
Energy Consumption and Quality of Pellets Made of Waste from Corn Grain Drying Process

 , ,
, ,  , , and
, , and
Abstract
:1. Introduction
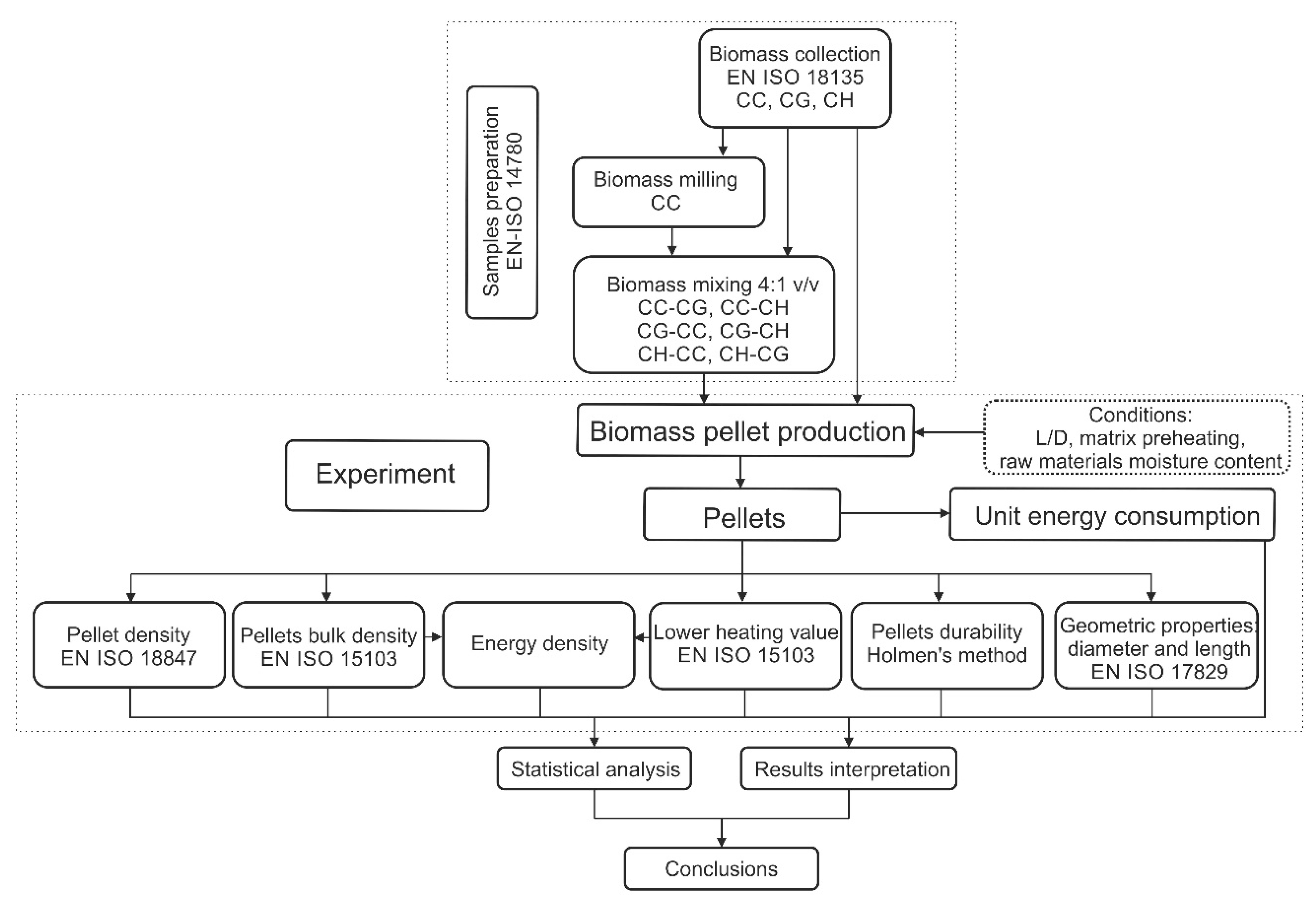
2. Materials and Methods
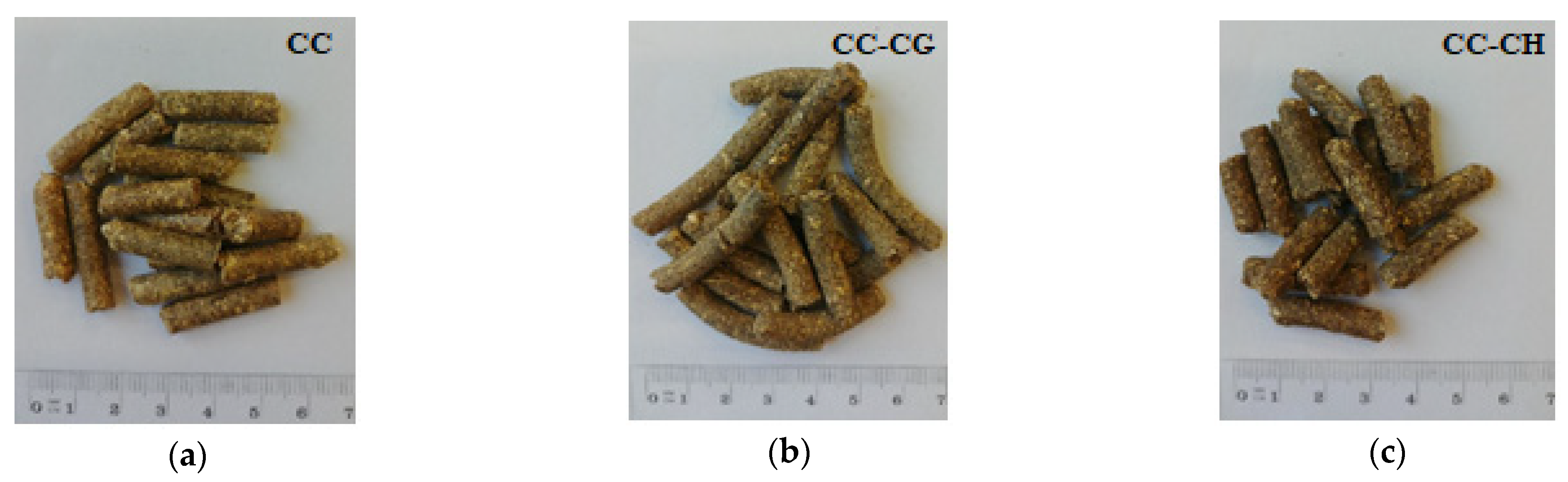
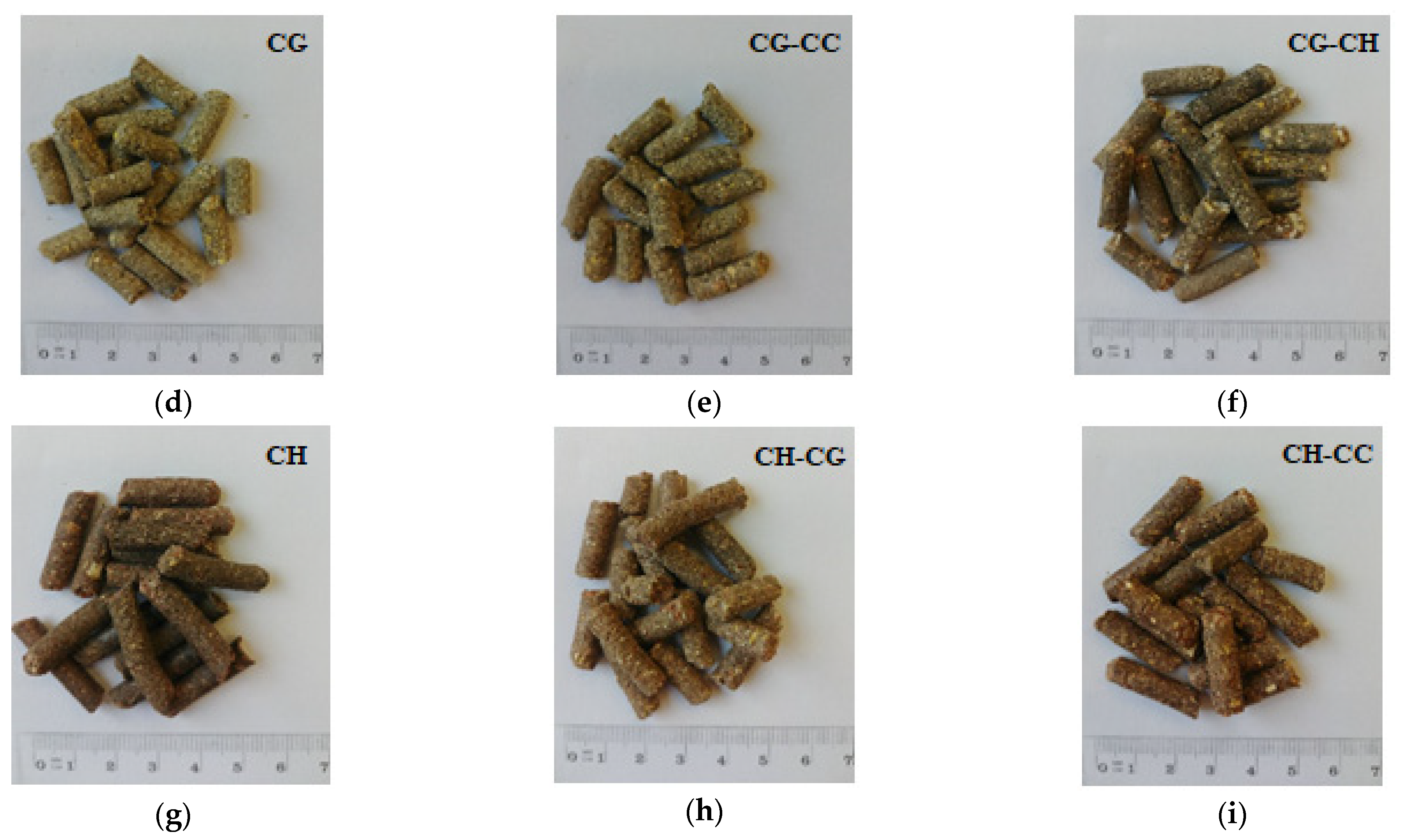
- Remains of corn cobs without grain—corn cobs (CC);
- Grain residues from the process of drying and cleaning of corn kernels—corn grains (CG);
- Husks of corn grains—corn husks (CH);
- As mixtures of the above materials in a 4:1 (v/v) ratio:
- Corn cobs and corn husks (CC-CH);
- Corn grains and corn cobs (CG-CC);
- Corn cobs and corn grains (CC-CG);
- Corn husks and corn grains (CH-CG);
- Corn husks and corn cobs (CH-CC);
- Corn grains and corn husks (CG-CH).
