1. Introduction
The application of Lean Manufacturing (LM) in both the service and manufacturing industries has demonstrated improvements in organizational performance [
1,
2]. Other benefits obtained from LM implementation include improved flexibility, profitability, and efficiency [
3,
4]; continuous improvement in processes [
5,
6]; reduced production costs [
7,
8,
9]; improved customer satisfaction [
10,
11]; enhanced just-in-time production (JIT) [
12,
13]; ergonomic improvements for employees [
14]; and increased product reliability [
15]. This success implies that Lean is universal [
13,
16,
17] and is not a fad that will pass away. Furthermore, recent research shows that LM is a base upon which new technologies such as Industry 4.0 can be built [
18,
19,
20,
21,
22,
23,
24].
Previous research has shown that LM affects production processes, which improves the three pillars of sustainability: economic, social, and environmental [
25,
26,
27]. For example, LM enhances cost-cutting measures during the production process by reducing the number of non-value-added activities, which leads to improved economic performance [
28]. In addition, LM practices such as value stream mapping (VSM) boost environmental performance by identifying and charting the use of raw materials, water, and energy by manufacturing processes [
29]. On the other hand, LM supports social performance by enhancing safe working conditions and promoting kaizen, which ameliorates employees’ safety and occupational health [
30].
Although many success stories about LM have been recorded, many organizations find it challenging to transform and sustain LM [
31,
32,
33]. Difficulties may occur due to poor training and a lack of understanding of the philosophy. Teaching Lean is one of the crucial areas linked to the successful adoption of Lean. The authors in [
34] described teaching Lean as providing a modus operandi of how LM practices and principles are disseminated to professionals and students for use in their organizations. Many consulting firms have been formed to train companies to implement LM. However, most consulting firms that train organizations to implement Lean practices do not explain the importance of creating an enabling environment. Additionally, some Lean consultants describe only the benefits of Lean adoption while not explaining how their training has helped manufacturing organizations [
35].
The Institute of Research for Technology Development (IR4TD) at the University of Kentucky partnered with Toyota in 1994 to train students and industry professionals in Lean through its TRUE LEAN™ training programs. This program helps by disseminating knowledge and experience related to the Toyota Production System (TPS), employing facilitators who have worked as managers or who are working for Toyota. In addition, the trainees have an opportunity to tour the Toyota plant in Georgetown, Kentucky, where they can visualize and experience the TPS in action. The TRUE LEAN
TM training program has a laboratory where the participants can practice the tools they learned in class. This laboratory serves as a learning factory [
34,
36]. The TRUE LEAN
TM program also provides training on the “people side of True Lean” and is referred to as the cultural DNA of True Lean, without which Lean cannot be maintained. Though the training highlights the practical implementation of Lean through developing Lean culture in participants, some companies still face challenges in maintaining Lean. The authors in [
37] reported that about 70% of manufacturing organizations in North America had implemented LM; however, only one in four organizations has obtained satisfactory results. Therefore, in this study we highlight the main challenges that manufacturing organizations face in North America when transforming and adopting Lean Manufacturing principles. The research question raised for the study is:
The extant research describes several challenges and obstacles faced by organizations when implementing LM. The authors in [
38] cited that the major problem faced by organizations during LM implementation is steering the path to change, as well as removing and overcoming obstacles. The authors in [
39] categorized Lean implementation challenges into two groups: barriers to LM adoption and problems faced during LM implementation. This study highlighted the fact that the obstacles to Lean adoption were a lack of top and middle management support, workers’ resistance to adopting the new philosophy, and a lack of technical know-how regarding how to adopt LM. These authors reported that some organizations believe that LM is complex and challenging to adopt. Some organizations lack time to implement the philosophy [
7,
11,
40,
41]. Recent research has also shown that some organizations do not perceive the benefits of adopting LM [
41,
42]; thus, they treat it as a gimmick and a fad that will pass away. In addition, the authors in [
39] reported that challenges faced during LM implementation include poor worker relations and the inability of employees to change their behavior, causing them to go back to their old ways of doing things.
Our literature survey indicated that few studies regarding challenges faced by manufacturing organizations in North America involved in implementing and sustaining LM exist in the literature. The authors in [
43] investigated the significant difficulties involved in sustaining Lean in one of the Fortune 500 manufacturing plants in Eastern USA. The study revealed that the employees felt that poor communication existed between the top management and the employees. Additionally, employees believed that the top management did not value coaching, which made the maintenance of LM difficult. The authors of another study [
44] investigated the barriers to Lean implementation and the difficulties in sustaining this philosophy in manufacturing organizations in Pennsylvania and Virginia. The research outcomes indicated that LM adopters and non-Lean adopters faced challenges such as the resistance of employees and management to change and a lack of technical know-how for Lean implementation. The authors in [
11] concluded that challenges for Lean adoption in wood industries were backsliding to the old ways of performing processes and a lack of technical knowledge, which contributed 61% and 41%, respectively.
On the other hand, the authors in [
45] found that lack of support for LM implementation by the top management negatively impacted Lean sustenance in an electronics manufacturing company in the USA. The authors in [
46] also investigated the challenges of implementing Lean for SMEs in America. Their study indicated that the most significant challenge for non-Lean SMEs and somewhat Lean SMEs was changing the company culture. On the other hand, the Lean SMEs reported that the employees tended to backslide to the old way of performing work. The present study is different from the previous research conducted on LM implementation barriers in the USA because it uses data collected from various states and diverse industries in North America. The authors of [
43,
45] only analyzed barriers to implementing LM after collecting data from a single organization. The authors in [
11] collected data from wood industries only, whereas [
46] used SMEs only. According to the authors’ knowledge, this is the only study that has been conducted to investigate the challenges in adopting LM across various manufacturing industries using data collected from different states in North America. Additionally, the authors of this study ranked the LM implementation challenges according to the most critical barrier to lean adoption, which can help new organizations that want to implement LM. Therefore, this study aims to identify LM implementation challenges faced by manufacturing organizations which helps organizations become aware of the potential obstacles they might face during Lean adoption.
