
Assessing the Suitability of Freeform Injection Molding for Low Volume Injection Molded Parts: A Design Science Approach

 ,
,
Abstract
:1. Introduction
2. Literature Review
2.1. Benefits and Limitations of IM
2.2. Benefits and Limitations of DAM
2.3. Benefits and Limitations of IAM
2.3.1. Printed Soft Tooling (PST)
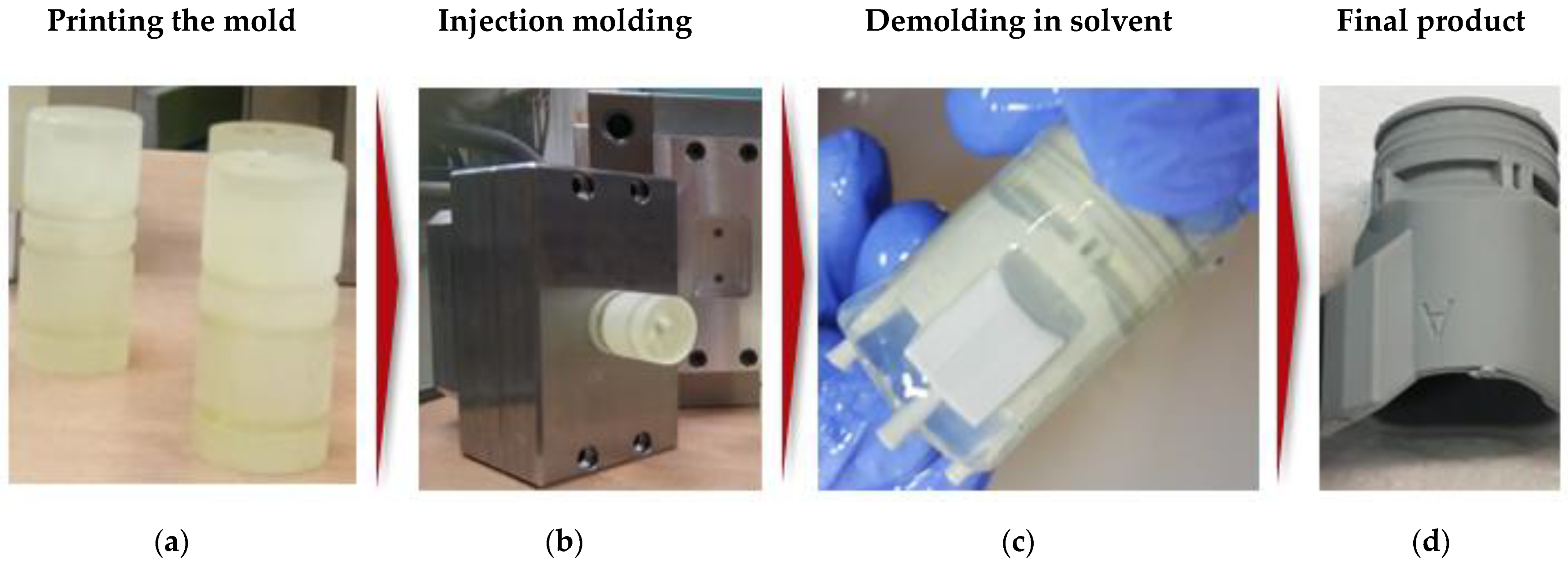
2.3.2. FIM
3. Challenges that can be addressed by FIM
3.1. Material Diversity and Properties
3.2. Processing Engineering Materials
3.3. Process Predictability and Repeatability
3.4. Versatility and Scalability of Traditional Injection Molding
3.5. Sustainability
- Increased access to recycled materials. A limited range of recycled materials has been made available for fused deposition modeling (FDM) and selective laser sintering (SLS) printing, but FIM is the only additive manufacturing technology that allows product developers unlimited access to the much wider range of injection-moldable recycled materials. A wide range of alternative materials is important for product developers who want to replace virgin materials.