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| ED | energy density (Wh·kg−1) |
| EC | energy consumption (GJ·m−3) |
| DU | mechanical durability (%) |
| D | pellet density (kg∙m−3) |
| BD | bulk density (kg∙m−3) |
| LHV | lower heating value (MJ·kg−1) |
| Di | diameter of pellets (mm) |
| L | length of pellets (mm) |
| M | moisture content (%) |
| a, b, c, d | significant difference at the level of (α) of 0.05 |
| Sx | standard deviation |
| α | significance level |
| CC | corn cobs |
| CC-CH | corn cob–corn husk mixture 4:1 v/v |
| CC-CG | corn cob–corn grain mixture 4:1 v/v |
| CG | corn grain |
| CG-CC | corn grain–corn cob mixture 4:1 v/v |
| CG-CH | corn grain–corn husk mixture 4:1 v/v |
| CH | corn husk |
| CH-CG | corn husk–corn grain mixture 4:1 v/v |
| CH-CC | corn husk–corn cob mixture 4:1 v/v |
References
- Maj, G.; Krzaczek, P.; Stamirowska-Krzaczek, E.; Lipińska, H.; Kornas, R. Assessment of Energy and Physicochemical Biomass Properties of Selected Forecrop Plant Species. Renew. Energy 2019, 143, 520–529. [Google Scholar] [CrossRef]
- Pradhan, P.; Arora, A.; Mahajani, S.M. Pilot Scale Evaluation of Fuel Pellets Production from Garden Waste Biomass. Energy Sustain. Dev. 2018, 43, 1–14. [Google Scholar] [CrossRef]
- Ali, A.; Keerio, H.A.; Panhwar, S.; Ahad, M.Z. Experimental Investigation of Methane Generation in the Presence of Surface and Un-Surface Nanoparticles of Iron Oxide. AgriEngineering 2022, 4, 134–140. [Google Scholar] [CrossRef]
- Larina, Y.; Galchynska, J.; Kucheruk, P.; Zghurska, O.; Ortina, G.; Al-Nadzhar, F.; Marusei, T.; Kuboń, M.; Dzieniszewski, G. Estimation of the Domestic Agricultural Sector Potential for the Growth of Energy Cultures for Bioenergy Fuel Production. Agric. Eng. 2021, 25, 73–82. [Google Scholar] [CrossRef]
- Park, S.; Kim, S.J.; Oh, K.C.; Cho, L.H.; Kim, M.J.; Jeong, I.S.; Lee, C.G.; Kim, D.H. Characteristic Analysis of Torrefied Pellets: Determining Optimal Torrefaction Conditions for Agri-Byproduct. Energies 2020, 13, 423. [Google Scholar] [CrossRef] [Green Version]
- Sirous, R.; da Silva, F.J.N.; da Cruz Tarelho, L.A.; Martins, N.A.D. Mixed Biomass Pelleting Potential for Portugal, Step Forward to Circular Use of Biomass Residues. Energy Rep. 2020, 6, 940–945. [Google Scholar] [CrossRef]
- Tiammee, S.; Likasiri, C. Sustainability in Corn Production Management: A Multi-Objective Approach. J. Clean. Prod. 2020, 257, 120855. [Google Scholar] [CrossRef]
- Combrzyński, M.; Matysiak, A.; Wójtowicz, A.; Oniszczuk, T.; Kupryaniuk, K.; Żelizko, K.; Kuboń, M.; Mazurkiewicz, J.; Mitrus, M. Effect of Foaming Agent Addition on Starch Foam Properties. Przem. Chem. 2018, 97, 682–685. [Google Scholar] [CrossRef]
- Cui, X.; Yang, J.; Shi, X.; Lei, W.; Huang, T.; Bai, C. Pelletization of Sunflower Seed Husks: Evaluating and Optimizing Energy Consumption and Physical Properties by Response Surface Methodology (RSM). Processes 2019, 7, 591. [Google Scholar] [CrossRef] [Green Version]
- de Araújo Veloso, M.C.R.; Pires, M.R.; Villela, L.S.; Scatolino, M.V.; de Paula Protásio, T.; Mendes, L.M.; Guimarães Júnior, J.B. Potential Destination of Brazilian Cocoa Agro-Industrial Wastes for Production of Materials with High Added Value. Waste Manag. 2020, 118, 36–44. [Google Scholar] [CrossRef]
