1. Introduction
Five aspects are considered fundamental for the development of sustainable asphalt mixes: (i) increased durability, (ii) increased moisture damage resistance, (iii) increased cracking resistance at low temperatures, (iv) reduction in the use of asphalt binders and virgin materials, and (v) reduced energy demand and greenhouse gas (GHG) emissions [
1,
2,
3,
4]. Techniques that have been developed have focused on: (i) reducing the mix temperature and (ii) accentuating the asphalt’s binder foaming process to improve the aggregate coating using additives. To reduce the use of virgin materials, the use of recycled asphalt pavement (RAP) is the main suggestion. On the other hand, to improve the mechanical resistance of hot asphalt mixes (HMAs) and extend their durability, the addition of various types of fibers (e.g., polyester, aramid) [
5,
6] or the use of stone mastic asphalt (SMA) mixes that have special characteristics in their mineral structure (where additives are added to allow them to retain the asphalt binder in their interior) have been tested.
In their quantification of environmental loads of hot mix asphalts (HMAs), Mazumder et al. (2016) demonstrated that the manufacturing stage of the mix is what is mainly responsible for human toxicity (97% in water and 72% in air), exceeding the other stages (extraction of raw materials, transport, and use) by more than threefold [
7]. This indicates that in terms of reducing environmental loads that affect human toxicity, it is essential to reduce the impacts in the manufacturing stage of asphalt mixes.
With respect to the manufacturing stage of asphalt mixes, Saedi and Seref (2020) determined that the addition of fiber-reinforced polymer (FRP) or Viatop Premium in SMA mixes reduces sensitivity to high temperatures and the tendency to crack while also increasing the load distribution capacity and fatigue life [
8]. Similar results have been reported in the work by Eskandarsefat et al. (2019), who added rubber with asphalt cements modified with polymers or modified composite fibers to SMA mixes (with and without RAP) [
9]. However, an improvement in the mechanical behavior of asphalt mixes does not result in reduced environmental loads. Wang et al. (2018) added polymers to asphalt mixes and reported that they improved the mechanical performance of the pavements at high temperatures but that they were also associated with high energy consumption and GHG emissions [
10]. From this, it is concluded that in addition to the usual mechanical performance assessments, it is necessary to quantify the environmental loads when adding fibers to the asphalt mixes. This is especially relevant if the mix production is being addressed from the sustainability perspective.
Xin et al. (2019), using a bending test at low temperatures and an analysis of the strain energy density due to bending, demonstrated that the use of a modifier of shredded rubber and polymer fibers improves cracking resistance (2018) [
11]. Sofi (2018) has shown that the use of shredded rubber, extracted from scrap tires, improves flexural strength in other types of mixes for infrastructure and also contributes to solving the global ecological problem of how to eliminate end-of-life tires (ELTs) [
12].
Tires are composed of rubber, metallic fibers, and textile fibers. In most studies in which scrap tires are reused, the reuse is reported to be mainly of the rubber and metallic fibers. Reuse of the textile fibers has scarcely been reported. Additionally, most of the studies in which fibers or rubber are used are mainly focused on the mechanical improvements offered by the use of fibers in asphalt mixtures [
13,
14,
15]. However, it is necessary to determine if the advantages in terms of mechanical resistance outweigh the disadvantages in environmental terms of having to produce a new additive [
16]. In this sense, this study proposes to approach this niche, not covered to date, by comparing the environmental loads that derive from the use of different types of fibers in asphalt mixtures. Additionally, the environmental loads of the use of textile fibers of ELT are proposed and reported since this sub-residue has not been tested until now.
The environmental loads generated due to the incorporation of textile fibers from ELT (FiTyre) in HMA and SMA mixes are quantified using a life cycle assessment (LCA). Additionally, the results of the environmental loads obtained for the FiTyre are reported and compared with the use of other commercial fibers already reported in other studies. In the case of conventional HMA mixes, their comparison is made with fiberglass, polyester fiber, and aramid fiber. For SMA, the comparison is made with pelletized cellulose fiber premixed with asphalt. The results are compared using various environmental indicators (e.g., climate change, use of nonrenewable resources, water consumption, terrestrial acidification) for an objective comparison of the environmental loads of the different fibers. The LCA was done using Simapro software as it has a database in which the environmental loads of most fibers are reported for comparison; it can also model new processes/products, such as the use of FiTyre.
2. Materials and Methods
Using the LCA, it is possible to analyze and compare different environmental impacts during the life cycle of the products or services that are being compared and analyzed. The methodology used in this study to quantify the effects of the use of different fibers in asphalt mixes on the environment is based on an LCA established in ISO 14040-14044. According to ISO 14040-14044, an LCA must contain four main stages, which appear next and are described in detail in the following sub-sections.
Stage 1: Definition of scope and objective: In this stage, the limits of the system to be analyzed are identified, and the objective of the analysis is made clear. In this stage, the functional unit to be used is also determined.
Stage 2: Inventory analysis: Here, the processes and unit resources involved in the development of a product or service are identified. Then, incoming and outgoing flows are constructed for each process identified.
Stage 3: Impact assessment of the life cycle: In this stage, an assessment methodology is selected (e.g., Impact 2002+, EF Method, ReCiPe, or Eco Indicator), which enables the conversion of the incoming–outgoing flows of each process in environmental impact categories (e.g., climate change, terrestrial acidification, human toxicity, or exhaustion of nonrenewable resources). According to the methodology used, these categories can also be grouped into several characterization and weight factors (human health, renewable resources, and natural surroundings) that provide a more global understanding of the impacts.
Stage 4: Interpretation of results: This last stage is proposed in ISO 14043 for the review, analysis, and interpretation of the results obtained in Stage 3. Here, it is expected that improvement strategies will be developed for the product or service.
2.1. Definition of Scope and Objective
The objective of this study focuses on the calculation of the environmental impacts resulting from the use of fibers in hot mix asphalt (HMA) and stone mastic asphalt (SMA) mixes.
For HMA, a comparison is made between the use of FiTyre fibers (HMA 1), fiberglass (HMA 2), polyester fibers (HMA 3), and aramid fibers (HMA 4). For SMA, a comparison is made between the use of pelletized cellulose fiber premixed with asphalt (PCF) and FiTyre in four different proportions (SMA 1 to SMA 4). In the comparison of the fibers used in the HMA mixture, all the fibers evaluated in the study improved the asphalt mix performance properties [
17,
18,
19,
20]. In the comparison between the fibers used in the SMA mixture, the focus was to replace the commercial cellulose pellet PCF with the FiTyre additive, the function of which is to retain the binder in the mix matrix without affecting the mechanical properties of the mixes [
21].
As a functional unit for the comparison of impacts, the amount of fibers (measured in mass) needed to produce 1 ton of asphalt mix is considered. The optimal amount of each fiber type needed is detailed in the following sub-chapter.
In this study, it is established that the limits of the system in the incoming–outgoing flows of each process will be delimited from the extraction of raw materials for fiber production up to their use in the asphalt mixes. In this sense, the environmental impacts will be quantified from the reception of the raw materials up to the production of fibers suitable for the preparation of the asphalt mixes, including the transportation-related environmental impacts.
