
Drying of Food Waste for Potential Use as Animal Feed



Abstract
:1. Introduction
2. Materials and Methods
2.1. Food Waste Source Identification
2.2. Sample Preparation
2.3. Solar Drying System
2.4. Convective Batch Drying System
2.5. Experimental Procedure
2.6. Dried Product Analysis
2.6.1. Protein Determination
2.6.2. Fat Determination
2.6.3. Ash Determination
2.6.4. Moisture Determination
2.6.5. Carbohydrate Determination
2.7. Microbial Analysis
2.8. Effective Diffusion Coefficient Determination
3. Results
3.1. Effect of Drying Conditions on Drying Rate and Product Water Activity
Reproducibility Test (R-Test) of Solar Drying Experiments
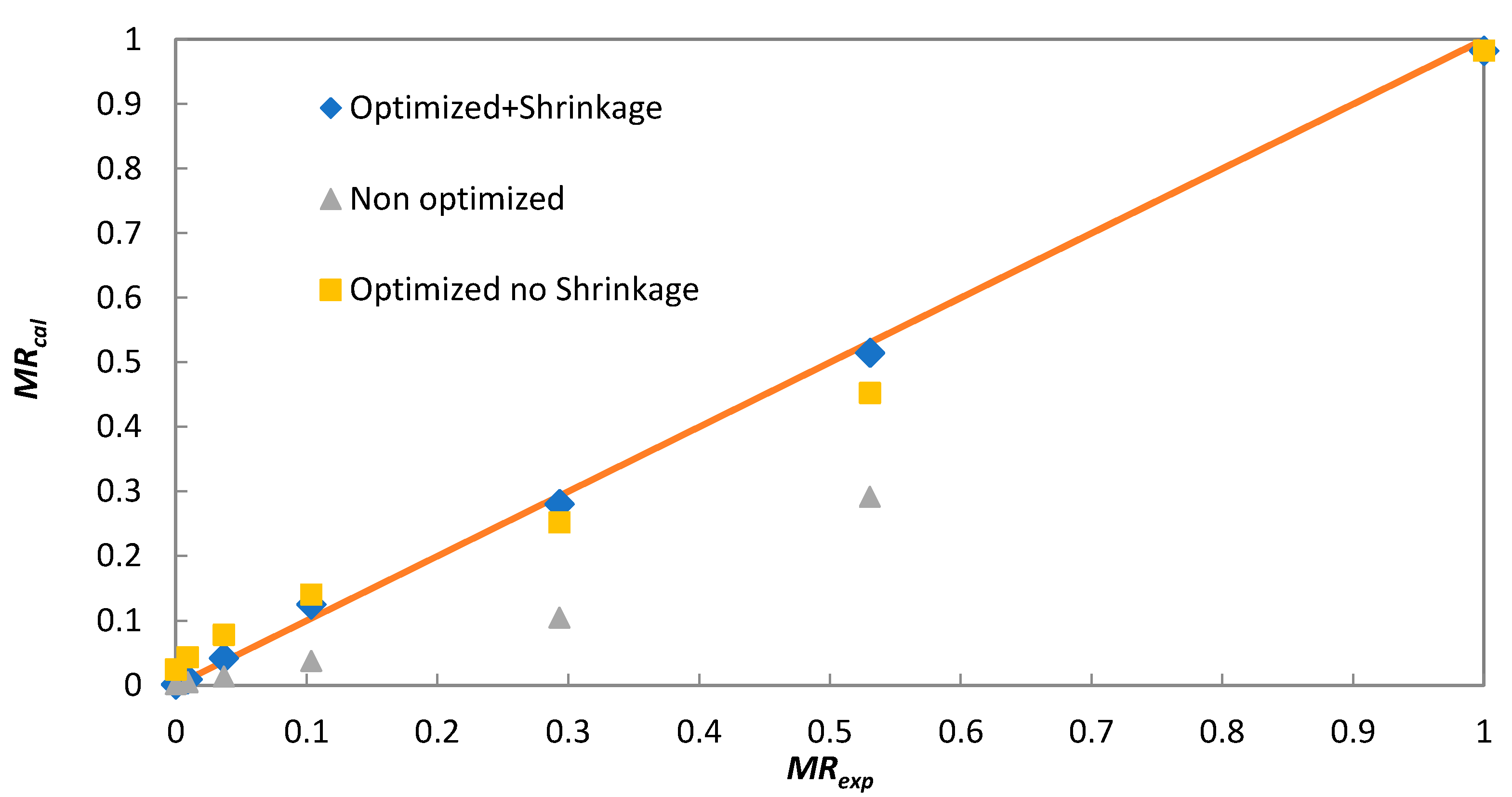
3.2. Effective Diffusion Coefficient
3.3. Nutritional and Microbial Analysis
3.4. Potential Impact of the Study Results on Sustainable Food Waste Management and Circular Economy in the Region
4. Conclusions
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sheppard, P.; Rahimifard, S. Embodied energy in preventable food manufacturing waste in the United Kingdom. Resour. Conserv. Recycl. 2019, 146, 549–559. [Google Scholar] [CrossRef]
- Zheng, G.; Liu, J.; Shao, Z.; Chen, T. Emission characteristics and health risk assessment of VOCs from a food waste anaerobic digestion plant: A case study of Suzhou, China. Environ. Pollut. 2020, 257, 113546. [Google Scholar] [CrossRef]
- Morone, P.; Koutinas, A.; Gathergood, N.; Arshadi, M.; Matharu, A. Food waste: Challenges and opportunities for enhancing the emerging bio-economy. J. Clean. Prod. 2019, 221, 10–16. [Google Scholar] [CrossRef]
- Urrutia, I.; Dias, G.M.; Clapp, J. Material and visceral engagements with household food waste: Towards opportunities for policy interventions. Resour. Conserv. Recycl. 2019, 150, 104435. [Google Scholar] [CrossRef]
- Filimonau, V.; Delysia, A. Food waste management in hospitality operations: A critical review. Tour. Manag. 2019, 71, 234–245. [Google Scholar] [CrossRef]
- Teigiserova, D.A.; Hamelin, L.; Thomsen, M. Towards transparent valorization of food surplus, waste and loss: Clarifying definitions, food waste hierarchy, and role in the circular economy. Sci. Total Environ. 2020, 706, 136033. [Google Scholar] [CrossRef]
- Bravi, L.; Francioni, B.; Murmura, F.; Savelli, E. Factors affecting household food waste among young consumers and actions to prevent it. A comparison among UK, Spain and Italy. Resour. Conserv. Recycl. 2020, 153, 104586. [Google Scholar] [CrossRef]
- Girotto, F.; Cossu, R. Role of animals in waste management with a focus on invertebrates′ biorefinery: An overview. Environ. Dev. 2019, 32, 100454. [Google Scholar] [CrossRef]
