
Production of Eco-Sustainable Materials: Compatibilizing Action in Poly (Lactic Acid)/High-Density Biopolyethylene Bioblends

 , , ,
, , ,
Abstract
:1. Introduction
2. Methodology
2.1. Materials
2.2. Bioblends Processing
2.3. Characterizations
3. Results and Discussion
3.1. Differential Scanning Calorimetry (DSC)
3.2. Thermogravimetry (TG)
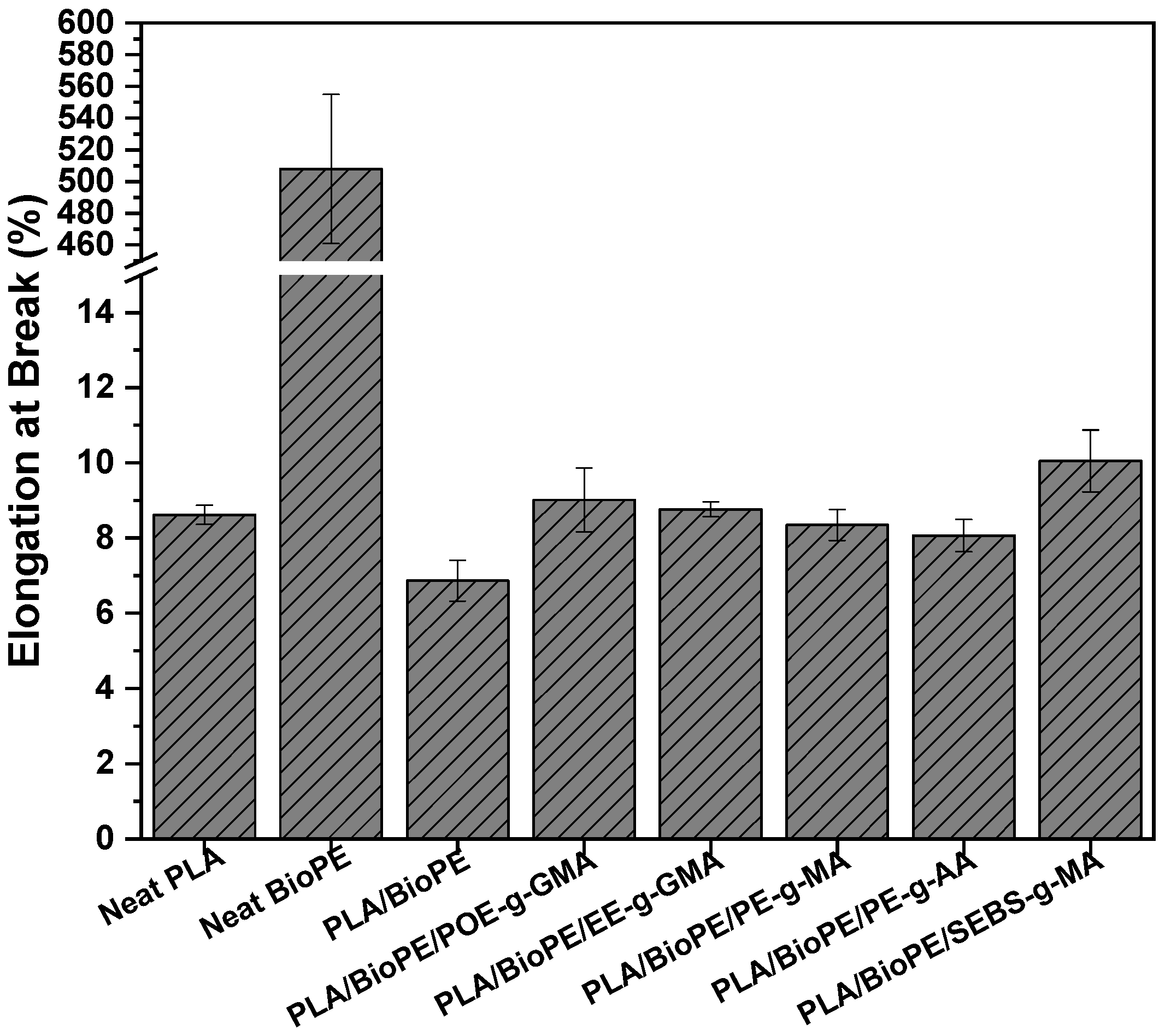
3.3. Tensile Test
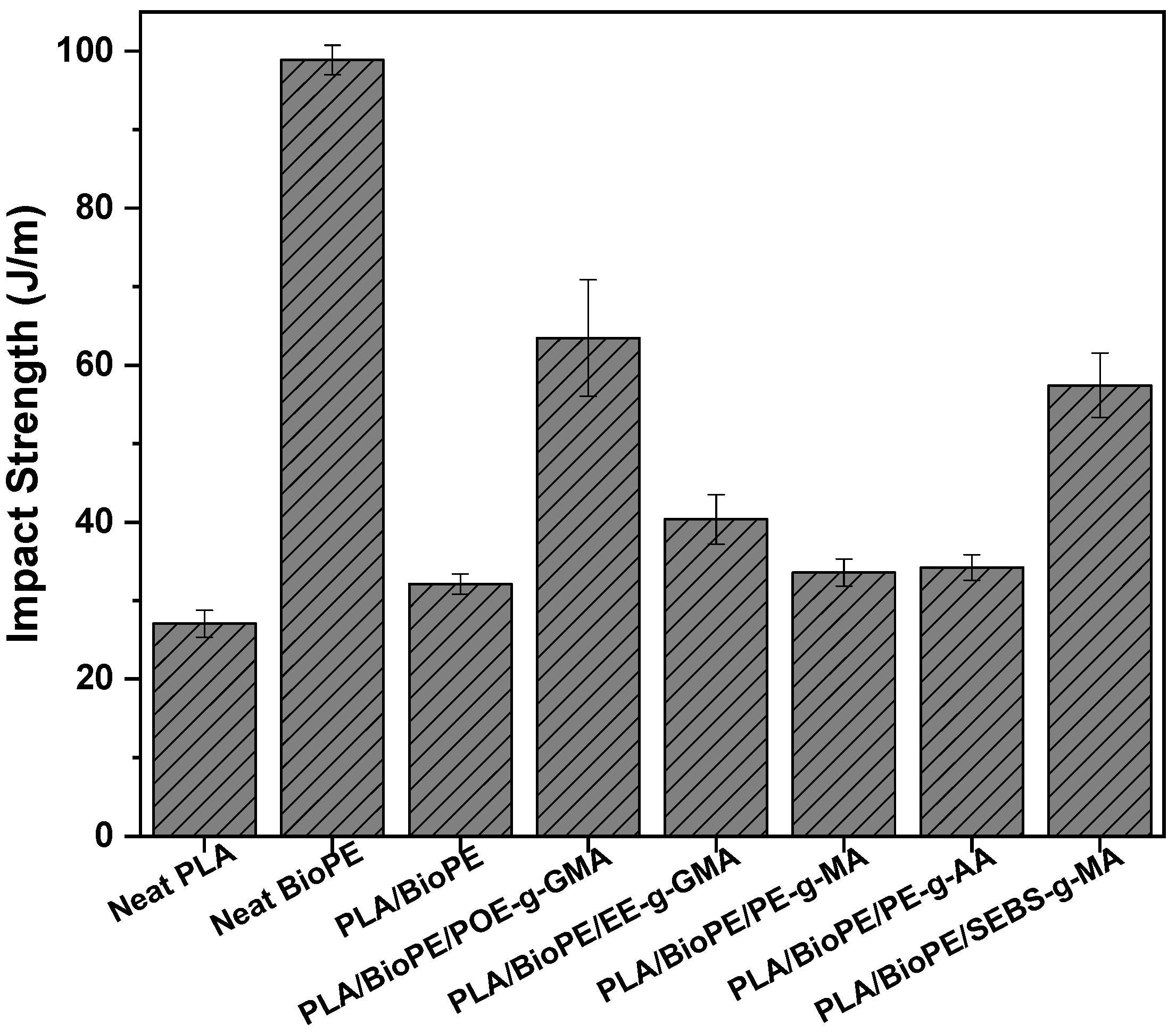
3.4. Impact Strength
3.5. Heat Deflection Temperature (HDT)
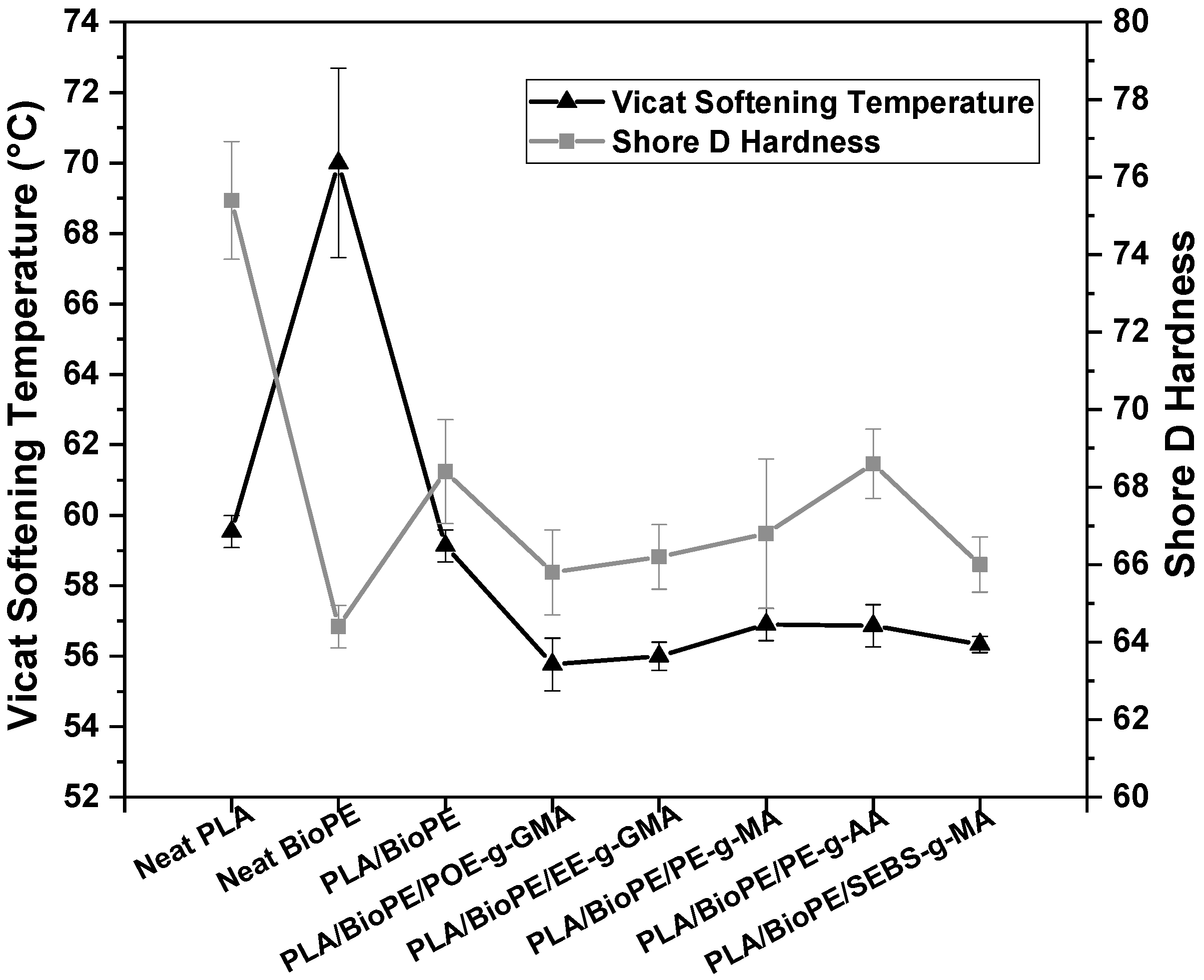
3.6. Vicat Softening Temperature (VST) and Shore D Hardness
3.7. Contact Angle
3.8. Scanning Electron Microscopy (SEM)
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Mohamed, A.; Gordon, S.H.; Biresaw, G. Polycaprolactone/polystyrene bioblends characterized by thermogravimetry, modulated differential scanning calorimetry and infrared photoacoustic spectroscopy. Polym. Degrad. Stab. 2007, 92, 1177–1185. [Google Scholar] [CrossRef]
- Al-Itry, R.; Lamnawar, K.; Maazouz, A. Biopolymer Blends Based on Poly (lactic acid): Shear and Elongation Rheology/Structure/Blowing Process Relationships. Polymers 2015, 7, 939–962. [Google Scholar] [CrossRef]
- Olejnik, O.; Masek, A.; Zawadziłło, J. Processability and Mechanical Properties of Thermoplastic Polylactide/Polyhydroxybutyrate (PLA/PHB) Bioblends. Materials 2021, 14, 898. [Google Scholar] [CrossRef]
- Kim, Y.F.; Choi, C.N.; Lee, K.Y.; Lee, M.S. Compatibilization of immiscible poly(l-lactide) and low density polyethylene blends. Fibers Polym. 2004, 5, 270–274. [Google Scholar] [CrossRef]
- La Mantia, F.P.; Morreale, M.; Botta, L.; Mistretta, M.; Ceraulo, M.; Scaffaro, R. Degradation of polymer blends: A brief review. Polym. Degrad. Stab. 2017, 145, 79–92. [Google Scholar] [CrossRef]
- Effah, B.; Van Reenen, A.; Meincken, M. Mechanical properties of wood-plastic composites made from various wood species with different compatibilizers. Eur. J. Wood Wood Prod. 2018, 76, 57–68. [Google Scholar] [CrossRef]
- Luna, C.B.B.; Siqueira, D.D.; Araújo, E.M.; Wellen, R.M.R. Tailoring PS/PPrecycled blends compatibilized with SEBS. Evaluation of rheological, mechanical, thermomechanical and morphological characters. Mater. Res. Express 2019, 6, 075316. [Google Scholar] [CrossRef]
