
Simulation of Natural Gas Treatment for Acid Gas Removal Using the Ternary Blend of MDEA, AEEA, and NMP
 , ,
, ,
Abstract
:1. Introduction
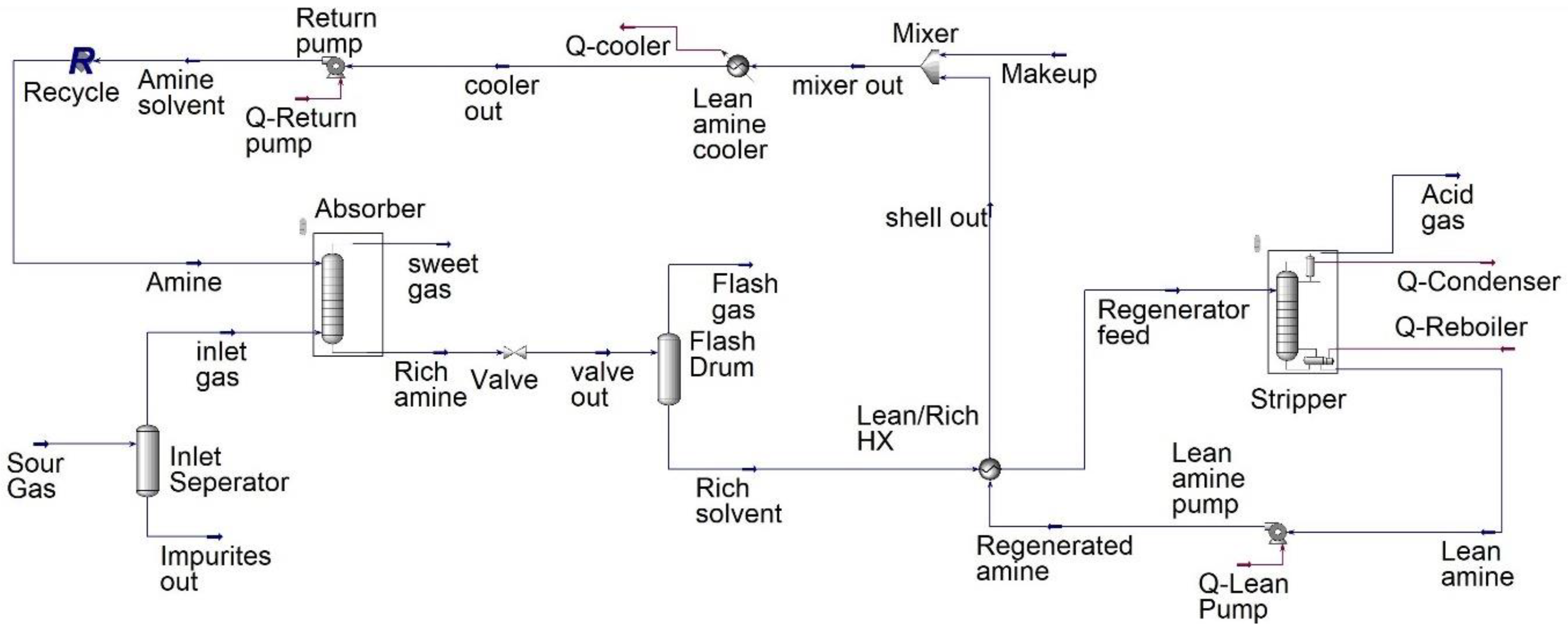
2. Process Description
3. Simulation Basis
4. Results and Discussion
4.1. Plant Data Validation
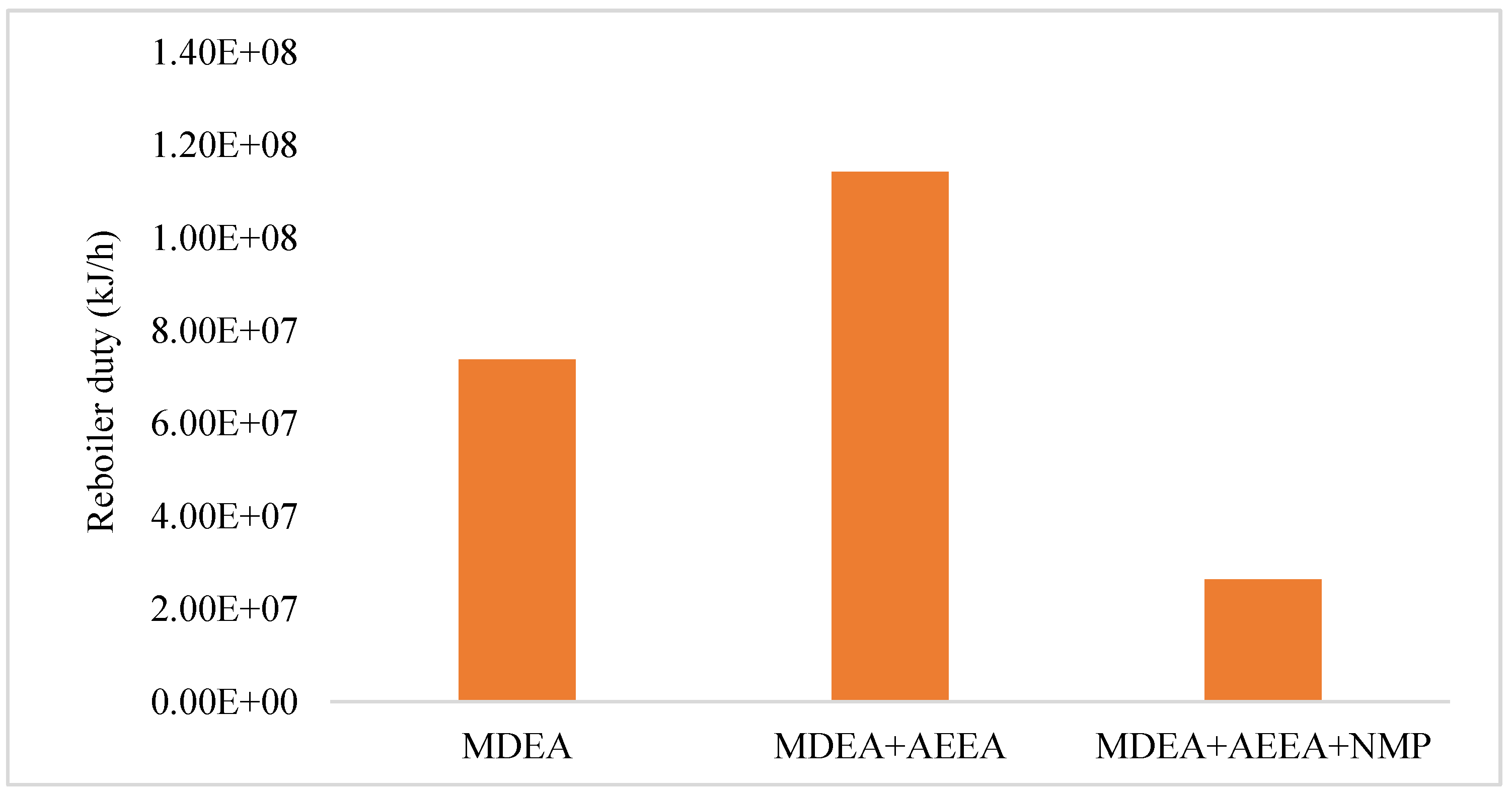
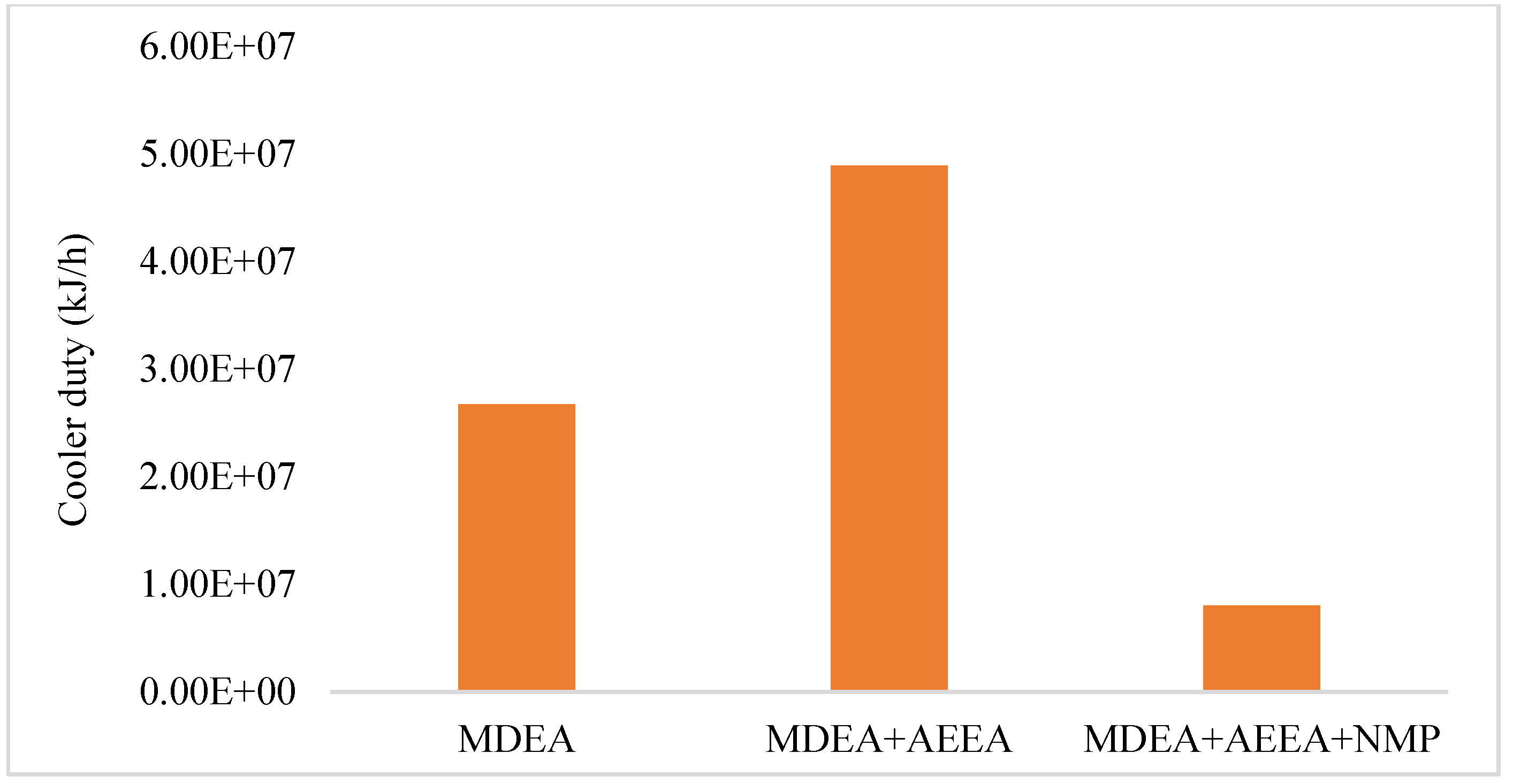
4.2. Energy Analysis
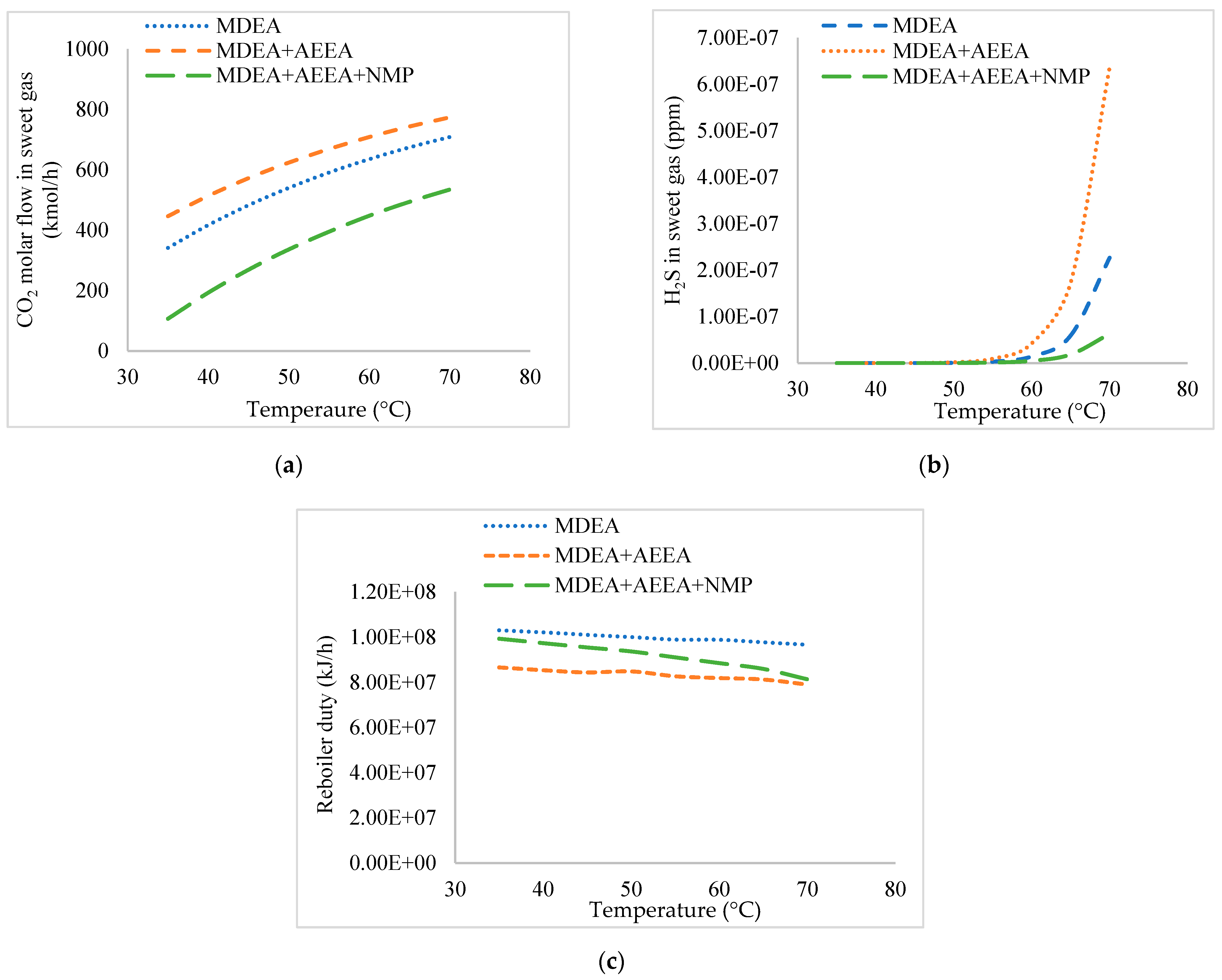
4.3. The Effects of Solvent Temperature
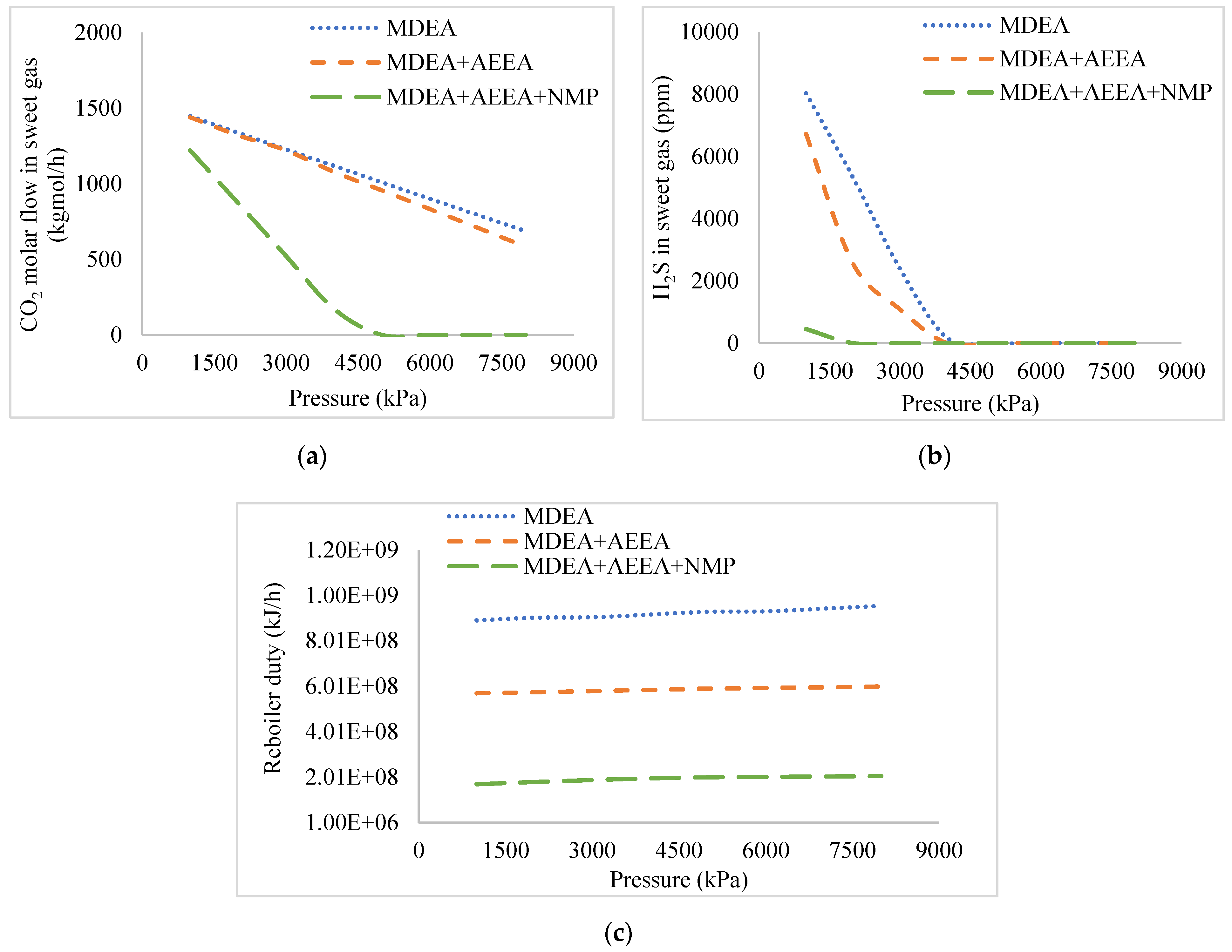
4.4. The Effects of Absorber Pressure
