Recovery of Zinc from Treatment of Spent Acid Solutions from the Pickling Stage of Galvanizing Plants

 ,
,  ,
, 


Abstract
:1. Introduction
1.1. Overview of Current Methods
1.2. Novelty of this Research
2. Materials and Methods
2.1. Chemicals and Solutions
2.2. Experimental Procedures
2.3. Methods of Analysis
3. Results and Discussion
4. Conclusions
- (1)
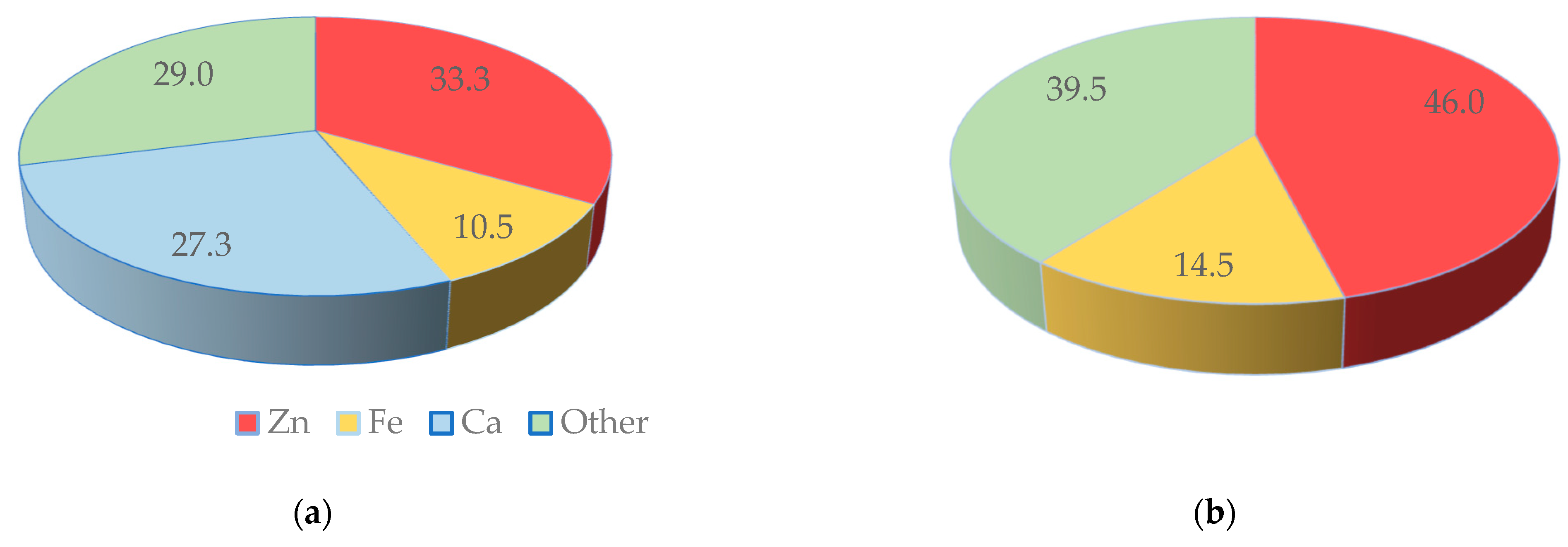
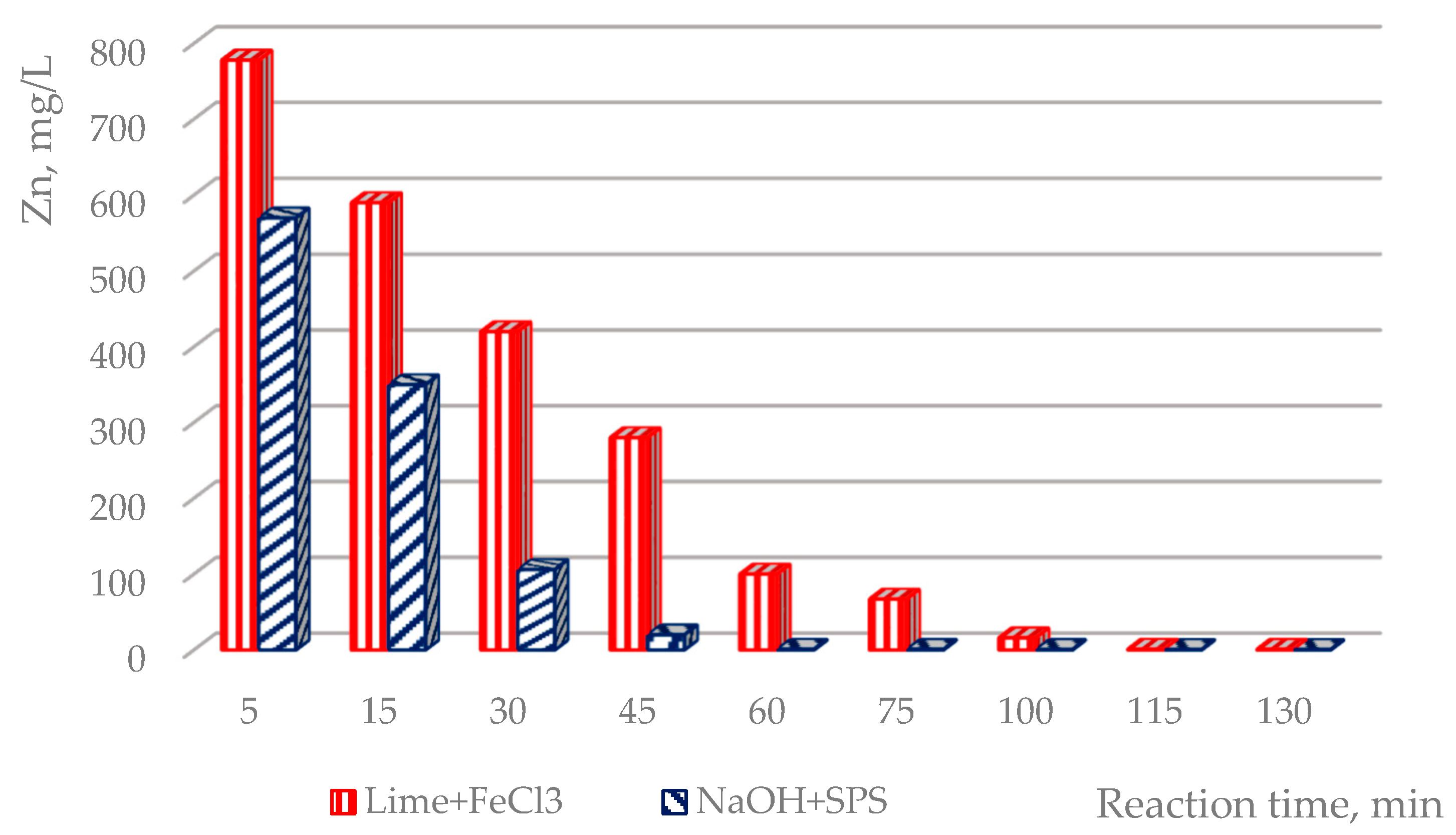
- An increase of the sludge’s zinc content by 1.4 times was obtained by replacing the commonly used treatment with lime and FeCl3 with the introduction of NaOH and SPS water. This increase in Zn content made the recovery of zinc cost-effective. In addition, replacing lime with soda allows one to reduce by a quarter the volume of the resulting sediment and the duration of the process by twice;
- (2)
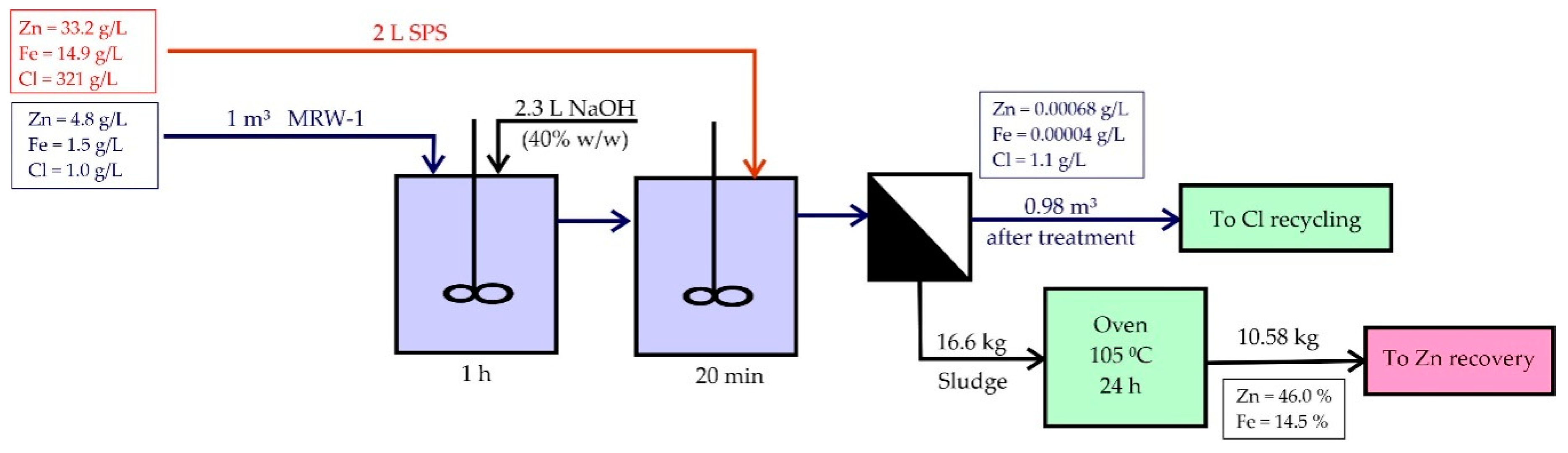
- The residual concentration of Zn and Fe in the wastewater resulting from the proposed process was below the admissible legal limits;
- (3)
- The new treatment resulted in annual savings of about 140,000 Euros because the plant would not have to bear, thenceforward, the cost of the legal disposal of the sludge;
- (4)
- The results of this work will certainly guarantee better sustainability of the galvanizing industry.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Pirošková, J.; Trpcevská, J.; Hluchánová, B.; Laubertová, M. Flux skimmings originated during hot-dip galvanizing process and its hydrometallurgical processing. Acta Metall. Slovaca 2012, 18, 34–39. [Google Scholar]
- Bright, M.A.; Deem, N.J.; Fryatt, J. The advantages of recycling metallic zinc from the processing wastes of industrial molten zinc applications. In 2007 TMS Annual Meeting & Exhibition; The Minerals, Metals and Materials Society: Orlando, FL, USA, 2007; pp. 101–109. [Google Scholar]
- Pietrelli, L.; Ferro, S.; Vocciante, M. Raw materials recovery from spent hydrochloric acid-based galvanizing. Chem. Eng. J. 2018, 341, 539–546. [Google Scholar]