- Reduced use of metal tooling in the prototyping stage. Metal tooling is highly energy and material efficient for the mass production of identical components. However, the manufacturing and rework of metal injection mold tooling consumes significant amounts of energy and materials, and it is important to postpone the cutting of metal tools until a product design has been completely verified and validated. FIM allows product designers to achieve this postponement, while offering the widest possible selection of materials and the widest possible range of geometries.
- Reduced consumption of materials and energy for run-in of tooling. The run-in of conventional injection mold tooling typically requires that several hundred cycles be carried out to determine the right molding parameters, which consumes substantial amounts of materials and energy. It is important to postpone these run-ins until a product design has been completely verified and validated, and FIM allows manufacturers to achieve this postponement.
- Reduced minimum order quantities and reduced inventories. Conventional injection mold tooling is expensive to procure and run in, and manufacturers will therefore produce a large number of parts in a production run to achieve cost efficiency. This way of production consumes significant amounts of energy and materials, which is subsequently tied up in an inventory. While inventories may be rational at later stages in a product’s lifecycle, they may be problematic in the development and market introduction stages. It has been shown that an average of 40% of new products fail to meet commercial objectives [55], and there is a high likelihood that these failures will result in obsolete inventories. FIM allows manufacturers to carry out test market introductions without inventories, and to start building tools and inventories only after demand has been actually verified. This reduces the risk that materials and energy—tied up in an inventory—end up being discarded.
- Reduced shipping. The cost of conventional injection mold tooling makes centralized production attractive. The manufacturers try to keep tooling investments as low as possible, and this typically means that tooling is placed in one or a few locations. Accordingly, components are produced in these locations and then shipped to the point of consumption. While this way of production may be rational and environmentally compatible where large amounts of products need to be produced, it is seldom efficient for low production volumes due to the before-mentioned minimum order quantities and the need to put parts on stock. For the market introduction phase, and to meet demands for spare parts, it may be more cost-efficient to produce on demand. FIM allows manufacturers to distribute manufacturing to de-centralized facilities running FIM equipment. Presently, FIM equipment is placed at injection molding facilities in the US, Japan and several countries in the EU. Each of these facilities may, in very short order and with no start-up costs, produce a given component according to a digital product specification, and have this component delivered to the point of consumption with no—or significantly reduced—shipping.
4. Methodology
4.1. Data Collection and Selection of Cases
4.2. Design Science
5. Assessing the Suitability of FIM for Low Volume Production: A Design Science Approach
5.1. Problem Diagnosis and Solution Incubation by Initial Attempt to Produce FIM Parts
5.1.1. Case 1: Water Tap for a Plastic Water Bag—Product Development
5.1.2. Case 2: Emergency Light Holder for a Life Jacket—Product Optimization
- It was possible to reduce the number of components from two to one by exploiting the design freedom of FIM. A one-part light holder eliminates the assembly process, which usually increases the risk of production failures and costs.
- It was possible to do focused tests on critical features. The attachment interface between the light holder and the life west is one such interface, and the design team decided to reduce print costs and material consumptions by creating printed tools that included only the interface portion. This allowed a targeted tensile strength test to be carried out, that demonstrated a considerable strength increase compared with the original design (600 N vs. 250 N).
