30 | 0.1 | |
| First product order in the second product category | 1 | 1000 | 1 | 10 | 0.08 |
| 2 | 1000 | 7 | 15 | 0.08 | |
| 3 | 1000 | 7 | 15 | 0.08 | |
| 4 | 1000 | 15 | 28 | 0.08 | |
| Second product order in the second product category | 1 | 1000 | 5 | 10 | 0.08 |
| 2 | 1000 | 7 | 15 | 0.08 | |
| 3 | 1000 | 10 | 20 | 0.08 | |
| 4 | 1000 | 15 | 25 | 0.08 | |
| Third product order in the second product category | 1 | 1000 | 5 | 10 | 0.08 |
| 2 | 1000 | 10 | 15 | 0.08 | |
| 3 | 1000 | 17 | 25 | 0.08 | |
| 4 | 1000 | 22 | 30 | 0.08 | |
| First product order in the third product category | 1 | 1000 | 5 | 10 | 0.06 |
| 2 | 1000 | 5 | 15 | 0.06 | |
| 3 | 1000 | 5 | 15 | 0.06 | |
| 4 | 1000 | 7 | 25 | 0.06 | |
| Second product order in the third product category | 1 | 1000 | 7 | 15 | 0.06 |
| 2 | 1000 | 7 | 15 | 0.06 | |
| 3 | 1000 | 10 | 20 | 0.06 | |
| 4 | 1000 | 15 | 30 | 0.06 | |
| Third product order in the third product category | 1 | 1000 | 10 | 15 | 0.06 |
| 2 | 1000 | 15 | 25 | 0.06 | |
| 3 | 1000 | 15 | 25 | 0.06 | |
| 4 | 1000 | 15 | 30 | 0.06 |
References
- Ono, A.; Kubo, T. What determines firms’ intention to postpone product differentiation? J. Mark. Channels 2018, 25, 198–210. [Google Scholar] [CrossRef]
- Xu, D.; Liu, E.; Duan, W.; Yang, K. Consumption-Driven Carbon Emission Reduction Path and Simulation Research in Steel Industry: A Case Study of China. Sustainability 2022, 14, 13693. [Google Scholar] [CrossRef]
- Fransoo, J.C.; Rutten, W.G.M.M. A typology of production control situations in process industries. Int. J. Oper. Prod. Manag. 1994, 14, 47–57. [Google Scholar] [CrossRef] [Green Version]
- Denton, B.; Gupta, D.; Jawahir, K. Managing increasing product variety at integrated steel mills. Interfaces 2003, 33, 41–53. [Google Scholar] [CrossRef]
- Rocha, F.; Silva, E.; Lopes, Â.; Dias, L.; Pereira, G.; Fernandes, N.O.; Carmo-Silva, S. Materials Flow Control in Hybrid Make-to-Stock/Make-to-Order Manufacturing. In International Conference on Computational Logistics; Springer: Cham, Switzerland, 2015; pp. 559–568. [Google Scholar]
- Fernandes, N.; Silva, C.; Carmo-Silva, S. Order release in a hybrid MTO-MTS two-stage production system. In Proceedings of the Pre-prints of the 18th International Working Seminar on Production Economics, Innsbruck, Austria, 24–28 February 2014. [Google Scholar]
- Liu, Q.Q. A Case Study of Hybrid MTS-MTO Production System in Age. Ph.D. Thesis, Beijing University of Technology, Beijing, China, 2016. [Google Scholar]
- Rossit, D.A.; Tohmé, F.; Frutos, M. Production planning and scheduling in Cyber-Physical Production Systems: A review. Int. J. Comput. Integr. Manuf. 2019, 32, 385–395. [Google Scholar] [CrossRef]
- Cannas, V.G.; Pero, M.; Rossi, T.; Gosling, J. Integrate Customer Order Decoupling Point and Mass Customisation Concepts: A Literature Review. In Customization 4.0. Springer Proceedings in Business and Economics; Springer: Cham, Switzerland, 2018. [Google Scholar]
- Fries, C.; Bauernhansl, T.; Planning, C. Customer-Induced Planning Deviations within Order Management. Procedia Comput. Sci. 2022, 200, 71–82. [Google Scholar] [CrossRef]
- Cantini, A.; Peron, M.; De Carlo, F.; Sgarbossa, F. A decision support system for configuring spare parts supply chains considering different manufacturing technologies. Int. J. Prod. Res. 2022, 1–21. [Google Scholar] [CrossRef]
- Guo, L.; Chen, S.; Allen, J.K.; Mistree, F. A Framework for Designing the Customer-Order Decoupling Point to Facilitate Mass Customization. J. Mech. Des. 2021, 143, 022002. [Google Scholar] [CrossRef]