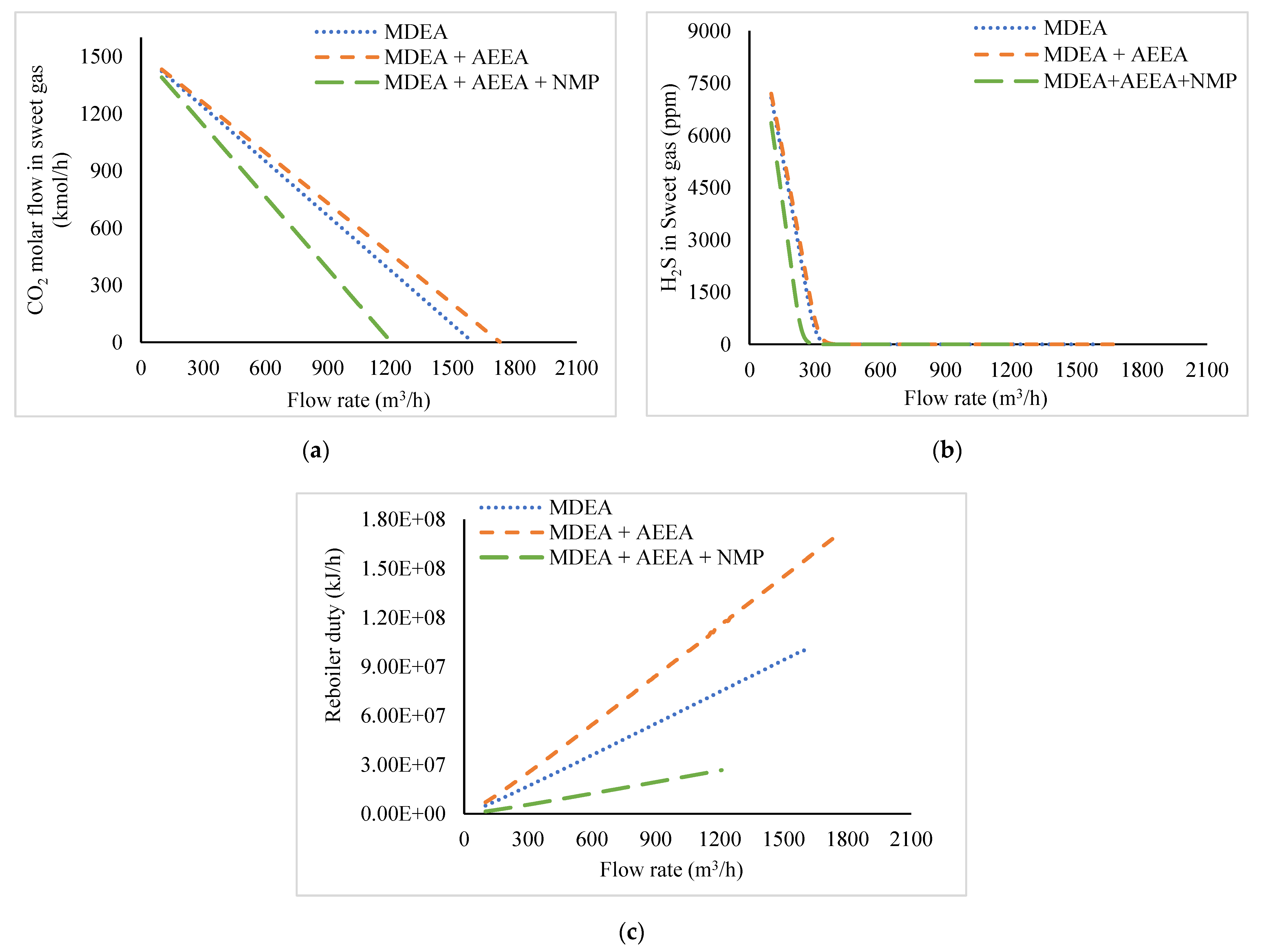
4.5. The Effects of Solvent Flow Rate
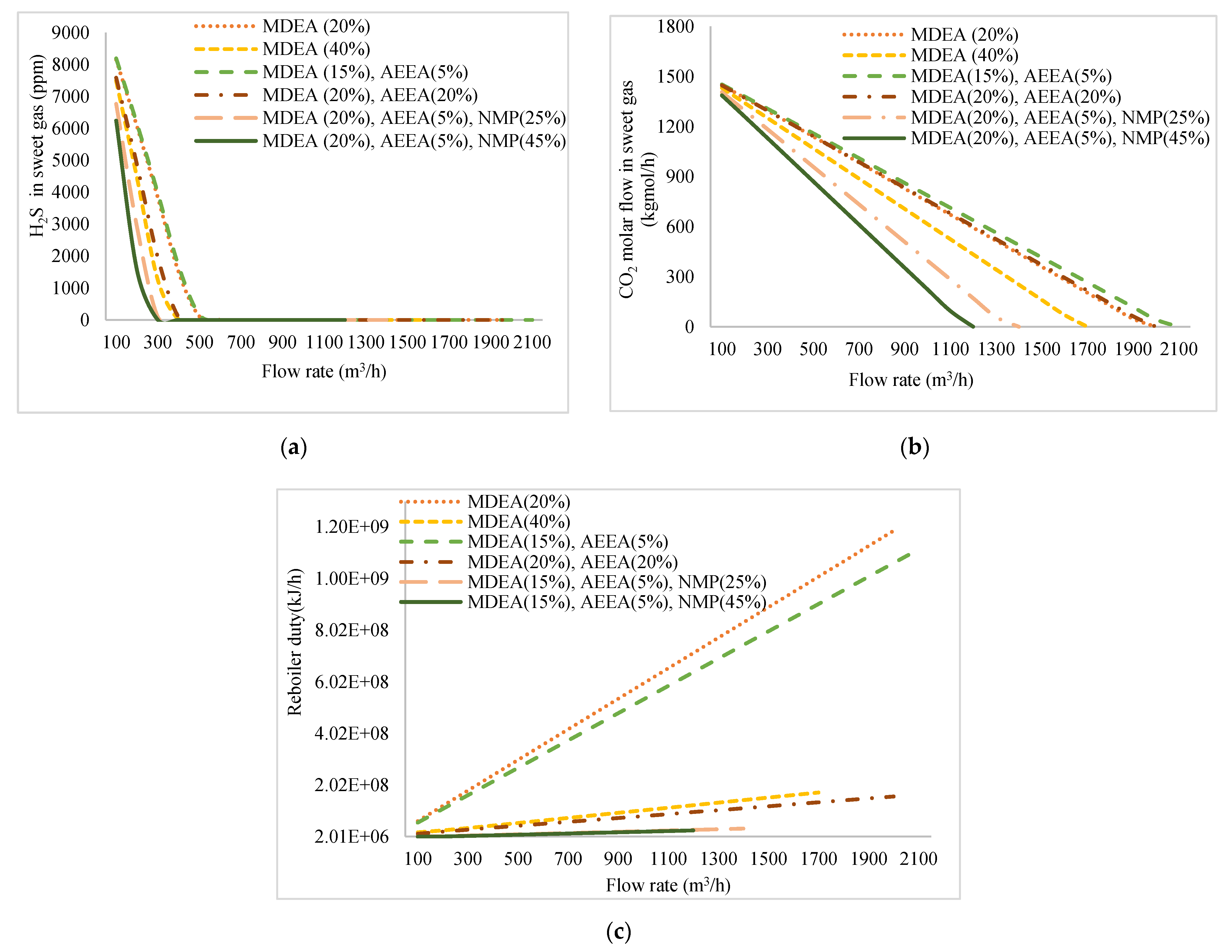
4.6. The Effects of Solvent Concentration
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Patiño, G.G.E.; Rivera, F.N. Global warming potential and net power output analysis of natural gas combined cycle power plants coupled with CO2 capture systems and organic Rankine cycles. J. Clean. Prod. 2018, 208, 11–18. [Google Scholar] [CrossRef]