5.1.3. Case 3: Electrical Connector for Pressure Transmitter—Low-Volume Spare Parts Manufacturing
5.2. Solution Refinement by Optimizing the FIM Process for the Parts
5.3. Cross-case Analysis using Context, Intervention, Mechanism and Outcomes
5.4. Generalizability of Findings on Application of FIM for Low-volume Production
6. Discussion
7. Conclusions and Opportunities for Future Research
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Holmström, J.; Partanen, J. Digital manufacturing-driven transformations of service supply chains for complex products. Supply Chain Manag. 2014, 19, 421–430. [Google Scholar] [CrossRef]
- Khajavi, S.H.; Partanen, J.; Holmström, J. Additive manufacturing in the spare parts supply chain. Comput. Ind. 2014, 65, 50–63. [Google Scholar] [CrossRef]
- Kumbhar, N.N.; Mulay, A.V. Post processing methods used to improve surface finish of products which are manufactured by additive manufacturing technologies: A review. J. Inst. Eng. (India) Ser. C 2018, 99, 481–487. [Google Scholar] [CrossRef]
- Baumers, M.; Dickens, P.; Tuck, C.; Hague, R. The cost of additive manufacturing: Machine productivity, economies of scale and technology-push. Technol. Forecast. Soc. Chang. 2016, 102, 193–201. [Google Scholar] [CrossRef]
- Berman, B. 3-D printing: The new industrial revolution. Bus. Horiz. 2012, 55, 155–162. [Google Scholar] [CrossRef]
- Mellor, S.; Hao, L.; Zhang, D. Additive manufacturing: A framework for implementation. Int. J. Prod. Econ. 2014, 149, 194–201. [Google Scholar] [CrossRef] [Green Version]
- Oettmeier, K.; Hofmann, E. Impact of additive manufacturing technology adoption on supply chain management processes and components. J. Manuf. Technol. Manag. 2016, 27, 944–968. [Google Scholar] [CrossRef]
- Dimla, D.E.; Camilotto, M.; Miani, F. Design and optimisation of conformal cooling channels in injection moulding tools. J. Mater. Process. Technol. 2005, 164, 1294–1300. [Google Scholar] [CrossRef]
- Tosello, G.; Charalambis, A.; Kerbache, L.; Mischkot, M.; Pedersen, D.B.; Calaon, M.; Hansen, H.N. Value chain and production cost optimization by integrating additive manufacturing in injection molding process chain. Int. J. Adv. Manuf. Technol. 2019, 100, 783–795. [Google Scholar] [CrossRef] [Green Version]
- Achillas, C.; Tzetzis, D.; Raimondo, M.O. Alternative production strategies based on the comparison of additive and traditional manufacturing technologies. Int. J. Prod. 2017, 55, 3497–3509. [Google Scholar] [CrossRef]
- Niaki, M.K.; Nonino, F. Impact of additive manufacturing on business competitiveness: A multiple case study. J. Manuf. Technol. Manag. 2017, 28, 56–74. [Google Scholar] [CrossRef]
- Petrovic, V.; Vicente Haro Gonzalez, J.; Jordá Ferrando, O.; Delgado Gordillo, J.; Ramón Blasco Puchades, J.; Portolés Griñan, L. Additive layered manufacturing: Sectors of industrial application shown through case studies. Int. J. Prod. Res. 2011, 49, 1061–1079. [Google Scholar] [CrossRef]
- Sharifi, E.; Chaudhuri, A.; Wæhrens, B.V.; Staal, L.G.; Davoudabadi Farahani, S. Part Selection for Freeform Injection Molding: Framework for Development of a Unique Methodology. In Proceedings of the IFIP International Conference on Advances in Production Management Systems, Novi Sad, Serbia, 30 August–3 September 2020; pp. 723–730. [Google Scholar]
- Goodship, V. Practical Guide to Injection Moulding, 2nd ed.; Smithers Rapra: Shropshire, UK, 2017. [Google Scholar]
- Ainsley, C.; Gong, H.Q. Costs and performance of injection moulding tools produced using slip casting. Rapid Prototyp. J. 1999, 5, 35–44. [Google Scholar] [CrossRef]