- Czarnecka-Komorowska, D.; Nowak-Grzebyta, J.; Gawdzińska, K.; Mysiukiewicz, O.; Tomasik, M. Polyethylene/Polyamide Blends Made of Waste with Compatibilizer: Processing, Morphology, Rheological and Thermo-Mechanical Behavior. Polymers 2021, 13, 2385. [Google Scholar] [CrossRef]
- Ferreira, E.D.S.B.; Luna, C.B.B.; Araújo, E.M.; Siqueira, D.D.; Wellen, R.M.R. Polypropylene/wood powder/ethylene propylene diene monomer rubber-maleic anhydride composites: Effect of PP melt flow index on the thermal, mechanical, thermomechanical, water absorption, and morphological parameters. Polym. Compos. 2021, 42, 484–497. [Google Scholar] [CrossRef]
- Silva, P.T.V.; Luna, C.B.B.; Ferreira, E.S.B.; Santos Filho, E.A.; Araújo, E.M. Evolution of morphology and mechanical properties of PA6/AES blends compatibilized with EPDM-MA. Res. Soc. Dev. 2021, 10, e210101018791. [Google Scholar] [CrossRef]
- Nogueira, J.A.S.; Luna, C.B.B.; Siqueira, D.D.; Santos Filho, E.A.; Araújo, E.M. Performance investigation of PA6/HIPS blends compatibilized with SEBS-MA. Effect of compatibilizer content on mechanical, thermomechanical, torque rheometry and morphology properties. Res. Soc. Dev. 2021, 10, e58510817649. [Google Scholar]
- Saini, P.; Arora, M.; Kumar, M.R. Poly(lactic acid) blends in biomedical applications. Adv. Drug Deliv. Rev. 2016, 107, 47–59. [Google Scholar] [CrossRef] [PubMed]
- Ye, G.; Wang, W.; Fan, D.; He, P. Effects of femtosecond laser micromachining on the surface and substrate properties of poly-lactic acid (PLA). Appl. Surf. Sci. 2021, 538, 148117. [Google Scholar] [CrossRef]
- Garlotta, D. A Literature Review of Poly(Lactic Acid). J. Polym. Environ. 2001, 9, 63–84. [Google Scholar] [CrossRef]
- Gigante, V.; Canesi, I.; Cinelli, P.; Coltelli, M.B.; Lazzeri, A. Rubber Toughening of Polylactic Acid (PLA) with Poly(butylene adipate-co-terephthalate) (PBAT): Mechanical Properties, Fracture Mechanics and Analysis of Ductile-to-Brittle Behavior while Varying Temperature and Test Speed. Eur. Polym. J. 2019, 115, 125–137. [Google Scholar] [CrossRef]
- Wu, F.; Misra, M.; Mohanty, A.K. Super Toughened Poly(lactic acid)-Based Ternary Blends via Enhancing Interfacial Compatibility. ACS Omega 2019, 4, 1955–1968. [Google Scholar] [CrossRef]
- McKeown, P.; Jones, M.D. The Chemical Recycling of PLA: A Review. Sustain. Chem. 2020, 1, 1. [Google Scholar] [CrossRef]