- Zhang, T.; Qiu, L.; Wang, Y.; Zhang, C.; Kang, K. Comparison of Bio-Oil and Waste Cooking Oil as Binders during the Codensification of Biomass: Analysis of the Pellet Quality. Bioenerg. Res. 2019, 12, 558–569. [Google Scholar] [CrossRef]
- Pradhan, P.; Mahajani, S.M.; Arora, A. Production and Utilization of Fuel Pellets from Biomass: A Review. Fuel Process. Technol. 2018, 181, 215–232. [Google Scholar] [CrossRef]
- Stasiak, M.; Molenda, M.; Gancarz, M.; Wiącek, J.; Parafiniuk, P.; Lisowski, A. Characterization of Shear Behaviour in Consolidated Granular Biomass. Powder Technol. 2018, 327, 120–127. [Google Scholar] [CrossRef]
- Alam, M.T.; Lee, J.-S.; Lee, S.-Y.; Bhatta, D.; Yoshikawa, K.; Seo, Y.-C. Low Chlorine Fuel Pellets Production from the Mixture of Hydrothermally Treated Hospital Solid Waste, Pyrolytic Plastic Waste Residue and Biomass. Energies 2019, 12, 4390. [Google Scholar] [CrossRef] [Green Version]
- Obidziński, S.; Dołżyńska, M.; Kowczyk-Sadowy, M.; Jadwisieńczak, K.; Sobczak, P. Densification and Fuel Properties of Onion Husks. Energies 2019, 12, 4687. [Google Scholar] [CrossRef] [Green Version]
- Zawiślak, K.; Sobczak, P.; Kraszkiewicz, A.; Niedziółka, I.; Parafiniuk, S.; Kuna-Broniowska, I.; Tanaś, W.; Żukiewicz-Sobczak, W.; Obidziński, S. The Use of Lignocellulosic Waste in the Production of Pellets for Energy Purposes. Renew. Energy 2020, 145, 997–1003. [Google Scholar] [CrossRef]
- Mostafa, M.E.; Hu, S.; Wang, Y.; Su, S.; Hu, X.; Elsayed, S.A.; Xiang, J. The Significance of Pelletization Operating Conditions: An Analysis of Physical and Mechanical Characteristics as Well as Energy Consumption of Biomass Pellets. Renew. Sustain. Energy Rev. 2019, 105, 332–348. [Google Scholar] [CrossRef]
- Ríos-Badrán, I.M.; Luzardo-Ocampo, I.; García-Trejo, J.F.; Santos-Cruz, J.; Gutiérrez-Antonio, C. Production and Characterization of Fuel Pellets from Rice Husk and Wheat Straw. Renew. Energy 2020, 145, 500–507. [Google Scholar] [CrossRef]
- Bilandzija, N.; Voca, N.; Jelcic, B.; Jurisic, V.; Matin, A.; Grubor, M.; Kricka, T. Evaluation of Croatian Agricultural Solid Biomass Energy Potential. Renew. Sustain. Energy Rev. 2018, 93, 225–230. [Google Scholar] [CrossRef]
- Greinert, A.; Mrówczyńska, M.; Grech, R.; Szefner, W. The Use of Plant Biomass Pellets for Energy Production by Combustion in Dedicated Furnaces. Energies 2020, 13, 463. [Google Scholar] [CrossRef] [Green Version]
- Hawrot-Paw, M.; Zmuda, A.; Koniuszy, A. Thermochemical Biomass Conversion Processes and Their Impact on the Environment. Przemysł Chem. 2019, 98, 1126–1129. [Google Scholar]
- Kupryaniuk, K.; Oniszczuk, T.; Combrzyński, M.; Czekała, W.; Matwijczuk, A. The Influence of Corn Straw Extrusion Pretreatment Parameters on Methane Fermentation Performance. Materials 2020, 13, 3003. [Google Scholar] [CrossRef] [PubMed]
- Sun, H.; Sun, S.; Feng, D.; Zhao, Y.; Zhang, Y.; Zhang, L.; Wu, J.; Qin, Y. Mechanism of Coke Formation and Corresponding Gas Fraction Characteristics in Biochar-Catalyzed Tar Reforming during Corn Straw Pyrolysis. Fuel Process. Technol. 2021, 221, 106903. [Google Scholar] [CrossRef]
