
Development of a Smart Manufacturing Execution System Architecture for SMEs: A Czech Case Study


Abstract
:1. Introduction
2. Materials and Methods
2.1. Literature Review
2.1.1. Smart Manufacturing
2.1.2. Smart Production Control
2.2. Small and Medium-Sized Enterprises (SMEs)
2.3. Development of the Standardized SMES Framework
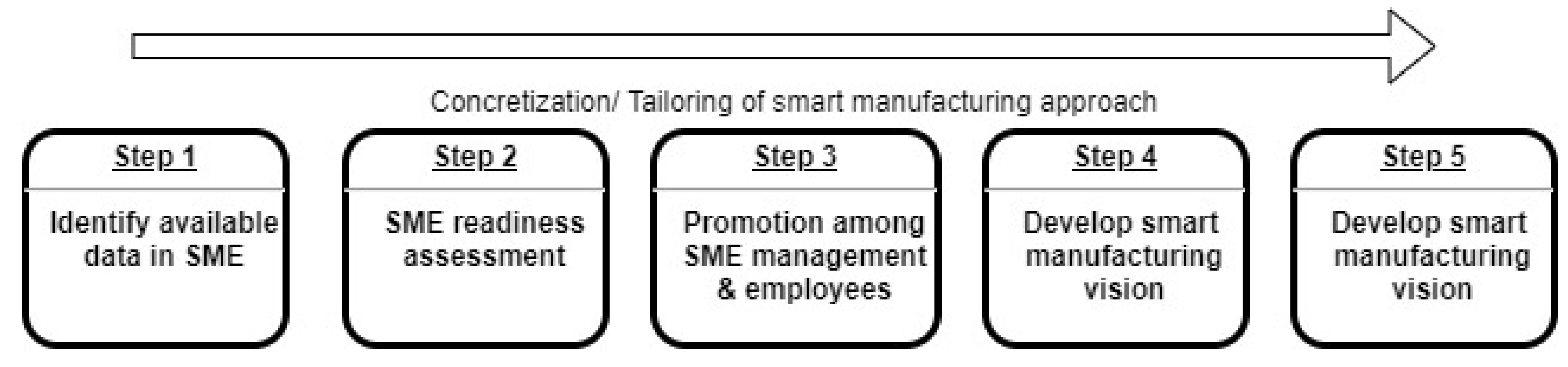
- Step 1:
- Identifying already available manufacturing data in the SME.
- Smart manufacturing attempts to gather data of a product from all phases of production in order to improve manufacturing processes and products [56]. While smart manufacturing works on an in-depth analysis of the acquired data [112], the results are used for company decision-making processes. Furthermore, data from manufacturing may be used not only within the company but also at the interface of the company with other entities in supply chains [25]. In order to build a system for the data provided by the particular SME, the individual reality, ability, and needs of the SME have to be taken into account. Small-sized companies were found to primarily store their data on local PCs rather than in systems, while in medium-sized companies, a trend towards centralization was observed [113]. These data may be related to the organizational dimensions of (a) finance, (b) people, (c) strategy, (d) process, and (e) product [106].
- Step 2:
- Assessment of readiness of the SME.
- According to an Irish study, the format of the gathered data tends to be stable over time and does not depend on the age of the company [113]. With SMEs being known for having individual financial, human, and technical resource constraints [93,96], the level of readiness of the company should be assessed before action [109]. The level of readiness in Industry 4.0 may be assessed by various maturity models and indices (Lin, Wang, and Sheng, 2019a). For SMEs, the assessment of maturity level may be done by the Singapore smart industry readiness index, initially assessing 16 dimensions in the 3 dimensions of process, technology, and organisation [114]. Mittal et al. extended the application to the mentioned five dimensions [106].
- Step 3:
- Winning over SME management and staff for smart manufacturing.
- Human resource constraints have been identified as a characteristics of SMEs [93]. This also includes the management skills of these enterprises [96] that have a crucial impact on their sustainability and long-term performance [115]. Future job profiles are believed to differ widely in their requirements from what workers have to provide today. It is on the managers to already be involved during the design-stage of processes, which has shown to have a positive outcome on the long-term development of the SME, creating a clear job profile for human resources [116]. The transition towards smart manufacturing therefore requires the involvement of SME management and the adoption of a new corporate culture [117] striving for overcoming human resource constraints.
- Step 4:
- Developing an individual smart manufacturing vision.
- Due to the realities of SMEs, researchers have come to the conclusion that SMEs are working in a small-scale and downsized environment [38]. Due to the broad bandwidth of these companies and their specialization, the approaches in smart manufacturing should also be tailor-made around a standardized core [22]. Being closely related to the companies’ strategic setup, the aim of this step is to boost the level of data from a mere data acquisition to a data distribution, allowing for data-based decision making [106]. Industry 4.0 and smart factories as an approach are striving for making use of a broad base of data gathered, processed, and distributed in order to allow for fast decision making [118].
- Step 5:
- Identifying tools and practices needed for realization.
- As with the previous steps, the identification of appropriate tools for the realization of a smart manufacturing and SMES approach is also tailor-made for SMEs according to the given company. A toolkit for smart manufacturing was developed by Kaartinen et al. in [119] and has been adapted for the reality of SMEs by applying a toolkit for transition (Table 1) [93]. The developed toolboxes in the toolkit provide an overview of maturity levels, usually using five maturity levels to characterize the transition status of the SME towards smart manufacturing. Some researchers propose level 0 as the starting point for companies towards smart manufacturing, representing a fully analogue company. The jump from level 0 to level 1 is considered the hardest to overcome for these SMEs [103]. Concerning the step of data processing in the process, the toolbox may be characterized according to Mittal et al., 2019 (Table 1).