The paper is organized as follows:
Section 1 presents the background of the problem, and
Section 2, based on the literature review, describes the significant challenges during Lean implementation. Next,
Section 3 describes the methodology employed in this study.
Section 4 presents the survey results, and finally,
Section 5 highlights our conclusions and areas of further research.
2. Literature Review
In conducting the literature review, the authors used research articles published on Lean barriers or Lean challenges in the manufacturing industry. Articles published in three databases—Google Scholar, Scopus, and web of science—were utilized, and the researchers used keywords such as Lean Manufacturing barriers, Lean Manufacturing obstacles, Lean manufacturing challenges, and manufacturing industries. The initial search yielded 103 relevant papers, and 77 articles were eliminated due to duplication, industry type investigated, and publication type. All the papers from the service industry were eradicated, and book chapters, reports, and theses were also removed, leaving 26 usable articles. The authors then categorized the existing obstacles faced by organizations during Lean implementation as:
Lack of proper training;
Resistance of management to change;
Resistance of employees to change;
Insufficient financial resources;
Cultural barriers;
Lean is complex to implement;
Lack of personnel with the technical know-how regarding Lean implementation;
Lack of key performance indicators.
2.1. Lack of Proper Training
Many organizations worldwide have implemented LM, but not all have successfully obtained favorable results. The authors in [
11] stated that most companies might reduce costs through Lean adoption; however, very few companies can outperform Toyota Motor Corporation in terms of profitability, market growth, and quality. The authors in [
47] reported that most companies proclaim a breakthrough after implementing only one LM project and before cultivating a culture of continuous improvement. On the other hand, [
48] showed that LM is a complicated system that uses different practices and philosophies and thus requires adequately trained employees. Proper training will make employees understand how their work affects the whole production process; therefore, they strive to improve their work environment. Through good training, the worker is given the necessary skills to solve problems individually or as a team. Furthermore, good training will make workers know what is expected from them to sustain Lean through commitment and improvements in performance.
Lean coaches and trainers lead the Lean implementation process since they know its practices, and principles [
49,
50,
51]. Their role involves initiating the Lean methodology, organizing the teams, and setting up key performance indicators that help to track the results and progress of the implementation of Lean principles. In addition, good training causes employees to change their work mindset, thus infusing a new culture into the workplace. Ideally, Lean training should start with coaching the management team on Lean strategy deployment [
52]. This will enable them to understand the purpose of LM, hence understanding their role during Lean deployment. Unfortunately, the extant research has shown that most organizations lack Lean experts [
42,
53,
54] who have competencies to drive and manage Lean implementation. Another challenge is a shortage of supervisory, managerial, and workforce skills to support Lean implementation [
41]. Furthermore, some organizations do not know the existing Lean trainers and coaches [
54,
55]. For example, the significant challenges faced by Indian SMEs during Lean adoption were poor training [
42] and inadequate training [
56].
2.2. Resistance of Management to Change
Empirical research has shown that management commitment and support are critical success factors for Lean adoption [
15,
37,
57,
58,
59,
60,
61,
62]. Therefore, leadership should provide strategic leadership by clearly communicating the LM implementation goals, stimulating employee interest in the philosophy, and steering the project [
45]. Additionally, the leadership should respect employees and acknowledge every effort they put into improving the process. Thus, the role of management is to provide financial support during LM adoption [
63,
64,
65] and to train and empower employees to improve their processes continuously [
66].
A study [
53] of three process engineering industries revealed that these organizations did not implement Lean because top management believed that the philosophy was unnecessary; hence, they could not commit financial resources to training employees. The significant barriers to LM adoption are leadership resistance to change [
44]; poor leadership drive [
67]; and poor communication, support, and commitment [
7,
54,
55]. Some leaders also lack knowledge of LM [
56]; thus, they do not understand how the philosophy improves strategic business goals.
2.3. Resistance of Workers to Change
The workers form the backbone of any manufacturing organization [
68]. Workers perform specific tasks, and they should be adequately trained to understand their processes well. Thus, workers are the drivers for any Lean deployment. The level of skills possessed by employees depends on the training they receive from coaches/trainers and team leaders. A study [
10] revealed that employees in Lithuanian companies were committed to seeking organizational objectives related to the adoption of Lean and thus were actively involved in kaizen activities. Resistance of employees to change may be caused by a lack of understanding of the purpose of the philosophy [
44]. Proper training stimulates the intrinsic motivation for employees to continuously improve their processes and solve problems that arise within their work environment [
69]. The challenges to the successful adoption of LM include the reluctance of workers to remove hurdles in their workplaces [
56], the resistance of employees to be trained, and their non-Lean habits [
41], which in turn inhibit the sustenance of LM. Additionally, Lean fails when workers feel that their work is not valued because the top management is not listening to them [
55].