- Yang, Y.; Sun, M.; Zhang, M.; Zhang, K.; Wang, D.; Lei, C. A Fundamental Research on Synchronized Torrefaction and Pelleting of Biomass. Renew. Energy 2019, 142, 668–676. [Google Scholar] [CrossRef]
- Kraszkiewicz, A.; Kachel-Jakubowska, M.; Niedziółka, I.; Zaklika, B.; Zawiślak, K.; Nadulski, R.; Sobczak, P.; Wojdalski, J.; Mruk, R. Impact of Various Kinds of Straw and Other Raw Materials on Physical Characteristics of Pellets. Rocz. Ochr. Srodowiska 2017, 19, 270–287. [Google Scholar]
- Dragutinovic, N.; Höfer, I.; Kaltschmitt, M. Effect of Additives on Thermochemical Conversion of Solid Biofuel Blends from Wheat Straw, Corn Stover, and Corn Cob. Biomass Conv. Bioref. 2019, 9, 35–54. [Google Scholar] [CrossRef]
- Li, J.; Wachemo, A.C.; Yuan, H.; Zuo, X.; Li, X. Evaluation of System Stability and Anaerobic Conversion Performance for Corn Stover Using Combined Pretreatment. Waste Manag. 2019, 97, 52–62. [Google Scholar] [CrossRef]
- Zhang, L.; Li, S.; Ding, H.; Zhu, X. Two-Step Pyrolysis of Corncob for Value-Added Chemicals and High-Quality Bio-Oil: Effects of Alkali and Alkaline Earth Metals. Waste Manag. 2019, 87, 709–718. [Google Scholar] [CrossRef]
- Aseffe, J.A.M.; Gonzalez, A.M.; Jaen, R.L.; Lora, E.E.S. The Corn Cob Gasification-Based Renewable Energy Recovery in the Life Cycle Environmental Performance of Seed-Corn Supply Chain: An Ecuadorian Case Study. Renew. Energy 2021, 13, 1523–1535. [Google Scholar] [CrossRef]
- Nagel, K.; Hoilett, N.O.; Mottaleb, M.A.; Meziani, M.J.; Wistrom, J.; Bellamy, M. Physicochemical Characteristics of Biochars Derived From Corn, Hardwood, Miscanthus, and Horse Manure Biomasses. Commun. Soil Sci. Plant Anal. 2019, 50, 987–1002. [Google Scholar] [CrossRef]
- Schulz, V.S.; Munz, S.; Stolzenburg, K.; Hartung, J.; Weisenburger, S.; Mastel, K.; Möller, K.; Claupein, W.; Graeff-Hönninger, S. Biomass and Biogas Yield of Maize (Zea mays L.) Grown under Artificial Shading. Agriculture 2018, 8, 178. [Google Scholar] [CrossRef] [Green Version]
- Kraszkiewicz, A.; Sobczak, P.; Żukiewicz-Sobczak, W.; Niedziółka, I.; Zawiślak, K.; Dula, M. Movement of Chemical Elements in Ash on the Example of a Process of Combustion Corn Straw Briquettes in a Low Power Boiler. Annu. Set Environ. Prot. 2019, 21, 1294–1306. [Google Scholar]
- Lizotte, P.-L.; Savoie, P.; De Champlain, A. Ash Content and Calorific Energy of Corn Stover Components in Eastern Canada. Energies 2015, 8, 4827–4838. [Google Scholar] [CrossRef] [Green Version]
- Bergonzoli, S.; Suardi, A.; Rezaie, N.; Alfano, V.; Pari, L. An Innovative System for Maize Cob and Wheat Chaff Harvesting: Simultaneous Grain and Residues Collection. Energies 2020, 13, 1265. [Google Scholar] [CrossRef] [Green Version]
- Gaiss, S.; Amarasiriwardena, D.; Alexander, D.; Wu, F. Tissue Level Distribution of Toxic and Essential Elements during the Germination Stage of Corn Seeds (Zea mays, L.) Using LA-ICP-MS. Environ. Pollut. 2019, 252, 657–665. [Google Scholar] [CrossRef]
- Tumuluru, J.S. Effect of Process Variables on the Density and Durability of the Pellets Made from High Moisture Corn Stover. Biosyst. Eng. 2014, 119, 44–57. [Google Scholar] [CrossRef] [Green Version]