3. Methodology
3.1. Development of SMES Model Framework
3.2. Validation of the Proposed Framework
3.2.1. Acquired Data
3.2.2. Case Study Description
3.2.3. Conducted Case Study
3.2.4. Case Study Analysis
3.3. Improvement of the Proposed Framework
3.4. Results and Discussion
4. Conclusions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| AI | Artificial intelligence |
| APS | Advanced planning and scheduling |
| Auto-ID | Auto-identification |
| BI | Business intelligence |
| BMT | Business management tools |
| CAS | Computer-aided standardisation |
| CIM | Computer-integrated manufacturing |
| CNC | Computerized numerical control |
| CPN | Cyber-physical network |
| CST | Cloud/Storage toolbox |
| DAT | Data analytics toolbox |
| DST | Design and simulation toolbox |
| ERP | Enterprise resource planning |
| FMT | Fabrication/Manufacturing toolbox |
| IoT | Internet of things |
| IT | Information technology |
| JSP | Job shop scheduling problem |
| KPI | Key performance indicator |
| LE | Large enterprises |
| M2M | Machine-to-machine |
| MAS | Multi-agent system |
| MES | Manufacturing execution system |
| OECD | Organisation for Economic Co-operation and Development |
| OPC | Operational production controlling |
| RAT | Robotics and automation toolbox |
| RFID | Radio frequency identification |
| SCC | Self-adaptive collaborative control |
| SCM | Supply chain management |
| SCRM | Supply chain risk management |
| SCT | Sensors and connectivity toolbox |
| SIPM | Smart and intelligent predictive maintenance |
| smart PPC | Smart production planning and control |
| SME | Small and medium-sized enterprises |
| SMES | Smart manufacturing execution system |
| SMS | Smart manufacturing systems |
| SMSC | Smart manufacturing supply chains |
| SOA | Service-oriented architecture |
References
- Feshina, S.S.; Konovalova, O.V.; Sinyavsky, N.G. Industry 4.0—Transition to New Economic Reality. In Industry 4.0: Industrial Revolution of the 21st Century; Springer International Publishing: Cham, Germany, 2018; pp. 111–120. [Google Scholar] [CrossRef]
- Popkova, E.G.; Ragulina, Y.V.; Bogoviz, A.V. Fundamental Differences of Transition to Industry 4.0 from Previous Industrial Revolutions. In Industry 4.0: Industrial Revolution of the 21st Century; Springer International Publishing: Cham, Germany, 2018; pp. 21–29. [Google Scholar] [CrossRef]
- Ghobakhloo, M. Industry 4.0, digitization, and opportunities for sustainability. J. Clean. Prod. 2020, 252, 119869. [Google Scholar] [CrossRef]
- Kagermann, H.; Lukas, W.D.; Wahlster, W. Industrie 4.0: Mit dem Internet der Dinge auf dem Weg zur 4. industriellen Revolution. VDI Nachrichten 2011, 13, 3–4. [Google Scholar]
- Ghobakhloo, M.; Fathi, M. Corporate survival in Industry 4.0 era: The enabling role of lean-digitized manufacturing. J. Manuf. Technol. Manag. 2019, 31, 1–30. [Google Scholar] [CrossRef]
- Nascimento, D.L.M.; Alencastro, V.; Quelhas, O.L.G.; Caiado, R.G.G.; Garza-Reyes, J.A.; Rocha-Lona, L.; Tortorella, G. Exploring Industry 4.0 technologies to enable circular economy practices in a manufacturing context. J. Manuf. Technol. Manag. 2019, 30, 607–627. [Google Scholar] [CrossRef]
- Culot, G.; Orzes, G.; Sartor, M.; Nassimbeni, G. The future of manufacturing: A Delphi-based scenario analysis on Industry 4.0. Technol. Forecast. Soc. Chang. 2020, 157, 120092. [Google Scholar] [CrossRef]
- Nosalska, K.; Piątek, Z.M.; Mazurek, G.; Rządca, R. Industry 4.0: Coherent definition framework with technological and organizational interdependencies. J. Manuf. Technol. Manag. 2019, 31, 837–862. [Google Scholar] [CrossRef]
- Talwana, J.C.; Hua, H.J. Smart World of Internet of Things (IoT) and Its Security Concerns. In Proceedings of the 2016 IEEE International Conference on Internet of Things (iThings) and IEEE Green Computing and Communications (GreenCom) and IEEE Cyber, Physical and Social Computing (CPSCom) and IEEE Smart Data (SmartData), Chengdu, China, 15–18 December 2016. [Google Scholar] [CrossRef]
- Bruns, R.; Dunkel, J.; Masbruch, H.; Stipkovic, S. Intelligent M2M: Complex event processing for machine-to-machine communication. Expert Syst. Appl. 2015, 42, 1235–1246. [Google Scholar] [CrossRef]
- Chen, B.; Wan, J.; Shu, L.; Li, P.; Mukherjee, M.; Yin, B. Smart Factory of Industry 4.0: Key Technologies, Application Case, and Challenges. IEEE Access 2018, 6, 6505–6519. [Google Scholar] [CrossRef]
- Shrouf, F.; Miragliotta, G. Energy management based on Internet of Things: Practices and framework for adoption in production management. J. Clean. Prod. 2015, 100, 235–246. [Google Scholar] [CrossRef]
- Lee, J.; Davari, H.; Singh, J.; Pandhare, V. Industrial Artificial Intelligence for industry 4.0-based manufacturing systems. Manuf. Lett. 2018, 18, 20–23. [Google Scholar] [CrossRef]
- Shpilevoy, V.; Shishov, A.; Skobelev, P.; Kolbova, E.; Kazanskaia, D.; Shepilov, Y.; Tsarev, A. Multi-agent system “Smart Factory” for real-time workshop management in aircraft jet engines production. IFAC Proc. Vol. 2013, 46, 204–209. [Google Scholar] [CrossRef]