- Khosravani, M.R.; Nasiri, S. Injection molding manufacturing process: Review of case-based reasoning applications. J. Intell. Manuf. 2020, 31, 847–864. [Google Scholar] [CrossRef]
- Jiang, J. A novel fabrication strategy for additive manufacturing processes. J. Clean Prod. 2020, 272, 122916. [Google Scholar] [CrossRef]
- Gupta, N.; Weber, C.; Newsome, S. Additive Manufacturing: Status and Opportunities; Science and Technology Policy Institute: Washington, DC, USA, 2012. [Google Scholar]
- Kadkhoda-Ahmadi, S.; Hassan, A.; Asadollahi-Yazdi, E. Process and resource selection methodology in design for additive manufacturing. Int. J. Adv. Manuf. Technol. 2019, 104, 2013–2029. [Google Scholar] [CrossRef]
- Bikas, H.; Lianos, A.K.; Stavropoulos, P. A design framework for additive manufacturing. Int. J. Adv. Manuf. Technol. 2019, 103, 3769–3783. [Google Scholar] [CrossRef] [Green Version]
- Pan, Y.; Zhou, C.; Chen, Y.; Partanen, J. Multitool and multi-axis computer numerically controlled accumulation for fabricating conformal features on curved surfaces. J. Manuf. Sci. Eng. ASME 2014, 136, 031007. [Google Scholar] [CrossRef] [Green Version]
- Rivera, F.J.M.; Arciniegas, A.J.R. Additive manufacturing methods: Techniques, materials, and closed-loop control applications. Int. J. Adv. Manuf. Technol. 2020, 109, 17–31. [Google Scholar] [CrossRef]
- ASTM ISO/ASTM52900-15. In Standard Terminology for Additive Manufacturing—General Principles—Terminology; ASTM International: West Conshohocken, PA, USA, 2015.
- Tofail, S.A.M.; Koumoulos, E.P.; Bandyopadhyay, A.; Bose, S.; O’Donoghue, L.; Charitidis, C. Additive manufacturing: Scientific and technological challenges, market uptake and opportunities. Mater. Today. 2018, 21, 22–37. [Google Scholar] [CrossRef]
- Ford, S.; Despeisse, M. Additive manufacturing and sustainability: An exploratory study of the advantages and challenges. J. Clean Prod. 2016, 137, 1573–1587. [Google Scholar] [CrossRef]
- Ribeiro, I.; Matos, F.; Jacinto, C.; Salman, H.; Cardeal, G.; Carvalho, H.; Godina, R.; Peças, P. Framework for Life Cycle Sustainability Assessment of Additive Manufacturing. Sustainability 2020, 12, 929. [Google Scholar] [CrossRef] [Green Version]
- Renjith, S.C.; Park, K.; Kremer, G.E.O. A Design Framework for Additive Manufacturing: Integration of Additive Manufacturing Capabilities in the Early Design Process. Int. J. Precis. 2020, 21, 329–345. [Google Scholar] [CrossRef]
- Mashhadi, A.R.; Esmaeilian, B.; Behdad, S. Impact of additive manufacturing adoption on future of supply chains. In Proceedings of the International Manufacturing Science and Engineering Conference, Charlotte, NC, USA, 8–12 June 2015; p. V001T02A064. [Google Scholar]
- Gao, W.; Zhang, Y.; Ramanujan, D.; Ramani, K.; Chen, Y.; Williams, C.B.; Wang, C.C.; Shin, Y.C.; Zhang, S.; Zavattieri, P.D. The status, challenges, and future of additive manufacturing in engineering. Comput. Aided Des. 2015, 69, 65–89. [Google Scholar] [CrossRef]
- Hällgren, S.; Pejryd, L.; Ekengren, J. (Re)Design for Additive Manufacturing. Procedia CIRP 2016, 50, 246–251. [Google Scholar] [CrossRef] [Green Version]
- Abdulhameed, O.; Al-Ahmari, A.; Ameen, W.; Mian, S.H. Additive manufacturing: Challenges, trends, and applications. Adv. Mech. Eng. 2019, 11, 1687814018822880. [Google Scholar] [CrossRef] [Green Version]
- Ziemian, C.; Sharma, M.; Ziemian, S. Anisotropic mechanical properties of ABS parts fabricated by fused deposition modelling. Mech. Eng. 2012, 23, 159–180. [Google Scholar]
- Kok, Y.; Tan, X.P.; Wang, P.; Nai, M.L.S.; Loh, N.H.; Liu, E.; Tor, S.B. Anisotropy and heterogeneity of microstructure and mechanical properties in metal additive manufacturing: A critical review. Mater. Des. 2018, 139, 565–586. [Google Scholar] [CrossRef]