2.2. Inventory Analysis
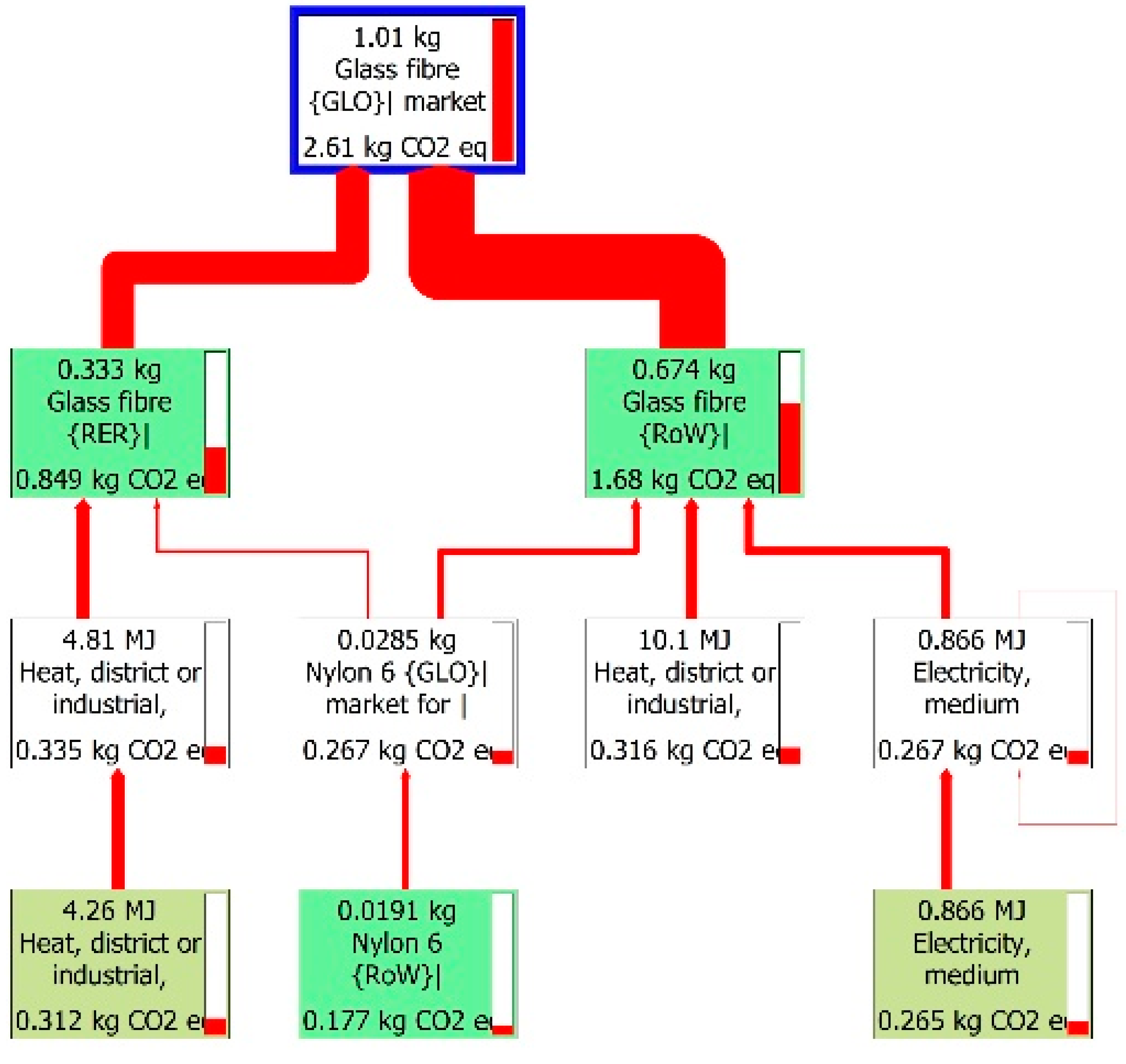
Both the incoming flows in the processes and the unit resources that are the outgoing flows involved in the development of fiberglass, polyester fiber, and aramid fiber are already identified in the SimaPro database [
22]. Therefore, for this study, the inventory analysis in the SimpPro database for fiberglass (
Figure 1), polyester fiber, and aramid fiber was used. The manufacture of cellulose-based pellets (PCFs) is also available in the SimaPro database. However, it is not equivalent to the pellets used in the asphalt mixes. Therefore, to emulate the manufacture of a unit of PCF mass, 66% cellulose fiber (extracted from pines) and 34% bitumen were used as input raw materials, together with the existing process for pellet manufacture [
23].
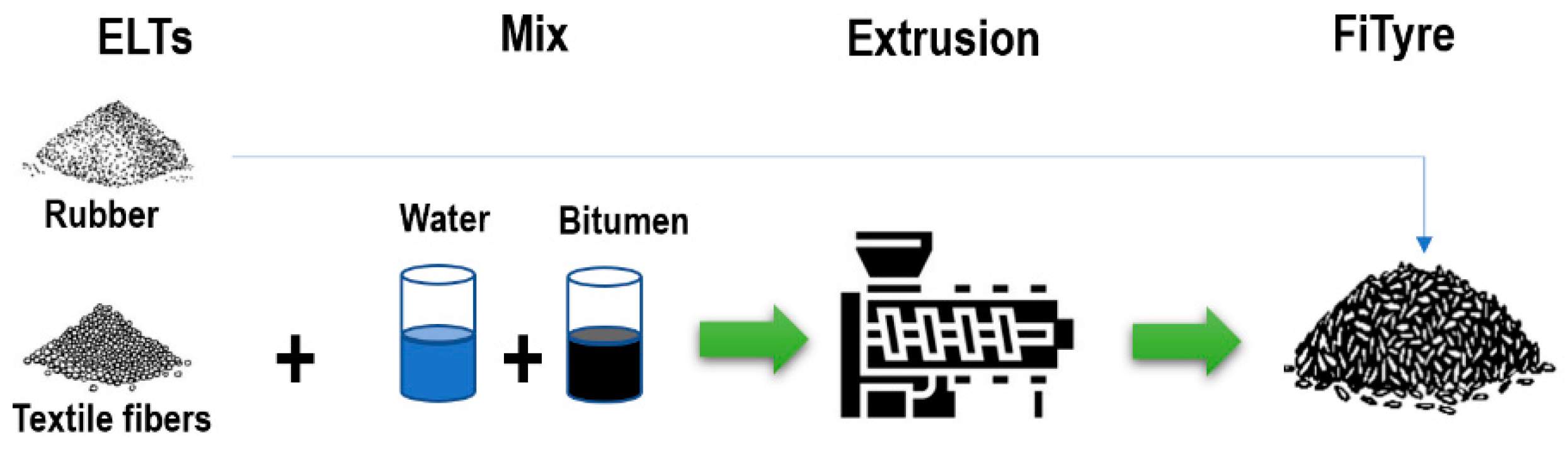
On the other hand, as there is no inventory analysis for FiTyre, a flow chart was developed, where all the raw materials and processes involved in the preparation of FiTyre for use in asphalt mixes are identified (
Figure 2). The manufacturing process of FiTyre begins with the mixing of disaggregated textile fibers from ELT with the diluted asphalt emulsion at a weight ratio of 1:2. Then, the textile fibers from the ELT–asphalt emulsion mix are dried to eliminate the water to be pelletized. Finally, the pellets are mixed with rubber powder at a weight ratio of 20:1. The final weight composition of the FiTyre additive is textile fibers composed of
ELT 58%, asphalt binder 37%, and rubber powder 5% [
20].
The inputs and outputs were entered in SimaPro to quantify the environmental loads associated with a unit of mass (1000 g).
The environmental loads of each fiber were quantified from the functional unit, i.e., from the number of fibers in weight needed to manufacture 1 ton of mix. Different amounts of fibers were used according to the type of mix (
Table 1). For example, in HMA 1, 1007 g of FiTyre was used for every ton of asphalt mix, whereas for HMA, 553 g of aramid fiber was used per ton of mix. The amount of fibers to add to each type of mix comes from previous studies, where it has been demonstrated that adding these amounts provides the best mechanical performance in the mixes.
In a study to determine cracking resistance in HMA containing fiberglass, Ziari et al. (2020) demonstrated that by adding fiberglass at 2.3% above the binder weight (equivalent to 0.12% above the mix weight), significant improvements in cracking resistance are obtained [
17]. On the other hand, Mohammed et al. (2020) showed that adding up to 2% more fiberglass achieved the maximum increase in stiffness of the asphalt mixes [
5]. For this reason, in this study, the addition of 2% more fiberglass in relation to the binder weight was considered to have a similar performance to the other fibers.
With respect to polyester fibers, Hong et al. (2020) demonstrated that adding 1% of polyester fibers (measured in relation to the binder weight) makes it possible to improve cracking resistance at low temperatures of the asphalt mix (measured from 0 to −20 °C) [
18]. By contrast, Wu et al. (2008) reported that adding 6% (in relation to the binder weight) substantially improves the fatigue strength compared to a control asphalt mixture [
24]. Quian et al. (2014) tested a greater range of polyester fiber addition in asphalt mixes (between 0% and 8.3% fiber) and determined that by adding 4% of polyester fiber, it is possible to obtain an increase of up to 6% in resistance to tensile stress failure and around +3 MPa in tensile strength [
25]. Due to the greater scope of measurements and also the intermediate value reported in the study by Quian et al., a 4% addition of polyester fiber is considered optimal.
The use of aramid to improve mainly cracking resistance and abrasion has also been reported in previous studies. For example, Gupta et al. (2021) demonstrated that the addition of 1.1% aramid fiber with polyurethane coating in a length of 12 mm improves the performance of pavements in terms of fracture energy [
19]. Klinsky et al. (2018), on the other hand, determined that the tensile strength values were approximately 20% more when fibers were added to HMA at a rate of 0.5 kg per ton of mix (equivalent to 1.06% in relation to the mass of the binder) [
26]. Gupta et al. (2021) demonstrated that by adding 1.1% aramid fibers (measured in relation to the weight of the binder), it is possible to obtain improvements in the abrasion resistance of asphalt mixes [
27]. From these studies, it is therefore shown that by adding 1.1% aramid fibers to the asphalt mixes, the benefits of mechanical resistance are achieved in asphalt mixtures. Therefore, in this study, we consider the same percentage of fiber (1.1% measured in relation to the mass of the binder).