2.4. Insufficient Financial Resources
Manufacturing organizations need financial resources to hire Lean coaches to train top management and employees [
63]. Money is also required to buy machinery and materials and motivate employees through incentives. A study [
70] of manufacturing companies in the United Kingdom revealed that the lack of adequate funding for small enterprises was a significant challenge for Lean adoption, whereas medium and large enterprises were not affected by a lack of financial challenges. Similarly, authors such as [
53] and [
42] corroborated that SMEs lack a budget dedicated toward Lean implementation during the early stages of Lean adoption.
The authors in [
71] stated that companies must consider capital expenditures for buying machinery; thus, they may only see positive returns after this initial high cost. Therefore, when organizations set aside money for LM implementation, they must know that it might take time to reap the benefits of adopting Lean. Because of that, researchers have reported that many organizations lack the financial resources to implement Lean [
11,
40,
41,
54,
67,
72].
2.5. Cultural Barriers
Formulating and sustaining a Lean enterprise requires a considerable change in leadership and employees’ behavior, culture, and attitudes [
73]. However, this behavioral change may be difficult to attain; thus, organizations hire external Lean coaches/ trainers who instill behavioral changes through training [
74]. In addition, the changes in culture and attitude require every person in the organization to forsake their comfort zone and change how they relate to one another. Individuals also need to change the ways in which they perform specific tasks. Thus, cultural changes involve the ability of the top management to be accountable and to lead by example.
On the other hand, employees should have the mindset that their processes can be continuously improved [
75]. Employees should be trained to love their work and their organizations. The ability of Toyota to teach their employees to envy their working environment and their organization enables them to outperform their competitors [
76]. The idea is to focus on workforce development [
77], rather than on results (increased productivity/ quality) [
78]. The authors in [
44] stated that organizational culture strongly influences Lean implementation failure or success since the transformation process continues endlessly, thus requiring employees who are dedicated to their work. Several studies have shown that lack of change in organizational culture is the most significant challenge in Lean transformation [
40,
42,
53,
54,
55,
67].
2.6. Lean Is Complex to Implement
Lean manufacturing has its roots in the automobile industry, in which the production system is repetitive and discrete. The authors in [
53] stated that it is challenging to implement LM in other production systems, such as the process industry, because it is tailor-made for discrete industries. Research on 120 Indian process industries revealed that Lean adoption in this sector is very low [
53]. On the other hand, [
79] corroborated that Lean is complex in industries with characteristics different from the discrete and repetitive sectors, such as the automobile industries. Furthermore, [
11] revealed that 23% of the responding organizations that were part of the Wood Component Manufacturing Association in the USA believed that LM is difficult to implement. Additionally, Bamford and Forrester [
67] concluded that Lean was difficult to implement in a food manufacturer in the United Kingdom due to supplier unreliability and incorrect data exchange across the supply chain, which caused a decrease in work in progress.
2.7. Lack of Understanding of the Benefits of Implementing LM
Several studies have highlighted the benefits of adopting LM [
2,
80,
81,
82,
83]; however, some companies have not been persuaded [
70,
84]. Furthermore, the measurement of the perceived benefits of LM adoption has also caused problems [
70] since LM depends on non-financial performance measures rather than cost measurements and other traditional performance measures [
85]. As a result, some organizations that use these traditional methods may conclude that Lean does not cause any improvement. In addition, [
86] stated that researchers have proposed different performance measurement models such as simulation, graphical, qualitative, and quantitative models, causing confusion as to how organizations can measure Lean performance.
Several studies have shown that some organizations do not understand the benefits of LM. For example, the major barrier in a US manufacturing firm was the evaluation of the impact of LM, since the top management was not objective in reporting performance [
44]. In addition, another study [
41] revealed that 13.5% of the manufacturing organizations in India which had not implemented LM cited that they could not measure the benefits of LM implementation.
2.8. Lack of Time
Lean adoption requires employees and top management to dedicate time to implement the philosophy. The top managers should also commit some time to training and becoming actively involved in the LM adoption process [
87]. However, several studies have revealed that top managers might lack time to actively participate in the Lean implementation process [
88,
89]. For example, [
90] showed that SMEs and large enterprises in the UK felt that Lean implementation gave them more responsibilities. In addition, organizations expected top managers and team leaders to be actively involved in the implementation process, though they did not support them efficiently. Another study [
87] of 22 SMEs in Sweden revealed that the organizations reported that they did not have time for implementing LM and also did not implement kanban. Research [
11] has shown that 20% of wood company manufacturing organizations had no time to implement LM. Other researchers also reported that organizations lack time to implement LM [
7,
40,
41].
Table 1 summarizes studies on Lean implantation barriers found in the literature.
2.9. Fuzzy Analytical Hierarchy Process (FAHP)
The AHP process is one of the tools used in multi-criteria decision making (MCDM) and is widely adopted in other disciplines and engineering [
93]. The method is widely accepted because it utilizes quantitative and qualitative factors during the decision-making process, making it easier for decision-makers to choose the best option [
94]. However, despite the numerous advantages of AHP, its major weakness is that it is insensitive to any disturbances when the size of the problem is minor and when there are no other ways to obtain the values for the pairwise comparisons [
94]. Additionally [
95] corroborated that AHP depends on the judgment of the decision-makers, which makes this method unstable. Furthermore, AHP is inadequate in handling uncertainty and fuzziness due to incomplete information, human errors in judgment, and a fuzzy environment [
96]. Thus, to overcome these shortcomings, Van Laarhoven and Pedrycz extended AHP by adding fuzzy logic to form fuzzy AHP [
97]. Several scholars have illustrated the benefits obtained from FAHP.
Table 2 presents several studies that have used FAHP in relation to LM.