- Global Energy Review: CO2 Emissions in 2021—Analysis—IEA. Available online: https://www.iea.org/reports/global-energy-review-co2-emissions-in-2021-2 (accessed on 2 June 2022).
- Shaikh, M.S.; Shariff, A.M.; Bustam, M.; Murshid, G. Measurement and prediction of physical properties of aqueous sodium l-prolinate and piperazine as a solvent blend for CO2 removal. Chem. Eng. Res. Des. 2015, 102, 378–388. [Google Scholar] [CrossRef]
- Economides, M.J.; Wood, D.A. The state of natural gas. J. Nat. Gas Sci. Eng. 2009, 1, 1–13. [Google Scholar] [CrossRef]
- Al-Lagtah, N.M.A.; Al-Habsi, S.; Onaizi, S.A. Optimization and performance improvement of Lekhwair natural gas sweetening plant using Aspen HYSYS. J. Nat. Gas Sci. Eng. 2015, 26, 367–381. [Google Scholar] [CrossRef]
- Rufford, T.; Smart, S.; Watson, G.; Graham, B.; Boxall, J.; da Costa, J.D.; May, E. The removal of CO2 and N2 from natural gas: A review of conventional and emerging process technologies. J. Pet. Sci. Eng. 2012, 94-95, 123–154. [Google Scholar] [CrossRef]
- bp. Statistical Review of World Energy 2020. Available online: www.bp.com/statisticalreview (accessed on 14 April 2022).
- Malaysia—Countries & Regions—IEA. Available online: https://www.iea.org/countries/malaysia#overview (accessed on 20 July 2022).
- Tan, L.S.; Lau, K.K.; Bustam, M.A.; Shariff, A.M. Removal of high concentration CO2 from natural gas at elevated pressure via absorption process in packed column. J. Nat. Gas Chem. 2012, 21, 7–10. [Google Scholar] [CrossRef]
- Supply–Key World Energy Statistics 2021—Analysis—IEA. Available online: https://www.iea.org/reports/key-world-energy-statistics-2021/supply (accessed on 20 July 2022).