- Ferreira, K.A.; Flávio, L.A.; Rodrigues, L.F. Postponement: Bibliometric analysis and systematic review of the literature. Int. J. Logist. Syst. Manag. 2018, 30, 69–94. [Google Scholar] [CrossRef]
- Wikner, J.; Noroozi, S. A modularised typology for flow design based on decoupling points -a holistic view on process industries and discrete manufacturing industries. Prod. Plan. Control. 2016, 27, 1344–1355. [Google Scholar] [CrossRef]
- Buergin, J.; Belkadi, F.; Hupays, C.; Gupta, R.K.; Bitte, F.; Lanza, G.; Bernard, A. A modular-based approach for Just-In-Time Specification of customer orders in the aircraft manufacturing industry. CIRP J. Manuf. Sci. Technol. 2018, 21, 61–74. [Google Scholar] [CrossRef]
- Giesberts, P.M.J.; Van Der Tang, L. Dynamics of the customer order decoupling point: Impact on information systems for production control. Prod. Plan. Control. Manag. Oper. 1992, 3, 300–313. [Google Scholar] [CrossRef] [Green Version]
- Daaboul, J.; da Cunha, C.; le Duigou, J.; Novak, B.; Bernard, A. Differentiation and customer decoupling points: An integrated design approach for mass customization. Concurr. Eng. 2015, 23, 284–295. [Google Scholar] [CrossRef]
- Immawan, T.; Arkeman, Y. Sustainable supply chain management for Make To Stock-Make To Order production typology case study: Batik industry in Solo Indonesia. Supply Chain. Manag. 2015, 7, 94–106. [Google Scholar]
- Ji, J.H.; Qi, L.L.; Gu, Q.L. Study on CODP position of process industry implemented mass customization. Syst. Eng.-Theory Pract. 2007, 27, 151–157. [Google Scholar] [CrossRef]
- Zandieh, M.; Motallebi, S. Determination of production planning policies for different products in process industries: Using discrete event simulation. Prod. Eng. 2018, 12, 737–746. [Google Scholar] [CrossRef]
- Kitayama, S.; Yasuda, K. A method for mixed integer programming problems by particle swarm optimization. Electr. Eng. Jpn. 2006, 152, 813–820. [Google Scholar]
- Şahin, M.; Kellegöz, T. A new mixed-integer linear programming formulation and particle swarm optimization based hybrid heuristic for the problem of resource investment and balancing of the assembly line with multi-manned workstations. Comput. Ind. Eng. 2019, 133, 107–120. [Google Scholar] [CrossRef]
- Ramón-Lumbierres, D.; Cervera, F.J.H.; Minguella-Canela, J.; Muguruza-Blanco, A. Optimal postponement in supply chain network design under uncertainty: An application for additive manufacturing. Int. J. Prod. Res. 2021, 59, 5198–5215. [Google Scholar] [CrossRef]
- Wang, Y.; Chen, Y. Multi-CODP adjustment model and algorithm driven by customer requirements in dynamic environments. Clust. Comput. 2016, 19, 2119–2131. [Google Scholar] [CrossRef]
- Qian, H. Research on Customer Order Decoupling Point Based on Adjustable Machining Operations. Master’s Thesis, Hefei University of Technology, Hefei, China, 2016. [Google Scholar]
- Man, X.L. Research on Relationship between Competitive Priorities and Manufacturing Objectives under Different Production Modes Based on CODP. Ph.D. Thesis, Harbin Institute of Technology, Harbin, China, 2011. [Google Scholar]
- Jeong, I.J. A dynamic model for the optimization of decoupling point and production planning in a supply chain. Int. J. Prod. Econ. 2011, 131, 561–567. [Google Scholar] [CrossRef]
- Sun, X.Y.; Ji, P.; Sun, L.Y.; Wang, Y.L. Positioning multiple decoupling points in a supply network. Int. J. Prod. Econ. 2008, 113, 943–956. [Google Scholar] [CrossRef]