- Gokuldoss, P.K.; Kolla, S.; Eckert, J. Additive manufacturing processes: Selective laser melting, electron beam melting and binder jetting—Selection guidelines. Materials 2017, 10, 672. [Google Scholar] [CrossRef] [Green Version]
- Islam, M.N.; Boswell, B.; Pramanik, A. An investigation of dimensional accuracy of parts produced by three-dimensional printing. In Proceedings of the World Congress on Engineering, London, UK, 3–5 July 2013; pp. 522–525. [Google Scholar]
- Dowling, L.; Kennedy, J.; O’Shaughnessy, S.; Trimble, D. A review of critical repeatability and reproducibility issues in powder bed fusion. Mater. Des. 2020, 186, 108346. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. B. Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Thomas, D.S.; Gilbert, S.W. Costs and cost effectiveness of additive manufacturing. NIST Spec. Publ. 2014, 1176, 12. [Google Scholar]
- Khosravani, M.R.; Nasiri, S.; Weinberg, K. Application of case-based reasoning in a fault detection system on production of drippers. Appl. Soft. Comput. 2014, 75, 227–232. [Google Scholar] [CrossRef]
- Meisel, N.A.; Williams, C.B.; Druschitz, A. Lightweight metal cellular structures via indirect 3D printing and casting. In Proceedings of the 23rd Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, SFF, Austin, TX, USA, 6–8 August 2012; pp. 162–176. [Google Scholar]
- Rosato, D.V.; Rosato, M.G. Injection Molding Handbook; Springer Science & Business Media: Heidelberg, Germany, 2012. [Google Scholar]
- Mischkot, M.; Davoudinejad, A.; Charalambis, A.; Hofstätter, T.; Tosello, G.; Pedersen, D.B.; Hansen, H.N. Dimensional accuracy of Acrylonitrile Butadiene Styrene injection molded parts produced in a pilot production with an additively manufactured insert. In Proceedings of the 33rd Annual Meeting of the Polymer Processing Society, Cancun, Mexico, 10–14 December 2017. [Google Scholar]
- Equbal, A.; Sood, A.K.; Shamim, M. Rapid tooling: A major shift in tooling practice. Manuf. Ind. Eng. 2015, 14, 3–4. [Google Scholar] [CrossRef] [Green Version]
- Rosochowski, A.; Matuszak, A. Rapid tooling: The state of the art. J. Mater. Process. Technol. 2000, 106, 191–198. [Google Scholar] [CrossRef]
- Mischkot, M.; Krexner, G.; Soprunyuk, V.; Schranz, W.; Pedersen, D.B.; Tosello, G.; Hansen, H.N. Influence of thermal ageing on the mechanical properties of an additively manufactured photopolymer used in soft tooling applications. In Proceedings of the 18th International Conference of the European Society for Precision Engineering and Nanotechnology, Venice, Italy, 4–8 June 2018; pp. 241–242. [Google Scholar]
- Yang, Z.; Peng, H.; Wang, W.; Liu, T. Effective properties of particle reinforced polymeric mould material towards reducing cooling time in soft tooling process. J. Appl. Polym. Sci. 2010, 116, 2658–2667. [Google Scholar]
- Bourell, D.; Kruth, J.P.; Leu, M.; Levy, G.; Rosen, D.; Beese, A.M.; Clare, A. Materials for additive manufacturing. CIRP Ann. Manuf. Technol. 2017, 66, 659–681. [Google Scholar] [CrossRef]
- Ivanova, O.; Williams, C.; Campbell, T. Additive manufacturing (AM) and nanotechnology: Promises and challenges. Rapid Prototyp. J. 2013, 19, 353–364. [Google Scholar] [CrossRef] [Green Version]
- Franchetti, M.; Kress, C. An economic analysis comparing the cost feasibility of replacing injection molding processes with emerging additive manufacturing techniques. Int. J. Adv. Manuf. Technol. 2017, 88, 2573–2579. [Google Scholar] [CrossRef]