- Florkowski, W.J.; Us, A.; Klepacka, A.M. Food waste in rural households support for local biogas production in Lubelskie Voivodship (Poland). Resour. Conserv. Recycl. 2018, 136, 46–52. [Google Scholar] [CrossRef]
- Maragkaki, A.E.; Vasileiadis, I.; Fountoulakis, M.; Kyriakou, A.; Lasaridi, K.; Manios, T. Improving biogas production from anaerobic co-digestion of sewage sludge with a thermal dried mixture of food waste, cheese whey and olive mill wastewater. Waste Manag. 2018, 71, 644–651. [Google Scholar] [CrossRef]
- Patel, A.; Hrůzová, K.; Rova, U.; Christakopoulos, P.; Matsakas, L. Sustainable biorefinery concept for biofuel production through holistic volarization of food waste. Bioresour. Technol. 2019, 294, 122247. [Google Scholar] [CrossRef]
- Okoro-Shekwaga, C.K.; Ross, A.B.; Camargo-Valero, M.A. Improving the biomethane yield from food waste by boosting hydrogenotrophic methanogenesis. Appl. Energy 2019, 254, 113629. [Google Scholar] [CrossRef]
- Akarsu, K.; Duman, G.; Yilmazer, A.; Keskin, T.; Azbar, N.; Yanik, J. Sustainable valorization of food wastes into solid fuel by hydrothermal carbonization. Bioresour. Technol. 2019, 292, 121959. [Google Scholar] [CrossRef]
- Meena, R.A.A.; Banu, J.R.; Kannah, R.Y.; Yogalakshmi, K.N.; Kumar, G. Biohythane production from food processing wastes: Challenges and perspectives. Bioresour. Technol. 2020, 298, 122449. [Google Scholar] [CrossRef]
- Tsang, Y.F.; Kumar, V.; Samadar, P.; Yang, Y.; Lee, J.; Ok, Y.S.; Jeon, Y.J. Production of bioplastic through food waste valorization. Environ. Int. 2019, 127, 625–644. [Google Scholar] [CrossRef]
- Yan, B.H.; Selvam, A.; Wong, J.W. Bio-hydrogen and methane production from two-phase anaerobic digestion of food waste under the scheme of acidogenic off-gas reuse. Bioresour. Technol. 2020, 297, 122400. [Google Scholar] [CrossRef]
- EPA. Food Recovery Hierarchy. 2017. Available online: https://www.epa.gov/reducefoodwaste/food-recovery-hierarchy (accessed on 13 January 2021).
- Carmona-Cabello, M.; Garcia, I.L.; Leiva-Candia, D.; Dorado, M.P. Valorization of food waste based on its composition through the concept of biorefinery. Curr. Opin. Green Sustain. Chem. 2018, 14, 67–79. [Google Scholar] [CrossRef]
- Victor, N.; Peter, C.; Raphael, K.; Tendekayi, G.H.; Jephris, G.; Taole, M.; Portia, P.R. Microbiological quality of selected dried fruits and vegetables in Maseru, Lesotho. Afr. J. Microbiol. Res. 2017, 11, 185–193. [Google Scholar] [CrossRef] [Green Version]
- do Nascimento Nunes, M.C. Impact of environmental conditions on fruit and vegetable quality. Stewart Postharvest Rev. 2008, 4, 1–14. [Google Scholar] [CrossRef]