- Boronat, T.; Fombuena, V.; Garcia-Sanoguera, D.; Sanchez-Nacher, L.; Balart, R. Development of a biocomposite based on green polyethylene biopolymer and eggshell. Mater. Des. 2015, 68, 177–185. [Google Scholar] [CrossRef]
- Spalding, M.A.; Chatterjee, A. Handbook of Industrial Polyethylene and Technology: Definitive Guide to Manufacturing, Properties, Processing, Applications and Markets; John Wiley & Sons: Hoboken, NJ, USA, 2017. [Google Scholar]
- Mazur, K.; Jakubowska, P.; Romańska, P.; Kuciel, S. Green high density polyethylene (HDPE) reinforced with basalt fiber and agricultural fillers for technical applications. Compos. Part B Eng. 2020, 202, 108399. [Google Scholar] [CrossRef]
- Anderson, K.S.; Hillmyer, M.A. The influence of block copolymer microstructure on the toughness of compatibilized polylactide/polyethylene blends. Polymer 2004, 45, 8809–8823. [Google Scholar] [CrossRef]
- Thurber, C.M.; Xu, Y.; Myers, J.C.; Lodge, T.P.; Macosko, C.W. Accelerating Reactive Compatibilization of PE/PLA Blends by an Interfacially Localized Catalyst. ACS Macro Lett. 2014, 4, 30–33. [Google Scholar] [CrossRef]
- Xu, Y.; Loi, J.; Delgado, P.; Topolkaraev, V.; McEneany, R.J.; Macosko, C.W.; Hillmyer, M.A. Reactive Compatibilization of Polylactide/Polypropylene Blends. Ind. Eng. Chem. Res. 2015, 54, 6108–6114. [Google Scholar] [CrossRef]
- Brito, G.F.; Agrawal, P.; Mélo, T.J.A.; Pinto, J.C.; Balaban, R. Mechanical and Morphological Properties of PLA/BioPE Blend Compatibilized with E-GMA and EMA-GMA Copolymers. Macromol. Symp. 2016, 367, 176–182. [Google Scholar] [CrossRef]
- Quitadamo, A.; Massardier, V.; Santulli, C.; Valente, M. Optimization of Thermoplastic Blend Matrix HDPE/PLA with Different Types and Levels of Coupling Agents. Materials 2018, 11, 2527. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zolali, A.M.; Favis, B.D. Toughening of cocontinuous polylactide/polyethylene blends via na interfacially percolated intermediate phase. Macromolecules 2018, 51, 3572–3581. [Google Scholar] [CrossRef]
- Ferri, J.M.; Garcia-Garcia, D.; Rayón, E.; Samper, M.D.; Balart, R. Compatibilization and Characterization of Polylactide and Biopolyethylene Binary Blends by Non-Reactive and Reactive Compatibilization Approaches. Polymers 2020, 12, 1344. [Google Scholar] [CrossRef] [PubMed]
- Srithep, Y.; Nealey, P.; Turng, L.-S. Effects of annealing time and temperature on the crystallinity and heat resistance behavior of injection-molded poly(lactic acid). Polym. Eng. Sci. 2013, 53, 580–588. [Google Scholar] [CrossRef]