- Regel-Rosocka, M.; Cieszyсska, A.; Wioeniewski, M. Methods of regeneration of spent pickling solutions from steel treatment Plants. Pol. J. Chem. Technol. 2007, 9, 42–45. [Google Scholar]
- Naliena, M.; Faieza, A.A.; Rosnah Binti, M.Y. Minimization of spent acid waste from galvanizing plant in Malaysia. Glob. J. Res. Eng. 2013, 13, 14–24. [Google Scholar]
- Machado, R.M.; Gameiro, M.L.F.; Rodrigues, J.M.A.; Ismael, M.R.C.; Reis, T.A.; Carvalho, J.M.R. Recovery of hydrochloric acid from galvanizing industrial effluents. Sep. Sci. Tech. 2017, 52, 1333–1340. [Google Scholar]
- Regel-Rosocka, M.A. review on methods of regeneration of spent pickling solutions from steel processing. J. Hazard. Mater. 2010, 177, 57–69. [Google Scholar]
- Devi, A.; Singhal, A.; Gupta, R. A study on treatment methods of spent pickling liquor generated by pickling process of steel. Clean Techn. Environ. Policy 2014, 16, 1515–1527. [Google Scholar]
- Gurreri, L.; Tamburini, A.; Cipollina, A.; Micale, G. Electrodialysis applications in wastewater treatment for environmental protection and resources recovery: A systematic review on progress and perspectives. Membranes 2020, 10, 146. [Google Scholar]
- Rogener, F.; Sartor, M.; Ban, A.; Buchloh, D.; Reichardt, T. Metal recovery from spent stainless steel pickling solution. Resour. Conserv. Recycl. 2012, 60, 72–77. [Google Scholar]
- Wang, Y.; He, Y.; Yin, S.; Long, H.; Li, S. Research on extraction of zinc from spent pickling solution using Aliquat 336. Hydrometallurgy 2020, 93, 105322. [Google Scholar]
- Randazzo, S.; Caruso, V.; Ciavardelli, D.; Micale, G.; Morreale, M. Recovery of zinc from spent pickling solutions by liquid-liquid extraction using TBP. Desalination Water Treat. 2019, 157, 110–117. [Google Scholar] [CrossRef]
- Laso, J.; García, V.; Bringas, E.; Urtiaga, A.M.; Ortiz, I. Selective recovery of zinc over iron from spent pickling wastes by different membrane-based solvent extraction process configurations. Ind. Eng. Chem. Res. 2015, 54, 3218–3224. [Google Scholar] [CrossRef]