- Amit, S.K.; Uddin, M.M.; Rahman, R.; Islam, S.R.; Khan, M.S. A review on mechanisms and commercial aspects of food preservation and processing. Agric. Food Secur. 2017, 6, 1–22. [Google Scholar] [CrossRef]
- Karam, M.C.; Petit, J.; Zimmer, D.; Djantou, E.B.; Scher, J. Effects of drying and grinding in production of fruit and vegetable powders: A review. J. Food Eng. 2016, 188, 32–49. [Google Scholar] [CrossRef]
- Dou, Z.; Toth, J.D.; Westendorf, M.L. Food waste for livestock feeding: Feasibility, safety, and sustainability implications. Glob. Food Secur. 2018, 17, 154–161. [Google Scholar] [CrossRef]
- Musembi, M.N.; Kiptoo, K.S.; Yuichi, N. Design and analysis of solar dryer for mid-latitude region. Energy Procedia 2016, 100, 98–110. [Google Scholar] [CrossRef] [Green Version]
- Akpinar, E.K. Drying of mint leaves in a solar dryer and under open sun: Modelling, performance analyses. Energy Convers. Manag. 2010, 51, 2407–2418. [Google Scholar] [CrossRef]
- Defraeye, T.; Radu, A. Convective drying of fruit: A deeper look at the air-material interface by conjugate modeling. Int. J. Heat Mass Transf. 2017, 108, 1610–1622. [Google Scholar] [CrossRef] [Green Version]
- Pu, H.; Li, Z.; Hui, J.; Raghavan, G.V. Effect of relative humidity on microwave drying of carrot. J. Food Eng. 2016, 190, 167–175. [Google Scholar] [CrossRef]
- Sormoli, M.E.; Langrish, T.A. Spray drying bioactive orange-peel extracts produced by Soxhlet extraction: Use of WPI, antioxidant activity and moisture sorption isotherms. LWT Food Sci. Technol. 2016, 72, 1–8. [Google Scholar] [CrossRef]
- Zhou, M.; Chen, Q.; Bi, J.; Wang, Y.; Wu, X. Degradation kinetics of cyanidin 3-O-glucoside and cyanidin 3-O-rutinoside during hot air and vacuum drying in mulberry (Morus alba L.) fruit: A comparative study based on solid food system. Food Chem. 2017, 229, 574–579. [Google Scholar] [CrossRef]
- Musielak, G.; Mierzwa, D.; Kroehnke, J. Food drying enhancement by ultrasound—A review. Trends Food Sci. Technol. 2016, 56, 126–141. [Google Scholar] [CrossRef]
- Senadeera, W.; Alves-Filho, O.; Eikevik, T. Influence of drying conditions on the moisture diffusion and fluidization quality during multi-stage fluidized bed drying of bovine intestine for pet food. Food Bioprod. Process. 2013, 91, 549–557. [Google Scholar] [CrossRef] [Green Version]
- Sreekumar, A. Techno-economic analysis of a roof-integrated solar air heating system for drying fruit and vegetables. Energy Convers. Manag. 2010, 51, 2230–2238. [Google Scholar] [CrossRef]
- Bahammou, Y.; Tagnamas, Z.; Lamharrar, A.; Idlimam, A. Thin-layer solar drying characteristics of Moroccan horehound leaves (Marrubium vulgare L.) under natural and forced convection solar drying. Sol. Energy 2019, 188, 958–969. [Google Scholar] [CrossRef]