- Wang, S.; Liu, B.; Qin, Y.; Guo, H. Effects of Processing Conditions and Plasticizing-Reinforcing Modification on the Crystallization and Physical Properties of PLA Films. Membranes 2021, 11, 640. [Google Scholar] [CrossRef]
- Guo, H.; Rinaldi, R.G.; Tayakout, S.; Broudin, M.; Lame, O. The correlation between the mixed-mode oligo-cyclic loading induced mechanical and microstructure changes in HDPE. Polymer 2021, 224, 123706. [Google Scholar] [CrossRef]
- Wellen, R.M.; Rabello, M.S.; Fechine, G.J.; Canedo, E.L. The melting behaviour of poly (3-hydroxybutyrate) by DSC. Reproducibility study. Polym. Test. 2013, 32, 215–220. [Google Scholar] [CrossRef]
- Luna, C.B.B.; Ferreira, E.D.S.B.; Siqueira, D.D.; Filho, E.A.D.S.; Araújo, E.M. Additivation of the ethylene–vinyl acetate copolymer (EVA) with maleic anhydride (MA) and dicumyl peroxide (DCP): The impact of styrene monomer on cross-linking and functionalization. Polym. Bull. 2021, 78, 1–24. [Google Scholar] [CrossRef]
- Barros, A.B.D.S.; Farias, R.D.F.; Siqueira, D.D.; Luna, C.B.B.; Araújo, E.M.; Rabello, M.S.; Wellen, R.M.R. The Effect of ZnO on the Failure of PET by Environmental Stress Cracking. Materials 2020, 13, 2844. [Google Scholar] [CrossRef]
- Mohapatra, A.K.; Mohanty, S.; Nayak, S. Poly(lactic acid) and layered silicate nanocomposites prepared by melt mixing: Thermomechanical and morphological properties. Polym. Compos. 2012, 33, 2095–2104. [Google Scholar] [CrossRef]
- da Silva, F.S.; Luna, C.B.B.; Siqueira, D.D.; Ferreira, E.D.S.B.; Araújo, E.M. From Waste to Reuse: Manufacture of Ecological Composites Based on Biopolyethylene/wood Powder with PE-g-MA and Macaíba Oil. J. Polym. Environ. 2021, 29, 1–17. [Google Scholar] [CrossRef]
- Abdolrasouli, M.H.; Sadeghi, G.M.M.; Nazockdast, H.; Babaei, A. Polylactide/Polyethylene/Organoclay Blend Nanocomposites: Structure, Mechanical and Thermal Properties. Polym. Technol. Eng. 2014, 53, 1417–1424. [Google Scholar] [CrossRef]
- da Silva, W.A.; Luna, C.B.B.; Melo, J.B.D.C.A.D.; Araújo, E.M.; Filho, E.A.D.S.; Duarte, R.N.C. Feasibility of Manufacturing Disposable Cups using PLA/PCL Composites Reinforced with Wood Powder. J. Polym. Environ. 2021, 29, 2932–2951. [Google Scholar] [CrossRef]