Finally, in the case of pelletized cellulose fibers premixed with asphalt (PCF), the dosage recommended in an SMA design developed by a partner company of the Fondef project was used as a reference; it fulfills the established Chilean specifications in the Highways Manual. In other words, 0.5% PCF was considered in relation to the weight of the aggregate.
2.3. Stage 3, Impact Assessment of the Life Cycle
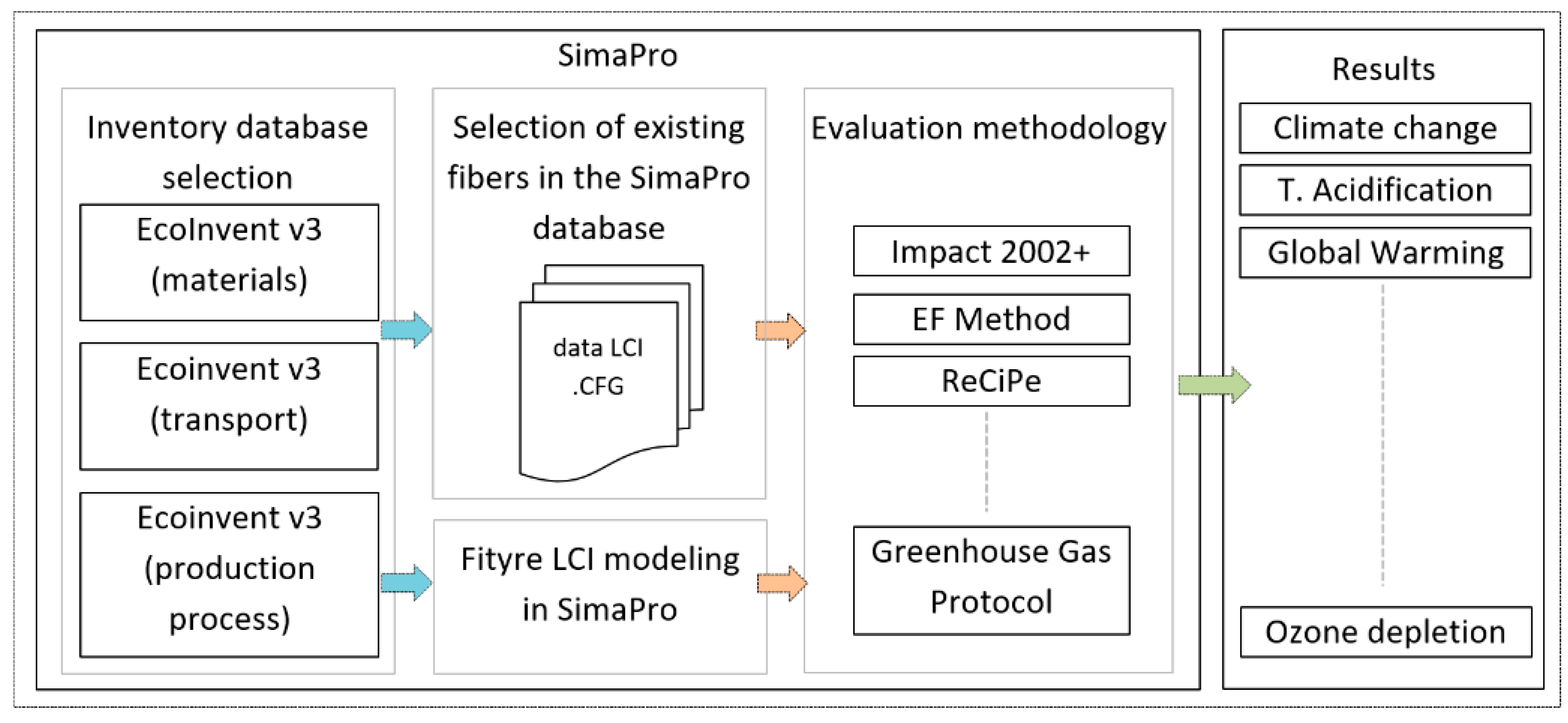
To evaluate the environmental impacts in SimaPro, the EcoInvent v3 database was used exclusively for materials, transportation, and processes since the database contains all the fibers compared in this study. Additionally, using the same database, it was possible to model the PCF and FiTyre in SimaPro (
Figure 3). It is also possible in SimaPro to select an assessment methodology (e.g., Impact 2002+, EF Method, ReCiPe, or Eco Indicator), which translates the incoming–outgoing flows of each process into environmental impact categories (e.g., climate change, terrestrial acidification, human toxicity, or exhaustion of nonrenewable resources).
In this study, the ReCiPe impact assessment method was used because it has a greater number of midpoint categories, and these can be grouped into three endpoint categories: damage to human health, damage to ecosystem diversity, and damage to resource availability, thus obtaining a more global assessment of the environmental impacts.
3. Results
The ReCiPe methodology also enables assessments considering up to 18 midpoint impact categories. The results obtained show that there are impact categories where greater environmental impacts are not recorded among the different fiber types. Therefore, only the results of the impact categories that have significant environmental impacts (climate change and terrestrial acidification) and that affect human health (human toxicity and particulate matter emissions) and the exhaustion of nonrenewable fossil resources are shown and analyzed.
3.1. Results for the Use of Fibers in Hot Mix Asphalts (HMAs)
In the climate change category (also known as global warming), the impact of anthropogenic emissions that exacerbate the greenhouse effect is quantified, i.e., the increase in the capture and retention of thermal radiation by the atmosphere, which causes an increase in the average temperature of the Earth. The main gases in the atmosphere associated with this phenomenon are carbon dioxide (CO
2), methane, water vapor, nitrous oxide (N
2O), and chlorofluorocarbons (CFCs). The emission of these gases is principally due to the combustion of fossil fuels, and it is quantified in relation to carbon dioxide using the unit CO
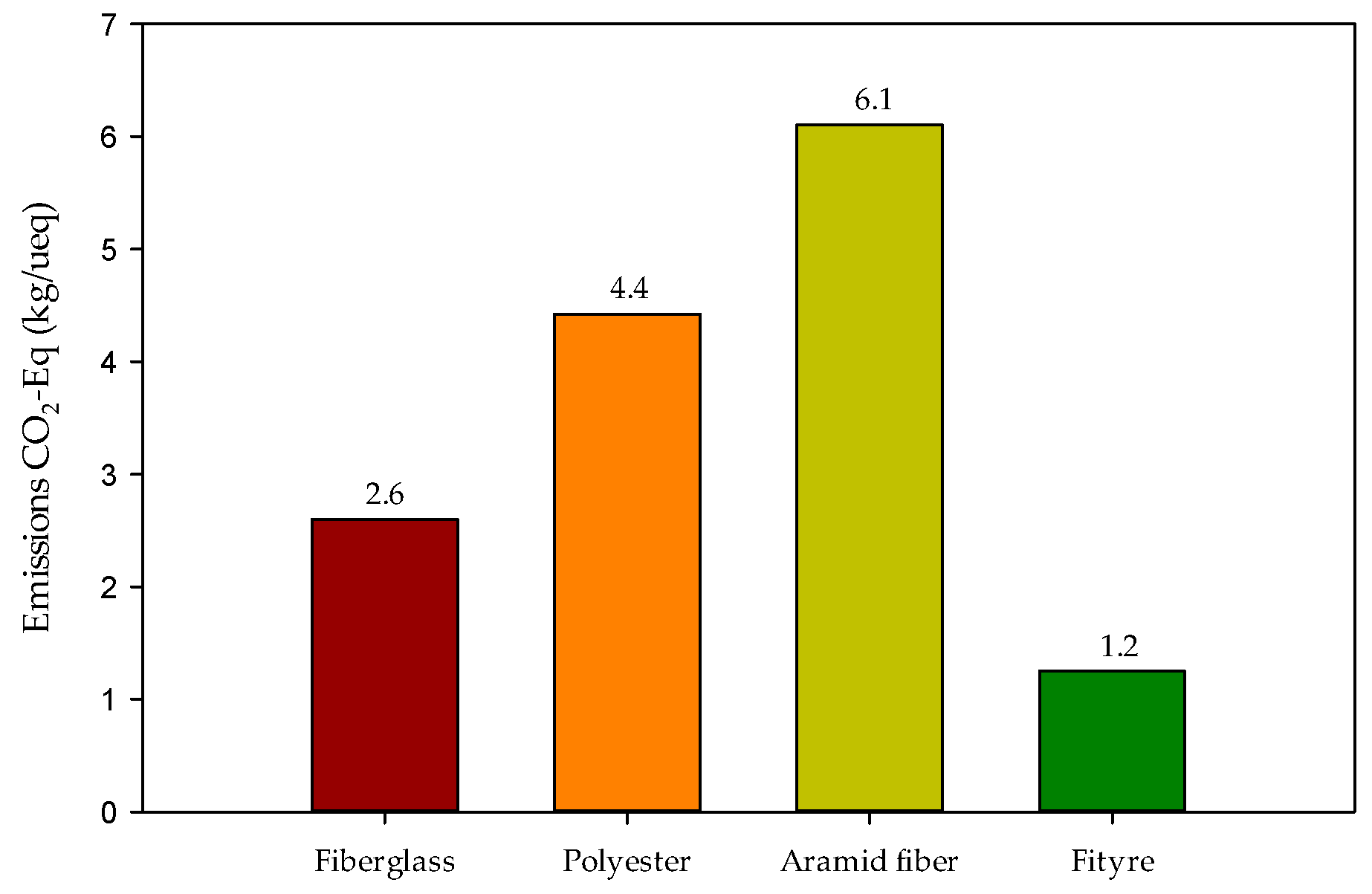
2-eq. In this impact category, the use of aramid and polyester fibers is associated with the highest CO
2-eq emission (
Figure 4). This is due to the fact that the production of both fibers requires elaborate energy-consuming processes and raw material from petroleum. For FiTyre, the lowest CO
2-eq emissions were identified (1.61 kg), which are associated mainly with the use of bitumen for the manufacture of the emulsion with which the ELT fibers are pelletized.