- Kilic, A. Low temperature and high velocity (LTHV) application in drying: Characteristics and effects on the fish quality. J. Food Eng. 2009, 91, 173–182. [Google Scholar] [CrossRef]
- Ma, J.; Zhang, L.; Mu, L.; Zhu, K.; Li, A. Thermally assisted bio-drying of food waste: Synergistic enhancement and energetic evaluation. Waste Manag. 2018, 80, 327–338. [Google Scholar] [CrossRef]
- Wilkins, R.; Brusey, J.; Gaura, E. Modelling uncontrolled solar drying of mango waste. J. Food Eng. 2018, 237, 44–51. [Google Scholar] [CrossRef]
- Badaoui, O.; Hanini, S.; Djebli, A.; Haddad, B.; Benhamou, A. Experimental and modelling study of tomato pomace waste drying in a new solar greenhouse: Evaluation of new drying models. Renew. Energy 2019, 133, 144–155. [Google Scholar] [CrossRef]
- Bhila, T.E.; Ratsaka, M.M.; Kanengoni, A.; Siebrits, F.K. Effect of sun drying on microbes in non-conventional agricultural by-products. S. Afr. J. Anim. Sci. 2012, 40, 484–487. [Google Scholar]
- Bisamaza, M.; Banadda, N. Solar drying and sun drying as processing techniques to enhance the availability of selected African indigenous vegetables, Solanum aethiopicum and Amaranthus lividus for nutrition and food security in Uganda. Afr. J. Food Sci. Technol. 2017, 8, 1–6. [Google Scholar] [CrossRef]
- Guiné, R. The drying of foods and its effect on the physical-chemical, sensorial and nutritional properties. Int. J. Food Eng. 2018, 2, 93–100. [Google Scholar] [CrossRef]
- Mohammed, S.; Edna, M.; Siraj, K. The effect of traditional and improved solar drying methods on the sensory quality and nutritional composition of fruits: A case of mangoes and pineapples. Heliyon 2020, 6, e04163. [Google Scholar] [CrossRef]
- Tașeri, L.; Gülcü, M.; Palabiyik, I.; Seçkin, G.U.; Aktas, T.; Gecgel, U. Effects of open air and solar drying on the nutritional quality of seed oil, seeds and skins from Muscat Hamburg grapes. Grasas Y Aceites 2018, 69, 277. [Google Scholar] [CrossRef] [Green Version]
- Ukegbu, P.O.; Okereke, C.J. Effect of solar and sun drying methods on the nutrient composition and microbial load in selected vegetables, African spinach (Amaranthus hybridus), fluted pumpkin (Telferia occidentalis), and okra (Hibiscus esculentus). Sky J. Food Sci. 2013, 2, 35–40. [Google Scholar] [CrossRef]
- Noori, A.W.; Royen, M.J.; Haydary, J. An active indirect solar system for food products drying. Acta Chim. Slovaca 2019, 12, 142–149. [Google Scholar] [CrossRef]
- Noori, A.W.; Royen, M.J.; Haydary, J. Effect of ambient parameters change on mint leaves solar drying. Acta Chim. Slovaca 2021, 14, 14–24. [Google Scholar] [CrossRef]