- Wang, S.; Wan, J.; Zhang, D.; Li, D.; Zhang, C. Towards smart factory for industry 4.0: A self-organized multi-agent system with big data based feedback and coordination. Comput. Netw. 2016, 101, 158–168. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.Y.; Hung, M.H.; Lin, Y.C.; Chen, C.C.; Gao, W.L.; Cheng, F.T. A Cloud-based Pluggable Manufacturing Service Scheme for Smart Factory. In Proceedings of the 2018 IEEE 14th International Conference on Automation Science and Engineering (CASE), Munich, Germany, 20–24 August 2018. [Google Scholar] [CrossRef]
- Wang, S.; Wan, J.; Imran, M.; Li, D.; Zhang, C. Cloud-based smart manufacturing for personalized candy packing application. J. Supercomput. 2016, 74, 4339–4357. [Google Scholar] [CrossRef]
- Romanovs, A.; Pichkalov, I.; Sabanovic, E.; Skirelis, J. Industry 4.0: Methodologies, Tools and Applications. In Proceedings of the 2019 Open Conference of Electrical, Electronic and Information Sciences (eStream), Vilnius, Lithuania, 25–25 April 2019. [Google Scholar] [CrossRef]
- Tongsuksai, S.; Mathrani, S. Integrating Cloud ERP Systems with New Technologies Based on Industry 4.0: A Systematic Literature Review. In Proceedings of the 2020 IEEE Asia-Pacific Conference on Computer Science and Data Engineering (CSDE), Gold Coast, Australia, 16–18 December 2020. [Google Scholar] [CrossRef]
- Alcácer, V.; Cruz-Machado, V. Scanning the Industry 4.0: A Literature Review on Technologies for Manufacturing Systems. Eng. Sci. Technol. Int. J. 2019, 22, 899–919. [Google Scholar] [CrossRef]
- White, C. Now is the right time for real-time BI. Inf. Manag. 2004, 14, 47. [Google Scholar]
- Weyer, S.; Schmitt, M.; Ohmer, M.; Gorecky, D. Towards Industry 4.0—Standardization as the crucial challenge for highly modular, multi-vendor production systems. IFAC-PapersOnLine 2015, 48, 579–584. [Google Scholar] [CrossRef]
- Motyl, B.; Baronio, G.; Uberti, S.; Speranza, D.; Filippi, S. How will Change the Future Engineers’ Skills in the Industry 4.0 Framework? A Questionnaire Survey. Procedia Manuf. 2017, 11, 1501–1509. [Google Scholar] [CrossRef]
- Leyh, C.; Martin, S.; Schäffer, T. Industry 4.0 and Lean Production—A Matching Relationship? An analysis of selected Industry 4.0 models. In Proceedings of the 2017 Federated Conference on Computer Science and Information Systems, Prague, Czech Republic, 3–6 September 2017. [Google Scholar] [CrossRef] [Green Version]
- Tao, F.; Qi, Q.; Liu, A.; Kusiak, A. Data-driven smart manufacturing. J. Manuf. Syst. 2018, 48, 157–169. [Google Scholar] [CrossRef]
- Kusiak, A. Smart manufacturing. Int. J. Prod. Res. 2017, 56, 508–517. [Google Scholar] [CrossRef]
- Radziwon, A.; Bilberg, A.; Bogers, M.; Madsen, E.S. The Smart Factory: Exploring Adaptive and Flexible Manufacturing Solutions. Procedia Eng. 2014, 69, 1184–1190. [Google Scholar] [CrossRef] [Green Version]
- Lin, B.; Wu, W.; Song, M. Industry 4.0: Driving factors and impacts on firm’s performance: An empirical study on China’s manufacturing industry. Ann. Oper. Res. 2019, 1–21. [Google Scholar] [CrossRef]
- Helu, M.; Libes, D.; Lubell, J.; Lyons, K.; Morris, K.C. Enabling Smart Manufacturing Technologies for Decision-Making Support. In International Design Engineering Technical Conferences and Computers and Information in Engineering Conference; American Society of Mechanical Engineers: Charlotte, NC, USA, 2016; Volume 50084. [Google Scholar] [CrossRef] [Green Version]
- Żywicki, K.; Zawadzki, P.; Hamrol, A. Preparation and Production Control in Smart Factory Model. In Advances in Intelligent Systems and Computing; Springer International Publishing: Cham, Germany, 2017; pp. 519–527. [Google Scholar] [CrossRef]
- Zawadzki, P.; Żywicki, K. Smart Product Design and Production Control for Effective Mass Customization in the Industry 4.0 Concept. Manag. Prod. Eng. Rev. 2016, 7, 105–112. [Google Scholar] [CrossRef]
- Kemény, Z.; Beregi, R.J.; Erdos, G.; Nacsa, J. The MTA SZTAKI Smart Factory: Platform for Research and Project-oriented Skill Development in Higher Education. Procedia CIRP 2016, 54, 53–58. [Google Scholar] [CrossRef]
- Tao, F.; Zhang, M.; Cheng, J.; Qi, Q. Digital twin workshop: A new paradigm for future workshop. Comput. Integr. Manuf. Syst. 2017, 23, 1–9. [Google Scholar]
- Zhuang, C.; Liu, J.; Xiong, H. Digital twin-based smart production management and control framework for the complex product assembly shop-floor. Int. J. Adv. Manuf. Technol. 2018, 96, 1149–1163. [Google Scholar] [CrossRef]
- Vrba, P.; Kadera, P.; Jirkovský, V.; Obitko, M.; Mařík, V. New Trends of Visualization in Smart Production Control Systems. In Holonic and Multi-Agent Systems for Manufacturing; Springer: Berlin/Heidelberg, Germany, 2011; pp. 72–83. [Google Scholar] [CrossRef]
- Zeid, A.; Sundaram, S.; Moghaddam, M.; Kamarthi, S.; Marion, T. Interoperability in Smart Manufacturing: Research Challenges. Machines 2019, 7, 21. [Google Scholar] [CrossRef] [Green Version]
- Karre, H.; Hammer, M.; Kleindienst, M.; Ramsauer, C. Transition towards an Industry 4.0 State of the LeanLab at Graz University of Technology. Procedia Manuf. 2017, 9, 206–213. [Google Scholar] [CrossRef]
- Brozzi, R.; D’Amico, R.D.; Pasetti Monizza, G.; Marcher, C.; Riedl, M.; Matt, D. Design of Self-assessment Tools to Measure Industry 4.0 Readiness. A Methodological Approach for Craftsmanship SMEs. In Product Lifecycle Management to Support Industry 4.0; Springer International Publishing: Cham, Germany, 2018; pp. 566–578. [Google Scholar] [CrossRef]