2.10. Fuzzy Logic
Management decisions are critical strategic decisions that guide the future of manufacturing organizations. Businesses operate in an ever-changing environment, requiring management to handle these uncertain conditions and select the best solution for each problem. Furthermore, the decision-making process becomes complicated because of the interrelationships among various elements. Fuzzy set theory is used to determine an optimum solution. Fuzzy logic uses an interval of [0, 1] to map the degree of the membership function [
85,
86]. When a value of 0 is given, it indicates that the element is not part of the defined set [
87]. When a value of 1 is given, it shows that the element is part of the set [
88]. However, a value that ranges between 0 and 1 may be provided, which shows a level of membership for that element.
Thus, fuzzy numbers are used to deal with the equivocalness that occurs in linguistic estimations. In this study, we use fuzzy triangular numbers.
Suppose a triangular fuzzy number is given as à = (x, y, z), where x ≤ y ≤ z is a type of a triangular membership function.
The addition function of a fuzzy number gives:
The subtraction function of a fuzzy number gives:
The multiplication function of a fuzzy number gives:
The division function of a fuzzy number gives:
Thus, the results of the division and multiplication functions of triangular fuzzy numbers do not give triangular fuzzy numbers.
2.11. Fuzzy Analytic Network Process (FANP)
FANP is another general form of AHP in which problems are illustrated as a network [
112,
113]. It enables groups of individuals to manage the interdependencies among criteria during the decision-making process. The use of FANP makes it possible to integrate the relationships between the criteria and sub-criteria at all model levels. Previous research has shown that FANP permits interconnections between sub-criteria in addition to linear ones. Thus, it is more effective than AHP since it substitutes single-direction relationships [
114].
4. Results
The authors sent emails to 309 TRUE LEAN™ certification participants, and a total of 50 useful responses were obtained, corresponding to 16.18%.
Table 4 shows the organizational information provided by the respondents.
4.1. Challenges Faced by Manufacturing Organizations
A total of 15 Lean implementation challenges were found in the literature and responses from industry practitioners.
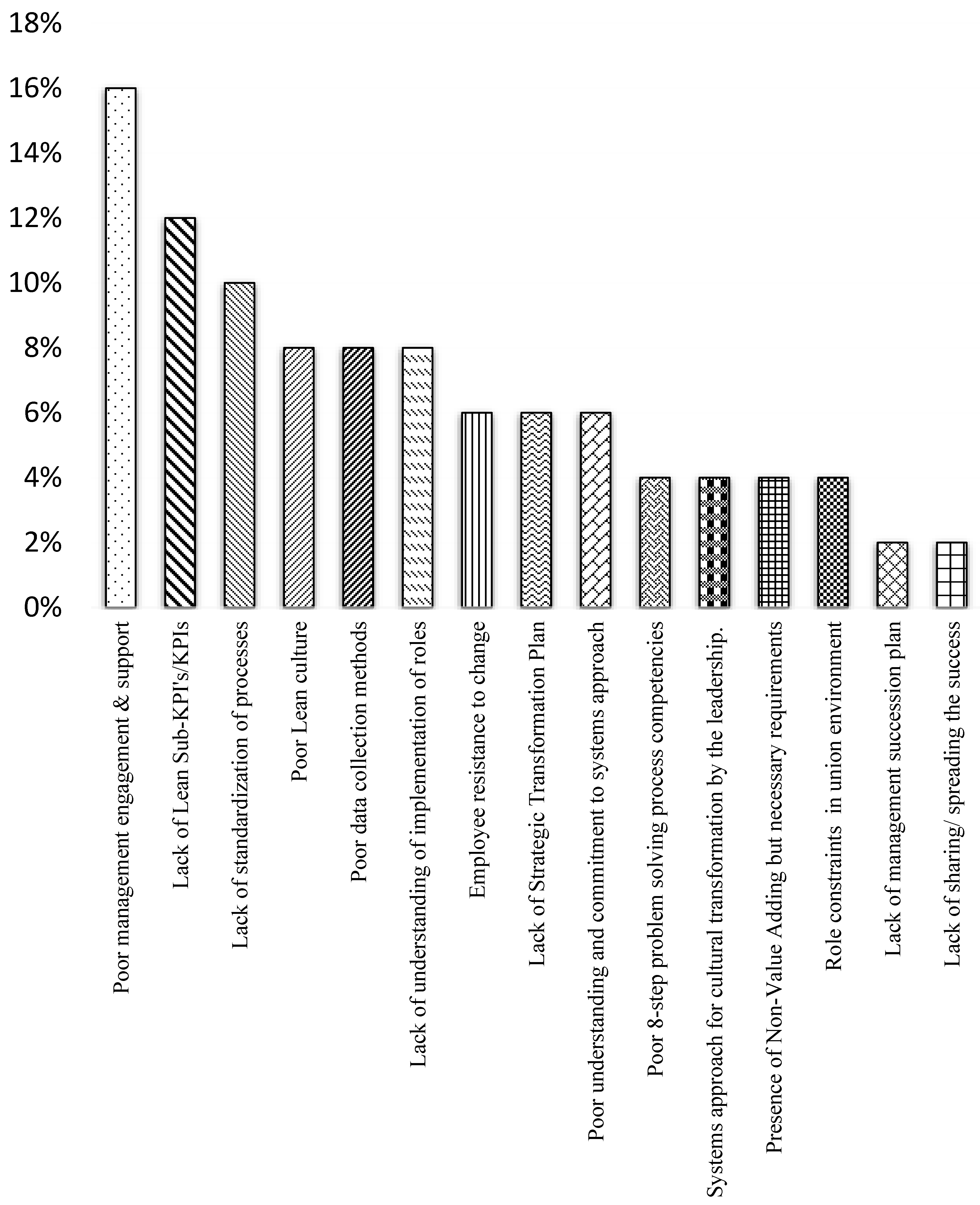
Figure 2 depicts the responses regarding challenges that manufacturing organizations in the USA faced along their Lean journey.