- Nielsen, S.S. Determination of moisture content. In Food Analysis Laboratory Manual; Springer: Boston, MA, USA, 2017. [Google Scholar] [CrossRef]
- EN ISO 6887-5; Microbiology of the Food Chain—Preparation of Test Samples, Initial Suspension and Decimal Dilutions for Microbiological Examination—Part 1: General Rules for the Preparation of the Initial Suspension and Decimal Dilutions. International Organization of Standardization (ISO): Geneva, Switzerland, 2010; 26p.
- EN ISO 4833-1; Microbiology of the Food Chain—Horizontal Method for the Enumeration of Microorganisms—Part 1: Colony Count at 30 °C by the Pour Plate Technique. International Organization of Standardization (ISO): Geneva, Switzerland, 2013; 9p.
- National Standard Method F23; Enumeration of Enterobacteriaceae by the Colony Count Technique. National Public Health Service for Wales: Cardif, UK, 2005; 11p.
- EN ISO 6888-1; Microbiology of Food and Animal Feeding Stuffs—Horizontal Method for the Enumeration of Coagulase-Positive Staphylococci (Staphylococcus aureus and Other Species)—Part 1: Technique Using Baird-Parker Agar Medium. International Organization of Standardization (ISO): Geneva, Switzerland, 2001; 22p.
- EN ISO 21527-2; Microbiology of Food and Animal Feeding Stuffs—Horizontal Method for the Enumeration of Yeasts and Moulds—Part 2: Colony Count Technique in Products with Water Activity Less than or Equal to 0.95. International Organization of Standardization (ISO): Geneva, Switzerland, 2008; 9p.
- Corzo, O.; Bracho, N.; Alvarez, C. Water effective diffusion coefficient of mango slices at different maturity stages during air drying. J. Food Eng. 2008, 87, 479–484. [Google Scholar] [CrossRef]
- Fernando, W.J.N.; Low, H.C.; Ahmad, A.L. Dependence of the effective diffusion coefficient of moisture with thickness and temperature in convective drying of sliced materials. A study on slices of banana, cassava and pumpkin. J. Food Eng. 2011, 102, 310–316. [Google Scholar] [CrossRef]
- Kaya, A.; Aydın, O.; Demirtaş, C. Drying kinetics of red delicious apple. Biosyst. Eng. 2007, 96, 517–524. [Google Scholar] [CrossRef]
- Sacilik, K.; Elicin, A.K. The thin layer drying characteristics of organic apple slices. J. Food Eng. 2006, 73, 281–289. [Google Scholar] [CrossRef]
- Barzegar, S.; Wu, S.B.; Choct, M.; Swick, R.A. Factors affecting energy metabolism and evaluating net energy of poultry feed. Poult. Sci. 2020, 99, 487–498. [Google Scholar] [CrossRef]
- Cerrate, S.; Ekmay, R.; England, J.A.; Coon, C. Predicting nutrient digestibility and energy value for broilers. Poult. Sci. 2019, 98, 3994–4007. [Google Scholar] [CrossRef]