- Maj, G.; Szyszlak-Bargłowicz, J.; Zając, G.; Słowik, T.; Krzaczek, P.; Piekarski, W. Energy and Emission Characteristics of Biowaste from the Corn Grain Drying Process. Energies 2019, 12, 4383. [Google Scholar] [CrossRef] [Green Version]
- Bartkowiak, A.; Gracz, W.; Marcinkowski, D.; Skrzypek, D.; Wojtaszyk, S. Research on Quality of Maize Grain as a Result of the Application of an Innnovative System for Storing Grain under Operating Conditions. Agric. Eng. 2019, 23, 15–28. [Google Scholar] [CrossRef] [Green Version]
- Labbé, R.; Paczkowski, S.; Knappe, V.; Russ, M.; Wöhler, M.; Pelz, S. Effect of Feedstock Particle Size Distribution and Feedstock Moisture Content on Pellet Production Efficiency, Pellet Quality, Transport and Combustion Emissions. Fuel 2020, 263, 116662. [Google Scholar] [CrossRef]
- Miranda, M.T.; Sepúlveda, F.J.; Arranz, J.I.; Montero, I.; Rojas, C.V. Analysis of Pelletizing from Corn Cob Waste. J. Environ. Manag. 2018, 228, 303–311. [Google Scholar] [CrossRef]
- Kluska, J.; Ochnio, M.; Kardaś, D. Carbonization of Corncobs for the Preparation of Barbecue Charcoal and Combustion Characteristics of Corncob Char. Waste Manag. 2020, 105, 560–565. [Google Scholar] [CrossRef] [PubMed]
- Song, S.; Liu, P.; Xu, J.; Chong, C.; Huang, X.; Ma, L.; Li, Z.; Ni, W. Life Cycle Assessment and Economic Evaluation of Pellet Fuel from Corn Straw in China: A Case Study in Jilin Province. Energy 2017, 130, 373–381. [Google Scholar] [CrossRef]
- Kaliyan, N.; Morey, R.V. Factors Affecting Strength and Durability of Densified Biomass Products. Biomass Bioenergy 2009, 33, 337–359. [Google Scholar] [CrossRef]
- Obidziński, S. Study of cereal waste granulation process. Przem. Chem. 2017, 1, 178–181. [Google Scholar] [CrossRef]
- Kraszkiewicz, A.; Niedziółka, I.; Parafiniuk, S.; Sprawka, M.; Dula, M. Assessment of Selected Physical Characteristics of the English Ryegrass (Lolium perenne L.) Waste Biomass Briquettes. Agric. Eng. 2019, 23, 21–30. [Google Scholar] [CrossRef]
- Skonecki, S.; Kulig, R.; Łysiak, G. Models of Pressure Compaction and Their Application for Wheat Meal. Int. Agrophysics 2014, 28, 125–130. [Google Scholar] [CrossRef] [Green Version]
- Stolarski, M.J.; Szczukowski, S.; Tworkowski, J.; Krzyżaniak, M.; Gulczyński, P.; Mleczek, M. Comparison of Quality and Production Cost of Briquettes Made from Agricultural and Forest Origin Biomass. Renew. Energy 2013, 57, 20–26. [Google Scholar] [CrossRef]
- Fernández-Puratich, H.; Hernández, D.; Lerma Arce, V. Characterization and Cost Savings of Pellets Fabricated from Zea mays Waste from Corn Mills Combined with Pinus radiata. Renew. Energy 2017, 114, 448–454. [Google Scholar] [CrossRef]
- Obraniak, A.; Gluba, T. A Model of Granule Porosity Changes during Drum Granulation. Physicochem. Probl. Miner. Process. 2011, 46, 219–228. [Google Scholar]
- Wongsiriamnuay, T.; Tippayawong, N. Effect of Densification Parameters on the Properties of Maize Residue Pellets. Biosyst. Eng. 2015, 139, 111–120. [Google Scholar] [CrossRef]
- Djatkov, D.; Martinov, M.; Kaltschmitt, M. Influencing Parameters on Mechanical–Physical Properties of Pellet Fuel Made from Corn Harvest Residues. Biomass Bioenergy 2018, 119, 418–428. [Google Scholar] [CrossRef]