- Khyati, S.; Kamalesh, G.; Bina, S. Selective separation of copper and zinc from spent chloride brass pickle liquors using solvent extraction and metal recovery by precipitation-stripping. J. Environ. Chem. Eng. 2017, 5, 5260–5269. [Google Scholar]
- Verma, A.; Kore, R.; Corbin, D.R.; Shiflett, M.B. Metal recovery using oxalate chemistry: A technical review. Ind. Eng. Chem. Res. 2019, 58, 15381–15393. [Google Scholar] [CrossRef]
- Lee, K.R.; Kim, J.; Jang, J.G. Recovery of zinc in spent pickling solution with oxalic acid. Korean J. Chem. Eng. 2017, 55, 785–790. [Google Scholar]
- Stepanov, S.; Morozov, N.; Morozova, N.; Ayupov, D.; Makarov, D.; Baishev, D. Efficiency of use of galvanic sludge in cement systems. Procedia Eng. 2016, 165, 1112–1117. [Google Scholar] [CrossRef]
- Becker, J.; Selbach, I.; Souza, J.; Brehm, F. Viability for the production of inorganic pigments from galvanic sludge. Int. Res. J. Adv. Eng. Tech. 2019, 5, 98–103. [Google Scholar]
- Felisberto, R.; Santos, M.C.; Arcaro, S.; Basegio, T.; Bergmann, C. Assessment of environmental compatibility of glass–ceramic materials obtained from galvanic sludge and soda–lime glass residue. Process Saf. Environ. 2018, 120, 72–78. [Google Scholar] [CrossRef]
- Bednarik, V.; Vondruska, M.; Koutny, M. Stabilization/solidification of galvanic sludges by asphalt emulsions. J. Hazard. Mater. 2005, 122, 139–145. [Google Scholar] [CrossRef]
- Filonov, A.V.; Kireeva, O.A. Prospects of galvanic sludge recycling. Appl. Mech. Mater. 2015, 770, 709–713. [Google Scholar] [CrossRef]
- Krezel, A.; Maret, W. The biological inorganic chemistry of zinc ions. Arch. Biochem. Biophys. 2016, 611, 3–19. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Decreto Legislativo Norme in materia ambientale. Valori limiti di emissioni in acque superficiali e in fognatura n. 152 del 2006. Available online: https://www.gazzettaufficiale.it/dettaglio/codici/materiaAmbientale (accessed on 15 October 2020).




{kind=link}
{kind=link}
{kind=link}
| pH | Zn, g/L | Fe, g/L | Cl, g/L | SO4, g/L | Surfactants, mg/L | ||