- Brajlih, T.; Valentan, B.; Balic, J.; Drstvensek, I. Speed and accuracy evaluation of additive manufacturing machines. Rapid Prototyp. J. 2011, 17, 64–75. [Google Scholar] [CrossRef]
- Hassen, A.A.; Kirka, M.M. Additive Manufacturing: The Rise of a Technology and the Need for Quality Control and Inspection Techniques. Mat. Eval. 2018, 76, 438–453. [Google Scholar]
- Gibson, I.; Rosen, D.; Stucker, B. Additive Manufacturing Technologies: 3D Printing, Rapid Prototyping, and Direct Digital Manufacturing, 2nd ed.; Springer Science & Business Media: Heidelberg, Germany, 2015. [Google Scholar]
- Liu, W.; Li, L.; Kochhar, A.K. A method for assessing geometrical errors in layered manufacturing. Part 1: Error interaction and transfer mechanisms. Int. J. Adv. Manuf. Tech. 1998, 14, 637–643. [Google Scholar] [CrossRef]
- Kim, H.; Lin, Y.; Tseng, T.L.B. A review on quality control in additive manufacturing. Rapid Prototyp. J. 2018, 24, 645–669. [Google Scholar] [CrossRef] [Green Version]
- Castellion, G.; Markham, S.K. Perspective: New Product Failure Rates: Influence of Argumentum ad Populum and Self-Interest. J. Prod. Innov. 2013, 30, 976–979. [Google Scholar] [CrossRef]
- Simon, H.A. The Sciences of the Artificial, 3rd ed.; MIT Press: Cambridge, MA, USA, 2019. [Google Scholar]
- Romme, A.G.L. Making a Difference: Organization as Design. Organ. Sci. 2003, 14, 558–573. [Google Scholar] [CrossRef]
- Holmström, J.; Ketokivi, M.; Hameri, A.P. Bridging practice and theory: A design science approach. Decis. Sci. 2009, 40, 65–87. [Google Scholar] [CrossRef]
- Venable, J.R. The Role of Theory and Theorising in Design Science Research. In Proceedings of the 1st International Conference on Design Science in Information Systems and Technology, Claremont, CA, USA, 24 February 2006; pp. 1–18. [Google Scholar]
- Atzeni, E.; Salmi, A. Economics of additive manufacturing for end-usable metal parts. Int. J. Adv. Manuf. Technol. 2012, 62, 1147–1155. [Google Scholar] [CrossRef]
- Yang, S.; Tang, Y.; Zhao, Y.F. A new part consolidation method to embrace the design freedom of additive manufacturing. J. Manuf. Process. 2015, 20, 444–449. [Google Scholar] [CrossRef] [Green Version]
- Yang, S.; Zhao, Y.F. Additive manufacturing-enabled design theory and methodology: A critical review. Int. J. Adv. Manuf. Technol. 2015, 80, 327–342. [Google Scholar] [CrossRef]
- Alfaify, A.; Saleh, M.; Abdullah, F.M.; Al-Ahmari, A.M. Design for Additive Manufacturing: A Systematic Review. Sustainability 2020, 12, 7936. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Manufacturing Technologies | Schematic View/Sub-categories | Main Benefits | Main Limitations |
|---|---|---|---|
| IM | (a) | (b) | (c) |
 |
|
| |
| DAM |
|
|
|
| IAM | Printed Soft Tooling |
|
|
 Image courtesy of Promolding | |||
| FIM |
|
| |
 Image courtesy of AddiFab |
| Product Life Cycle Dimensions | Focus Area | |||
|---|---|---|---|---|
| Stages of Product Lifecycle | New Product Development | Optimization of Existing Part | Spare Parts Manufacturing/Long Tail Production | |
| Case #1: Water tap | ✔ | Material and new design | ||
| Case #2: Emergency light holder | ✔ | Material and re-design | ||
| Case #3: Electrical connector | ✔ | Material and re-design | ||
| Case | Key Learnings | Improvement Opportunities |
|---|---|---|
| Case 1 |