The three challenges identified by the Lean practitioners as greatly hindering the Lean journey were a lack of management engagement and support, a lack of key performance indicators (KPIs), and unstandardized processes, which contributed 16%, 12%, and 10%, respectively. Lean implementation cannot succeed without top management support since they provide financial resources and help to steer and guide the Lean project. KPIs are used to monitor, measure, and evaluate the effectiveness and efficiency of a production process. It is not easy to quantify the benefits of Lean adoption without functional KPIs. Standardized work shows the best method of how work can be accomplished to meet product quality. Standardized work helps to lower production costs and eliminate overproduction and waste. Poor Lean culture, poor data collection methods, and a lack of understanding of implementation roles contributed to 8% of manufacturing organizations’ challenges.
Employee resistance to change, a lack of a strategic transformation plan, and poor understanding and commitment to a systems approach contributed a total of 18%, with 6% each. The top management is responsible for setting up a transformation plan and communicating it to middle management, team leaders, and team members. The lack of a strategic plan causes employees to miss the purpose of the Lean implementation process. This causes them to resist any change in the way they perform their operations. The minor challenges faced by the manufacturing firms were the presence of non-value-added processes, lack of a succession plan, and not sharing/spreading the success.
4.2. Construction of the Fuzzy Pairwise Comparison Matrix
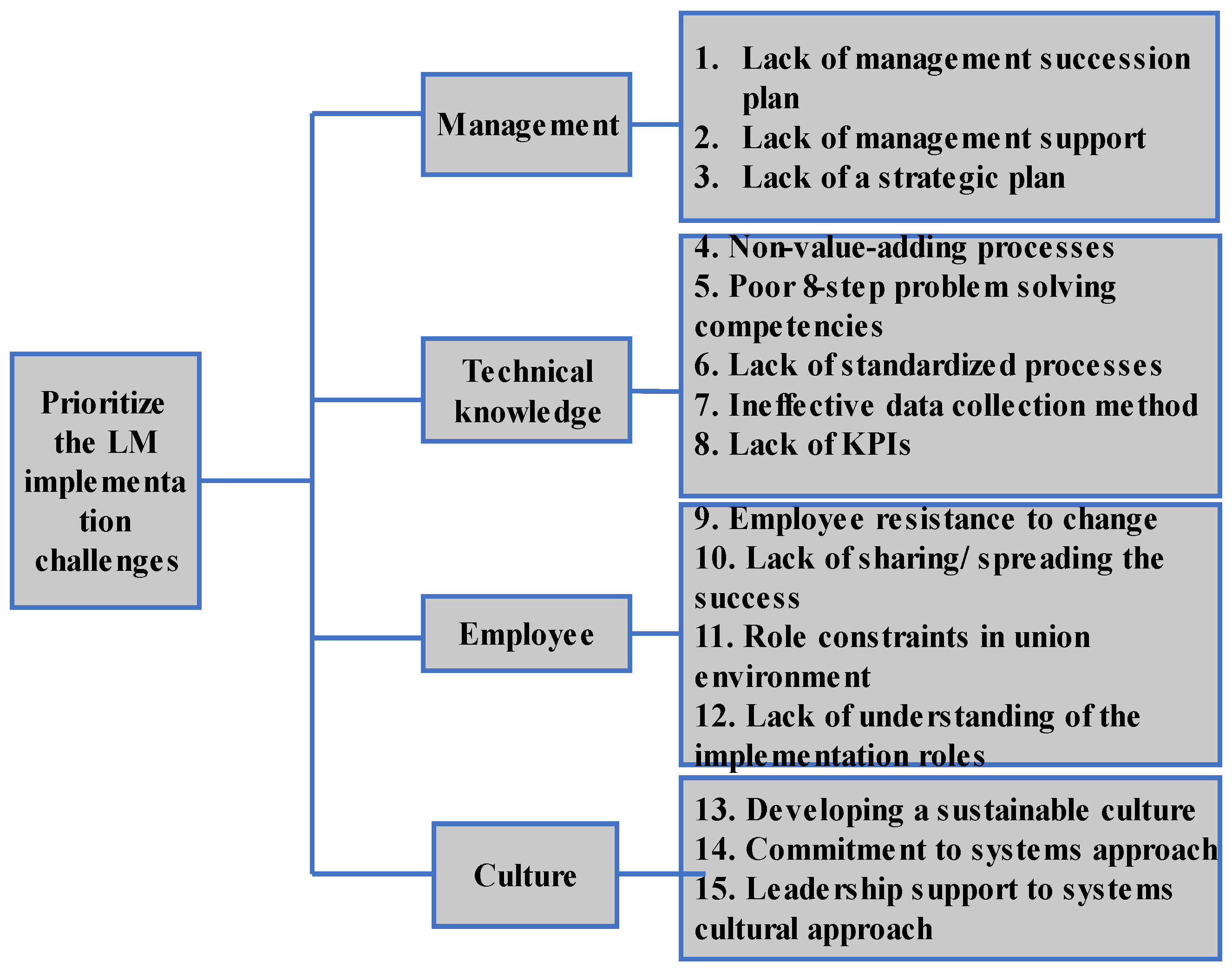
The panel constructed the pairwise comparison matrix for the sub-criteria and the main criteria for the hierarchy. Then, each expert created their fuzzy comparison matrix for the sub-criteria and main criteria, and the mean of the fuzzy comparison matrix was used. In this paper we present only the calculations performed for the main criteria due to space constraints. The main criteria challenges were management (MGT), technical knowledge (TKL), employee (EPE), and culture (CLT). The sub-criteria were:
Lack of management succession plan (MGT 01)
Lack of management support (MGT 02)
Lack of strategic transformation plan (MGT 03)
Non-value-adding processes (TKL 01)
Poor 8-step problem-solving competencies (TKL 02)
Lack of standardization of processes (TKL 03)
Lack of key performance indicators (KPIs) (TKL 04)
Ineffective data collection methods (TKL 05)
Employee resistance to change (EPE 01)
Sharing/spreading the success (EPE 02)
Role constraints in a union environment (EPE 03)
Lack of understanding of the implementation roles (EPE 04)
Developing a sustainable culture (CLT 01)
Commitment to systems approach (CLT 02)
Systems approach cultural transformation by the leadership (CLT 03)
4.3. The Value of Fuzzy Synthetic Extent for the Main Criteria
The researchers computed the value of the fuzzy synthetic extent for the main criteria as given in
Table 10.