- Büchi, G.; Cugno, M.; Castagnoli, R. Smart factory performance and Industry 4.0. Technol. Forecast. Soc. Chang. 2020, 150, 119790. [Google Scholar] [CrossRef]
- Mauro, A.D.; Greco, M.; Grimaldi, M. A formal definition of Big Data based on its essential features. Libr. Rev. 2016, 65, 122–135. [Google Scholar] [CrossRef]
- Xu, X.; Hua, Q. Industrial Big Data Analysis in Smart Factory: Current Status and Research Strategies. IEEE Access 2017, 5, 17543–17551. [Google Scholar] [CrossRef]
- Al-Sai, Z.A.; Abualigah, L.M. Big data and E-government: A review. In Proceedings of the 2017 8th International Conference on Information Technology (ICIT), Amman, Jordan, 17–18 May 2017. [Google Scholar] [CrossRef]
- Illa, P.K.; Padhi, N. Practical Guide to Smart Factory Transition Using IoT, Big Data and Edge Analytics. IEEE Access 2018, 6, 55162–55170. [Google Scholar] [CrossRef]
- Tuptuk, N.; Hailes, S. Security of smart manufacturing systems. J. Manuf. Syst. 2018, 47, 93–106. [Google Scholar] [CrossRef]
- Wilkesmann, M.; Wilkesmann, U. Industry 4.0 – organizing routines or innovations? VINE J. Inf. Knowl. Manag. Syst. 2018, 48, 238–254. [Google Scholar] [CrossRef]
- Chen, G.; Wang, P.; Feng, B.; Li, Y.; Liu, D. The framework design of smart factory in discrete manufacturing industry based on cyber-physical system. Int. J. Comput. Integr. Manuf. 2019, 33, 79–101. [Google Scholar] [CrossRef]
- Weyrich, M.; Schmidt, J.P.; Ebert, C. Machine-to-Machine Communication. IEEE Softw. 2014, 31, 19–23. [Google Scholar] [CrossRef]
- Vaidya, S.; Ambad, P.; Bhosle, S. Industry 4.0—A Glimpse. Procedia Manuf. 2018, 20, 233–238. [Google Scholar] [CrossRef]
- Pech, M.; Vrchota, J.; Bednář, J. Predictive Maintenance and Intelligent Sensors in Smart Factory: Review. Sensors 2021, 21, 1470. [Google Scholar] [CrossRef]
- Oluyisola, O.E.; Sgarbossa, F.; Strandhagen, J.O. Smart Production Planning and Control: Concept, Use-Cases and Sustainability Implications. Sustainability 2020, 12, 3791. [Google Scholar] [CrossRef]
- Davis, J.; Edgar, T.; Porter, J.; Bernaden, J.; Sarli, M. Smart manufacturing, manufacturing intelligence and demand-dynamic performance. Comput. Chem. Eng. 2012, 47, 145–156. [Google Scholar] [CrossRef]
- Kawa, A. SMART Logistics Chain. In Intelligent Information and Database Systems; Springer: Berlin/Heidelberg, Germany, 2012; pp. 432–438. [Google Scholar] [CrossRef]
- Oh, J.; Jeong, B. Tactical supply planning in smart manufacturing supply chain. Robot. Comput.-Integr. Manuf. 2019, 55, 217–233. [Google Scholar] [CrossRef]
- Park, K.T.; Nam, Y.W.; Lee, H.S.; Im, S.J.; Noh, S.D.; Son, J.Y.; Kim, H. Design and implementation of a digital twin application for a connected micro smart factory. Int. J. Comput. Integr. Manuf. 2019, 32, 596–614. [Google Scholar] [CrossRef]
- Moyne, J.; Iskander, J. Big Data Analytics for Smart Manufacturing: Case Studies in Semiconductor Manufacturing. Processes 2017, 5, 39. [Google Scholar] [CrossRef] [Green Version]
- O’Donovan, P.; Leahy, K.; Bruton, K.; O’Sullivan, D.T.J. An industrial big data pipeline for data-driven analytics maintenance applications in large-scale smart manufacturing facilities. J. Big Data 2015, 2. [Google Scholar] [CrossRef] [Green Version]
- Moyne, J. International Technology Roadmap for Semiconductors (ITRS) Factory Integration, 2015: Summary of Updates and Deep Dive Into Big Data Enhancements. In Proceedings of the APC Conference XXVII, Austin, TX, USA, 12–15 October 2015; pp. 12–15. [Google Scholar]
- Dong, X.L.; Srivastava, D. Big data integration. In Proceedings of the 2013 IEEE 29th International Conference on Data Engineering (ICDE), Brisbane, Australia, 8–12 April 2013. [Google Scholar] [CrossRef]
- Manyika, J.; Chui, M.; Brown, B.; Bughin, J.; Dobbs, R.; Roxburgh, C.; Hung Byers, A. Big Data: The Next Frontier for Innovation, Competition, and Productivity; McKinsey Global Institute: Washington, DC, USA, 2011. [Google Scholar]
- Maier, A.; Schriegel, S.; Niggemann, O. Big Data and Machine Learning for the Smart Factory—Solutions for Condition Monitoring, Diagnosis and Optimization. In Industrial Internet of Things; Springer International Publishing: Cham, Germany, 2016; pp. 473–485. [Google Scholar] [CrossRef]
- Günther, W.A.; Mehrizi, M.H.R.; Huysman, M.; Feldberg, F. Debating big data: A literature review on realizing value from big data. J. Strateg. Inf. Syst. 2017, 26, 191–209. [Google Scholar] [CrossRef]
- Papazoglou, M.P.; van den Heuvel, W.J.; Mascolo, J.E. A Reference Architecture and Knowledge-Based Structures for Smart Manufacturing Networks. IEEE Softw. 2015, 32, 61–69. [Google Scholar] [CrossRef]
- Chungoora, N.; Young, R.I.; Gunendran, G.; Palmer, C.; Usman, Z.; Anjum, N.A.; Cutting-Decelle, A.F.; Harding, J.A.; Case, K. A model-driven ontology approach for manufacturing system interoperability and knowledge sharing. Comput. Ind. 2013, 64, 392–401. [Google Scholar] [CrossRef]