- Zhang, D.Y.; Zhang, X.X.; Li, G.Z.; Li, X.L.; Zhang, Y.K.; Zhao, Y.; Wang, W.M. Transcriptome analysis of long noncoding RNAs ribonucleic acids from the livers of Hu sheep with different residual feed intake. Animal 2021, 15, 100098. [Google Scholar] [CrossRef]
- Muñoz-Solano, B.; González-Peñas, E. Mycotoxin determination in animal feed: An LC-FLD method for simultaneous quantification of aflatoxins, ochratoxins and zearelanone in this matrix. Toxins 2020, 12, 374. [Google Scholar] [CrossRef]
- Upadhyaya, I.; Arsi, K.; Fanatico, A.; Wagle, B.R.; Shrestha, S.; Upadhyay, A.; Donoghue, A.M. Bigheaded carp-based meal as a sustainable and natural source of methionine in feed for ecological and organic poultry production. J. Appl. Poult. Res. 2019, 28, 1131–1142. [Google Scholar] [CrossRef]
- Wu, S.B.; Choct, M.; Pesti, G. Historical flaws in bioassays used to generate metabolizable energy values for poultry feed formulation: A critical review. Poult. Sci. 2020, 99, 385–406. [Google Scholar] [CrossRef]
- Zaefarian, F.; Cowieson, A.J.; Pontoppidan, K.; Abdollahi, M.R.; Ravindran, V. Trends in feed evaluation for poultry with emphasis on in vitro techniques. Animal Nutr. 2021, 7, 268–281. [Google Scholar] [CrossRef]
- Kim, J.H.; Park, G.H.; Han, G.P.; Kil, D.Y. Effect of feeding corn distillers dried grains with solubles naturally contaminated with deoxynivalenol on growth performance, meat quality, intestinal permeability, and utilization of energy and nutrients in broiler chickens. Poult. Sci. 2021, 100, 101215. [Google Scholar] [CrossRef]
- Abro, Z.; Kassie, M.; Tanga, C.; Beesigamukama, D.; Giiro, G. Socio-economic and environmental implications of replacing conventional poultry feed with insect-based feed in Kenya. J. Clean. Product. 2020, 265, 121871. [Google Scholar] [CrossRef]
- Bulak, P.; Wiącek, D.; Bieganowski, A. Hermetia illucens exhibits bioaccumulative potential for 15 different elements-Implications for feed and food production. Sci. Total Environ. 2020, 723, 138125. [Google Scholar] [CrossRef]
- Smetana, S.; Schmitt, E.; Mathys, A. Sustainable use of Hermetia illucens insect biomass for feed and food: Attributional and consequential life cycle assessment. Resour. Conserv. Recycl. 2019, 144, 285–296. [Google Scholar] [CrossRef]
- Socas-Rodríguez, B.; Álvarez-Rivera, G.; Valdés, A.; Ibáñez, E.; Cifuentes, A. Food by-products and food wastes: Are they safe enough for their valorization? Trends Food Sci. Technol. 2021, 114, 133–147. [Google Scholar] [CrossRef]
- Westerholm, M.; Liu, T.; Schnürer, A. Comparative study of industrial-scale high-solid biogas production from food waste: Process operation and microbiology. Bioresour. Technol. 2020, 304, 122981. [Google Scholar] [CrossRef]