Let
M = (m
1, m
2, …, m
i) be the object set, and N = (n
1, n
2, …, n
z) be a goal set. Each object is taken, and fuzzy extent analysis is carried out for each criterion. The
X extent analysis for the object is given as:
The equation shows the values for the extent analysis of the ith object for x goals.
4.4. Analysis of the Minimum Degree of Possibilities
The degree of possibilities of
X1 ≥
X2 is given as
When a pair (
a,
b) exists so that
a ≥
b and
This is also given as
V (
X1 ≥
X2 = hgt (
X2 ∩
X1) =
μx1(d)
The weight vector is written as W1 = (0.349, 0.606, 0.336, 1)T.
After normalization, the authors obtained the weights as follows:
4.5. FANP Model Development
4.5.1. Step 1: Goal Definition
In this study we aimed to identify and prioritize the challenges encountered during the Lean implementation process.
4.5.2. Step 2: Creation of a Network Model Representation
The network model was created based on the questionnaire responses and literature search.
4.5.3. Step 3: Pairwise Comparison Matrix
The academic experts and industry practitioners developed a pairwise comparison of the criteria and sub-criteria. Each of the experts created their own comparison matrix and the geometric mean of the comparison matrices was used for ranking the Lean implementation challenges. The pairwise matrices developed were similar to those for FAHP and are highlighted in
Table 5,
Table 6,
Table 7,
Table 8 and
Table 9.
4.5.4. Determination of Consistency Ratio
The determination of the consistency ratio is similar to the method discussed for the Fuzzy AHP method.
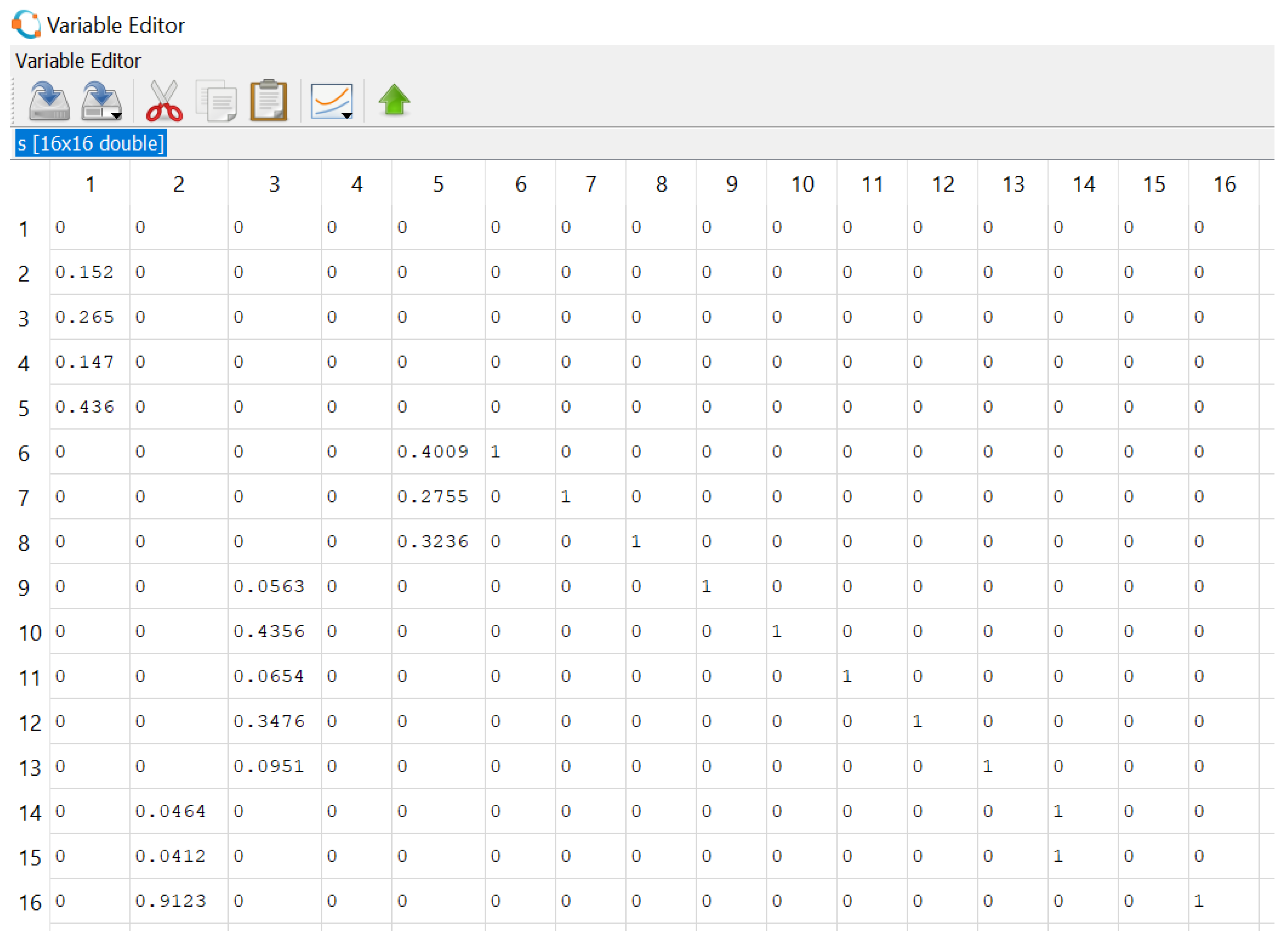
4.5.5. Generation of Supermatrix
All the nodes in the FANP network were listed vertically and horizontally. A matrix factor represents the weight and association from one criterion (node).