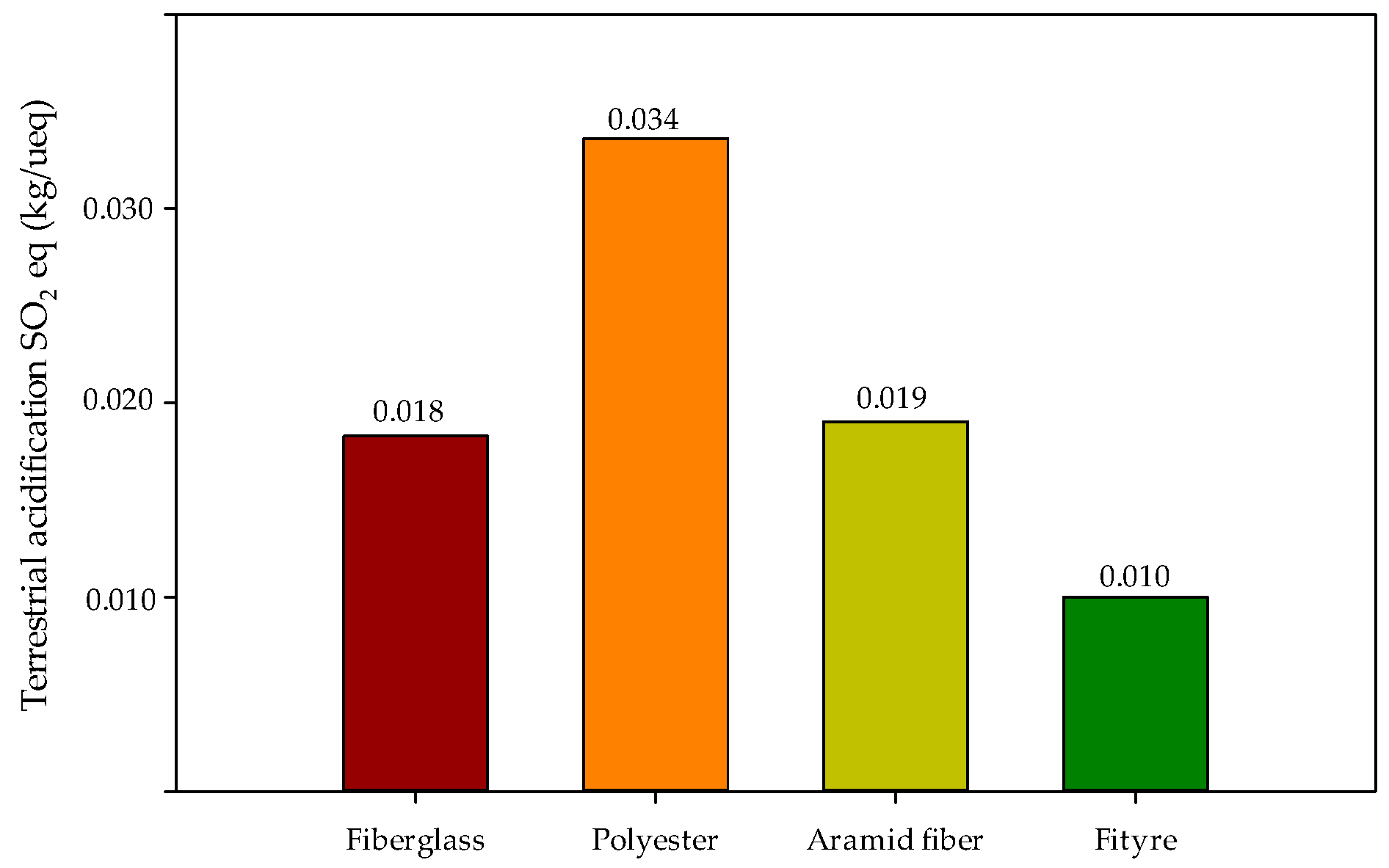
The terrestrial acidification category is associated with soil acidity due to the deposition of sulfates, nitrates, or phosphates. The high acidification in soils prevents plant growth, harming agriculture and food production. In
Figure 5, it is noted that the smallest environmental load is generated by FiTyre, which is up to 3.4 times smaller than the terrestrial acidification caused by polyester use.
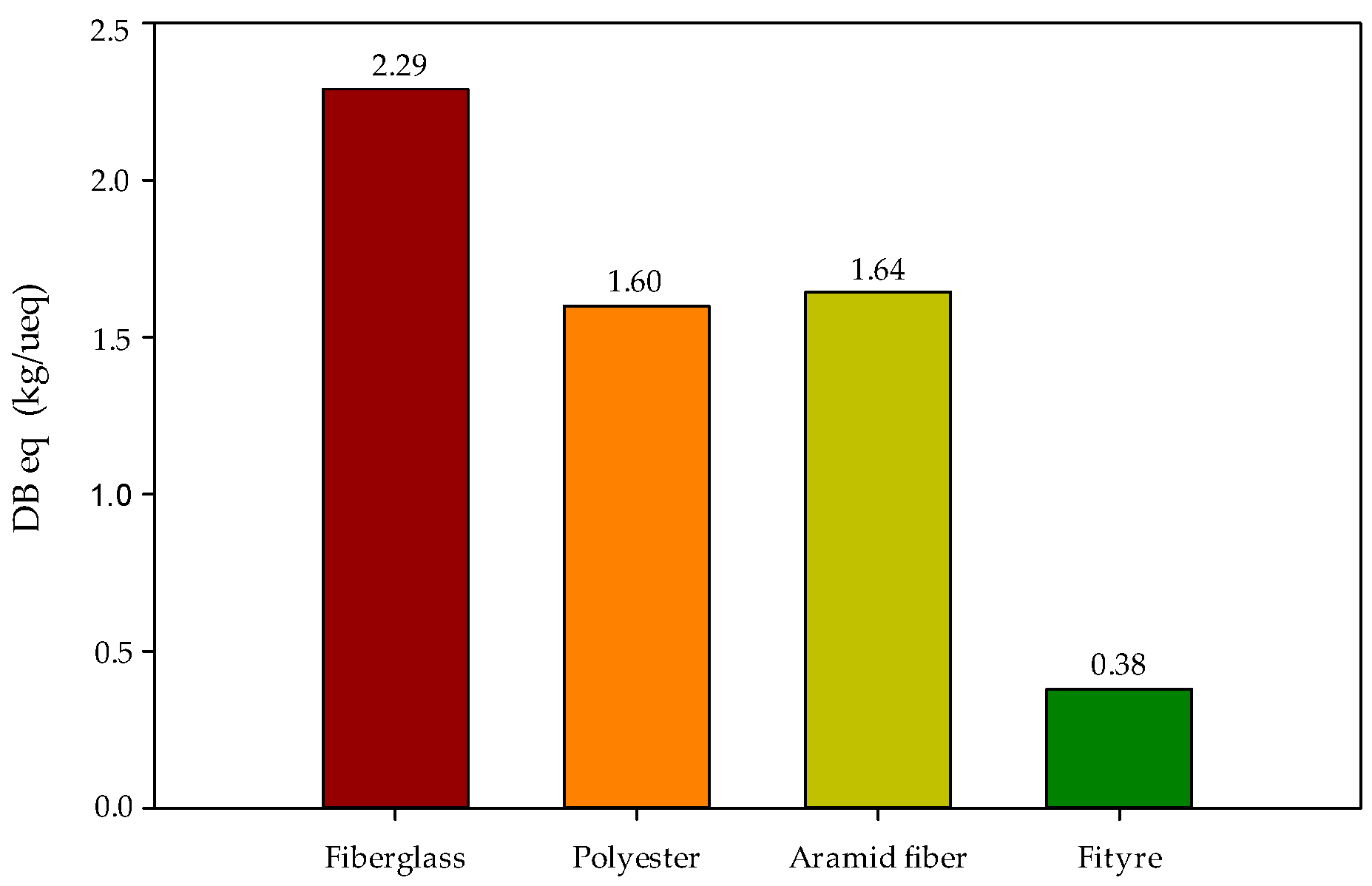
In human ecotoxicity, the concentrations of substances that can have deleterious effects on human beings are measured. Human ecotoxicity is measured in 1,4 dichlorobenzene (DB). Exposure to 1,4 dichlorobenzene generates slight discomfort, such as a burning sensation in the eyes or an itchy nose. However, prolonged exposure to this pollutant can cause severe damage to the nervous system (weakness, tremors, and numbness of the extremities). In this category, major emissions of 1,4 dichlorobenzene are due to the use of fiberglass and aramid fibers (
Figure 6). The use of these fibers generates, on average, 4.8 times more 1,4 DB eq than the use of FiTyre.