- Krishnaiah, D.; Bono, A.; Joseph, C.G. Carbon Dioxide Removal by Adsorption View project separation & extraction View project. Artic. J. Appl. Sci. 2014, 14, 3142–3148. [Google Scholar]
- Farooqi, A.S.; Yusuf, M.; Zabidi, N.A.M.; Sanaullah, K.; Abdullah, B. CO2 conversion technologies for clean fuels production. Carbon Dioxide Capture Convers. 2022, 37–63. [Google Scholar] [CrossRef]
- Mofarahi, M.; Khojasteh, Y.; Khaledi, H.; Farahnak, A. Design of CO2 absorption plant for recovery of CO2 from flue gases of gas turbine. Energy 2008, 33, 1311–1319. [Google Scholar] [CrossRef]
- Aronu, U.E.; Hoff, K.A.; Svendsen, H.F. CO2 capture solvent selection by combined absorption–desorption analysis. Chem. Eng. Res. Des. 2011, 89, 1197–1203. [Google Scholar] [CrossRef]
- Ghaemi, A.; Behroozi, A.H. Comparison of hydroxide-based adsorbents of Mg(OH)2 and Ca(OH)2 for CO2 capture: Utilization of response surface methodology, kinetic, and isotherm modeling. Greenh. Gases Sci. Technol. 2020, 10, 948–964. [Google Scholar] [CrossRef]
- Shahid, M.Z.; Maulud, A.S.; Bustam, M.A.; Suleman, H.; Halim, H.N.A.; Shariff, A.M. Rate-Based Modeling for Packed Absorption Column of the MEA-CO2-Water System at High-Pressure and High-CO2 Loading Conditions. Ind. Eng. Chem. Res. 2019, 58, 12235–12246. [Google Scholar] [CrossRef]
- Liu, G.; Zhu, L.; Cao, W.; Liu, H.; He, Y. New Technique Integrating Hydrate-Based Gas Separation and Chemical Absorption for the Sweetening of Natural Gas with High H2S and CO2 Contents. ACS Omega 2021, 6, 26180–26190. [Google Scholar] [CrossRef]
- Fazaeli, R.; Razavi, S.M.R.; Najafabadi, M.S.; Torkaman, R.; Hemmati, A. Computational simulation of CO2removal from gas mixtures by chemical absorbents in porous membranes. RSC Adv. 2015, 5, 36787–36797. [Google Scholar] [CrossRef]
- Camper, D.; Bara, J.E.; Gin, D.L.; Noble, R.D. Room-Temperature Ionic Liquid−Amine Solutions: Tunable Solvents for Efficient and Reversible Capture of CO2. Ind. Eng. Chem. Res. 2008, 47, 8496–8498. [Google Scholar] [CrossRef]
- Oyenekan, B.A.; Rochelle, G.T. Alternative stripper configurations for CO2 capture by aqueous amines. AIChE J. 2007, 53, 3144–3154. [Google Scholar] [CrossRef]
- Paul, S.; Mandal, B. Density and Viscosity of Aqueous Solutions of (N-Methyldiethanolamine + Piperazine) and (2-Amino-2-methyl-1-propanol + Piperazine) from (288 to 333) K. J. Chem. Eng. Data 2006, 51, 1808–1810. [Google Scholar] [CrossRef]
- Lu, J.-G.; Zheng, Y.-F.; He, D.-L. Selective absorption of H2S from gas mixtures into aqueous solutions of blended amines of methyldiethanolamine and 2-tertiarybutylamino-2-ethoxyethanol in a packed column. Sep. Purif. Technol. 2006, 52, 209–217. [Google Scholar] [CrossRef]
- Dashti, A.; Raji, M.; Razmi, A.; Rezaei, N.; Zendehboudi, S.; Asghari, M. Efficient hybrid modeling of CO2 absorption in aqueous solution of piperazine: Applications to energy and environment. Chem. Eng. Res. Des. 2019, 144, 405–417. [Google Scholar] [CrossRef]
- Mudhasakul, S.; Ku, H.-M.; Douglas, P.L. A simulation model of a CO2 absorption process with methyldiethanolamine solvent and piperazine as an activator. Int. J. Greenh. Gas Control 2013, 15, 134–141. [Google Scholar] [CrossRef]
- Lu, J.-G.; Zheng, Y.-F.; Cheng, M.-D.; Wang, L.-J. Effects of activators on mass-transfer enhancement in a hollow fiber contactor using activated alkanolamine solutions. J. Membr. Sci. 2007, 289, 138–149. [Google Scholar] [CrossRef]
- Ban, Z.H.; Keong, L.K.; Shariff, A.M. Physical Absorption of CO2 Capture: A Review. Adv. Mater. Res. 2014, 917, 134–143. [Google Scholar] [CrossRef]
- Jalili, A.H.; Shokouhi, M.; Samani, F.; Hosseini-Jenab, M. Measuring the solubility of CO2 and H2S in sulfolane and the density and viscosity of saturated liquid binary mixtures of (sulfolane + CO2) and (sulfolane + H2S). J. Chem. Thermodyn. 2015, 85, 13–25. [Google Scholar] [CrossRef]
- Hochgesand, G. Rectisol and Purisol. Ind. Eng. Chem. 1970, 62, 37–43. [Google Scholar] [CrossRef]
- Shannon, M.S.; Tedstone, J.M.; Danielsen, S.P.O.; Bara, J.E. Evaluation of alkylimidazoles as physical solvents for CO2/CH4 separation. Ind. Eng. Chem. Res. 2012, 51, 515–522. [Google Scholar] [CrossRef]
- Ma, D.; Zhu, C.; Fu, T.; Yuan, X.; Ma, Y. An effective hybrid solvent of MEA/DEEA for CO2 absorption and its mass transfer performance in microreactor. Sep. Purif. Technol. 2020, 242, 116795. [Google Scholar] [CrossRef]
- Xu, S.; Wang, Y.W.; Otto, F.D.; Mather, A.E. Rate of Absorption of CO2 in a Mixed Solvent. Ind. Eng. Chem. Res. 1991, 30, 1213–1217. [Google Scholar] [CrossRef]
- Thitakamol, B.; Veawab, A. Foaming model for CO2 absorption process using aqueous monoethanolamine solutions. Colloids Surfaces A Physicochem. Eng. Asp. 2009, 349, 125–136. [Google Scholar] [CrossRef]
- Thitakamol, B.; Veawab, A. Foaming Behavior in CO2 Absorption Process Using Aqueous Solutions of Single and Blended Alkanolamines. Ind. Eng. Chem. Res. 2007, 47, 216–225. [Google Scholar] [CrossRef]
- Farooqi, A.S.; Yusuf, M.; Ishak, M.A.I.; Zabidi, N.A.M.; Saidur, R.; Khan, B.; Abdullah, B. Combined H2O and CO2 Reforming of CH4 Over Ca Promoted Ni/Al2O3 Catalyst: Enhancement of Ni-CaO Interactions. Lect. Notes Mech. Eng. 2021, 2020, 220–229. [Google Scholar]
- Farooqi, A.S.; Yusuf, M.; Zabidi, N.A.M.; Saidur, R.; Sanaulah, K.; Farooqi, A.S.; Khan, A.; Abdullah, B. A comprehensive review on improving the production of rich-hydrogen via combined steam and CO2 reforming of methane over Ni-based catalysts. Int. J. Hydrogen Energy 2021, 46, 31024–31040. [Google Scholar] [CrossRef]
- Sarker, N.K. Theoretical effect of concentration, circulation rate, stages, pressure and temperature of single amine and amine mixture solvents on gas sweetening performance. Egypt. J. Pet. 2016, 25, 343–354. [Google Scholar] [CrossRef] [Green Version]
- Ghanbarabadi, H.; Khoshandam, B. Simulation and comparison of Sulfinol solvent performance with Amine solvents in removing sulfur compounds and acid gases from natural sour gas. J. Nat. Gas Sci. Eng. 2015, 22, 415–420. [Google Scholar] [CrossRef]
- Erfani, A.; Boroojerdi, S.; Dehghani, A. Simulation of an Operational Amine Based CO2 Removal Plant as an Example of CO2 Capture at Coal-Fired Power Plants. Available online: www.vurup.sk/petroleum-coal (accessed on 28 March 2022).