- Ferreira, E.S.B.; Luna, C.B.B.; Siqueira, D.D.; Araújo, E.M.; De França, D.C.; Wellen, R.M.R. Annealing Effect on PLA/EVA Blends Performance. J. Polym. Environ. 2021, 29, 1–14. [Google Scholar]
- Vrsaljko, D.; Macut, D.; Kovačević, V. Potential role of nanofillers as compatibilizers in immiscible PLA/LDPE Blends. J. Appl. Polym. Sci. 2015, 132, 132. [Google Scholar] [CrossRef]
- Pai, F.-C.; Chu, H.-H.; Lai, S.-M. Reactive compatibilization of poly(lactic acid)/polyethylene octene copolymer blends with ethylene-glycidyl methacrylate copolymer. J. Polym. Eng. 2011, 31, 463–471. [Google Scholar] [CrossRef]
- Gallego, R.; López-Quintana, S.; Basurto, F.; Núñez, K.; Villarreal, N.; Merino, J.C. Synthesis of new compatibilizers to poly (lactic acid) blends. Polym. Eng. Sci. 2014, 54, 522–530. [Google Scholar] [CrossRef]
- Brito, G.F.; Agrawal, P.; Araújo, E.M.; De Melo, T.J.A. Polylactide/Biopolyethylene bioblends. Polímeros 2012, 22, 427–429. [Google Scholar] [CrossRef] [Green Version]
- Huang, J.; Fan, J.; Yuan, D.; Zhang, S.; Chen, Y. Facile preparation of super-toughened polylactide-based thermoplastic vulcanizates without sacrificing the stiffness based on the selective distribution of silica. Ind. Eng. Chem. Res. 2020, 59, 9950–9958. [Google Scholar] [CrossRef]
- Quiles-Carrillo, L.; Montanes, N.; Jorda-Vilaplana, A.; Balart, R.; Torres-Giner, S. A comparative study on the effect of different reactive compatibilizers on injection-molded pieces of bio-based high-density polyethylene/polylactide blends. J. Appl. Polym. Sci. 2019, 136, 47396. [Google Scholar] [CrossRef]
- Nascimento, W.A.; Silva, H.P.D.S.; Agrawal, P.; Lima, J.C.; de Melo, T.J.; Lira, H.D.L. Correlação entre propriedades mecânicas, reológicas e morfológicas de blendas PP/PA6 com adição de compatibilizantes. Rev. Iberoam. Polim. 2020, 21, 144–154. [Google Scholar]
- Pruthtikul, R.; Liewchirakorn, P. Preparation of Polypropylene Graft Maleic Anhydride (PP-g-MA) via Twin Screw Extrusion. Adv. Mater. Res. 2010, 93–94, 451–454. [Google Scholar] [CrossRef]
- Mahesh, A.; Rudresh, B.; Reddappa, H. Potential of natural fibers in the modification of mechanical behavior of polypropylene hybrid composites. Mater. Today Proc. 2021, 46, 1–6. [Google Scholar] [CrossRef]
- Luna, C.; Siqueira, D.; Ferreira, E.; Silva, W.; Nogueira, J.; Araújo, E. From Disposal to Technological Potential: Reuse of Polypropylene Waste from Industrial Containers as a Polystyrene Impact Modifier. Sustainability 2020, 12, 5272. [Google Scholar] [CrossRef]