Fine particulate matter <10 (PM10), due to its small size (10 µm), easily enters the respiratory system, causing cardiorespiratory diseases, and prolonged exposure can cause cancer. This category is measured in Kg of PM10 per equivalent unit. The results shown in
Figure 7 indicate that the greatest PM10 emissions derive from the use of polyester fibers and fiberglass. It is worth noting in this case that the PM10 emissions for FiTyre are 2.5 times less than that due to polyester use and 1.5 times less than aramid fiber.
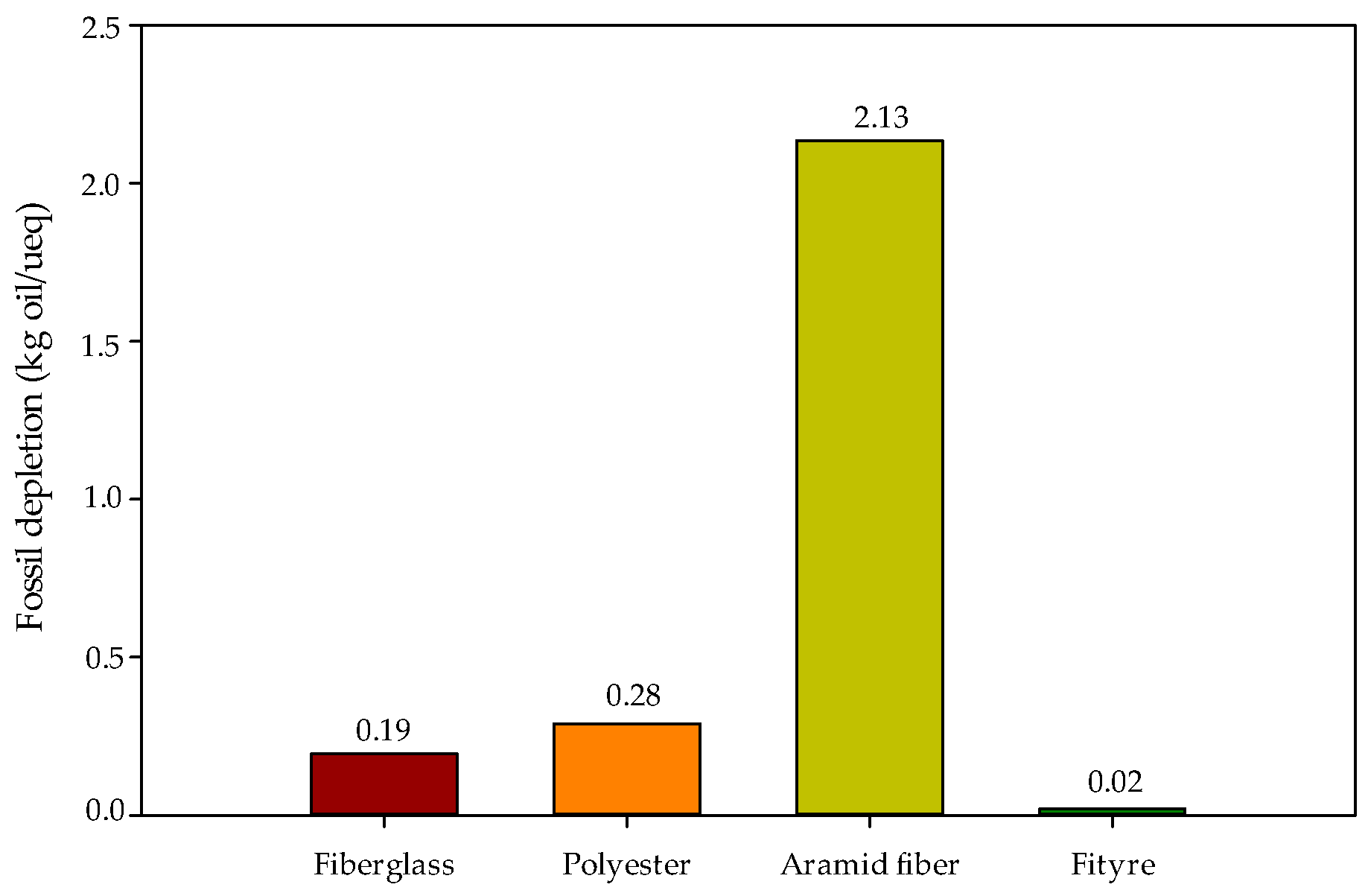
The exhaustion of fossil resources category is especially relevant since nonrenewable finite resources are also being exhausted, causing supply difficulties and environmental pollution. In this category, the greatest impact comes from aramid fiber use, followed by polyester and fiberglass. Compared to the use of FiTyre, these fibers have environmental loads in this category of more than tenfold (
Figure 8).
3.2. Results for the Use of Fibers in Stone Mastic Asphalts (SMAs)
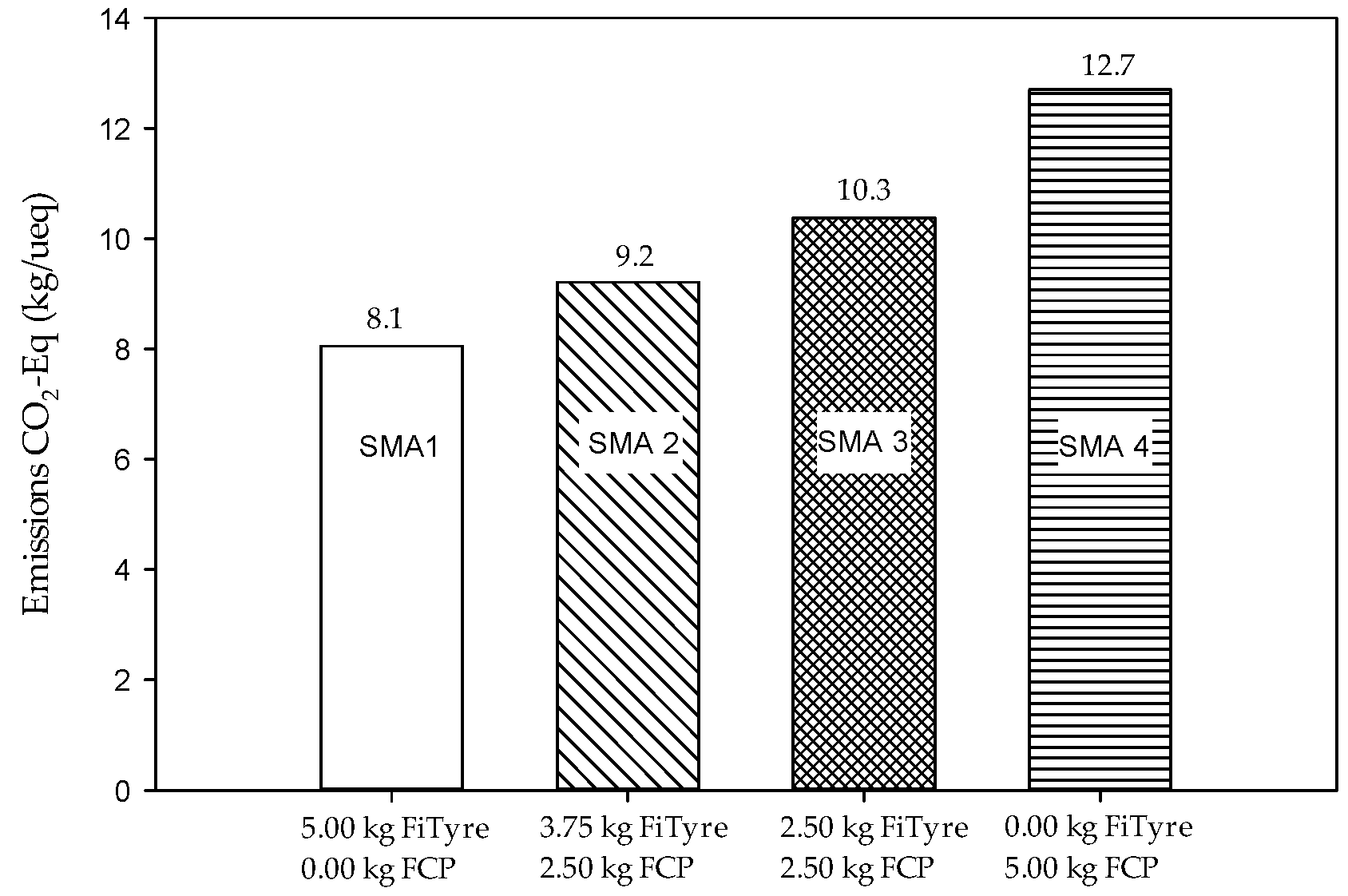