- Lu, Y.; Riddick, F.; Ivezic, N. The Paradigm Shift in Smart Manufacturing System Architecture. In IFIP Advances in Information and Communication Technology; Springer International Publishing: Cham, Germany, 2016; pp. 767–776. [Google Scholar] [CrossRef] [Green Version]
- Pfeifer, M.R. Operative Production Controlling as Entrance into Controlling 4.0. Trends Econ. Manag. 2021, 15, 37. [Google Scholar] [CrossRef]
- Jeon, B.W.; Um, J.; Yoon, S.C.; Suk-Hwan, S. An architecture design for smart manufacturing execution system. Comput.-Aided Des. Appl. 2016, 14, 472–485. [Google Scholar] [CrossRef]
- Larreina, J.; Gontarz, A.; Giannoulis, C.; Nguyen, V.; Stavropoulos, P.; Sinceri, B. Smart Manufacturing Execution System (SMES): The Possibilities of Evaluating the Sustainability of a Production Process. In Proceedings of the 11th Global Conference on Sustainable Manufacturing, Berlin, Germany, 23–25 September 2013. [Google Scholar] [CrossRef]
- Kim, T.H.; Jeong, J.; Kim, Y. A Conceptual Model of Smart Manufacturing Execution System for Rolling Stock Manufacturer. Procedia Comput. Sci. 2019, 151, 600–606. [Google Scholar] [CrossRef]
- Menezes, S.; Creado, S.; Zhong, R.Y. Smart Manufacturing Execution Systems for Small and Medium-sized Enterprises. Procedia CIRP 2018, 72, 1009–1014. [Google Scholar] [CrossRef]
- Asadzadeh, L. A local search genetic algorithm for the job shop scheduling problem with intelligent agents. Comput. Ind. Eng. 2015, 85, 376–383. [Google Scholar] [CrossRef]
- Jain, A.; Meeran, S. Deterministic job-shop scheduling: Past, present and future. Eur. J. Oper. Res. 1999, 113, 390–434. [Google Scholar] [CrossRef]
- Vogel-Heuser, B.; Lee, J.; Leitão, P. Agents enabling cyber-physical production systems. Automatisierungstechnik 2015, 63, 10. [Google Scholar] [CrossRef] [Green Version]
- Frazzon, E.M.; Kück, M.; Freitag, M. Data-driven production control for complex and dynamic manufacturing systems. CIRP Ann. 2018, 67, 515–518. [Google Scholar] [CrossRef]
- Leusin, M.E.; Kück, M.; Frazzon, E.M.; Maldonado, M.U.; Freitag, M. Potential of a Multi-Agent System Approach for Production Control in Smart Factories. IFAC-PapersOnLine 2018, 51, 1459–1464. [Google Scholar] [CrossRef]
- Anderl, R. Industrie 4.0-advanced engineering of smart products and smart production. In Proceedings of the International Seminar on High Technology, Tehran, Iran, 6–9 October 2014; Volume 19. [Google Scholar]
- Liao, Y.; Deschamps, F.; de Freitas Rocha Loures, E.; Ramos, L.F.P. Past, present and future of Industry 4.0—A systematic literature review and research agenda proposal. Int. J. Prod. Res. 2017, 55, 3609–3629. [Google Scholar] [CrossRef]
- Brintrup, A.; Pak, J.; Ratiney, D.; Pearce, T.; Wichmann, P.; Woodall, P.; McFarlane, D. Supply chain data analytics for predicting supplier disruptions: A case study in complex asset manufacturing. Int. J. Prod. Res. 2019, 58, 3330–3341. [Google Scholar] [CrossRef]
- Schrittwieser, J.; Antonoglou, I.; Hubert, T.; Simonyan, K.; Sifre, L.; Schmitt, S.; Guez, A.; Lockhart, E.; Hassabis, D.; Graepel, T.; et al. Mastering Atari, Go, chess and shogi by planning with a learned model. Nature 2020, 588, 604–609. [Google Scholar] [CrossRef]
- Shiue, Y.R.; Lee, K.C.; Su, C.T. Real-time scheduling for a smart factory using a reinforcement learning approach. Comput. Ind. Eng. 2018, 125, 604–614. [Google Scholar] [CrossRef]
- Vlahavas, I.; Refanidis, I. Planning and Scheduling; Technical Report; EETN: Thessaloniki, Greece, 2013. [Google Scholar]
- Segler, M.H.S.; Preuss, M.; Waller, M.P. Planning chemical syntheses with deep neural networks and symbolic AI. Nature 2018, 555, 604–610. [Google Scholar] [CrossRef] [Green Version]
- Fliess, M.; Join, C. Machine Learning and Control Engineering: The Model-Free Case. In Proceedings of the Future Technologies Conference (FTC), San Francisco, CA, USA, 5–6 November 2020; Springer International Publishing: Cham, Germany, 2020; Volume 1, pp. 258–278. [Google Scholar] [CrossRef]
- Serrano, W. Genetic and deep learning clusters based on neural networks for management decision structures. Neural Comput. Appl. 2019, 32, 1–25. [Google Scholar] [CrossRef] [Green Version]
- Kratzwald, B.; Ilić, S.; Kraus, M.; Feuerriegel, S.; Prendinger, H. Deep learning for affective computing: Text-based emotion recognition in decision support. Decis. Support Syst. 2018, 115, 24–35. [Google Scholar] [CrossRef] [Green Version]
- Haddara, M.; Elragal, A. The Readiness of ERP Systems for the Factory of the Future. Procedia Comput. Sci. 2015, 64, 721–728. [Google Scholar] [CrossRef] [Green Version]
- Guo, Z.; Zhang, Y.; Zhao, X.; Song, X. CPS-Based Self-Adaptive Collaborative Control for Smart Production-Logistics Systems. IEEE Trans. Cybern. 2021, 51, 188–198. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Guo, Z.; Lv, J.; Liu, Y. A Framework for Smart Production-Logistics Systems Based on CPS and Industrial IoT. IEEE Trans. Ind. Inform. 2018, 14, 4019–4032. [Google Scholar] [CrossRef] [Green Version]
- Coetzer, A.; Inma, C.; Poisat, P.; Redmond, J.; Standing, C. Does job embeddedness predict turnover intentions in SMEs? Int. J. Product. Perform. Manag. 2019, 68, 340–361. [Google Scholar] [CrossRef] [Green Version]