- Morais, D.D.D.S.; França, D.C.; Araújo, E.M.; Carvalho, L.H.D.; Wellen, R.M.R.; Oliveira, A.D.D.; Melo, T.J.A.D. Tayloring PS/PCL blends: Characteristics of processing and properties. REM-Int. Eng. J. 2019, 72, 87–95. [Google Scholar] [CrossRef] [Green Version]
- Castro, L.; Oliveira, A.; Kersch, M.; Altstädt, V.; Pessan, L. Effects of mixing protocol on morphology and properties of PA6/ABS blends compatibilized with MMA-MA. J. Appl. Polym. Sci. 2016, 133, 1–8. [Google Scholar] [CrossRef]
- Oliveira, A.D.D.; Larocca, N.M.; Pessan, L.A. Effect from the blending sequence on the properties of PA6/ABS blends compatibilized with SMA copolymer. Polímeros 2011, 21, 27–33. [Google Scholar] [CrossRef] [Green Version]
- De Oliveira, A.D.; De Castro, L.D.C.; Beatrice, C.A.G.; Lucas, A.D.A.; Pessan, L.A. Effect of Maleic Anhydride Content in Properties of PA6/AES Blends Compatibilized with MMA-MA. Mater. Res. 2017, 20, 1630–1637. [Google Scholar] [CrossRef] [Green Version]
- Luna, C.B.B.; Siqueira, D.D.; Ferreira, E.D.S.B.; Araújo, E.M.; Wellen, R.M.R. Reactive compatilization of PCL/WP upon addition of PCL-MA. Smart option for recycling industry. Mater. Res. Express 2019, 6, 125317. [Google Scholar] [CrossRef]
- Wang, L.; Wang, Y.-N.; Huang, Z.-G.; Weng, Y.-X. Heat resistance, crystallization behavior, and mechanical properties of polylactide/nucleating agent composites. Mater. Des. 2015, 66, 7–15. [Google Scholar] [CrossRef]
- Yang, Y.; Zhang, L.; Xiong, Z.; Tang, Z.; Zhang, R.; Zhu, J. Research progress in the heat resistance, toughening and filling modification of PLA. Sci. China Ser. B Chem. 2016, 59, 1355–1368. [Google Scholar] [CrossRef]
- Ferreira, E.D.S.B.; Luna, C.B.B.; Araújo, E.M.; Siqueira, D.D.; Wellen, R.M.R. Polypropylene/wood powder composites: Evaluation of PP viscosity in thermal, mechanical, thermomechanical, and morphological characters. J. Thermoplast. Compos. Mater. 2019, 32, 0892705719880958. [Google Scholar] [CrossRef]
- Tao, Y.U.; Yan, L.I.; Jie, R.E.N. Preparation and properties of short natural fiber reinforced poly (lactic acid) composites. Trans. Nonferrous Met. Soc. China 2009, 19, 651–655. [Google Scholar]
- Bezerra, E.B.; De França, D.C.; Morais, D.D.D.S.; Silva, I.D.D.S.; Siqueira, D.D.; Araújo, E.M.; Wellen, R.M.R. Compatibility and characterization of Bio-PE/PCL blends. Polímeros 2019, 29, 1–15. [Google Scholar] [CrossRef]