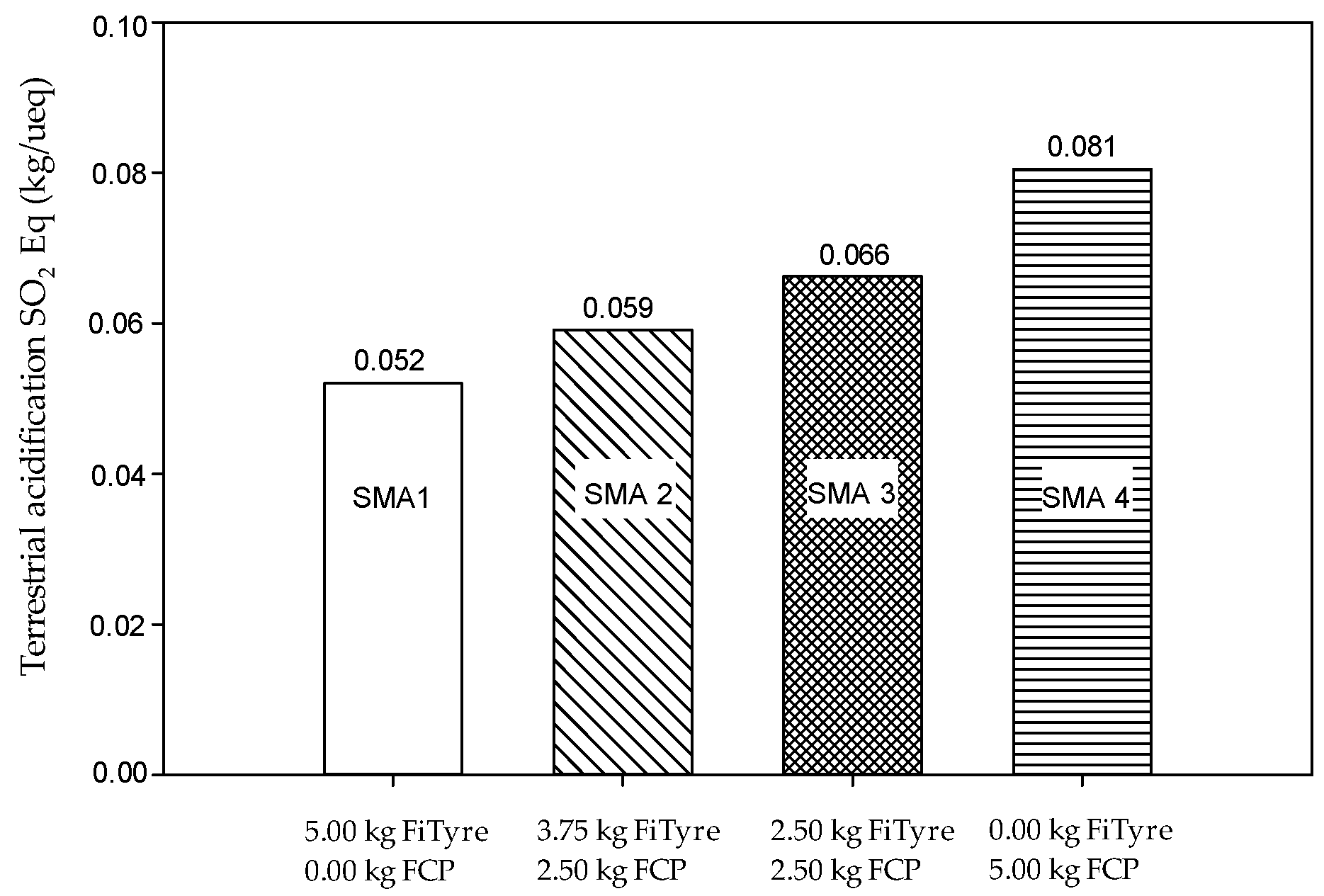
In the climate change and terrestrial acidification categories (
Figure 9), the same pattern is noted: the greater the use of FiTyre, the lower the pollutants emissions. For example, in the climate change category, when only FiTyre (SMA 1) is used, there is 4.5 kg CO
2-eq less than the variant in which only PCF is used (SMA 4). In the case of terrestrial acidification (
Figure 10), the use of FiTyre reduces SO
2 emissions into the atmosphere by 35% compared to PCF use. The greatest environmental load contribution in both PCF and Fityre is due to the use of bitumen for its production. Based on the Simapro network diagram, 65% of the soil-acidifying components come from the use of bitumen for PCF, with 73% for FiTyre. The remaining environmental loads, in a smaller proportion, are due to the use of cellulose fibers for the PCF and the process involved in producing the pellets for FiTyre.
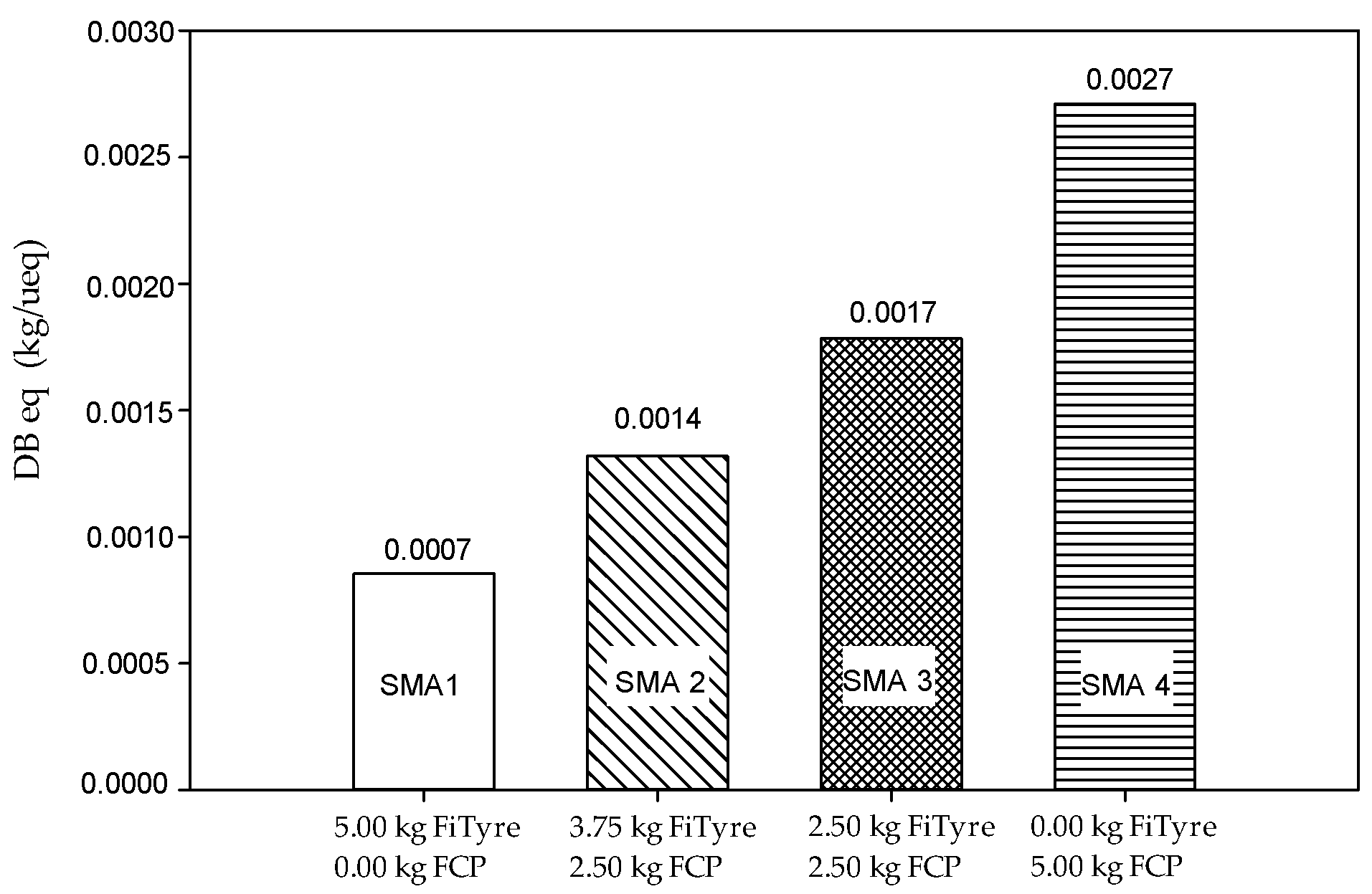
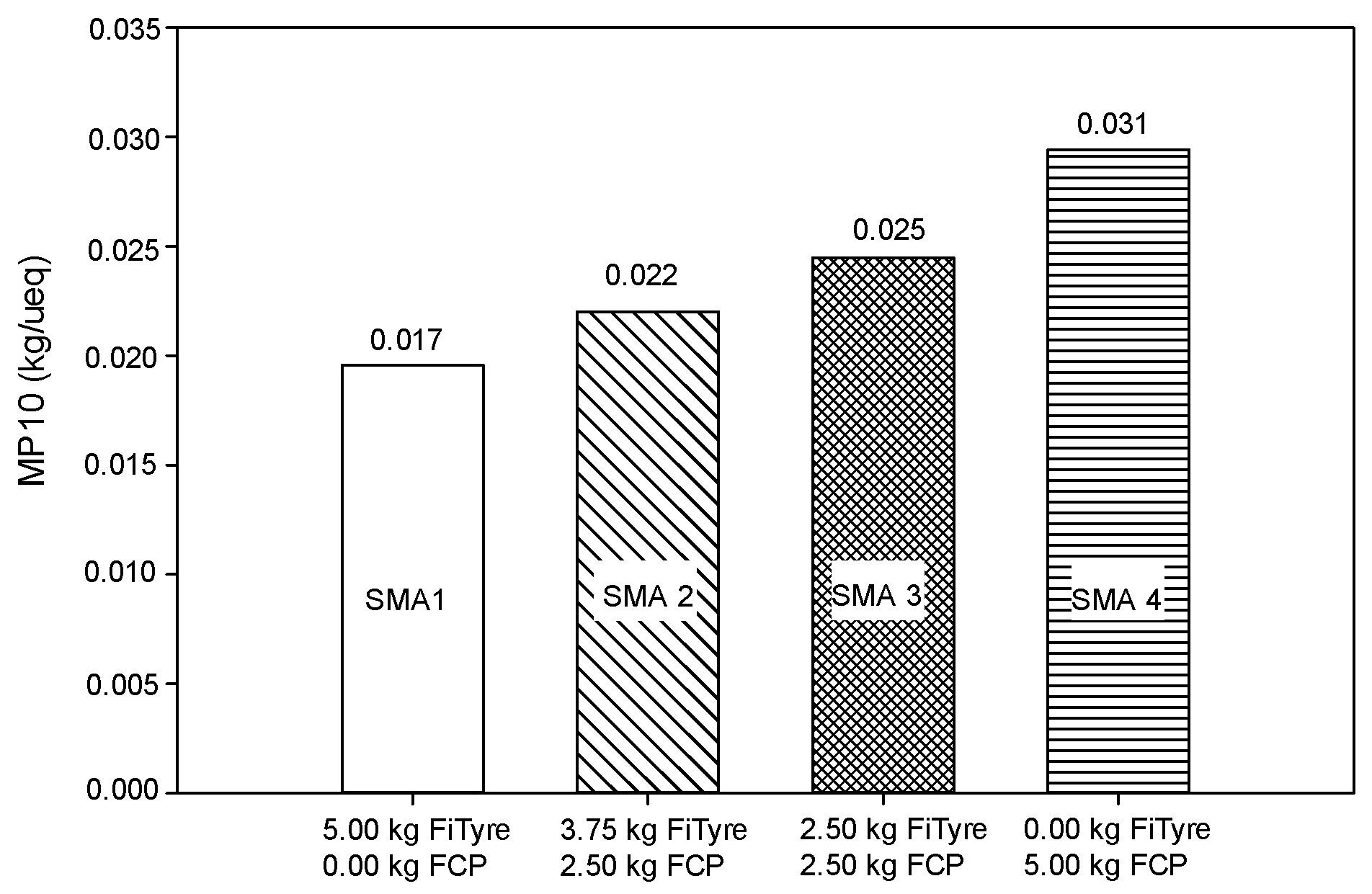