- Veile, J.W.; Kiel, D.; Müller, J.M.; Voigt, K.I. Lessons learned from Industry 4.0 implementation in the German manufacturing industry. J. Manuf. Technol. Manag. 2019, 31, 977–997. [Google Scholar] [CrossRef] [Green Version]
- European Commission. Commission Recommendation of 6 May 2003 Concerning the Definition of Micro, Small and Medium-Sized Enterprises; Official Journal of the European Union: Brussels, Belgium, 2003; pp. 36–41. [Google Scholar]
- Sommer, L. Industrial revolution—Industry 4.0: Are German manufacturing SMEs the first victims of this revolution? J. Ind. Eng. Manag. 2015, 8. [Google Scholar] [CrossRef] [Green Version]
- Auzzir, Z.; Haigh, R.; Amaratunga, D. Impacts of Disaster to SMEs in Malaysia. Procedia Eng. 2018, 212, 1131–1138. [Google Scholar] [CrossRef]
- Mittal, S.; Khan, M.A.; Romero, D.; Wuest, T. A critical review of smart manufacturing & Industry 4.0 maturity models: Implications for small and medium-sized enterprises (SMEs). J. Manuf. Syst. 2018, 49, 194–214. [Google Scholar]
- Doh, S.; Kim, B. Government support for SME innovations in the regional industries: The case of government financial support program in South Korea. Res. Policy 2014, 43, 1557–1569. [Google Scholar] [CrossRef]
- Madrid-Guijarro, A.; García-Pérez-de Lema, D.; Van Auken, H. Financing constraints and SME innovation during economic crises. Acad. Rev. Latinoam. Adm. 2016, 29, 84–106. [Google Scholar] [CrossRef]
- Organisation for Economic Co-Operation and Development (OECD). Small and Medium-Sized Enterprises: Local Strength, Global Reach; OECD: Paris, France, 2000. [Google Scholar]
- Wang, X.L.; Wang, L.; Bi, Z.; Li, Y.Y.; Xu, Y. Cloud computing in human resource management (HRM) system for small and medium enterprises (SMEs). Int. J. Adv. Manuf. Technol. 2016, 84, 485–496. [Google Scholar] [CrossRef]
- Brettel, M.; Friederichsen, N.; Keller, M.; Rosenberg, M. How virtualization, decentralization and network building change the manufacturing landscape: An Industry 4.0 Perspective. Int. J. Mech. Ind. Sci. Eng. 2014, 8, 37–44. [Google Scholar]
- Bandyopadhyay, T.; Jacob, V.; Raghunathan, S. Information security in networked supply chains: Impact of network vulnerability and supply chain integration on incentives to invest. Inf. Technol. Manag. 2010, 11, 7–23. [Google Scholar] [CrossRef]
- Falkner, E.M.; Hiebl, M.R. Risk management in SMEs: A systematic review of available evidence. J. Risk Financ. 2015, 16, 122–144. [Google Scholar] [CrossRef]
- Heidt, M.; Gerlach, J.P.; Buxmann, P. Investigating the Security Divide between SME and Large Companies: How SME Characteristics Influence Organizational IT Security Investments. Inf. Syst. Front. 2019, 21, 1285–1305. [Google Scholar] [CrossRef]
- Chatterjee, D. Should executives go to jail over cybersecurity breaches? J. Organ. Comput. Electron. Commer. 2019, 29, 1–3. [Google Scholar] [CrossRef]
- Müller, J.M.; Kiel, D.; Voigt, K.I. What Drives the Implementation of Industry 4.0? The Role of Opportunities and Challenges in the Context of Sustainability. Sustainability 2018, 10, 247. [Google Scholar] [CrossRef] [Green Version]
- Moeuf, A.; Pellerin, R.; Lamouri, S.; Tamayo-Giraldo, S.; Barbaray, R. The industrial management of SMEs in the era of Industry 4.0. Int. J. Prod. Res. 2017, 56, 1118–1136. [Google Scholar] [CrossRef] [Green Version]
- Schumacher, A.; Erol, S.; Sihn, W. A Maturity Model for Assessing Industry 4.0 Readiness and Maturity of Manufacturing Enterprises. Procedia CIRP 2016, 52, 161–166. [Google Scholar] [CrossRef]
- Mittal, S.; Khan, M.A.; Purohit, J.K.; Menon, K.; Romero, D.; Wuest, T. A smart manufacturing adoption framework for SMEs. Int. J. Prod. Res. 2019, 58, 1555–1573. [Google Scholar] [CrossRef]
- Omri, N.; Masry, Z.A.; Mairot, N.; Giampiccolo, S.; Zerhouni, N. Industrial data management strategy towards an SME-oriented PHM. J. Manuf. Syst. 2020, 56, 23–36. [Google Scholar] [CrossRef]
- Qin, J.; Liu, Y.; Grosvenor, R. A Categorical Framework of Manufacturing for Industry 4.0 and Beyond. Procedia CIRP 2016, 52, 173–178. [Google Scholar] [CrossRef] [Green Version]
- Mittal, S.; Romero, D.; Wuest, T. Towards a Smart Manufacturing Maturity Model for SMEs (SM3E). In Advances in Production Management Systems. Smart Manufacturing for Industry 4.0; Springer International Publishing: Cham, Germany, 2018; pp. 155–163. [Google Scholar] [CrossRef]
- Ganzarain, J.; Errasti, N. Three stage maturity model in SME’s toward industry 4.0. J. Ind. Eng. Manag. 2016, 9, 1119. [Google Scholar] [CrossRef]
- Rauch, E.; Dallasega, P.; Unterhofer, M. Requirements and Barriers for Introducing Smart Manufacturing in Small and Medium-Sized Enterprises. IEEE Eng. Manag. Rev. 2019, 47, 87–94. [Google Scholar] [CrossRef]
- Shao, G.; Shin, S.J.; Jain, S. Data analytics using simulation for smart manufacturing. In Proceedings of the Winter Simulation Conference, Savannah, GA, USA, 7–10 December 2014. [Google Scholar] [CrossRef]
- Ivers, A.M.; Byrne, J.; Byrne, P. Analysis of SME data readiness: A simulation perspective. J. Small Bus. Enterp. Dev. 2016, 23, 163–188. [Google Scholar] [CrossRef]
- Singapore Economic Development Board The Singapore smart industry readiness index. In Catalysing the Transformation of Manufacturing; Singapore Economic Development Board: Singapore, 2018.