- Zoghi, A.T.; Feyzi, F.; Zarrinpashneh, S. Experimental investigation on the effect of addition of amine activators to aqueous solutions of N-methyldiethanolamine on the rate of carbon dioxide absorption. Int. J. Greenh. Gas Control 2012, 7, 12–19. [Google Scholar] [CrossRef]
- Bonenfant, D.; Mimeault, M.; Hausler, R. Comparative Analysis of the Carbon Dioxide Absorption and Recuperation Capacities in Aqueous 2-(2-Aminoethylamino)ethanol (AEE) and Blends of Aqueous AEE and N-Methyldiethanolamine Solutions. Ind. Eng. Chem. Res. 2005, 44, 3720–3725. [Google Scholar] [CrossRef]
- Bonenfant, D.; Mimeault, M.; Hausler, R. Estimation of the CO2 Absorption Capacities in Aqueous 2-(2-Aminoethylamino)ethanol and Its Blends with MDEA and TEA in the Presence of SO2. Ind. Eng. Chem. Res. 2007, 46, 8968–8971. [Google Scholar] [CrossRef]
- Acquarola, C.; Ao, M.; Bhatelia, T.; Prakash, B.; Faka, S.; Pareek, V.; Shah, M.T. Simulations and Optimization of a Reduced CO2 Emission Process for Methanol Production Using Syngas from Bi-reforming. Energy Fuels 2021, 35, 8844–8856. [Google Scholar] [CrossRef]
- Banat, F.; Younas, O.; Didarul, I. Energy and exergical dissection of a natural gas sweetening plant using methyldiethanol amine (MDEA) solution. J. Nat. Gas Sci. Eng. 2014, 16, 1–7. [Google Scholar] [CrossRef]
- Roy, P.S.; Amin, M.R. Aspen-HYSYS Simulation of Natural Gas Processing Plant. J. Chem. Eng. 2012, 26, 62–65. [Google Scholar] [CrossRef]
- Pouladi, B.; Hassankiadeh, M.N.; Behroozshad, F. Dynamic simulation and optimization of an industrial-scale absorption tower for. Energy Rep. 2016, 2, 54–61. [Google Scholar] [CrossRef]
- Pourjazaieri, S.; Zoveidavianpoor, M.; Shadizadeh, S.R. Simulation of an amine-based CO2 recovery plant. Pet. Sci. Technol. 2011, 29, 39–47. [Google Scholar] [CrossRef]
- Lunsford, K.M.; Bullin, J.A. Optimization of Amine Sweetening Units; Bryan Research and Engineering, Inc.: Bryan, TX, USA, 2006. [Google Scholar]
- Abotaleb, A.; El-Naas, M.H.; Amhamed, A. Enhancing gas loading and reducing energy consumption in acid gas removal systems: A simulation study based on real NGL plant data. J. Nat. Gas Sci. Eng. 2017, 55, 565–574. [Google Scholar] [CrossRef]
- Sakwattanapong, R.; Aroonwilas, A.; Veawab, A. Behavior of Reboiler Heat Duty for CO2 Capture Plants Using Regenerable Single and Blended Alkanolamines. Ind. Eng. Chem. Res. 2005, 44, 4465–4473. [Google Scholar] [CrossRef]
- Singh, P.; Niederer, J.P.M.; Versteeg, G.F. Structure and activity relationships for amine based CO2 absorbents—I. Int. J. Greenh. Gas Control 2007, 1, 5–10. [Google Scholar] [CrossRef]
- Shahid, M.Z.; Maulud, A.S.; Bustam, M.A. Non-invasive monitoring of CO2 concentration in aqueous diethanolamine (DEA), methyldiethanolamine (MDEA) and their blends in high CO2 loading region using Raman spectroscopy and partial least square regression (PLSR). Int. J. Greenh. Gas Control 2018, 68, 42–48. [Google Scholar] [CrossRef]
- Muhammad, A.; GadelHak, Y. Correlating the additional amine sweetening cost to acid gases load in natural gas using Aspen Hysys. J. Nat. Gas Sci. Eng. 2014, 17, 119–130. [Google Scholar] [CrossRef]
- Abkhiz, V.; Heydari, I. Comparison of amine solutions performance for gas sweetening. Asia-Pacific J. Chem. Eng. 2014, 9, 656–662. [Google Scholar] [CrossRef]
- Pellegrini, G.; Strube, R.; Manfrida, G. Comparative study of chemical absorbents in postcombustion CO2 capture. Energy 2010, 35, 851–857. [Google Scholar] [CrossRef]
- Mitra, S. A Technical Report on Gas Sweetening by Amines; Sr. Process Engineer Petrofac Engineering (I) Ltd.: Mumbai, India, 2015; pp. 1–58. [Google Scholar]
- Nejat, T.; Movasati, A.; Wood, D.A.; Ghanbarabadi, H. Simulated exergy and energy performance comparison of physical–chemical and chemical solvents in a sour gas treatment plant. Chem. Eng. Res. Des. 2018, 133, 40–54. [Google Scholar] [CrossRef]
- Pandey, D.; Mondal, M.K. Thermodynamic modeling and new experimental CO2 solubility into aqueous EAE and AEEA blend, heat of absorption, cyclic absorption capacity and desorption study for post-combustion CO2 capture. Chem. Eng. J. 2021, 410, 128334. [Google Scholar] [CrossRef]
- Zahid, U.; Al Rowaili, F.N.; Ayodeji, M.K.; Ahmed, U. Simulation and parametric analysis of CO2 capture from natural gas using diglycolamine. Int. J. Greenh. Gas Control 2017, 57, 42–51. [Google Scholar] [CrossRef]