In the human toxicity category, it is observed that using FiTyre can reduce 1,4DB-eq emissions by up to threefold compared to the exclusive use of PCF (
Figure 11). The same pattern is seen in the PM10 emissions, where it is recorded that the emissions due to PCF use are 31% greater than the use of FiTyre (
Figure 12). As in the previous comparison, it is deduced from the Simapro network diagram that the greatest impact in the human toxicity category for both fibers is due mainly to the use of bitumen for pelletizing.
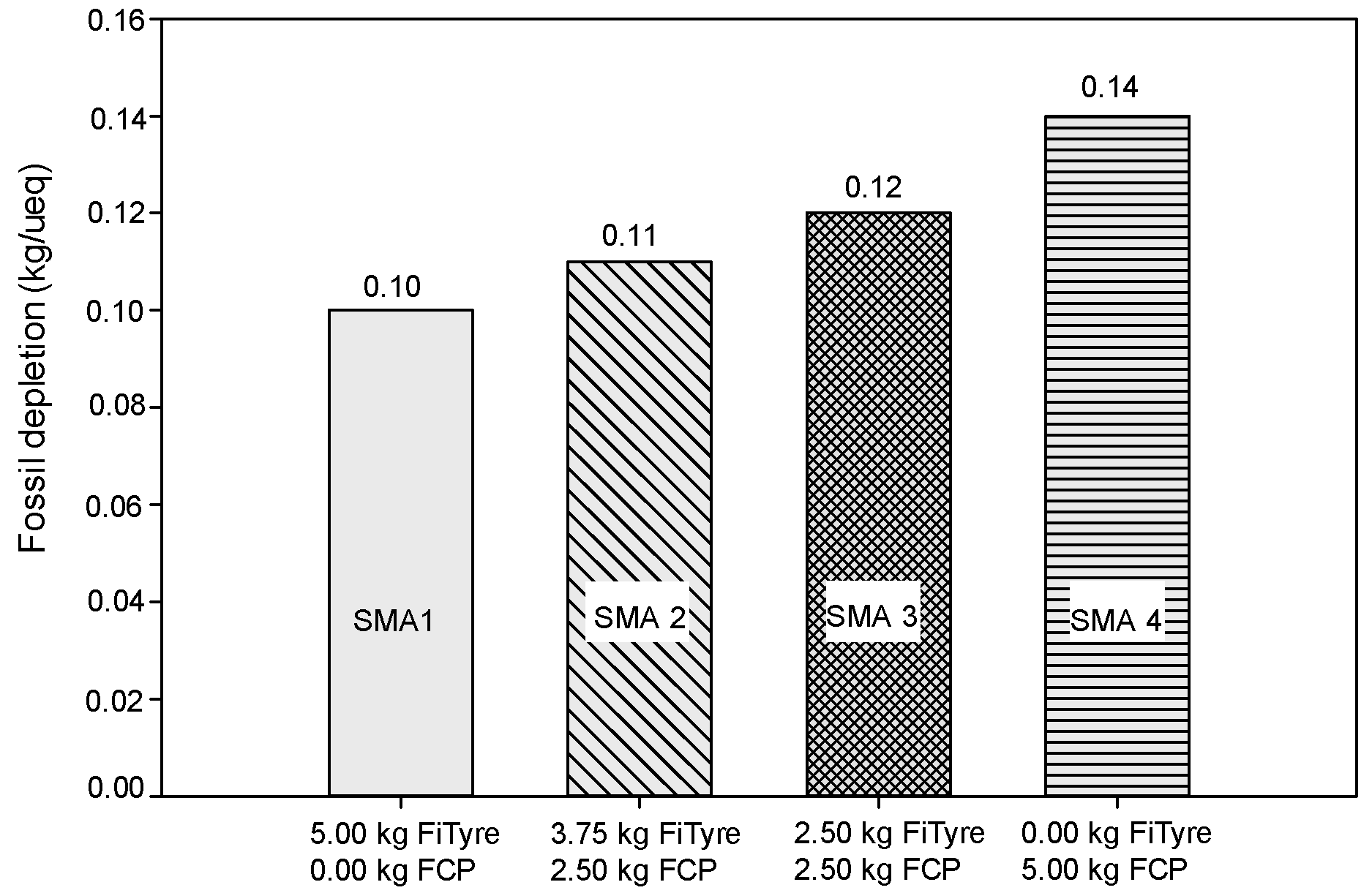
In
Figure 13, as in the previous figures of this sub-chapter, a slight linear difference is noted between the use of FiTyre and PCF. This is due, in principle, to the linear dosages used for SMA 1 to SMA 4 (
Table 1). In the particular case of the impacts recorded in the exhaustion of fossil resources category, the difference between the use of PCF and FiTyre (26%) is due to the manufacturing process for the pellets and the raw material for the fibers (cellulose fibers and tire fibers). In the case of PCF, bitumen provides 85% of the environmental loads in this category.