- Popescu, L.; Iancu, A.; Avram, M.; Avram, D.; Popescu, V. The Role of Managerial Skills in the Sustainable Development of SMEs in Mehedinti County, Romania. Sustainability 2020, 12, 1119. [Google Scholar] [CrossRef] [Green Version]
- Cimini, C.; Boffelli, A.; Lagorio, A.; Kalchschmidt, M.; Pinto, R. How do industry 4.0 technologies influence organisational change? An empirical analysis of Italian SMEs. J. Manuf. Technol. Manag. 2020, 32, 695–721. [Google Scholar] [CrossRef]
- Casey, C. Corporate Transformations: Designer Culture, Designer Employees and ‘Post-Occupational’ Solidarity. Organization 1996, 3, 317–339. [Google Scholar] [CrossRef]
- Qu, Y.J.; Ming, X.G.; Liu, Z.W.; Zhang, X.Y.; Hou, Z.T. Smart manufacturing systems: State of the art and future trends. Int. J. Adv. Manuf. Technol. 2019, 103, 3751–3768. [Google Scholar] [CrossRef]
- Kaartinen, H.; Pieska, S.; Vahasoyrinki, J. Digital manufacturing toolbox for supporting the manufacturing SMEs. In Proceedings of the 2016 7th IEEE International Conference on Cognitive Infocommunications (CogInfoCom), Wroclaw, Poland, 16–18 October 2016. [Google Scholar] [CrossRef]
- Schnell, H. Unternehmenssteuerung mit Kennzahlen. Auswahl, Ermittlung, Analyse, Kommunikation. In Kennzahlen zur Effizienzsicherung in der Produktion; Klein, A., Ed.; Haufe-Lexware: Freiburg, Germany, 2014; Volume 1499. [Google Scholar]
- Wagner, T.; Herrmann, C.; Thiede, S. Industry 4.0 Impacts on Lean Production Systems. Procedia 2017, 63, 125–131. [Google Scholar] [CrossRef]
- Härtel, L.; Nyhuis, P. Systematic Data Analysis in Production Controlling Systems to Increase Logistics Performance. In Advances in Production Research; Springer International Publishing: Cham, Germany, 2018; pp. 3–13. [Google Scholar] [CrossRef]
- Heimel, J.; Müller, M. Controlling 4.0. In Management 4.0–Unternehmensführung im digitalen Zeitalter; Springer: Berlin/Heidelberg, Germany, 2019; pp. 389–430. [Google Scholar]
- Khan, N.; Yaqoob, I.; Hashem, I.A.T.; Inayat, Z.; Ali, W.K.M.; Alam, M.; Shiraz, M.; Gani, A. Big Data: Survey, Technologies, Opportunities, and Challenges. Sci. World J. 2014, 2014, 1–18. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Pfeifer, M.R. Computer-Aided Standardisation for Manufacturing and Maintenance Activities. Technol. Eng. 2019, 16, 22–24. [Google Scholar] [CrossRef]
- Sundsøy, P.; Bjelland, J.; Iqbal, A.M.; Pentland, A.; de Montjoye, Y.A. Big Data-Driven Marketing: How Machine Learning Outperforms Marketers’ Gut-Feeling. In Social Computing, Behavioral-Cultural Modeling and Prediction; Springer International Publishing: Cham, Germany, 2014; pp. 367–374. [Google Scholar] [CrossRef] [Green Version]
- Simons, H. Interpret in context: Generalizing from the single case in evaluation. Evaluation 2015, 21, 173–188. [Google Scholar] [CrossRef]
- Dyer, W.G.; Wilkins, A.L. Better Stories, Not Better Constructs, To Generate Better Theory: A Rejoinder to Eisenhardt. Acad. Manag. Rev. 1991, 16, 613–619. [Google Scholar] [CrossRef] [Green Version]
- Štrach, P. Tvorba vỳukovỳch a vỳzkumnỳch případovỳch studií. Acta Oeconomica Pragensia 2007, 15, 22–36. [Google Scholar] [CrossRef] [Green Version]
- Locke, R.; Thelen, K. Problems of equivalence in comparative politics: Apples and oranges, again. Newsl. APSA Organ. Sect. Comp. Politics 1998, 9, 9–12. [Google Scholar]
- Collier, D. The comparative method. In Political Science: The State of Discipline II; Ada, W.F., Ed.; American Political Science Association: Washington, DC, USA, 1993. [Google Scholar]
- Miles, M.B.; Huberman, A.M. Qualitative Data Analysis: An Expanded Sourcebook; Sage: Thousand Oaks, CA, USA; London, UK; New Delhi, India, 1994. [Google Scholar]
- Eisenhardt, K.M. Building Theories from Case Study Research. Acad. Manag. Rev. 1989, 14, 532–550. [Google Scholar] [CrossRef]
- Bartezzaghi, E.; Cagliano, R.; Canterino, F.; Longoni, A. Organizing for smart manufacturing. In Proceedings of the 24th International Annual EurOMA Conference, “Inspiring Operations Management”, Edinburgh, UK, 1 July 2018; p. 12. [Google Scholar]
- Cagliano, R.; Canterino, F.; Longoni, A.; Bartezzaghi, E. The interplay between smart manufacturing technologies and work organization. Int. J. Oper. Prod. Manag. 2019, 39, 913–934. [Google Scholar] [CrossRef] [Green Version]
- Yin, R.K. Case Study Research: Design and Methods; Sage: Thousand Oaks, CA, USA; London, UK; New Delhi, India; Singapore, 2009; Volume 5. [Google Scholar]
- Bass, J.M.; Beecham, S.; Noll, J. Experience of industry case studies. In Proceedings of the 6th International Workshop on Conducting Empirical Studies in Industry, Gothenburg, Sweden, 27 May–3 June 2018. [Google Scholar] [CrossRef] [Green Version]
- Johansson, R. On Case Study Methodology. Open House Int. 2007, 32, 48–54. [Google Scholar] [CrossRef]
- Gunesoglu, S.; Meric, B. The analysis of personal and delay allowances using work sampling technique in the sewing room of a clothing manufacturer. Int. J. Cloth. Sci. Technol. 2007, 19, 145–150. [Google Scholar] [CrossRef]
- Abée, S.; Andrae, S.; Schlemminger, R.B. Strategisches Controlling 4.0: Wie der Digitale Wandel Gelingt; Springer: Wiesbaden, Germany, 2020. [Google Scholar]