- Rafiei, H.; Rabbani, M. An MADM Framework toward Hierarchical Production Planning in Hybrid MTS/MTO Environments. World Acad. Sci. Eng. Technol. 2009, 3, 462–466. [Google Scholar]
- Vanteddu, G.; Chinnam, R.B. Supply chain focus dependent sensitivity of the point of product differentiation. Int. J. Prod. Res. 2014, 52, 4984–5001. [Google Scholar] [CrossRef]
- AlGeddawy, T.; El Maraghy, H. Design of single assembly line for the delayed differentiation of product variants. Flex. Serv. Manuf. J. 2010, 22, 163–182. [Google Scholar] [CrossRef]
- Hsu, H.M.; Wang, W.P. Dynamic programming for delayed product differentiation. Eur. J. Oper. Res. 2004, 156, 183–193. [Google Scholar] [CrossRef]
- Garg, A.; Tang, C.S. On postponement strategies for product families with multiple points of differentiation. IIE Trans. 1997, 29, 641–650. [Google Scholar] [CrossRef]
- Lee, H.L.; Tang, C.S. Modelling the costs and benefits of delayed product differentiation. Manag. Sci. 1997, 43, 40–53. [Google Scholar] [CrossRef]
- Jewkes, E.M.; Alfa, A.S. A queueing model of delayed product differentiation. Eur. J. Oper. Res. 2009, 199, 734–743. [Google Scholar] [CrossRef]
- Renna, P. Production control policies for a multistage serial system under MTO-MTS production environment. Int. J. Adv. Manuf. Technol. 2016, 83, 449–459. [Google Scholar] [CrossRef]
- Van Donk, D.P. Make to stock or make to order: The decoupling point in the food processing industries. Int. J. Prod. Econ. 2001, 69, 297–306. [Google Scholar] [CrossRef]
- Sharda, B.; Akiya, N. Selecting make-to-stock and postponement policies for different products in a chemical plant: A case study using discrete event simulation. Int. J. Prod. Econ. 2012, 136, 161–171. [Google Scholar] [CrossRef]
- Fukuyama, Y.; Yoshida, H. A particle swarm optimization for reactive power and voltage control in electric power systems. In Proceedings of the 2001 Congress on Evolutionary Computation (IEEE Cat. No. 01TH8546), Seoul, Korea, 27–30 May 2001; pp. 87–93. [Google Scholar]
- Dos Santos Coelho, L. An efficient particle swarm approach for mixed-integer programming in reliability–redundancy optimization applications. Reliab. Eng. Syst. Saf. 2009, 94, 830–837. [Google Scholar] [CrossRef]
- Li, H.R.; Gao, Y.L. Improved particle swarm optimization algorithm for mixed integer nonlinear programming problems. In Key Engineering Materials; Trans Tech Publications Ltd.: Bäch, Switzerland, 2001; Volume 467, pp. 359–364. [Google Scholar] [CrossRef]
- Tan, Y.; Tan, G.; Deng, S. Hybrid particle swarm optimization with chaotic search for solving integer and mixed integer programming problems. J. Cent. South Univ. 2014, 21, 2731–2742. [Google Scholar] [CrossRef]
- Chanthasuwannasin, M.; Kottititum, B.; Srinophakun, T. A mixed coding scheme of a particle swarm optimization and a hybrid genetic algorithm with sequential quadratic programming for mixed integer nonlinear programming in common chemical engineering practice. Chem. Eng. Commun. 2017, 204, 840–851. [Google Scholar] [CrossRef]
- Sheikhpour, S.; Mahani, A. Particle swarm optimization with intelligent mutation for nonlinear mixed-integer reliability-redundancy allocation. Int. J. Comput. Intell. Appl. 2017, 16, 1750003. [Google Scholar] [CrossRef]
- Sun, Y.; Gao, Y. An efficient modified particle swarm optimization algorithm for solving mixed-integer nonlinear programming problems. Int. J. Comput. Intell. Syst. 2019, 12, 530–543. [Google Scholar] [CrossRef] [Green Version]