4. Discussion
Generally, the results show that in all the categories considered for the comparison, the environmental loads are much smaller when FiTyre is used. This is especially evident in SMA mixes, where there is a linear difference in direct proportion to the use of PCF and/or FiTyre. These results were foreseeable mainly because, in all the fibers (except FiTyre), virgin raw materials are used, and these are associated with manufacturing processes in which there are emissions of pollutants into the environment. By contrast, in FiTyre, an unused waste material is now being reused. In the modeling of FiTyre in Simapro, there are greater environmental loads from bitumen use to produce the pellet where the fiber is integrated to improve the distribution of fibers in the asphalt mix.
To date, there have been no comparative studies of the environmental loads of a group of possible fibers that can be added to asphalt mixtures, as has been shown in this work.
Other studies have reported primarily environmental burdens related to global warming. For example, Joshi et al. (2004) showed that for the manufacture of 1 kg of polyester fibers, 2.04 kg of carbon dioxide is emitted [
28]. Kalliala and Nousiainen (1999) calculated that for the production of 1 kg of polyester, 2.31 kg of carbon dioxide is emitted [
29]. This differs by 5% and 16%, respectively, from what is reported in this study, which gives indications of certainty in the results shown.
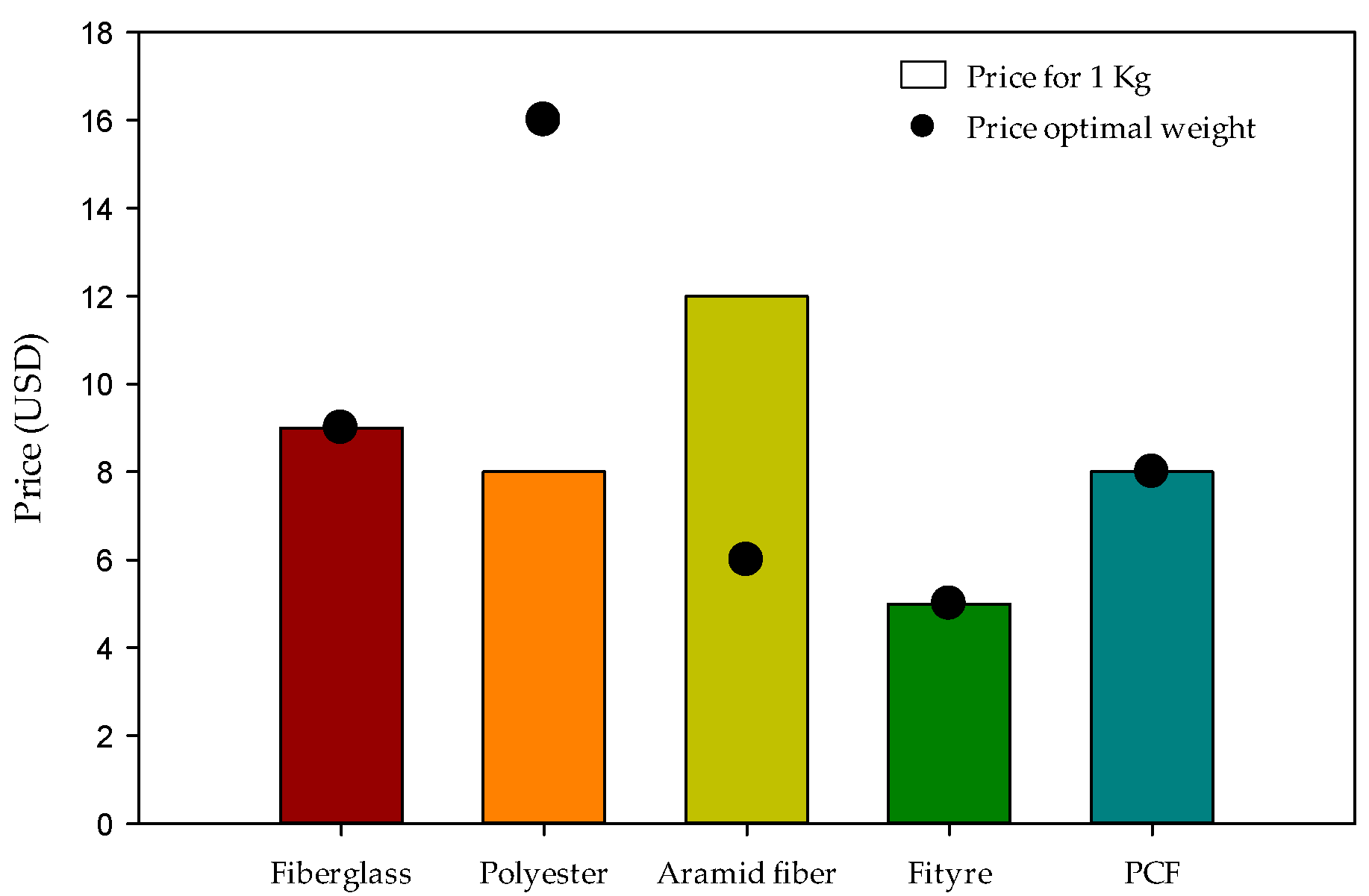
An important aspect to consider in the purchase of the different fibers for use in asphalt mixtures is economics. In this study, information has been collected on the price of a unit of mass (1 kg) of the fibers on the Chilean market in 2021 (
Figure 14). Here, a high similarity is observed for the prices of fiberglass (9 USD), polyester, and PCF (USD 8). The highest price per unit mass is aramid fiber (USD 12), and the lowest amount of fiber is for FiTyre (USD 5). However, when the optimal weight of the fiber to be added to asphalt mixtures is considered (
Table 1), it is found that polyester fibers have the highest cost. In that same sense, the cost of aramid fibers is reduced by half because the most optimal thing is to use 0.55 kg.
In the LCA, it is suggested to consider the period of useful life [
30,
31,
32]. This is done to standardize the performance of the products based on their useful life. A product that performs well in the production stage does not mean that it will do so throughout its life cycle, with its environmental load varying if its possibility of use varies over an extensive period of time [
33]. In this study, the focus on the period of useful life of the fibers in the mixes is not addressed. This is because it is not feasible to perform a serious theoretical durability analysis of the pavements due to the large number of factors that intervene in their durability (traffic, climate, loads). However, the laboratory performance tests show that for the use of FiTyre, better or equivalent mechanical performances are obtained in comparison with other additives [
20]. This presumes that, in terms of useful life, similar or longer periods are obtained, which would even lead to an improvement in its environmental performance if the entire life cycle is considered. This is especially relevant for the HMA, where better mechanical performances were always observed in the mixes where FiTyre was used.
5. Conclusions
In this study, the environmental loads resulting from the use of fibers for the manufacture of HMA and SMA mixes are compared and analyzed. They included fiberglass, polyester fiber, and aramid fiber for the HMA and pelletized cellulose fiber for the SMA. In each of these types of mixes (HMA and SMA), the environmental performance of an additive produced from ELT textile fiber (FiTyre) was also tested. The comparisons were made using five impact categories (climate change, terrestrial acidification, human toxicity, particulate matter emissions, and the exhaustion of nonrenewable fossil resources).
In all the impact categories, lower environmental loads were observed in the use of FiTyre than with the other fibers. The comparisons of HMA mixes in the climate change category show that with the use of FiTyre 3, there are up to 3.8 times less CO2-eq emissions (1.6 kg) than with aramid fiber (6.1 kg CO2-eq), which is the fiber with the highest emissions per equivalent unit. The same difference is noted in the terrestrial acidification category: if FiTyre is used (0.010 kg SO2-eq), the impact is reduced 3.4 times compared to polyester fiber use (0.034 kg SO2-eq). Generally, in each of the categories where the fibers have been compared, the lowest environmental impacts result from the use of FiTyre.
When different SMA mixes are compared with their various proportions, either of FiTyre or pelletized cellulose fiber premixed with asphalt (PCF), it is observed linearly that the lightest environmental loads are obtained using the greatest proportion of FiTyre. For example, in the exhaustion of fossil resources category, the sole use of FiTyre generates 40 g less of oil-eq than the variant in which only PCF is used. On the other hand, in the human toxicity category, it is observed that the sole use of FiTyre generates 1.8 times less 1,4DB-eq (1,9) emissions than the exclusive use of PCF (1,4DB-eq 3,4). From this, it is concluded that from the point of view of environmental sustainability, the use of FiTyre is more advantageous than existing traditional fibers (fiberglass, polyester fiber, and aramid fiber).



 ,
, 















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}