- Orisaleye, J.I.; Jekayinfa, S.O.; Adebayo, A.O.; Ahmed, N.A.; Pecenka, R. Effect of Densification Variables on Density of Corn Cob Briquettes Produced Using a Uniaxial Compaction Biomass Briquetting Press. Energy Sources Part A Recovery Util. Environ. Eff. 2018, 40, 3019–3028. [Google Scholar] [CrossRef]
- Wróbel, M.; Mudryk, K.; Gąsiorski, A.; Posyłek, Z.; Dróżdż, T. Pelletizing Process Energy Inputs Selected Types of Biomass. Przegląd Elektrotech. 2017, 93, 233–236. [Google Scholar]
- Zając, G.; Maj, G.; Szyszlak-Bargłowicz, J.; Słowik, T.; Krzaczek, P.; Gołębiowski, W.; Dębowski, M. Evaluation of the Properties and Usefulness of Ashes from the Corn Grain Drying Process Biomass. Energies 2020, 13, 1290. [Google Scholar] [CrossRef] [Green Version]
- Jiang, L.; Yuan, X.; Xiao, Z.; Liang, J.; Li, H.; Cao, L.; Wang, H.; Chen, X.; Zeng, G. A Comparative Study of Biomass Pellet and Biomass-Sludge Mixed Pellet: Energy Input and Pellet Properties. Energy Convers. Manag. 2016, 126, 509–515. [Google Scholar] [CrossRef]
- Tan, M.; Luo, L.; Wu, Z.; Huang, Z.; Zhang, J.; Huang, J.; Yang, Y.; Zhang, X.; Li, H. Pelletization of Camellia Oleifera Abel. Shell after Storage: Energy Consumption and Pellet Properties. Fuel Process. Technol. 2020, 201, 106337. [Google Scholar] [CrossRef]
- Rezaei, H.; Yazdanpanah, F.; Lim, C.J.; Sokhansanj, S. Pelletization Properties of Refuse-Derived Fuel—Effects of Particle Size and Moisture Content. Fuel Process. Technol. 2020, 205, 106437. [Google Scholar] [CrossRef]
- García, R.; Gil, M.V.; Rubiera, F.; Pevida, C. Pelletization of Wood and Alternative Residual Biomass Blends for Producing Industrial Quality Pellets. Fuel 2019, 251, 739–753. [Google Scholar] [CrossRef]
- Kirsten, C.; Lenz, V.; Schröder, H.-W.; Repke, J.-U. Hay Pellets—The Influence of Particle Size Reduction on Their Physical–Mechanical Quality and Energy Demand during Production. Fuel Process. Technol. 2016, 148, 163–174. [Google Scholar] [CrossRef]
- Stasiak, M.; Molenda, M.; Bańda, M.; Wiącek, J.; Parafiniuk, P.; Lisowski, A.; Gancarz, M.; Gondek, E. Mechanical Characteristics of Pine Biomass of Different Sizes and Shapes. Eur. J. Wood Prod. 2019, 77, 593–608. [Google Scholar] [CrossRef] [Green Version]
- Niedziółka, I.; Szpryngiel, M.; Kachel-Jakubowska, M.; Kraszkiewicz, A.; Zawiślak, K.; Sobczak, P.; Nadulski, R. Assessment of the Energetic and Mechanical Properties of Pellets Produced from Agricultural Biomass. Renew. Energy 2015, 76, 312–317. [Google Scholar] [CrossRef]
- Keppel, A.; Finnan, J.; Rice, B.; Owende, P.; MacDonnell, K. Cereal Grain Combustion in Domestic Boilers. Biosyst. Eng. 2013, 115, 136–143. [Google Scholar] [CrossRef] [Green Version]
- Ghasemi, A.; Chayjan, R.A.; Najafabadi, H.J. Optimization of Granular Waste Production Based on Mechanical Properties. Waste Manag. 2018, 75, 82–93. [Google Scholar] [CrossRef]
- Ishii, K.; Furuichi, T. Influence of Moisture Content, Particle Size and Forming Temperature on Productivity and Quality of Rice Straw Pellets. Waste Manag. 2014, 34, 2621–2626. [Google Scholar] [CrossRef] [PubMed]