- Sukpancharoen, S.; Srinophakun, T.R.; Hirunlabh, J. The application of a mixed coding approach to address mixed integer linear and non-linear programming problems using Particle Swarm Optimization (PSO) with an Artificial Bee Colony (ABC) Algorithm. In Proceedings of the 2nd International Conference on Intelligent Systems, Metaheuristics & Swarm Intelligence, Phuket, Thailand, 24–25 March 2018. [Google Scholar]
- Zhang, T.; Zheng, Q.P.; Fang, Y.; Zhang, Y. Multi-level inventory matching and order planning under the hybrid Make-To-Order/Make-To-Stock production environment for steel plants via Particle Swarm Optimization. Comput. Ind. Eng. 2015, 87, 238–249. [Google Scholar] [CrossRef]
- Ghalehkhondabi, I.; Sormaz, D.; Weckman, G. Multiple customer order decoupling points within a hybrid MTS/MTO manufacturing supply chain with uncertain demands in two consecutive echelons. Opsearch 2016, 53, 976–997. [Google Scholar] [CrossRef]
- James, C.D.; Mondal, S. Optimization of decoupling point position using metaheuristic evolutionary algorithms for smart mass customization manufacturing. Neural Comput. Appl. 2021, 33, 11125–11155. [Google Scholar] [CrossRef] [PubMed]





| CODP | PDP | Inventory Management | CODP and Inventory Management | CODP and PDP | Others | |
|---|---|---|---|---|---|---|
| Supply Chain Management | 11 | 1 | 1 | 4 | 0 | 4 |
| Discrete Manufacturing Enterprises | 11 | 3 | 0 | 3 | 1 | 5 |
| Continuous Manufacturing Enterprises | 3 | 0 | 0 | 1 | 0 | 2 |
| Total | 25 | 4 | 1 | 8 | 1 | 11 |
| Model Parameter Settings | Number of Variables | The Average Difference between the Results Calculated by the Two Algorithms | Average Computation Time with Exact Algorithm | Average Computation Time Using Particle Swarm Heuristics |
|---|---|---|---|---|
| One product category, each product category has 2 PDP candidate locations. Each product category consists of 2 kinds of products, and each kind of product has 2 CODP candidate locations | 12 | 0.0223% | 1.1 min | 8 s |
| One product category, each product category has 2 PDP candidate locations. Each product category consists of 2 kinds of products, and each kind of product has 3 CODP candidate locations | 16 | 0.1391% | 1.4 min | 10 s |
| One product category, each product category has 3 PDP candidate locations. Each product category consists of 2 kinds of product, and each kind of product has 4 CODP candidate locations | 22 | 0.4667% | 3.6 min | 11 s |
| One product category, each product category has 3 PDP candidate locations. Each product category consists of 2 kinds of product, and each kind of product has 5 CODP candidate locations | 26 | 0.4179% | 8 min | 12 s |
| One product category, each product category has 3 PDP candidate locations. Each product category consists of 3 kinds of product, and each kind of product has 5 CODP candidate locations | 36 | 0.6358% | 3.5 h | 20 s |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shi, Z.; Li, Y.; Bohács, G.; Zhou, Q. A Study on Optimal Location Selection and Semi-Finished Product Inventory Allocation in the Steel Industry. Sustainability 2022, 14, 15279. https://doi.org/10.3390/su142215279
Shi Z, Li Y, Bohács G, Zhou Q. A Study on Optimal Location Selection and Semi-Finished Product Inventory Allocation in the Steel Industry. Sustainability. 2022; 14(22):15279. https://doi.org/10.3390/su142215279
Chicago/Turabian StyleShi, Zhiming, Yisong Li, Gábor Bohács, and Qiang Zhou. 2022. "A Study on Optimal Location Selection and Semi-Finished Product Inventory Allocation in the Steel Industry" Sustainability 14, no. 22: 15279. https://doi.org/10.3390/su142215279