Figure 3 presents the unweighted supermatrix. To generate the stochastic superpower, the unweighted supermatrices are then multiplied by the weight of each cluster. To acquire stable results, the weighted supermatrix was raised to an enormous power. The values of the limit matrix represent the elements’ preferred priorities in relation to the goal.
Table 11 gives the main criteria weights and sub-criteria weights and their relative global weights for both Fuzzy AHP and FANP analyses. First, the global weight for each sub-criterion was calculated by multiplying the main criteria weight with the sub-criterion weight. Then, the sub-criterion weights were prioritized according to the size of the global weight.
4.5.6. Sensitivity Analysis
The authors conducted a sensitivity analysis to see how sensitively the ratings of the criteria and sub-criteria changed. Thus, the authors increased the weight of the main criteria by 10% and these were used equally for the sub-criteria in order to keep the analysis balanced. In the sensitivity analysis, one criterion was modified, whereas other criteria were left unchanged in order to see the effect of the tweaked criteria and their connected sub-criteria. The outcome obtained from Fuzzy AHP was not marginally different from the results of FANP. Specifically, the first three sub-criteria obtained for the Fuzzy AHP were identical to those of FANP except for the fourth and fifth positions, which were flipped. Hence, the results of Fuzzy AHP were supported by the results from FANP, and the top three criteria were the same for the two methods.
5. Discussion
The authors used responses from Lean industry practitioners, expert opinions, and the available information in the literature to identify the fifteen challenges faced by manufacturing organizations in North America. The challenges were grouped under four primary criteria: management challenges, technical knowledge challenges, culture challenges, and employee challenges. FAHP and FANP were used to prioritize the challenges faced by manufacturing organizations during Lean adoption.
Table 11 presents the results for the prioritization of the LM implementation challenges.
Developing a sustainable culture emerged as the criterion with the highest weight, at 0.4365. The results showed that cultural challenges represented 43.65% of the challenges involved in Lean implementation; thus, manufacturing organizations should pay attention to cultural barriers during Lean implementation. This was followed by a lack of technical knowledge, which contributed to a weight of 0.2645, followed by the management criterion, with a weight of 0.1534, and the employee criterion, with a weight of 0.1467.
Developing a sustainable culture emerged as the most significant challenge for Lean implementation among the sub-criteria. It was followed by the systems approach to cultural transformation by the leadership. The lack of a strategic transformation plan, which fell under the management criterion, was next, followed by the organizational commitment to a systems approach. The fifth challenge was poor 8-step problem-solving competencies from the technical knowledge criterion.
The challenge that emerged in the sixth position was the lack of KPIs among the manufacturing organizations. The three challenges from the employee criterion that appeared in the seventh position were employee resistance to change, role constraints in the union environment, and a lack of understanding of the implementation roles. Ineffective data collection methods fell into the eighth position. The last five challenges that manufacturing organizations faced during Lean adoption were the failure to share/spread the success, a lack of standardization of processes, non-value-adding processes, the lack of a management succession plan, and a lack of management support.
Lean requires the management and the workforce to change their culture and attitudes towards their work. In addition, Lean is a knowledge-intensive system, requiring employees to follow standardized work and to change how they respond to work transformations. A sustainable culture can be created when all employees understand their roles and responsibilities within the new Lean system. This understanding helps them to identify waste and abnormal conditions in their work environment and to use Lean thinking to seek solutions that remove disruptions. Therefore, the long-term sustainability of LM depends on the employees’ behavior [
115].
On the other hand, leaders must identify what must change about the current organizational culture in order to support Lean adoption and they must ensure a systematic approach to implementing these changes if they hope to overcome the challenges identified in this study. By taking this systematic, and planned approach to lean transformation, leaders can understand the current challenges and provide the most needed support to sustain the change. Findings consistent with those of this study have also been reported by [
54], who revealed that cultural change was the most significant barrier in Lean and non-Lean mines. The cultural barrier was also identified as a significant challenge in many other studies [
42,
116,
117,
118]. However, our results contradict those of a study [
39] which revealed that the wood and furniture industry understood the cultural changes needed during Lean adoption. On the other hand, [
53] also indicated that cultural change was one of the minor obstacles involved in implementing LM.