- Rajput, S.P.; Jadhav, S.V.; Thorat, B.N. Methods to Improve Properties of Fuel Pellets Obtained from Different Biomass Sources: Effect of Biomass Blends and Binders. Fuel Process. Technol. 2020, 199, 106255. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Unit | Material | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| CC | CC-CG | CC-CH | CG | CG-CC | CG-CH | CH | CH-CG | CH-CC | ||
| M ± Sx | (%) | 28.32 ± 0.21 | 28.02 ± 0.36 | 29.20 ± 0.59 | 27.23 ± 0.12 | 27.89 ± 0.90 | 28.96 ± 0.42 | 30.01 ± 0.32 | 27.67 ± 0.33 | 29.68 ± 0.32 |
| Parameter | Unit | Material | p-Value | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| CC | CC-CG | CC-CH | CG | CG-CC | CG-CH | CH | CH-CG | CH-CC | |||
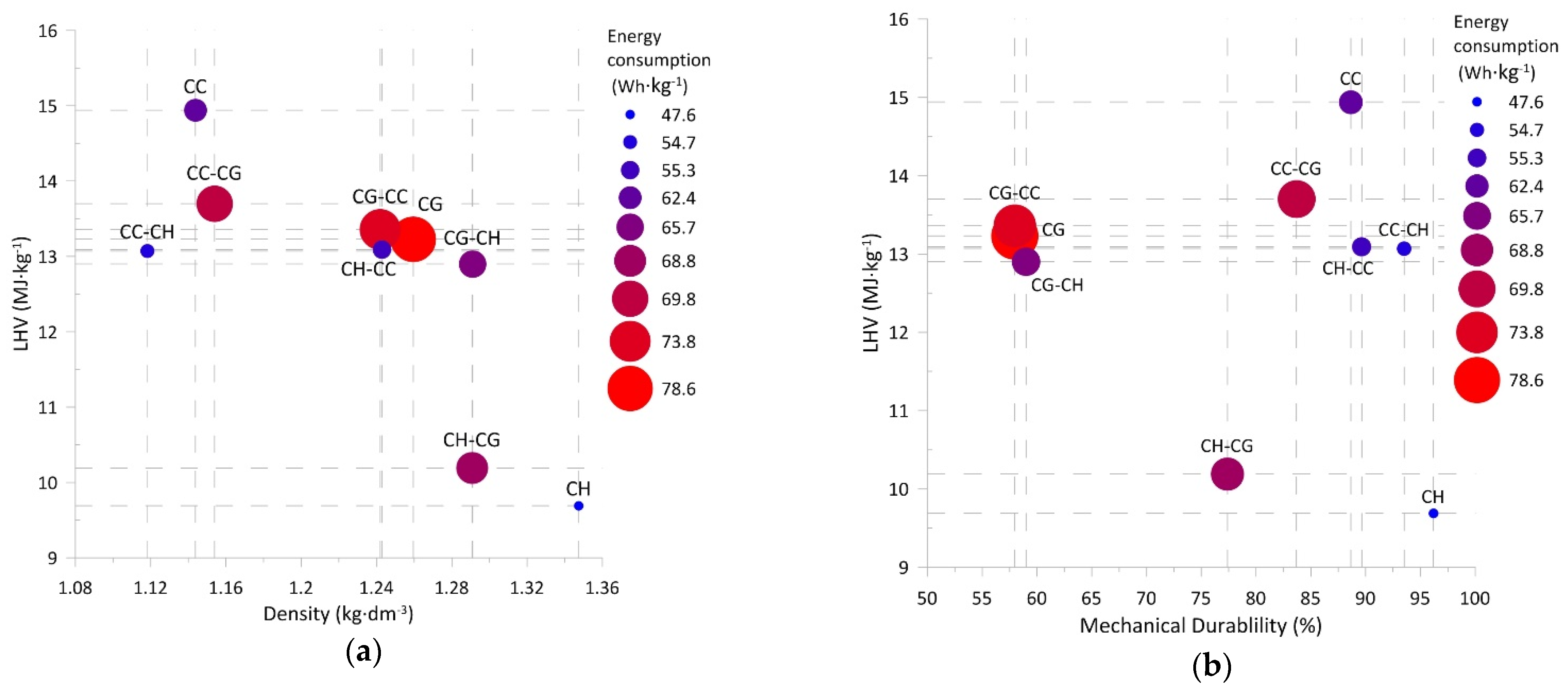
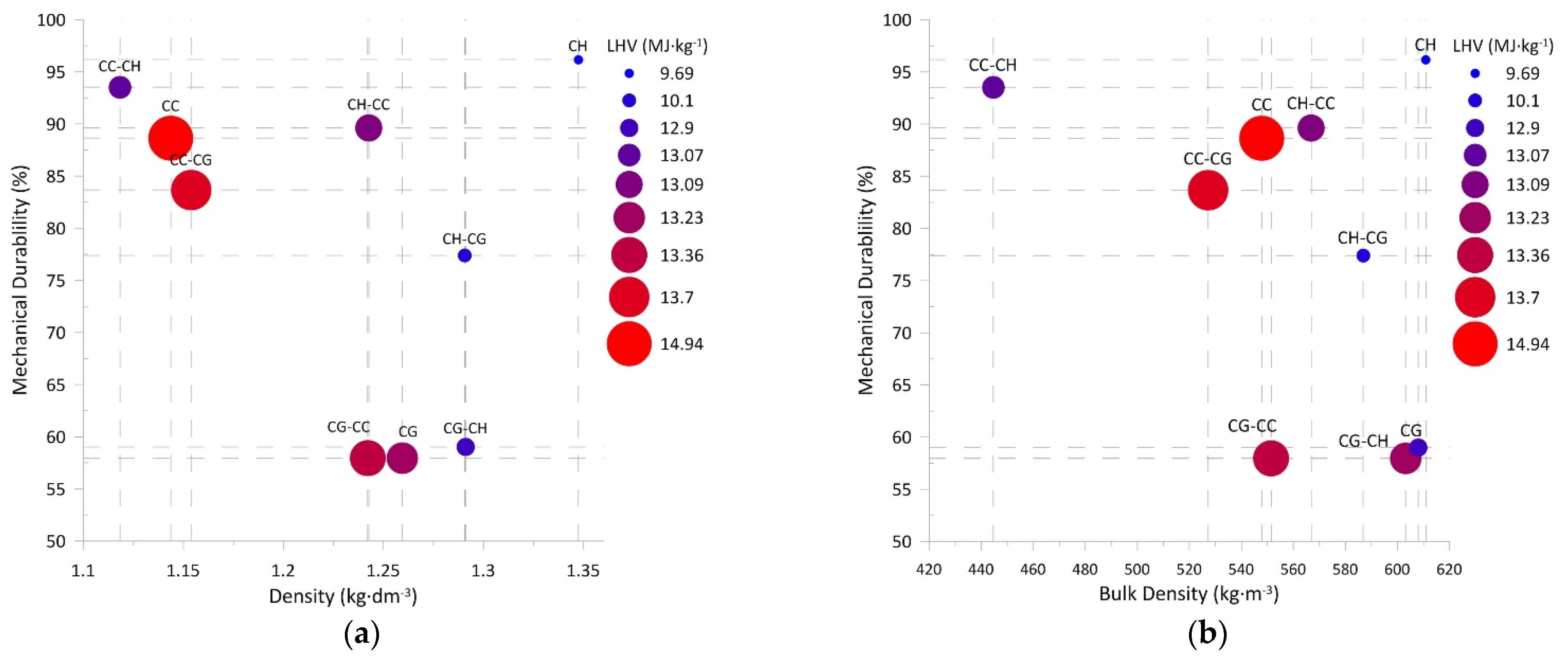
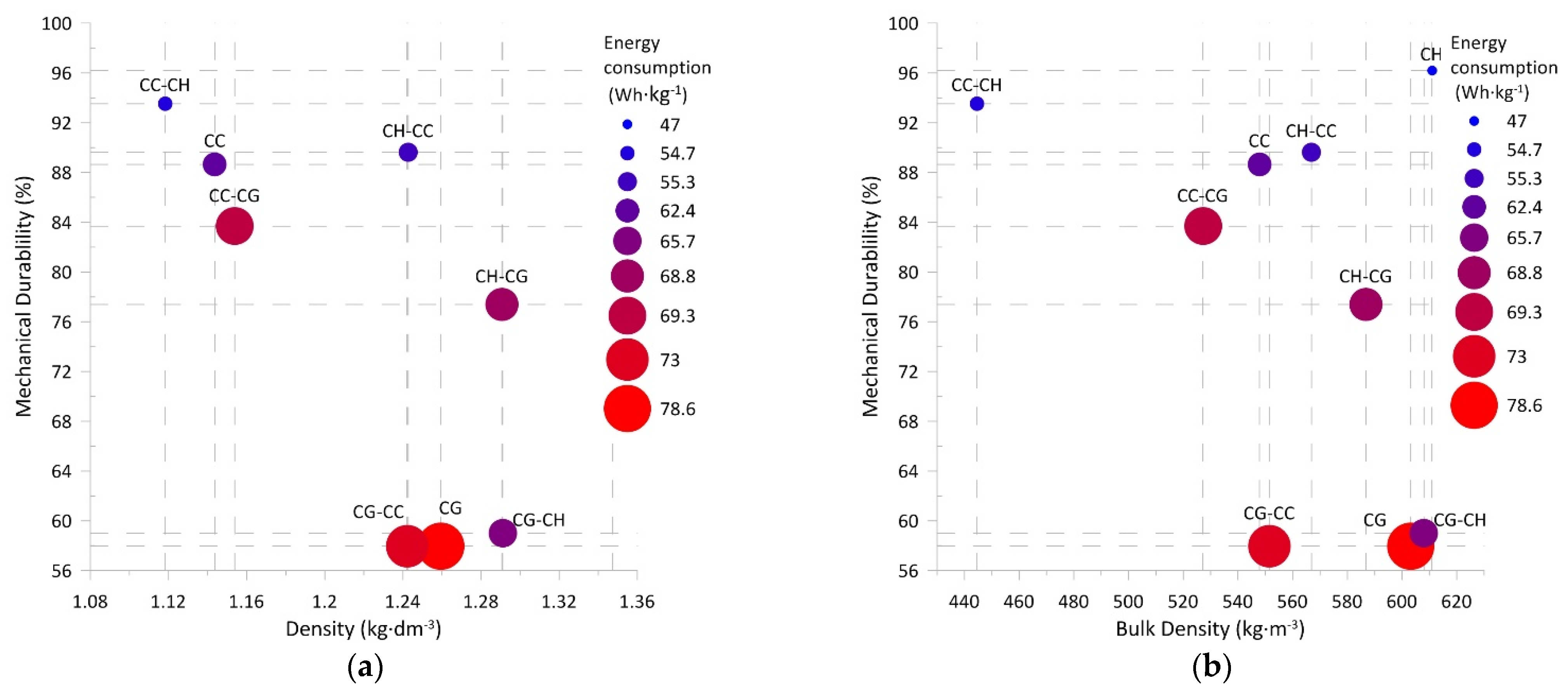
| D ± Sx | (kg·dm−3) | 1.14 a,b ± 0.00 | 1.15 b ± 0.01 | 1.12 a ± 0.01 | 1.26 c ± 0.01 | 1.24 c ± 0.01 | 1.29 d ± 0.00 | 1.35 f ± 0.02 | 1.29 d ± 0.01 | 1.24 c ± 0.03 | <0.01 |
| BD ± Sx | (kg·m−3) | 547.9 c ± 1.2 | 527.2 b ± 2.8 | 444.6 a ± 0.5 | 603.1 f ± 3.9 | 551.5 c ± 4.2 | 608.1 f,g ± 0.2 | 610.9 g ± 2.0 | 586.8 e ± 3.3 | 566.9 d ± 1.2 | <0.01 |
| DU ± Sx | (%) | 88.65 d ± 0.01 | 83.69 c ± 0.02 | 93.52 e ± 0.04 | 57.97 a ± 0.02 | 57.38 a ± 0.02 | 78.33 b ± 0.02 | 96.19 f ± 0.01 | 77.39 b ± 0.02 | 89.64 d ± 0.01 | <0.01 |
| Di ± Sx | (mm) | 6.25 a,b,c ± 0.05 | 6.40 c,d ± 0.16 | 6.38 b,c,d ± 0.03 | 6.20 a ± 0.10 | 6.30 a,b,c,d ± 0.10 | 6.35 a,b,c,d ± 0.05 | 6.22 a,b ± 0.13 | 6.46 d ± 0.24 | 6.43 d ± 0.03 | <0.01 |
| L ± Sx | (mm) | 26.1 c ± 4.3 | 37.0 d ± 6.5 | 22.2 a,b,c ± 2.9 | 18.5 a ± 2.7 | 19.6 a ± 2.5 | 19.7 a ± 2.3 | 24.7 b,c ± 3.4 | 20.1 a,b ± 2.2 | 22.9 a,b,c ± 2.4 | <0.01 |
| Parameter | Unit | Material | p-Value | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| CC | CC-CG | CC-CH | CG | CG-CC | CG-CH | CH | CH-CG | CH-CC | |||
| LHV * ± Sx | (MJ·kg−1) | 14.94 d ± 0.01 | 13.70 c ± 0.04 | 13.07 b,c ± 0.64 | 13.23 b,c ± 0.17 | 13.36 b,c ± 0.04 | 12.90 b ± 0.01 | 9.69 a ± 0.09 | 10.19 a ± 0.06 | 13.09 b,c ± 0.01 | <0.01 |
| EC ± Sx | (Wh·kg−1) | 62.4 c ± 1.1 | 69.3 e ± 0.8 | 54.7 b ± 1.3 | 78.6 g ± 0.9 | 73.8 f ± 0.5 | 65.7 d ± 0.7 | 47.6 a ± 0.3 | 68.8 e ± 0.8 | 55.3 b ± 1.4 | <0.01 |
| ED ± Sx | (GJ·m−3) | 8.19 g ± 0.02 | 7.22 c ± 0.04 | 5.81 a ± 0.01 | 7.98 f ± 0.05 | 7.37 d ± 0.06 | 7.84 e ± 0.00 | 5.92 b ± 0.02 | 5.98 b ± 0.03 | 7.42 d ± 0.02 | <0.01 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Maj, G.; Krzaczek, P.; Gołębiowski, W.; Słowik, T.; Szyszlak-Bargłowicz, J.; Zając, G. Energy Consumption and Quality of Pellets Made of Waste from Corn Grain Drying Process. Sustainability 2022, 14, 8129. https://doi.org/10.3390/su14138129
Maj G, Krzaczek P, Gołębiowski W, Słowik T, Szyszlak-Bargłowicz J, Zając G. Energy Consumption and Quality of Pellets Made of Waste from Corn Grain Drying Process. Sustainability. 2022; 14(13):8129. https://doi.org/10.3390/su14138129
Chicago/Turabian StyleMaj, Grzegorz, Paweł Krzaczek, Wojciech Gołębiowski, Tomasz Słowik, Joanna Szyszlak-Bargłowicz, and Grzegorz Zając. 2022. "Energy Consumption and Quality of Pellets Made of Waste from Corn Grain Drying Process" Sustainability 14, no. 13: 8129. https://doi.org/10.3390/su14138129