- Kotler, P.; Kartajaya, H.; Setiawan, I. Marketing 4.0: Moving from Traditional to Digital; Wiley: Hoboken, NJ, USA, 2016. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Data Hierarchy Steps | ||||
|---|---|---|---|---|
| Smart Manufacturing Toolboxes | Data Generation | Data Transmission | Data Storage | Data Analysis |
| Fabrication/Manufacturing toolbox (FMT) | YES | |||
| Design and simulation toolbox (DST) | YES | YES | YES | YES |
| Robotics and automation toolbox (RAT) | YES | YES | YES | YES |
| Sensors and connectivity toolbox (SCT) | YES | |||
| Cloud/Storage toolbox (CST) | YES | YES | ||
| Data analytics toolbox (DAT) | YES | |||
| Business management tools (BMT) | YES | YES | YES | YES |
| Dimension | Case A | Case B |
|---|---|---|
| General company information | ||
| Industry | Machine builder | |
| Ownership | Private | |
| Number of employees | 239 | |
| Manufacturing location | Czech Republic | |
| Customer location | Europe, mainly Czech Republic | |
| Yearly turnover | EUR 18 million | |
| Production step | Welding | Final Assembly |
| Number of workplaces | 5 | 20 |
| Number of employees | 11 | 23 |
| Average hourly output | 28 parts | 0.4 machines |
| Average no. of components for one unit of output | 3.2 | 267 |
| Number of workplaces a unit of product goes through | 1.2 | 4.7 |
| # | Item | Actual Status | |
|---|---|---|---|
| 1 | ERP system upgrade | Upgrade to current actual version from same supplier Clean-up of database entries Migration of database | |
| 2 | Shop floor terminals | Purchase of shop floor terminals for confirmation of production order finishing Training of personnel | |
| 3 | Standardisation of activities | Standardisation of main process activities Standardisation of auxiliary and service activities Establishing of database for migration | |
| 4 | Implementation of CAS module | Definition of tailor-made CAS module Implementation of CAS module into ERP system Interface with ERP system | |
| 5 | Implementation of autonomous controlling structure | Assessment of plan versus actual Alert to shop floor leader, in case of deviation | |
| 6 | Filling of CAS database with further shop floor data | New data from production New data from maintenance New data from internal logistics | |
| 7 | Connecting of machines and devices into network | New data from production New data from maintenance New data from internal logistics |
| # | Item | Actual Status | |
|---|---|---|---|
| 1 | ERP system upgrade | Upgrade Remaining system supplier | |
| 2 | Shop floor terminals | A few shop floor terminals instead of machine terminals No connection to machines | |
| 3 | Standardisation of activities | Standardisation of main process activities Standardisation of auxiliary and service activities to be added during operation Database prepared for CAS module | |
| 4 | Implementation of CAS module | CAS module starting only with standard work times Standard procedures, process, and drawings to be implemented at later stage | |
| 5 | Implementation of autonomous controlling structure | Actual: Not all data assessed, prioritisation by shop floor or area leader Test-run and dry test with automatic sensor feedback realized | |
| 6 | Filling of CAS database with further shop floor data | Ongoing Only time-data filled Further process data neglected | |
| 7 | Connecting of machines and devices into cyber-physical network | Test-run conducted Dry-test run conducted, basic routines implemented, amendable Used in welding device Too expensive for CNC devices at the moment Assembly process too complex to be tracked with smart devices or with smart products |
| # | KPI | Before Value | After Value | Percentage of Fulfilment |
|---|---|---|---|---|
| Welding Line | ||||
| 1 | Number of produced pieces (per hour) | 28 | 33 | 118% |
| 2 | Equipment availability | 88% | 103% | 118% |
| 3 | Efficiency | 1.22 | 1.43 | 118% |
| 4 | Downtime | 17% | 15% | 88% |
| 5 | Worker idle time | 3% | 3% | 100% |
| 6 | Rework rate | 15% | 8% | 53% |
| 7 | Scrap rate | 9% | 7% | 78% |
| 8 | Equipment maintenance and repair time | 4% | 3% | 75% |
| 9 | Number of equipment breakdowns | 4 | 4 | 100% |
| Assembly line | ||||
| 1 | Number of produced pieces (per hour) | 0.4 | 0.6 | 150% |
| 2 | Equipment availability | 80% | 120% | 150% |
| 3 | Efficiency | 3.2 | 4.8 | 150% |
| 4 | Downtime | 9% | 5% | 56% |
| 5 | Worker idle time | 13% | 11% | 85% |
| 6 | Rework rate | 87% | 32% | 36% |
| 7 | Scrap rate | 0 | 0 | N/A |
| 8 | Equipment maintenance time | 1% | 2% | 200% |
| 9 | Number of equipment breakdowns | 3 | 4 | 133% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pfeifer, M.R. Development of a Smart Manufacturing Execution System Architecture for SMEs: A Czech Case Study. Sustainability 2021, 13, 10181. https://doi.org/10.3390/su131810181
Pfeifer MR. Development of a Smart Manufacturing Execution System Architecture for SMEs: A Czech Case Study. Sustainability. 2021; 13(18):10181. https://doi.org/10.3390/su131810181
Chicago/Turabian StylePfeifer, Marcel Rolf. 2021. "Development of a Smart Manufacturing Execution System Architecture for SMEs: A Czech Case Study" Sustainability 13, no. 18: 10181. https://doi.org/10.3390/su131810181