A lack of technical knowledge significantly contributes to Lean failure. Management and employees acquire technical expertise through training, in which Lean coaches/trainers educate them on the benefits of LM, Lean practices that can be adopted, and cultural changes that help to sustain Lean. The authors in [
119] stated that appropriate training in Lean practices enables the purpose of Lean adoption to be achieved. Therefore, organizations that succeed in Lean invest in training employees and management [
120]. The authors in [
39] stated that many organizations have insufficient Lean expertise, resulting in scarce workforce skills, supervisory skills, and management skills. Another study [
121] also pointed out that training helps to improve the work culture for employees.
Poor 8-step problem solving, ineffective data collection methods, and a lack of KPIs contributed to the highest global weight under the technical knowledge criterion. The 8-step approach to problem solving helps to eliminate challenges within the working environment. Ideally, employees must be guided by the group leader to use scientific methods to solve problems. In addition, it is not easy to assess a process’s compliance and evaluate the success of the Lean approach without a correct data collection process. On the other hand, KPIs allow an organization to analyze the areas that need improvement. Thus, the KPIs selected must suit the implementation objectives and goals.
Lean implementation success occurs when the workforce dedicates themselves to the Lean adoption process. Management should drive the Lean implementation process by setting up a vision for Lean adoption, providing financial resources, and dedicating time to support the implementation process. A clear vision, goals, and strategies should be set for Lean, in order to enhance its sustainability [
73]. In addition, the purposes of Lean implementation should be communicated [
119] such that employees will not fear losing their jobs [
120]. Thus, the top management needs to dedicate their energy and time to reducing employees’ resistance to change.
Implications for Engineering Managers
This study offers two contributions to research on the management of manufacturing engineering. First, the study enriches the current research by acting as a basis for similar studies on challenges in relation to Lean implementation for manufacturing industries. In this study, we identified 15 challenges involved in Lean adoption, based on questionnaire responses and the literature, that engineering managers can prevent when implementing Lean Manufacturing. In addition, engineering managers may use the methodology adopted in this paper to assess the challenges involved with sustaining LM in their organizations. Secondly, the study may help engineering managers to identify the critical challenges in Lean implementation and to seek solutions in order to overcome those barriers. In this research, we identified culture as the most significant barrier to LM implementation, and hence managers may seek ways to cultivate a culture of reducing waste in the working environment. Since engineers are vital stakeholders in implementing the tools of LM for continuous improvement, their understanding of the factors that lead to a sustainable Lean culture is critical to success. Engineering managers must have the skills required to compel their engineers to apply continuous improvement tools in order to improve process output, as well as to ensure that engineers are capable of engaging process operators to support changes that will lead to long-term gains for the organization. Doing so will remove communication barriers between engineers and shop-floor operators, which will help to identify and capture more opportunities for reducing waste in the work environment. This is at the heart of a truly Lean culture, in which the focus is on identifying opportunities for continuous improvement by focusing on respect for people who are doing the work—engaging and supporting them to improve their processes.
6. Conclusions
Researchers must identify and prioritize Lean challenges so that manufacturing organizations can pay attention to the high-priority challenges and seek effective strategies to combat them. In this study, we used the FAHP and FANP methodologies to prioritize the LM implementation challenges. The FAHP and FANP techniques uses fuzzy numbers, which gives flexibility to decision-makers in the ranking process. In this study we identified 15 LM challenges through the literature search and questionnaire responses. The four major categories of challenges that emerged from the study were management, technical knowledge, culture, and employee challenges. The cultural barrier emerged as the most significant challenge faced by manufacturing organizations.
The change in the organizational culture is the backbone of the success of the Lean approach. It is challenging to sustain the Lean approach without a cultural shift and a clear direction set by the organization’s leadership team. This study highlighted the importance of this by showing the relative importance of the development of a sustainable culture and a systems approach to this cultural transformation among leadership, particularly in relation to other common challenges that organizations face when adopting a Lean system. However, for this Lean culture to take root within the organization, leadership is responsible for first creating an enabling environment by modeling the behaviors that create and ensure mutual trust between leaders and employees. They may do that by removing communication barriers, allowing employees to identify and elevate problems within their work environment.
To make this sustainable Lean transformation a reality, leaders must have the technical knowledge to apply Lean thinking and the skills to develop their employees to become problem solvers who can use Lean thinking in their work processes. One approach that many organizations take to build this capability is to work with a trusted, experienced Lean coach who can help identify, train, and develop internal leaders at all levels. The goal of this method is not to hire a consultant who can attempt to implement Lean tools but who can instead develop internal Lean leaders who can teach and mentor the adoption of the Lean system across the organization. In addition, the Lean coaches and trainers can educate management and the shop-floor workers through workshops, site visits, and training sessions.
This was an exploratory study that provided an insight into Lean adoption challenges. In addition, the study may help manufacturing organizations to identify specific barriers that occur during Lean adoption. Knowledge regarding Lean implementation challenges can help manufacturing organizations when developing their Lean implementation frameworks. The limitations of this study include the sample size and the industry types used. In this study we used responses from industrial practitioners of the TRUE LEAN™ certification program who graduated between 2015 and 2017. The industries involved in the study were the aerospace, automotive, heavy equipment, construction, railroad, ordnance, semiconductor, and chemical industries; thus, only 50 valid responses were used.







{kind=link}
{kind=link}
{kind=link}