- Maceiras, R.; Álvarez, E.; Cancela, M.Á. Effect of temperature on carbon dioxide absorption in monoethanolamine solutions. Chem. Eng. J. 2008, 138, 295–300. [Google Scholar] [CrossRef]
- Zahid, U. Simulation of an Acid Gas Removal Unit Using a DGA and MDEA Blend Instead of a Single Amine. Chem. Prod. Process Model. 2020, 15. [Google Scholar] [CrossRef]
- Shariff, A.; Shaikh, M.S.; Bustam, M.; Garg, S.; Faiqa, N.; Aftab, A. High-pressure Solubility of Carbon Dioxide in Aqueous Sodium L- Prolinate Solution. Procedia Eng. 2016, 148, 580–587. [Google Scholar] [CrossRef]
- Tantikhajorngosol, P.; Laosiripojana, N.; Jiraratananon, R.; Assabumrungrat, S. Physical absorption of CO2 and H2S from synthetic biogas at elevated pressures using hollow fiber membrane contactors: The effects of Henry’s constants and gas diffusivities. Int. J. Heat Mass Transf. 2018, 128, 1136–1148. [Google Scholar] [CrossRef]
- Khan, S.N.; Hailegiorgis, S.M.; Man, Z.; Shariff, A.M.; Garg, S. Thermophysical properties of concentrated aqueous solution of N-methyldiethanolamine (MDEA), piperazine (PZ), and ionic liquids hybrid solvent for CO2 capture. J. Mol. Liq. 2017, 229, 221–229. [Google Scholar] [CrossRef]
- Kumar, S.; Mondal, M.K. Equilibrium Solubility of CO2 in Aqueous Blend of 2-(Diethylamine)ethanol and 2-(2-Aminoethylamine)ethanol. J. Chem. Eng. Data 2018, 63, 1163–1169. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Amine Abbreviation | Structural Type |
|---|---|---|
| MEA | Monoethanolamine | Primary amine |
| DEA | Diethanolamine | Secondary amine |
| DIPA | Diisopropanolamine | Secondary amine |
| MDEA | Methyl diethanol amine | Tertiary amine |
| AMP | 2-amino-2-methyl-1-propanol | Sterically hindered amine |
| Parameters | |
|---|---|
| Methane in sour gas mol.% | 47 |
| Ethane in sour gas mol.% | 3.2 |
| Propane in sour gas mol.% | 1.8 |
| CO2 in sour gas mol.% | 45 |
| H2S in sour gas mol.% | 1 |
| Inlet gas temperature (°C) | 51 |
| Inlet gas pressure (kPa) | 7140 |
| Gas flowrate (kg mol/h) | 3894 |
| Absorber | |
| Number of trays | 21 |
| Solvent temperature (°C) | 57 |
| Solvent pressure (kPa) | 7160 |
| Gas feed tray | 1 |
| Solvent concentration (wt.%) | 55 |
| Solvent feed tray | 21 |
| Column type | Packed |
| Column diameter (m) | 1.219 |
| Weir length (m) | 1 |
| Stripper | |
| Number of trays | 17 |
| Rich amine temperature (°C) | 119 |
| Column top pressure (kPa) | 196.3 |
| Column bottom pressure (kPa) | 206.3 |
| Inlet feed tray | 1 |
| Reboiler type | Shell & tube exchanger |
| Condenser type | Full reflux |
| Weir height (mm) | 50.8 |
| Column diameter (m) | 1 |
| Parameters | Actual Plant Data | Amine Package | Error (%) | UNIQUAC | Error (%) |
|---|---|---|---|---|---|
| Sweet gas Methane (kmol/h) | 2852.21 | 2801.27 | 1.78 | 2761.14 | 3.19 |
| Sweet gas Ethane (kmol/h) | 387.19 | 398.39 | 2.89 | 386.02 | 0.3 |
| Sweet gas Flowrate (Kmol/h) | 3497.72 | 3499 | 0.03 | 3387.42 | 3.15 |
| Sweet gas Temp (°C) | 55 | 53.7 | 2.36 | 57.3 | 4.18 |
| Sweet gas Pressure (kPa) | 7140 | 7140 | 0 | 7143 | 0.04 |
| Condenser temp (°C) | 119 | 119.4 | 0.33 | 119 | 0 |
| Reboiler Temp (°C) | 124 | 129.1 | 4.11 | 126.4 | 1.93 |
| Reboiler Duty (kW) | 2170 | 2172 | 0.09 | 2145 | 1.15 |
| Equipment’s | MDEA | MDEA + AEEA | MDEA + AEEA + NMP |
|---|---|---|---|
| Reboiler (kJ/h) | 7.38 × 107 | 1.14 × 108 | 2.64 × 107 |
| Condenser (kJ/h) | 15.57 | 4.276 | 71.59 |
| Lean Amine Pump (kJ/h) | 2.30 × 106 | 2.21 × 106 | 2.07 × 106 |
| Lean amine cooler (kJ/h) | 2.67 × 107 | 4.89 × 107 | 8.03 × 106 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Farooqi, A.S.; Ramli, R.M.; Lock, S.S.M.; Hussein, N.; Shahid, M.Z.; Farooqi, A.S. Simulation of Natural Gas Treatment for Acid Gas Removal Using the Ternary Blend of MDEA, AEEA, and NMP. Sustainability 2022, 14, 10815. https://doi.org/10.3390/su141710815
Farooqi AS, Ramli RM, Lock SSM, Hussein N, Shahid MZ, Farooqi AS. Simulation of Natural Gas Treatment for Acid Gas Removal Using the Ternary Blend of MDEA, AEEA, and NMP. Sustainability. 2022; 14(17):10815. https://doi.org/10.3390/su141710815
Chicago/Turabian StyleFarooqi, Abid Salam, Raihan Mahirah Ramli, Serene Sow Mun Lock, Noorhidayah Hussein, Muhammad Zubair Shahid, and Ahmad Salam Farooqi. 2022. "Simulation of Natural Gas Treatment for Acid Gas Removal Using the Ternary Blend of MDEA, AEEA, and NMP" Sustainability 14, no. 17: 10815. https://doi.org/10.3390/su141710815