- Zamanzadeh, M.; Hagen, L.H.; Svensson, K.; Linjordet, R.; Horn, S.J. Anaerobic digestion of food waste–effect of recirculation and temperature on performance and microbiology. Water Res. 2016, 96, 246–254. [Google Scholar] [CrossRef]
- Beltrán-Medina, E.A.; Guatemala-Morales, G.M.; Padilla-Camberos, E.; Corona-González, R.I.; Mondragón-Cortez, P.M.; Arriola-Guevara, E. Evaluation of the use of a coffee industry by-product in a cereal-based extruded food product. Foods 2020, 9, 1008. [Google Scholar] [CrossRef]
- San Martin, D.; Ramos, S.; Zufía, J. Valorisation of food waste to produce new raw materials for animal feed. Food Chem. 2016, 198, 68–74. [Google Scholar] [CrossRef]
- Kim, M.H.; Kim, J.W. Comparison through a LCA evaluation analysis of food waste disposal options from the perspective of global warming and resource recovery. Sci. Total Environ. 2010, 408, 3998–4006. [Google Scholar] [CrossRef]
- Giordano, C.; Falasconi, L.; Cicatiello, C.; Pancino, B. The role of food waste hierarchy in addressing policy and research: A comparative analysis. J. Clean. Prod. 2020, 252, 119617. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Time/h | Ambient Temperature (°C) | Collector Outlet Temperature (°C) | ||||||
| R-test | Day 2 | Difference | RSD (%) | R-test | Day 2 | Difference | RSD (%) | |
| 0 | 35.5 | 32.5 | 3.00 | 4.41 | 52.2 | 50.4 | 1.80 | 1.75 |
| 1 | 37.5 | 32.8 | 4.70 | 6.69 | 60.9 | 59.2 | 1.70 | 1.42 |
| 2 | 37.1 | 34.7 | 2.40 | 3.34 | 61.1 | 63.7 | −2.60 | 2.08 |
| 3 | 34.2 | 36.2 | −2.00 | 2.84 | 63.2 | 66.5 | −3.30 | 2.54 |
| 4 | 37.2 | 33.2 | 4.00 | 5.68 | 69.8 | 59.2 | 10.60 | 8.22 |
| 5 | 38.4 | 37.4 | 1.00 | 1.32 | 66.9 | 61.9 | 5.00 | 3.88 |
| 6 | 37.7 | 30.8 | 6.90 | 10.07 | 62.4 | 59.6 | 2.80 | 2.30 |
| 7 | 34.8 | 29 | 5.80 | 9.09 | 53.8 | 37.2 | 16.60 | 18.24 |
| Average | 3.23 | 5.43 | 4.08 | 5.05 | ||||
| Time/h | Ambient Air Relative Humidity (%) | Chamber Outlet Air Relative Humidity (%) | ||||||
| R-test | Day2 | Difference | RSD (%) | R-test | Day2 | Difference | RSD (%) | |
| 0 | 22.5 | 26.6 | −4.10 | 4.18 | 26.8 | 29.8 | −3.00 | 5.30 |
| 1 | 19.1 | 26.5 | −7.40 | 8.11 | 20.5 | 22.7 | −2.20 | 5.09 |
| 2 | 15.4 | 20.4 | −5.00 | 6.98 | 15.6 | 16.8 | −1.20 | 3.70 |
| 3 | 14.5 | 19.1 | −4.60 | 6.85 | 10.7 | 14.2 | −3.50 | 14.06 |
| 4 | 12.9 | 17.4 | −4.50 | 7.43 | 9.4 | 11.7 | −2.30 | 10.90 |
| 5 | 13.4 | 15.8 | −2.40 | 4.11 | 10.1 | 11.2 | −1.10 | 5.16 |
| 6 | 13.8 | 14.9 | −1.10 | 1.92 | 10.4 | 11.5 | −1.10 | 5.02 |
| 7 | 16 | 19.3 | −3.30 | 4.67 | 11.6 | 16.6 | −5.00 | 17.73 |