- Siqueira, D.; Luna, C.; Ferreira, E.; Araújo, E.; Wellen, R. Tailored PCL/Macaíba fiber to reach sustainable biocomposites. J. Mater. Res. Technol. 2020, 9, 9691–9708. [Google Scholar] [CrossRef]
- Siročić, A.P.; Hrnjak-Murgić, Z.; Jelenčić, J. The surface energy as an indicator of miscibility of SAN/EDPM polymer blends. J. Adhes. Sci. Technol. 2013, 27, 2615–2628. [Google Scholar] [CrossRef]
- Tejada-Oliveros, R.; Balart, R.; Ivorra-Martinez, J.; Gomez-Caturla, J.; Montanes, N.; Quiles-Carrillo, L. Improvement of Impact Strength of Polylactide Blends with a Thermoplastic Elastomer Compatibilized with Biobased Maleinized Linseed Oil for Applications in Rigid Packaging. Molecules 2021, 26, 240. [Google Scholar] [CrossRef]
- Moradi, S.; Yeganeh, J.K. Highly toughened poly(lactic acid) (PLA) prepared through melt blending with ethylene-co-vinyl acetate (EVA) copolymer and simultaneous addition of hydrophilic silica nanoparticles and block copolymer compatibilizer. Polym. Test. 2020, 91, 106735. [Google Scholar] [CrossRef]
- Sangeetha, V.H.; Valapa, R.B.; Nayak, S.K.; Varghese, T.O. Investigation on the Influence of EVA Content on the Mechanical and Thermal Characteristics of Poly(lactic acid) Blends. J. Polym. Environ. 2016, 26, 1–14. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | PLA (%) | BioPE (%) | POE-g-GMA (%) | EE-g-GMA (%) | PE-g-MA (%) | PE-g-AA (%) | SEBS-g-MA (%) |
|---|---|---|---|---|---|---|---|
| PLA | 100 | - | - | - | - | - | - |
| BioPE | - | 100 | - | - | - | - | - |
| PLA/BioPE | 70 | 30 | - | - | - | - | - |
| PLA/BioPE/POE-g-GMA | 70 | 20 | 10 | - | - | - | - |
| PLA/BioPE/EE-g-GMA | 70 | 20 | - | 10 | - | - | - |
| PLA/BioPE/PE-g-MA | 70 | 20 | - | - | 10 | - | - |
| PLA/BioPE/PE-g-AA | 70 | 20 | - | - | - | 10 | - |
| PLA/BioPE/SEBS-g-MA | 70 | 20 | - | - | - | - | 10 |
| Parameters | |||
|---|---|---|---|
| Extrusion | Injection | ||
| Feed rate (kg/h) | 3 | Injection and hold pressing (bar) | 800 and 500 |
| Temperature profile (°C) | 170, 170, 175, 175, 175, 180, 180 | Temperature profile (°C) | 170, 175, 175, 180, 180 |
| Screw rate (rpm) | 250 | Mold temperature (°C) | 20 |
| Samples | Tg (°C) | Tm1 (°C) | Tm2 (°C) | ΔHm1 (J/g) | ΔHm2 (J/g) | Xc (%) | Tcc (°C) | ΔHcc (J/g) | Tc (°C) |
|---|---|---|---|---|---|---|---|---|---|