|---|---|---|---|---|---|---|---|
| Anionic | Cationic | ||||||
| Spent Pickling Solutions (SPS) | |||||||
| SPS | 0.4 | 33.27 | 14.96 | 321.00 | 0.169 | 25.2 | 0.31 |
| Mix of Rinse Waters (MRW) | |||||||
| MRW-1_15/02/2019 | 6.2 | 4.87 | 1.48 | 1.01 | 0.49 | 4.1 | 7.3 |
| MRW-2_15/03/2019 | 5.4 | 8.54 | 5.94 | 1.13 | 0.56 | 1.14 | 0.142 |
| MRW-3_15/04/2019 | 3.5 | 6.72 | 3.95 | 1.38 | 0.64 | 1.10 | 0.095 |
| No. | Lime | NaOH | FeCl3 | SPS |
|---|---|---|---|---|
| 1 | + | – | + | – |
| 2 | – | + | + | – |
| 3 | + | – | – | + |
| 4 | – | + | – | + |
| No. | Reagent Consumption, g/L | pH | Zn, mg/L | Fe, mg/L | Cl, mg/L | SO4, mg/L | TSS, mg/L | Surfactants, mg/L | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Lime | NaOH | FeCl3 | SPS | Anionic | Cationic | |||||||
| 1 | 8.70 | – | 0.2 | – | 9.8 | 0.72 | 0.02 | 854 | 250 | 14,390 | 1.10 | 0.16 |
| 2 | – | 9.45 | 0.2 | – | 9.8 | 0.78 | 0.03 | 854 | 240 | 10,595 | 1.16 | 0.24 |
| 3 | 8.62 | – | – | 2 | 9.5 | 0.76 | 0.05 | 1120 | 305 | 14,310 | 1.18 | 0.25 |
| 4 | – | 9.25 | – | 2 | 9.5 | 0.68 | 0.04 | 1120 | 310 | 10,580 | 1.10 | 0.29 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zueva, S.B.; Ferella, F.; Innocenzi, V.; De Michelis, I.; Corradini, V.; Ippolito, N.M.; Vegliò, F. Recovery of Zinc from Treatment of Spent Acid Solutions from the Pickling Stage of Galvanizing Plants. Sustainability 2021, 13, 407. https://doi.org/10.3390/su13010407
Zueva SB, Ferella F, Innocenzi V, De Michelis I, Corradini V, Ippolito NM, Vegliò F. Recovery of Zinc from Treatment of Spent Acid Solutions from the Pickling Stage of Galvanizing Plants. Sustainability. 2021; 13(1):407. https://doi.org/10.3390/su13010407
Chicago/Turabian StyleZueva, Svetlana B., Francesco Ferella, Valentina Innocenzi, Ida De Michelis, Valentina Corradini, Nicolò M. Ippolito, and Francesco Vegliò. 2021. "Recovery of Zinc from Treatment of Spent Acid Solutions from the Pickling Stage of Galvanizing Plants" Sustainability 13, no. 1: 407. https://doi.org/10.3390/su13010407