| Average | −4.05 | 5.53 | −2.43 | 8.37 | ||||
| Time/h | Moisture Content (%) | Product Water Activity (aw) | ||||||
| R-test | Day 2 | Difference | RSD (%) | R-test | Day 2 | Difference | RSD (%) | |
| 0 | 68.11 | 68.94 | −0.83 | 0.30 | 0.951 | 0.96 | −0.01 | 0.47 |
| 1 | 54.37 | 59.3 | −4.93 | 2.17 | 0.935 | 0.944 | −0.01 | 0.48 |
| 2 | 42.93 | 49.26 | −6.33 | 3.43 | 0.911 | 0.916 | −0.01 | 0.27 |
| 3 | 24.45 | 28.74 | −4.29 | 4.03 | 0.877 | 0.78 | 0.10 | 5.85 |
| 4 | 13.2 | 15.27 | −2.07 | 3.64 | 0.797 | 0.599 | 0.20 | 14.18 |
| 5 | 8.86 | 8.68 | 0.18 | −0.51 | 0.225 | 0.226 | 0.00 | 0.22 |
| 6 | 8.29 | 7.64 | 0.65 | −2.04 | 0.216 | 0.129 | 0.09 | 25.22 |
| 7 | 7.85 | 7.52 | 0.33 | −1.07 | 0.208 | 0.123 | 0.09 | 25.68 |
| Average | −2.16 | 1.24 | 0.06 | 9.04 | ||||
| Deff (m2 s−1) | Non-Optimized | Optimized Shrinkage Not Considered | Optimized Shrinkage Considered |
|---|---|---|---|
| Day 1 | 6.10 × 10−10 | 3.30 × 10−10 | 2.33 × 10−10 |
| Day 2 | 8.92 × 10−10 | 3.75 × 10−10 | 2.56 × 10−10 |
| Day 3 | 7.20 × 10−10 | 4.12 × 10−10 | 2.81 × 10−10 |
| Lab. Batch | 5.69 × 10−10 | 2.93 × 10−10 | 1.88 × 10−10 |
| Components | Research Data | Literature Data (for Poultry) | Reference |
|---|---|---|---|
| Value [g/kg] | Value [g/kg] | ||
| Protein | 51.76 ± 6.0 | 153.4 | [59] |
| Fat | 45.26 ± 0.9 | 50.09 | |
| Ash | 39.90 ± 0.6 | 46.5 | |
| Moisture | 81.15 ± 5.9 | - | |
| Carbohydrates | 781.19 ± 13.14 | 668.86 |
| Non-Autoclaved | Autoclaved | |||
|---|---|---|---|---|
| Lab. Batch | Solar | Lab. Batch | Solar | |
| CFU g−1 | CFU g−1 | CFU g−1 | CFU g−1 | |
| Total counts | 4.40 × 105 | 2.10 × 107 | 1.20 × 104 | 2.30 × 104 |
| Total aerobic spores | 1.40 × 105 | 1.90 × 106 | 9.50 × 103 | 2.20 × 104 |
| Coliforms | 8.00 × 102 | 2.60 × 103 | 2.50 × 101 | 1.00 × 101 |
| E. coli | 7.50 × 102 | <10 | 2.50 × 101 | <10 |
| S. aureus | 3.00 × 102 | <10 | 7.50 × 102 | <10 |
| Yeast | 3.50 × 101 | 1.50 × 101 | <10 | <10 |
| Molds | 7.50 × 101 | 1.30 × 102 | <10 | <10 |
| Water activity | 0.303 | 0.336 | 0.314 | 0.428 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Noori, A.W.; Royen, M.J.; Medveďová, A.; Haydary, J. Drying of Food Waste for Potential Use as Animal Feed. Sustainability 2022, 14, 5849. https://doi.org/10.3390/su14105849
Noori AW, Royen MJ, Medveďová A, Haydary J. Drying of Food Waste for Potential Use as Animal Feed. Sustainability. 2022; 14(10):5849. https://doi.org/10.3390/su14105849
Chicago/Turabian StyleNoori, Abdul Wasim, Mohammad Jafar Royen, Alžbeta Medveďová, and Juma Haydary. 2022. "Drying of Food Waste for Potential Use as Animal Feed" Sustainability 14, no. 10: 5849. https://doi.org/10.3390/su14105849