| PLA | 61 | 150.4 | - | 24.5 | - | 3.9 | 115.4 | 20.8 | - |
| BioPE | - | - | 136.8 | - | 176.1 | 60.1 | - | - | 113.6 |
| PLA/BioPE | 61 | 150.7 | 134.3 | 13.4 | 39.7 | 9.4 | 114.8 | 7.2 | 113.9 |
| PLA/BioPE/POE-g-GMA | 60 | 152.7 | 132.1 | 16.5 | 26.1 | 9.3 | 117.3 | 10.4 | 115 |
| PLA/BioPE/EE-g-GMA | 59 | 151.4 | 131.3 | 16.1 | 27.1 | 6.2 | 114.7 | 12 | 113.8 |
| PLA/BioPE/PE-g-MA | 60 | 151.6 | 132.5 | 19 | 32.8 | 11.4 | 114.7 | 11.5 | 116.1 |
| PLA/BioPE/PE-g-AA | 61 | 151.9 | 133.2 | 15.4 | 32.7 | 10.9 | 115.8 | 8.3 | 115.9 |
| PLA/BioPE/SEBS-g-MA | 60 | 152.7 | 133.1 | 16.5 | 23.1 | 11.5 | 120.4 | 8.9 | 116.8 |
| Samples | T0.01 (°C) | T0.99 (°C) | Cmax (min−1) |
|---|---|---|---|
| PLA | 139.8 | 160.2 | 1.19 |
| PLA/BioPE | 142.9 | 159.9 | 1.22 |
| PLA/BioPE/POE-g-GMA | 140.4 | 160.4 | 1.35 |
| PLA/BioPE/EE-g-GMA | 140.6 | 161.1 | 1.15 |
| PLA/BioPE/PE-g-MA | 140.5 | 162.1 | 1.11 |
| PLA/BioPE/PE-g-AA | 141.8 | 161.3 | 1.21 |
| PLA/BioPE/SEBS-g-MA | 140.5 | 160.5 | 1.40 |
| Samples | TD10% (°C) | TD50% (°C) | TD99.9% (°C) |
|---|---|---|---|
| PLA | 320 | 350 | 373 |
| BioPE | 395 | 455 | 496 |
| PLA/BioPE | 326 | 358 | 485 |
| PLA/BioPE/POE-g-GMA | 327 | 358 | 490 |
| PLA/BioPE/EE-g-GMA | 328 | 361 | 487 |
| PLA/BioPE/PE-g-MA | 335 | 356 | 488 |
| PLA/BioPE/PE-g-AA | 335 | 356 | 487 |
| PLA/BioPE/SEBS-g-MA | 329 | 356 | 494 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ferreira, E.d.S.B.; Luna, C.B.B.; Siqueira, D.D.; dos Santos Filho, E.A.; Araújo, E.M.; Wellen, R.M.R. Production of Eco-Sustainable Materials: Compatibilizing Action in Poly (Lactic Acid)/High-Density Biopolyethylene Bioblends. Sustainability 2021, 13, 12157. https://doi.org/10.3390/su132112157
Ferreira EdSB, Luna CBB, Siqueira DD, dos Santos Filho EA, Araújo EM, Wellen RMR. Production of Eco-Sustainable Materials: Compatibilizing Action in Poly (Lactic Acid)/High-Density Biopolyethylene Bioblends. Sustainability. 2021; 13(21):12157. https://doi.org/10.3390/su132112157
Chicago/Turabian StyleFerreira, Eduardo da Silva Barbosa, Carlos Bruno Barreto Luna, Danilo Diniz Siqueira, Edson Antonio dos Santos Filho, Edcleide Maria Araújo, and Renate Maria Ramos Wellen. 2021. "Production of Eco-Sustainable Materials: Compatibilizing Action in Poly (Lactic Acid)/High-Density Biopolyethylene Bioblends" Sustainability 13, no. 21: 12157. https://doi.org/10.3390/su132112157