| Challenge 1: The first design of the water tap was too fragile to withstand field use. Solution: FIM provided the development team with the flexibility to carry out multiple iterations (six in total) before the design was frozen. As an alternative to physical iterations, simulations may allow the designer to test designs before moving into the physical domain. Challenge 2: FIM surface quality turned out to be inadequate for the creation of a water-tight seal. Solution: For applications requiring water-tight seals/closures, it may be necessary to add O-rings or over-molded features, which may lead to a more expensive and less manufacturable design. Alternatively, metal inserts that are introduced in the printed FIM tools may be used to generate the smooth surfaces |
| Case 2 |
| Challenge 1: FIM has higher unit costs than other AM technologies, and these costs increase with the size of the object to be manufactured. Solution: To reduce the size of printed objects, the design team decided to isolate critical features and make molds that only included these features. These molds were then used to make test objects that would allow targeted evaluations of each feature. Only when results of the individual feature studies were satisfactory, did the team move ahead with molding of the entire part Challenge 2: The printing of molds for multiple parts is costly. By combining several parts into a single part, costs of manufacture and assembly may be reduced significantly. Solution: The original light holder comprised two components that were assembled together. Using FIM, the two parts were combined into a single part, which eliminated the assembly and a potential point of failure |
| Case 3 |
| Challenge 1: The PBT material that was used for the original connector did not withstand the alkaline solvent used for the demolding Solution: As a replacement for the PBT material, a PPS material was used for the test connectors. An alternative approach, which would be useful for the manufacturing of parts with simple geometries, would be to divide the printed tool into sections that might be taken apart to release the component Challenge 2: The part design contained a concentration of mass in the central zone that produced shrinkage-related cracks in the components during cooling. Solution: The central part of the component was redesigned to remove approx. 20% of the mass. The result was functionally equivalent to the original component, but did not crack |
| Case | Context | Intervention | Mechanism | Outcome |
|---|---|---|---|---|
| Case 1 |
| FIM was used for developing the tap and six iterations were carried out before the design could be finalized |
| Development of a high-quality product at low cost within a short lead time |
| Case 2 |
| FIM was successfully used to manufacture the single optimized part |
| Manufacturing of an optimized product in original material within a short time |
| Case 3 |
| FIM was used to manufacture the part using PPS after small design change |
| Manufacturing of spare parts using alternative engineering material |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sharifi, E.; Chaudhuri, A.; Waehrens, B.V.; Staal, L.G.; Davoudabadi Farahani, S. Assessing the Suitability of Freeform Injection Molding for Low Volume Injection Molded Parts: A Design Science Approach. Sustainability 2021, 13, 1313. https://doi.org/10.3390/su13031313
Sharifi E, Chaudhuri A, Waehrens BV, Staal LG, Davoudabadi Farahani S. Assessing the Suitability of Freeform Injection Molding for Low Volume Injection Molded Parts: A Design Science Approach. Sustainability. 2021; 13(3):1313. https://doi.org/10.3390/su13031313
Chicago/Turabian StyleSharifi, Elham, Atanu Chaudhuri, Brian Vejrum Waehrens, Lasse Guldborg Staal, and Saeed Davoudabadi Farahani. 2021. "Assessing the Suitability of Freeform Injection Molding for Low Volume Injection Molded Parts: A Design Science Approach" Sustainability 13, no. 3: 1313. https://doi.org/10.3390/su13031313